Che cos'è l'elettrozincatura?
L'elettrozincatura, comunemente chiamata zincatura a freddo, è un processo elettrochimico in cui i lingotti di zinco fungono da anodi e i nastri di acciaio da catodi.
Il processo prevede che gli atomi di zinco perdano elettroni e diventino ioni, che si dissolvono nell'elettrolita. Le strisce di acciaio, che fungono da catodi, ricevono quindi gli elettroni dagli ioni di zinco, riducendoli nuovamente in atomi di zinco e depositandoli sulla superficie delle strisce di acciaio per formare uno strato di placcatura.
Che cos'è la lamiera zincata a caldo?
Esiste una differenza significativa nella quantità di zincatura tra le lamiere zincate a caldo e quelle elettrozincate.
La quantità di zincatura delle lamiere zincate a caldo non può essere troppo bassa.
In genere, il minimo è 50-60g/m2 su entrambi i lati, con un massimo di 600g/m2.
La lamiera elettrozincata ha uno strato di zincatura molto sottile, con un minimo di soli 15g/m2.
Tuttavia, se è necessario un rivestimento più spesso, la velocità di produzione è lenta, il che la rende inadatta ai moderni processi produttivi.
In genere, la quantità massima di zincatura per le lamiere elettrozincate è di circa 100g/m2.
A causa di queste limitazioni, la produzione di lamiere elettrozincate è notevolmente limitata.
Lamiera elettrozincata vs lamiera zincata a caldo
Opinione dell'esperto 1
Esistono differenze fondamentali nella struttura del rivestimento tra le lamiere zincate a caldo e quelle elettrozincate.
Le lamiere zincate a caldo presentano uno strato composto leggermente fragile tra il rivestimento di zinco puro e il substrato di nastro d'acciaio. La maggior parte del rivestimento di zinco puro forma fiori di zinco durante la cristallizzazione, ottenendo un rivestimento uniforme senza pori.
Al contrario, gli atomi di zinco dello strato elettrozincato si depositano sulla superficie del nastro d'acciaio solo per azione fisica. Questo lascia molti fori di essiccazione, rendendolo suscettibile alla corrosione per vaiolatura da parte di agenti corrosivi.
Di conseguenza, le lamiere zincate a caldo sono più resistenti alla corrosione di quelle elettrozincate.
Anche i processi di produzione delle lamiere zincate a caldo e di quelle elettrozincate sono molto diversi. Le lamiere zincate a caldo sono tipicamente prodotte da lamiere laminate a freddo che vengono ricotte e continuamente zincate a caldo sulla linea di zincatura. Il rapido riscaldamento e raffreddamento del nastro d'acciaio influisce in qualche misura sulla sua resistenza e plasticità e determina una minore prestazione di stampaggio rispetto alle lamiere laminate a freddo che vengono sgrassate e ricotte su linee di produzione professionali.
D'altra parte, le lamiere elettrozincate sono prodotte a partire da lamiere laminate a freddo e hanno le stesse prestazioni di lavorazione delle lamiere laminate a freddo. Tuttavia, il complesso processo produttivo ne aumenta i costi.
In conclusione, le lamiere zincate a caldo hanno un costo di produzione inferiore e una gamma di applicazioni più ampia, che le rendono la varietà principale nel mercato delle lamiere zincate.
Opinione dell'esperto 2
L'elettrozincatura è un processo di galvanizzazione attraverso la reazione dell'elettrodo, mentre la zincatura a caldo prevede l'immersione delle materie prime in una pentola di zinco per la galvanizzazione, che comporta sia reazioni intermetalliche che reazioni fisiche.
La superficie delle materie prime nella zincatura a caldo è costituita da uno strato di composti intermetallici seguito da zinco, mentre la superficie dell'elettrozincatura è costituita solo da zinco senza uno strato intermedio.
Lo strato di zinco nell'elettrozincatura è sottile, mentre lo strato di zinco nella zincatura a caldo è spesso.
L'elettrozincatura ha una capacità produttiva limitata e una bassa resa, mentre la zincatura a caldo ha una capacità produttiva e una resa elevata.
La finitura superficiale e la resistenza alla corrosione dell'elettrozincatura sono migliori di quelle dello zinco a caldo, il che la rende più costosa. Il costo dell'elettrozincatura è elevato e comporta un prezzo più alto. Quando il prezzo della lega zinco-alluminio per la zincatura a caldo è elevato, può superare i 4.000 yuan per tonnellata.
Pur avendo lo stesso principio anticorrosione, i processi di elettrozincatura e zincatura a caldo sono diversi. Dopo la zincatura, la superficie è liscia e brillante, ma con il tempo lo strato di zinco può cadere.
La zincatura a caldo può non essere esteticamente attraente come l'elettroplaccatura, ma lo strato di zinco ha una penetrazione più profonda, che la rende più duratura nel tempo.
Opinione dell'esperto 3
(1) In genere, lo strato di zinco delle lamiere zincate a caldo è più spesso, circa 10um o più, e ha un'eccellente resistenza alla corrosione, che lo rende un processo di zincatura ampiamente utilizzato.
In confronto, lo strato di zinco nell'elettrozincatura è molto sottile, circa 3-5um. La superficie della zincatura a caldo è ruvida e brillante e, nei casi più gravi, può presentare fiori di zinco. La superficie della galvanizzazione è invece liscia e scura (sporca).
L'acciaio zincato elettrolitico ha una buona lavorabilità, ma il rivestimento sottile e la minore resistenza alla corrosione lo rendono meno desiderabile rispetto alla lamiera zincata a caldo.
Le lamiere zincate a freddo sono elettrozincate con una piccola quantità di zinco, zincata solo sulla parete esterna dei tubi (la zincatura a caldo copre sia l'interno che l'esterno). La quantità di zinco è di soli 10-50 g/m2 , con una conseguente resistenza alla corrosione molto inferiore rispetto ai tubi zincati a caldo.
(2) L'industria chimica utilizza spesso la zincatura elettrolitica, adatta a parti di piccole dimensioni.
Le lamiere zincate a caldo, invece, sono solitamente utilizzate per apparecchiature e componenti di potenza e sono adatte a parti e apparecchiature di grandi dimensioni.
L'elettrozincatura, comunemente nota come zincatura a freddo, è un metodo elettrochimico in cui i lingotti di zinco vengono utilizzati come anodi, facendo sì che gli atomi di zinco perdano elettroni e diventino ioni che si dissolvono nell'elettrolita. Il nastro di acciaio funge da catodo e gli ioni di zinco ricevono elettroni e si riducono in atomi di zinco, depositandosi sulla superficie del nastro e formando un rivestimento.
Il processo di zincatura a caldo inizia con il decapaggio del tubo d'acciaio per rimuovere l'ossido di ferro dalla sua superficie. Dopo il decapaggio, il tubo d'acciaio viene pulito in una vasca contenente una soluzione acquosa di cloruro di ammonio, cloruro di zinco o una miscela dei due. Successivamente, il tubo d'acciaio viene inviato alla vasca di zincatura a caldo.
(3) Esiste una differenza significativa nella quantità di zincatura tra le lamiere zincate a caldo e quelle elettrozincate.
La quantità di zincatura per le lamiere zincate a caldo non può essere troppo bassa e in genere va da un minimo di 50-60g/m2 su entrambi i lati fino a un massimo di 600g/m2.
D'altra parte, lo strato galvanizzato delle lamiere elettrozincate può essere molto sottile, con un minimo di 15g/m2. Tuttavia, se il rivestimento deve essere spesso, la velocità della linea di produzione diventa molto bassa, rendendola inadatta ai processi veloci delle unità moderne. In genere, la quantità massima di zincatura per le lamiere elettrozincate è di circa 100g/m2.
Questa limitazione nella produzione di lamiere elettrozincate ne limita notevolmente l'utilizzo.
(4) Esistono differenze fondamentali nella struttura del rivestimento tra le lamiere zincate a caldo e quelle elettrozincate.
Le lamiere zincate a caldo presentano uno strato composto leggermente fragile tra il rivestimento di zinco puro e il substrato di nastro d'acciaio. La maggior parte del rivestimento di zinco puro forma fiori di zinco durante la cristallizzazione, creando un rivestimento uniforme senza pori.
D'altra parte, gli atomi di zinco dello strato elettrozincato si depositano sulla superficie del nastro d'acciaio solo per azione fisica. Ciò comporta molti fori di essiccazione dell'aria, rendendolo più suscettibile alla corrosione per vaiolatura da parte dei mezzi corrosivi.
Di conseguenza, le lamiere zincate a caldo hanno una migliore resistenza alla corrosione rispetto alle lamiere elettrozincate.
(5) Anche i processi di trattamento termico delle lamiere zincate a caldo e di quelle elettrozincate sono significativamente diversi.
Le lamiere zincate a caldo sono tipicamente prodotte a partire da lamiere laminate a freddo e vengono continuamente ricotte e zincate a caldo sulla linea di zincatura. Il rapido riscaldamento e raffreddamento del nastro d'acciaio influisce in parte sulla sua resistenza e plasticità, determinando una minore prestazione di stampaggio rispetto alle lamiere laminate a freddo che sono state sgrassate e ricotte su una linea di produzione professionale.
D'altra parte, le lamiere elettrozincate sono prodotte a partire da lamiere laminate a freddo e hanno prestazioni di lavorazione simili a quelle delle lamiere laminate a freddo. Tuttavia, il complesso processo di produzione ne aumenta il costo.
In conclusione, le lamiere zincate a caldo hanno un costo di produzione inferiore e una gamma di applicazioni più ampia, che le rendono la varietà dominante nel mercato delle lamiere zincate.
(6) I tubi in lamiera zincata a caldo sono un tipo di strato di lega formato dalla reazione tra metallo fuso e matrice di ferro, che combina la matrice e il rivestimento.
Le lamiere zincate a caldo presentano i vantaggi di un rivestimento uniforme, di una forte adesione e di una lunga durata. Per garantire la qualità, la maggior parte dei produttori di tubi zincati non utilizza l'elettrozincatura (placcatura a freddo). Solo le piccole imprese con una scala limitata e attrezzature obsolete utilizzano l'elettrozincatura e, di conseguenza, i loro prezzi sono relativamente bassi.
Il Ministero delle Costruzioni ha dichiarato ufficialmente che l'uso della tecnologia obsoleta per i tubi in lamiera zincata a freddo sarà eliminato e che è vietato utilizzare tubi in lamiera zincata a freddo come tubi per acqua e gas.
Al giorno d'oggi, le lamiere zincate a caldo sono ampiamente utilizzate, mentre le lamiere zincate a freddo sono ancora utilizzate per le canaline elettriche, con lievi differenze di colore.
Come distinguere tra zincatura a caldo e zincatura a freddo?
Innanzitutto, il processo è diverso:
Zincatura a caldo
La zincatura a caldo consiste nell'immergere il pezzo in una soluzione di zinco fuso dopo averlo sgrassato, decapato e asciugato. Il pezzo viene lasciato nella soluzione per una durata specifica prima di essere rimosso.
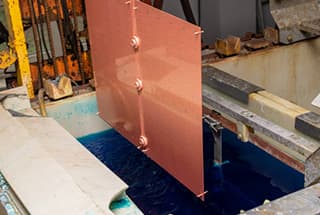
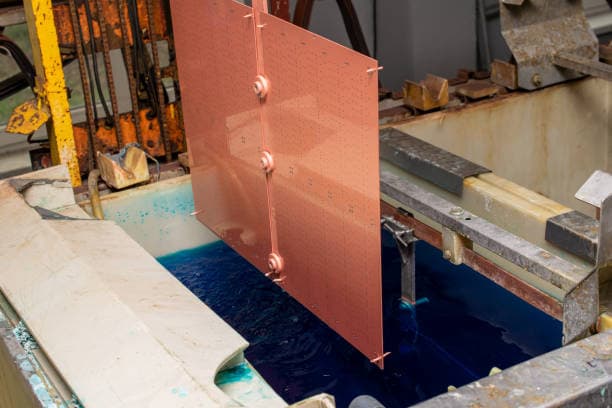
Zincatura a freddo
La zincatura a freddo, detta anche elettrozincatura, prevede l'utilizzo di un'apparecchiatura elettrolitica per sgrassare e decapare il pezzo da lavorare e poi metterlo in una soluzione contenente sale di zinco. L'elettrodo negativo dell'apparecchiatura elettrolitica viene collegato al pezzo, mentre una piastra di zinco viene posizionata sul lato opposto e collegata all'elettrodo positivo dell'apparecchiatura.
Quando l'alimentazione viene attivata, la corrente passa dall'elettrodo positivo a quello negativo, facendo depositare uno strato di zinco sul pezzo.
Differenza di aspetto:
Galvanizzazione dello zinco
L'elettrozincatura ha un aspetto relativamente liscio e brillante. Lo strato di placcatura ottenuto con il processo di passivazione cromatica è principalmente di colore giallo-verde e presenta una gamma di colori.
Lo strato di placcatura ottenuto con il processo di passivazione del bianco è di colore bianco-ciano o bianco-verde e presenta un leggero effetto iridescente se osservato con una certa angolazione alla luce del sole.
I pezzi complessi possono subire una "bruciatura" intorno agli angoli e ai bordi, con il risultato di uno strato di zinco spesso che appare grigio. Anche gli angoli morti di corrente negli angoli interni possono portare a zone grigie sottocorrente in cui lo strato di zinco è sottile.
Il prodotto finale è privo di grumi di zinco e di caking.
Zincatura a caldo
L'aspetto della zincatura a caldo è leggermente più ruvido e ha un colore bianco-argenteo rispetto all'elettrozincatura. Può anche presentare macchie d'acqua di processo e alcune gocce, in particolare su un'estremità del pezzo.
Tuttavia, lo strato di zinco nella zincatura a caldo è più spesso di quello della zincatura elettrolitica e offre una resistenza alla corrosione di gran lunga superiore.
Differenza tra i prodotti finiti zincati:
- Le superfici interne ed esterne dei tubi in acciaio zincato a caldo sono rivestite con la zincatura, mentre solo la superficie esterna dei tubi in acciaio zincato a freddo è rivestita.
- Il rivestimento dei tubi in acciaio zincato a freddo è sottile e uniforme, mentre quello a caldo è spesso e irregolare.
- La zincatura a freddo ha un aspetto brillante, mentre quella a caldo ha un colore più scuro.
- A causa dello spessore ridotto, la resistenza alla corrosione del rivestimento a freddo è scarsa, mentre il rivestimento a caldo, che è decine di volte più spesso, forma uno strato infiltrante con il metallo di base e offre una buona resistenza alla corrosione.
- I tubi in acciaio zincato a freddo hanno un aspetto più luminoso e liscio, mentre i tubi in acciaio zincato a caldo hanno una superficie meno delicata e brillante, con alcune asperità e un aspetto più opaco.
I tubi in acciaio zincato si arrugginiscono?
Il tubo d'acciaio può arrugginire quando è esposto all'aria e reagisce con l'ossigeno o quando viene eroso dall'ossigeno nell'acqua.
Per evitare che ciò accada, al tubo d'acciaio viene applicato uno strato di galvanizzazione che lo isola dall'aria e lo rende più resistente alla corrosione e alla ruggine.
I tubi in acciaio zincato si arrugginiscono?
Non è raro che i tubi in acciaio zincato si arrugginiscano nel tempo, anche se sono meno soggetti alla ruggine rispetto ai tubi non zincati. La durata della ruggine dipende da vari fattori, tra cui l'ambiente e le condizioni di utilizzo del tubo. Ad esempio, se l'ambiente è umido o se il tubo è esposto alla pioggia per un periodo prolungato, può ossidarsi e sviluppare macchie, portando infine alla ruggine.
Esistono due tipi di tubi in acciaio zincato: quelli zincati a caldo e quelli zincati a freddo. I tubi zincati a caldo sono generalmente meno soggetti alla ruggine rispetto a quelli zincati a freddo.
Per quanto tempo il tubo di acciaio zincato a freddo non arrugginisce?
Il tasso di corrosione dei tubi galvanizzati è largamente influenzato da fattori quali il metodo di galvanizzazione, lo spessore dello strato galvanizzato, la quantità di galvanizzazione e l'ambiente in cui i tubi vengono utilizzati.
I tubi zincati a freddo sono particolarmente sensibili alla corrosione. Hanno una bassa quantità di galvanizzazione, e solo la parte esterna del tubo d'acciaio viene rivestita, lasciando l'interno esposto. Con una media di soli 20g/m2 di zinco su un lato, questi tubi sono soggetti a ruggine.
In condizioni normali, i tubi in acciaio zincato a freddo dovrebbero iniziare ad arrugginire entro un anno. Il tempo di arrugginimento può essere prolungato aumentando lo spessore dello strato zincato. Ad esempio, i tubi con uno spessore inferiore a 2,75 mm possono impiegare 2-3 anni per iniziare ad arrugginire, mentre quelli con uno spessore di 3,0 mm o più possono durare 3-5 anni prima che inizi la ruggine.
Come rimuovere la ruggine dai tubi zincati?
Se un tubo zincato è arrugginito, può essere trattato per rimuovere la ruggine. I metodi principali per rimuovere la ruggine dai tubi zincati sono i seguenti:
- In primo luogo, la superficie del tubo d'acciaio viene pulita con un solvente per rimuovere eventuali sostanze organiche presenti sulla superficie.
- Quindi, la spazzolatura a filo o altri strumenti vengono utilizzati per rimuovere la ruggine sciolta o sfaldata e le scorie di saldatura.
- Dopo il decapaggio, la ruggine sul tubo zincato viene quasi completamente rimossa.
I tubi in acciaio zincato devono essere verniciati con vernice antiruggine?
Dopo la zincatura, la superficie del tubo d'acciaio viene ricoperta da uno strato di zinco che funge da barriera tra il tubo d'acciaio e l'atmosfera. Ciò impedisce il contatto diretto tra l'atmosfera e il tubo d'acciaio e lo protegge dalla corrosione.
Il rivestimento di zinco sulla superficie del tubo d'acciaio è altamente reattivo e, a temperature normali, si forma uno strato sottile e denso di carbonato di zinco nell'aria per proteggere lo zinco dall'ossidazione.
Di conseguenza, il tubo zincato è protetto dalla ruggine e non richiede la verniciatura con vernici antiruggine, sia che si tratti del rivestimento di zinco che del tubo stesso.
Tuttavia, se il rivestimento di zinco viene danneggiato (ad esempio, quando il tubo d'acciaio viene saldato e il rivestimento sul giunto si brucia), il tubo d'acciaio viene esposto all'aria e perde la protezione del rivestimento di zinco. In questo caso, deve essere riverniciato con una vernice antiruggine.
Lo strato galvanizzato del tubo in acciaio zincato ha proprietà antiruggine ed è tipicamente collegato mediante filettature.
In generale, non è necessario verniciare con vernice antiruggine, a meno che non si utilizzino metodi di collegamento non convenzionali, come la saldatura. Se lo strato zincato è danneggiato, l'area interessata deve essere verniciata con vernice antiruggine.