Vi siete mai chiesti come funziona la saldatura a gas e perché è così fondamentale nell'ingegneria meccanica? Questo articolo illustra i principi, i tipi di fiamme gassose e i materiali utilizzati nella saldatura a gas. Alla fine, capirete come i diversi gas e fili di saldatura influiscono sulla qualità e sulla sicurezza dei processi di saldatura.
L'ossigeno è un gas a temperatura e pressione normali, con formula molecolare O2.
L'ossigeno di per sé non è combustibile, ma può aiutare altre sostanze combustibili a bruciare e ha un forte effetto di promozione della combustione.
La purezza dell'ossigeno ha un impatto diretto sulla qualità, sulla produttività e sul consumo di ossigeno della saldatura a gas e della saldatura a freddo. taglio a gas.
Maggiore è la purezza dell'ossigeno, migliore è la qualità della saldatura e del taglio a gas.
(2) Acetilene
L'acetilene è un composto idrocarburico incolore dall'odore particolare, ottenuto dall'interazione di carburo di calcio e acqua, con formula molecolare C2H2.
L'acetilene è un gas combustibile e la temperatura di fiamma generata quando viene miscelato con l'aria è di 2350°C, mentre la temperatura di fiamma generata quando viene miscelato con l'ossigeno e bruciato è di 3000-3300°C.
L'acetilene è un gas pericoloso, esplosivo in determinate condizioni di pressione e temperatura.
(3) Gas di petrolio liquefatto (GPL)
Il gas di petrolio liquefatto è composto principalmente da idrocarburi come il propano (C3H8), il butano (C4H10) e il propilene (C3H6).
Esiste come gas a pressione normale, ma può essere liquefatto a una pressione di 0,8-1,5 MPa per lo stoccaggio e il trasporto, da cui il nome di gas di petrolio liquefatto.
Come l'acetilene, il GPL è esplosivo se miscelato con aria o ossigeno, ma è molto più sicuro dell'acetilene.
2. Tipi e proprietà delle fiamme a gas
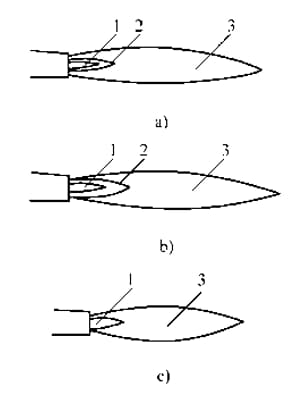
(1) Fiamma ossiacetilenica.
Struttura e forma della fiamma ossiacetilenica:
a) Fiamma neutra b) Fiamma carbonizzante c) Fiamma ossidante
1- Centro fiamma 2- Fiamma interna 3- Fiamma esterna
Tipo di fiamma
Rapporto di miscelazione di ossigeno e acetilene
Temperatura massima della fiamma/℃
Caratteristiche della fiamma
Fiamma neutra
1.1-1.2
3050-3150
L'ossigeno e l'acetilene sono completamente bruciati, senza eccesso di ossigeno né di acetilene. Il nucleo della fiamma è brillante, con contorni chiari, e la fiamma interna presenta un certo grado di riducibilità.
Fiamma di carbonizzazione
<1.1
2700-3000
L'acetilene è in eccesso e nella fiamma sono presenti carbonio e idrogeno liberi, che hanno un forte effetto di riduzione e anche un certo effetto carbonio. L'intera fiamma della fiamma di carbonizzazione è più lunga di quella della fiamma neutra.
Fiamma di ossido
>1.2
3100-3300
Nella fiamma c'è un eccesso di ossigeno, che ha forti proprietà ossidanti. L'intera fiamma è corta e gli strati della fiamma interna ed esterna non sono chiari.
Fiamma di ossigeno-gas di petrolio liquefatto
La struttura della fiamma dell'ossigeno-gas di petrolio liquefatto è sostanzialmente identica a quella della fiamma dell'ossiacetilene e può essere classificata in fiamma ossidante, fiamma carbonizzante e fiamma neutra.
Il centro di fiamma subisce reazioni di decomposizione parziale, ma con un minor numero di prodotti di decomposizione.
La fiamma interna non è luminosa come quella dell'acetilene e appare leggermente bluastra, mentre la fiamma esterna è più chiara e più lunga di quella dell'ossiacetilene.
A causa del punto di accensione più elevato, il gas di petrolio liquefatto è più difficile da accendere rispetto all'acetilene e richiede una fiamma diretta per l'accensione.
Saldatura a gas
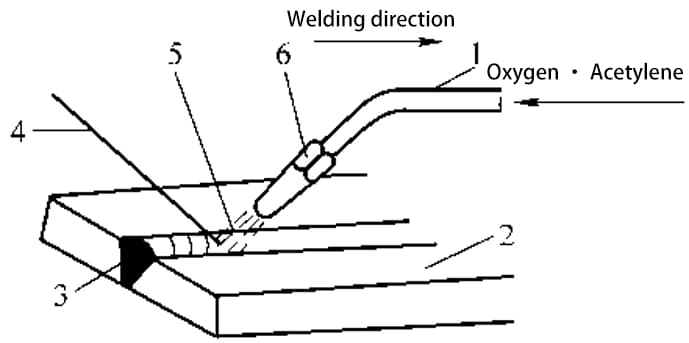
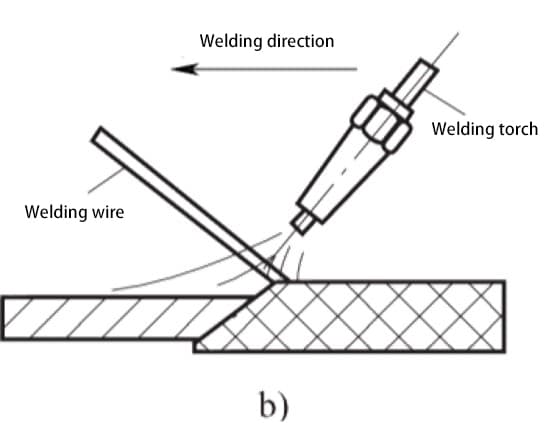
1. Principi, caratteristiche e applicazioni della saldatura a gas.
1 - Tubo di miscelazione del gas; 2 - Pezzo in lavorazione; 3 - Giunto di saldatura; 4 - Filo d'apporto; 5 - Filo d'apporto. Fiamma di saldatura a gas; 6 - Torcia di saldatura.
(2) Caratteristiche e applicazioni della saldatura a gas
I vantaggi della saldatura a gas sono che richiede un'attrezzatura semplice, è facile da usare, ha costi bassi e una forte adattabilità. Può essere utilizzata in luoghi privi di alimentazione elettrica per saldare comodamente.
Gli svantaggi della saldatura a gas sono la bassa temperatura della fiamma, la dispersione del riscaldamento, l'ampiezza della zona interessata dal calore, la facilità di deformazione e surriscaldamento del pezzo e la qualità del gas. giunti di saldatura non è facile da garantire come nel caso della saldatura ad arco con elettrodo.
La produttività è bassa ed è difficile saldare metalli spessi. È inoltre difficile ottenere l'automazione.
2. Materiali per la saldatura a gas
(1) Filo per saldatura a gas
Tabella 3-2 Grado e uso dei comuni fili di saldatura in acciaio.
Filo per saldatura di acciaio strutturale al carbonio
Filo per saldatura strutturale in acciaio legato
Filo per saldatura in acciaio inox
Grado
scopo
Grado
scopo
Grado
Scopo:
H08
Saldatura di strutture generali in acciaio a basso tenore di carbonio
H10Mn2
Stesso scopo di HO8Mn
H03Cr21Ni10
Saldatura di acciaio inossidabile a bassissimo tenore di carbonioGiunzione di acciaio inossidabile di tipo 18-8
H08Mn2Si
H08A
Saldatura di importanti acciai a basso e medio tenore di carbonio e di alcuni acciai a basso tenore di carbonio. acciaio legato strutture
H10Mn2MoA
Saldatura di acciai ordinari basso legati
H06Cr21Ni10
Saldatura di acciaio inossidabile tipo 18-8
H08E
Stesso scopo dell'H08A, con buone prestazioni di processo
H10Mn2MoVA
Saldatura di acciai ordinari basso legati
H08Cr21Ni10
Saldatura di acciaio inossidabile tipo 18-8
H0SMn
Saldatura di importanti strutture in acciaio al carbonio e in acciaio ordinario basso legato, come caldaie, recipienti a pressione, ecc.
Tabella 3-6: Gradi, prestazioni e applicazioni dei flussi di saldatura a gas comunemente utilizzati.
Grado del flusso di saldatura
nome
Prestazioni di base
Applicazione
CJ101
Flusso di saldatura a gas per acciaio inossidabile e acciaio termoresistente
Ha un punto di fusione di 900℃ e buone proprietà umettanti, in grado di impedire l'ossidazione del metallo fuso. La scoria è facile da rimuovere dopo la saldatura.
Ha un punto di fusione di 650℃ e ha una reazione alcalina. È dotato di deliquescenza e può rimuovere efficacemente i silicati e gli ossidi generati durante la lavorazione del gas. saldatura della ghisa. Ha anche la funzione di accelerare la fusione dei metalli.
Utilizzato per la saldatura a gas di parti in ghisa
CJ301
Flusso di saldatura a gas di rame
È un sale a base di boro, incline alla deliquescenza e con un punto di fusione di circa 650℃. Ha una reazione acida e può dissolvere efficacemente l'ossido di rame e l'ossido rameoso.
Il punto di fusione è di circa 560℃, ha una reazione acida e può distruggere efficacemente la pellicola di ossido di alluminio. Tuttavia, a causa della sua forte igroscopicità, può provocare corrosione dell'alluminio nell'aria. Dopo la saldatura, le scorie devono essere pulite accuratamente.
I gradi di flusso per saldatura a gas sono rappresentati da CJ seguito da tre cifre e il metodo di codifica è: CJxxx.
3. Apparecchiature e strumenti per la saldatura a gas.
La composizione delle apparecchiature di saldatura a gas:
1. Tubo flessibile dell'ossigeno
2. Torcia di saldatura
3. Tubo flessibile dell'acetilene
4. Bombola di acetilene
5. Regolatore di acetilene
6. Regolatore di ossigeno
7. Bombola di ossigeno
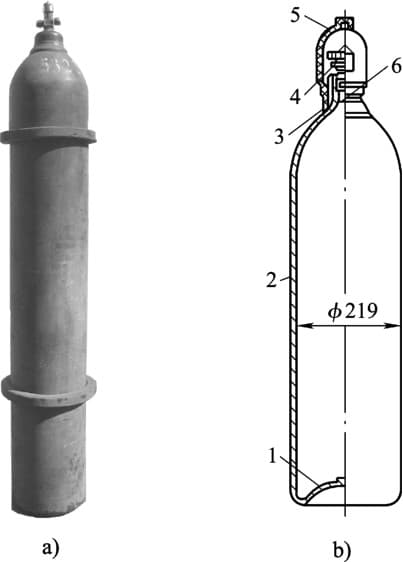
1. Bombola di ossigeno
a) Aspetto b) Struttura
1. Fondo della bottiglia
2. Corpo del cilindro
3. Cerchio per bottiglie
4. Valvola della bombola di ossigeno
5. Tappo per bottiglia
6. Testa del cilindro
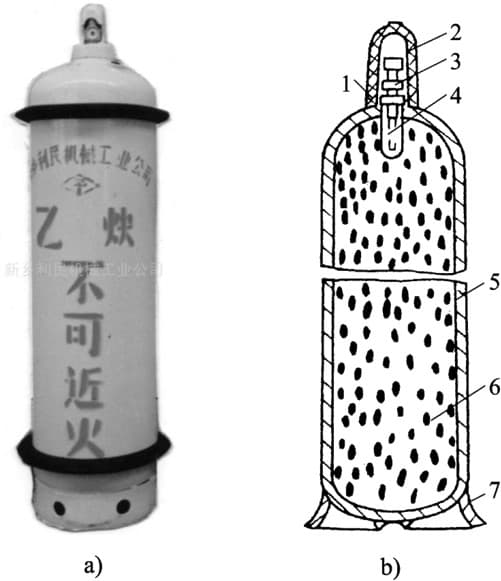
2. Bombola di acetilene
a) Aspetto b) Struttura
1. Bocca della bottiglia
2. Tappo della bottiglia
3. Valvola del cilindro
4. L'amianto
5. Corpo del cilindro
6. Materiale di riempimento poroso
7. Fondo della bottiglia
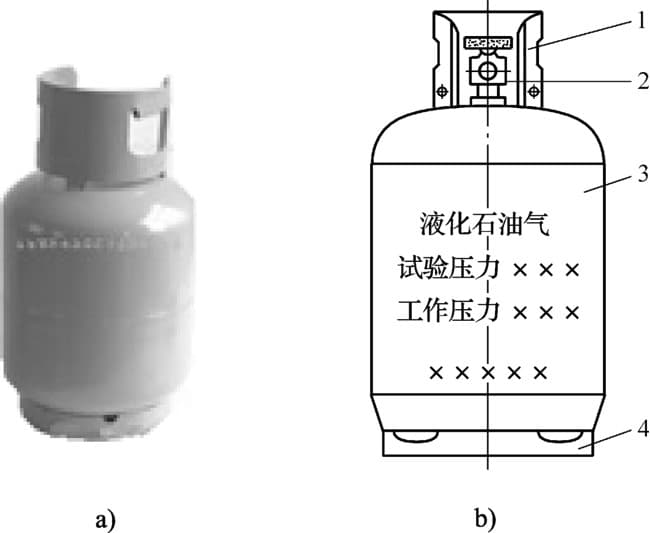
3. Bombola di gas di petrolio liquefatto (bombola GPL)
a) Aspetto b) Struttura
1. Scudo protettivo
2. Valvola del cilindro
3. Corpo del cilindro
4. Base
4. Regolatore di pressione
(1) Funzioni e tipi di regolatori di pressione
La funzione di un regolatore di pressione è quella di ridurre il gas ad alta pressione nella bombola alla pressione richiesta per il funzionamento e di mantenere una pressione stabile durante il funzionamento.
I regolatori di pressione possono essere classificati in regolatori di pressione per l'ossigeno, regolatori di pressione per l'acetilene, regolatori di pressione per il gas di petrolio liquefatto, ecc. in base al loro utilizzo.
In base alla loro struttura, possono essere classificati in regolatori monostadio e bistadio. In base ai loro principi di funzionamento, possono essere classificati in regolatori ad azione diretta e ad azione inversa.
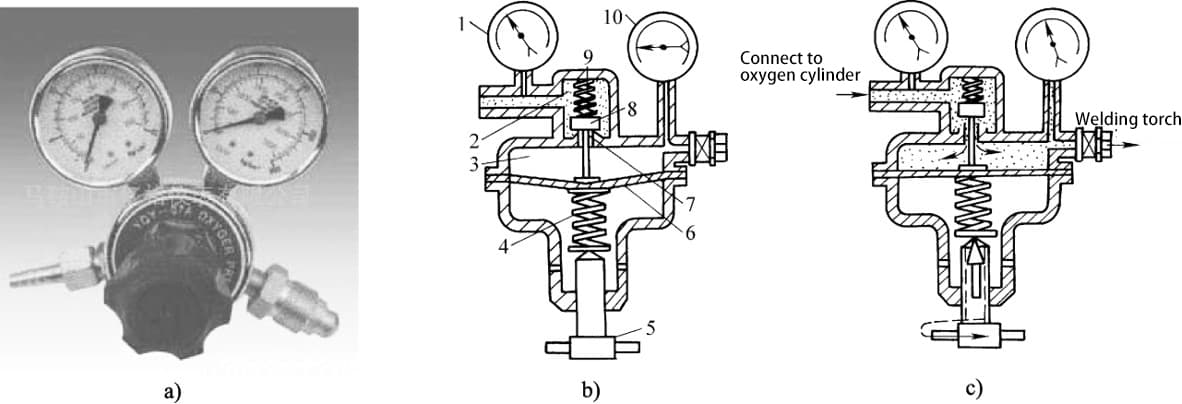
(2) Regolatore di ossigeno
Regolatore di ossigeno ad azione inversa monostadio a) Aspetto b) Stato di non lavoro c) Stato di lavoro
La funzione del regolatore di gas di petrolio liquefatto è quella di ridurre la pressione nella bombola del gas alla pressione di esercizio e di stabilizzare la pressione di uscita per garantire un'erogazione uniforme del gas.
In genere, i regolatori per uso domestico possono essere leggermente modificati per essere utilizzati per il taglio generale spessore della lamiera d'acciaio.
Inoltre, il regolatore di gas di petrolio liquefatto può essere utilizzato direttamente con un regolatore di propano.
La funzione di una torcia di saldatura è quella di miscelare gas combustibile e ossigeno in una certa proporzione e di spruzzarli a una certa velocità per la combustione, generando così una fiamma con una certa energia, composizione e forma stabile.
In base alle diverse modalità di miscelazione del gas combustibile e dell'ossigeno, le torce di saldatura possono essere suddivise in torce di saldatura a iniezione (note anche come torce a bassa intensità di ossigeno).saldatura a pressione ) e torce di saldatura a pressione uguale.
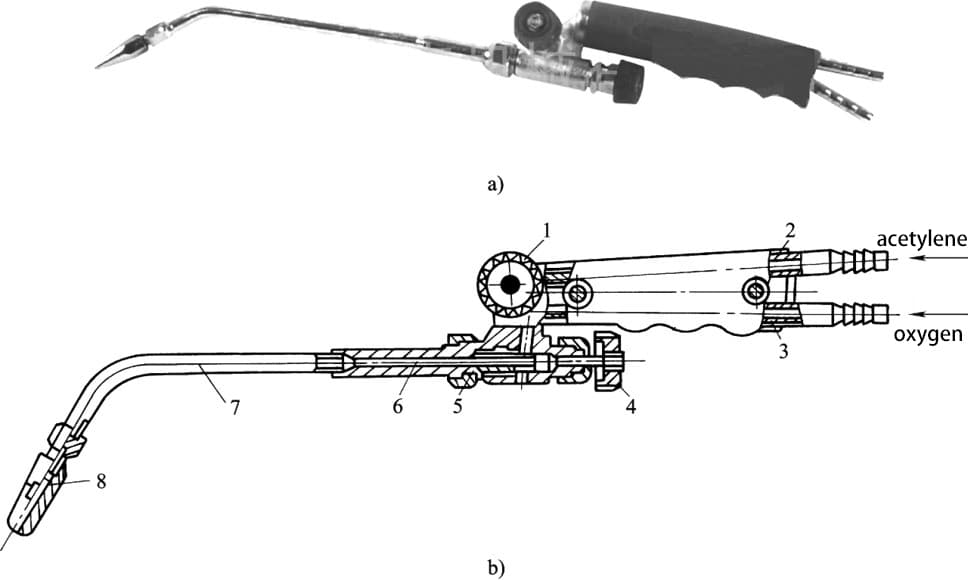
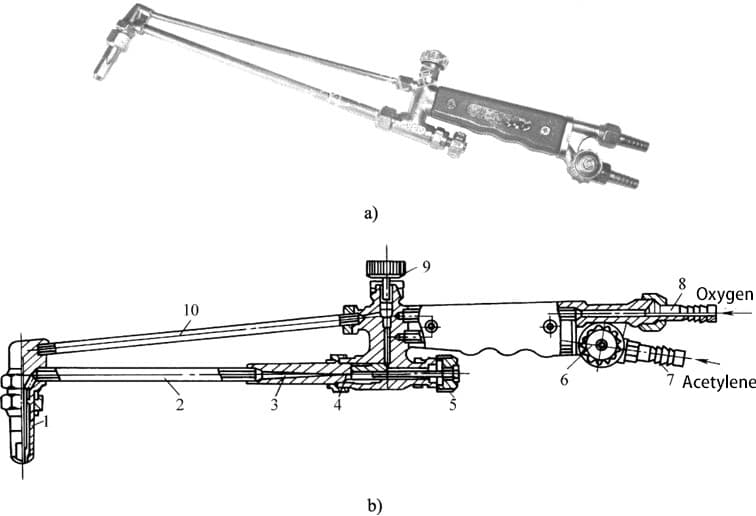
(2) Struttura e principio della torcia di saldatura a iniezione
Torcia di saldatura a iniezione a) Aspetto b) Struttura
1. Valvola dell'acetilene
2. Guaina per acetilene
3. Condotto per l'ossigeno
4. Valvola dell'ossigeno
5. Ugello
6. Tubo di iniezione
7. Condotto per gas misto
8. Coppia di ugelli di saldatura
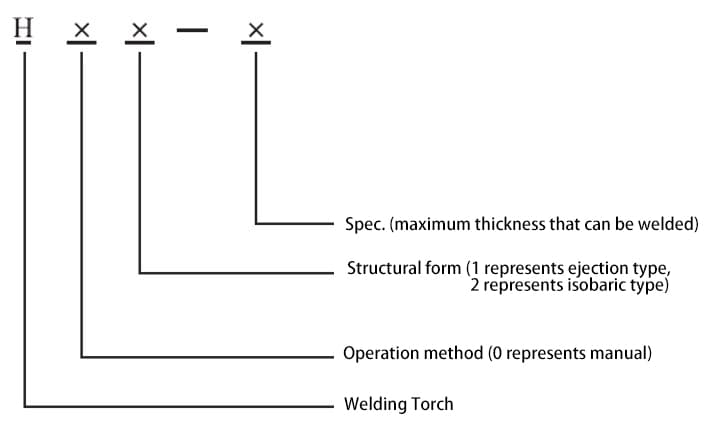
(3) Rappresentazione del modello di torcia di saldatura
Il modello di torcia di saldatura è composto dalla lettera Pinyin "H" seguita dal numero di serie e dalle specifiche che rappresentano la forma strutturale e la modalità operativa.
6. Tubo del gas
I gas contenuti nella bombola di ossigeno e nella bombola di acetilene devono essere trasportati alla torcia di saldatura o di taglio attraverso tubi di gomma.
Secondo lo standard nazionale "Tubo di gomma per saldatura a gas, taglio e operazioni simili", il tubo dell'ossigeno è blu e quello dell'acetilene è rosso.
La lunghezza del tubo flessibile collegato alla torcia di saldatura non dovrebbe essere inferiore a 5 metri, ma se è troppo lungo, aumenterà la resistenza al flusso di gas.
In genere, si consiglia una lunghezza di 10-15 metri. Il tubo di gomma utilizzato per la torcia di saldatura non deve essere contaminato da olio o da perdite di gas ed è severamente vietato scambiare i tubi tra gas diversi.
7. Altri strumenti ausiliari
(1) Occhiali da saldatura
(2) Pistola di accensione
La pistola di accensione a pistola è il modo più sicuro e conveniente per accendere la torcia di saldatura.
Inoltre, gli strumenti per la saldatura comprendono anche strumenti per la pulizia, come spazzole per fili, martelli e lime; strumenti per il collegamento e la chiusura dei passaggi del gas, come pinze, fili, fascette per tubi, chiavi e aghi per la pulizia degli ugelli di saldatura.
4. Processo di saldatura a gas
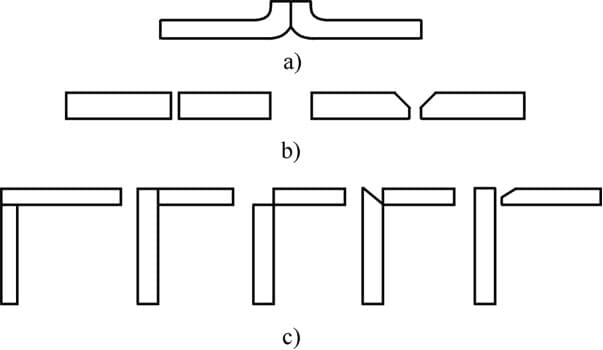
1. Forma di unione
Forme di giunzione nella saldatura a gas
a) Giunto a labbro
b) Giunto di testa
c) Giunto d'angolo
Tabella 3-7 Forma e dimensioni di un giunto a sovrapposizione e di un giunto di testa per acciai a basso tenore di carbonio
Modulo comune
Spessore della piastra/mm
Bordi arricciati e smussati/mm
Spazio/mm
Angolo della scanalatura
Diametro del filo di saldatura/mm
Giunto a crimpare
0.5-1.0
1.5-2.0
non è necessario
Giunto di testa con scanalatura a I
1.0-5.0
1.0-4.0
2.0-4.0
Giunto di testa con scanalatura a V
>5.0
1.5-3.0
2.0-4.0
Metodo di saldatura sinistro 80°, metodo di saldatura destro 60°.
3.0-6.0
2. Parametri di saldatura a gas
(1) Tipo, grado e diametro del filo di saldatura
Spessore della saldatura/mm
1-2
2-3
3-5
5-10
10-15
Diametro del filo di saldatura/mm
1-2 o senza filo di saldatura
2-3
3-3.2
3.2-4
4-5
(2) Flusso di saldatura a gas
La scelta del flusso di saldatura a gas deve basarsi sulla composizione e sulle proprietà del pezzo da saldare. In generale, l'acciaio strutturale al carbonio non richiede un flusso per la saldatura a gas.
Tuttavia, l'acciaio inossidabile, l'acciaio resistente al calore, la ghisa, il rame e le leghe di rame, l'alluminio e le leghe di alluminio richiedono l'uso di un flusso di saldatura a gas per la saldatura a gas.
(3) Proprietà ed efficienza delle fiamme
1) Proprietà delle fiamme
2) Efficienza delle fiamme
Tabella 3-9 Selezione delle fiamme di saldatura a gas per vari materiali metallici.
Tipo di materiale
Tipo di fiamma
Tipo di materiale
Tipo di fiamma
Acciaio a basso e medio tenore di carbonio
Fiamma neutra
Alluminio nichel acciaio
Fiamme neutre o leggermente più neutre dell'acetilene
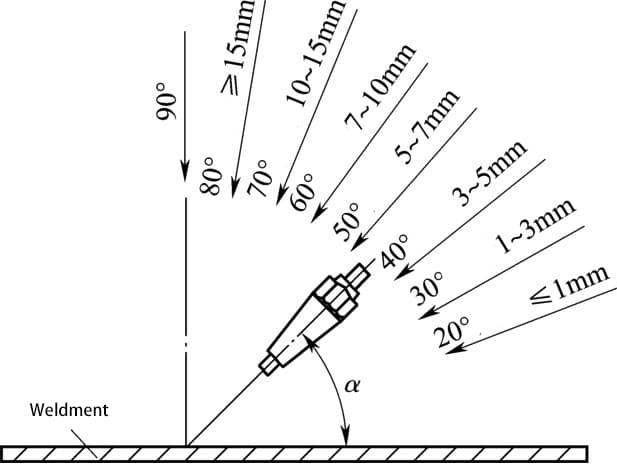
(4) Dimensione dell'ugello e angolo di inclinazione della torcia di saldatura
L'ugello è l'uscita del gas misto ossiacetilene. Ogni torcia di saldatura è dotata di una serie di ugelli di diametro diverso. Quando si saldano pezzi più spessi, è necessario scegliere un ugello più grande.
Tabella 3-10 Selezione degli ugelli per saldature di diverso spessore.
Numero dell'ugello di saldatura
1
2
3
4
5
Spessore della saldatura/mm
<1.5
1~3
2~4
4~7
7~11
Relazione tra l'angolo di inclinazione della torcia di saldatura e lo spessore del pezzo saldato
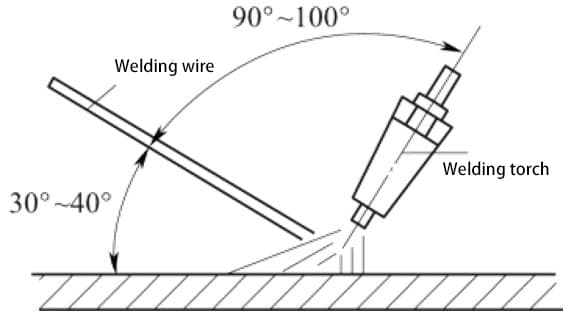
Posizione del filo di saldatura rispetto alla torcia di saldatura e al pezzo da saldare
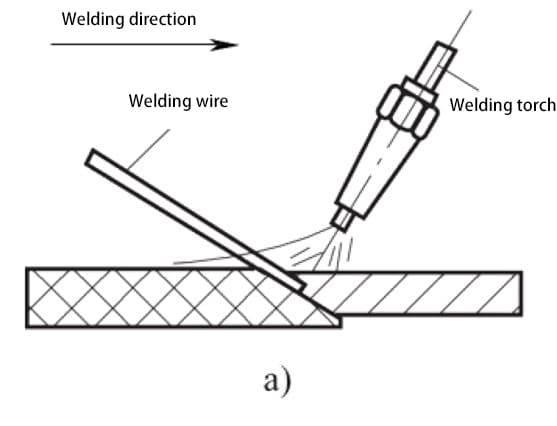
(5) Direzione di saldatura.
a) Metodo di saldatura a destra
b) Metodo di saldatura a sinistra
(6) Velocità di saldatura.
Impatto dei parametri di saldatura a gas su Qualità della saldatura e la formazione Weld Seam.
Troppo spesso, facile surriscaldamento delle parti saldate
Numero dell'ugello di saldatura:
Numero elevato, alta efficienza di fiamma
Numero ridotto, basso tasso di energia della fiamma
Stato superficiale del materiale di base:
Le superfici con macchie di vernice o di ruggine possono facilmente produrre porosità.
Una pulizia incompleta delle saldature può portare all'inclusione di scorie.
Distanza dall'estremità dell'ugello di saldatura al pezzo saldato:
Se è troppo grande, il tasso di energia della fiamma diminuisce, il che può facilmente portare a una fusione incompleta del cordone di saldatura.
Troppo piccolo, facile causa di surriscaldamento della saldatura
3. Taglio a gas
1. Principio, caratteristiche e applicazioni del taglio a gas
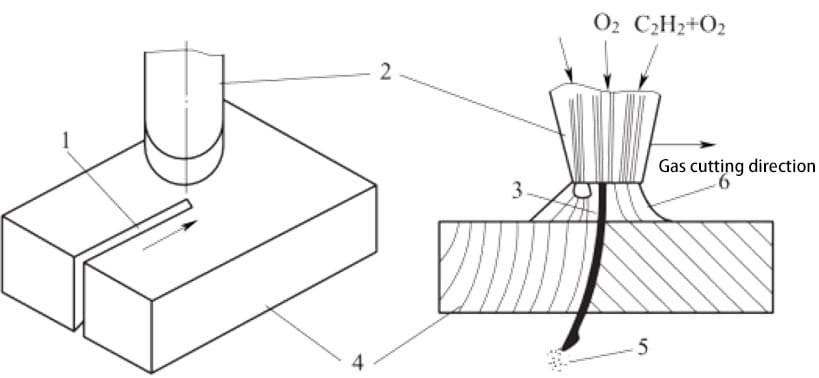
1. Principio del taglio a gas
Il taglio a gas è un metodo di taglio che utilizza l'energia termica di una fiamma di gas per preriscaldare l'area di taglio di un pezzo alla temperatura di accensione, quindi spruzza un flusso di ossigeno da taglio ad alta velocità, facendolo bruciare e rilasciando calore, realizzando così il processo di taglio.
2. Caratteristiche e applicazioni del taglio a gas
(1) Vantaggi del taglio a gas:
Efficienza di taglio superiore, in particolare per l'acciaio, che supera in velocità la maggior parte dei metodi di taglio meccanico.
Economicamente conveniente per forme trasversali complesse e spessori impegnativi per i metodi meccanici.
Investimento iniziale inferiore rispetto alle attrezzature di taglio meccanico, con strumenti portatili e leggeri adatti alle operazioni sul campo.
Manovrabilità eccezionale, che consente rapidi cambi di direzione quando si tagliano piccoli archi o disegni intricati.
Versatilità nelle operazioni di taglio sia manuali che meccanizzate, per offrire flessibilità in diverse applicazioni.
(2) Svantaggi del taglio a gas:
Accuratezza dimensionale ridotta rispetto ai metodi di taglio meccanico di precisione, con tolleranze più ampie.
Rischi per la sicurezza, tra cui rischi di incendio, potenziali danni alle apparecchiature e pericoli di ustione per l'operatore a causa delle fiamme di preriscaldamento ad alta temperatura e delle scorie calde espulse.
Necessità di sistemi robusti di controllo delle polveri e di ventilazione per gestire i gas di combustione e i sottoprodotti dell'ossidazione dei metalli, garantendo la sicurezza sul posto di lavoro e la conformità ambientale.
Limitazioni dei materiali, efficaci soprattutto sui metalli ferrosi che subiscono reazioni esotermiche durante il taglio.
(3) Applicazioni del taglio a gas
Il taglio a gas gode di un'ampia diffusione industriale grazie alla sua elevata efficienza, economicità e semplicità operativa. Eccelle in:
Taglio di lastre di acciaio e fabbricazione di pezzi di forma complessa in vari orientamenti e posizioni.
Apertura di smussi di saldatura precisi per le successive operazioni di saldatura, fondamentali nella fabbricazione di acciaio strutturale.
Rimuovere in modo efficiente le alzate di colata nelle operazioni di fonderia, migliorando la lavorazione successiva alla colata.
Applicazioni di taglio per impieghi gravosi, in grado di tagliare spessori di acciaio fino a 300 mm o più, rendendolo indispensabile nella costruzione navale, nella produzione di macchinari pesanti e nei progetti di costruzione su larga scala.
2. Condizioni e proprietà di taglio a gas dei metalli
1. Condizioni per il taglio a gas
(1) Il punto di accensione del metallo in ossigeno deve essere inferiore al suo punto di fusione. Questa è la condizione fondamentale per il normale processo di ossidazione.taglio del carburante.
(2) Il punto di fusione dell'ossido metallico prodotto durante il processo di ossitaglio deve essere inferiore al punto di fusione del metallo stesso e deve avere una buona fluidità, in modo che l'ossido possa essere soffiato via dalla superficie di taglio. kerf allo stato liquido.
Tabella 3-11 Punti di fusione di sostanze comuni Materiali metallici e i loro ossidi.
(3) La combustione dei metalli nel getto di ossigeno da taglio deve essere una reazione esotermica. Questo perché il risultato di una reazione esotermica è la produzione di una grande quantità di calore dalla combustione dello strato metallico superiore, che svolge un ruolo di preriscaldamento per lo strato metallico inferiore.
(4) La conducibilità termica del metallo non deve essere troppo elevata. In caso contrario, il calore rilasciato dall'ossidazione durante la fiamma di preriscaldamento e la processo di taglio a gas sarà condotto e dissipato, rendendo impossibile l'avvio o l'arresto del taglio del gas a metà strada.
2. Proprietà di taglio a gas dei metalli comuni
(1) Gli acciai a basso tenore di carbonio e gli acciai debolmente legati possono soddisfare i requisiti per un taglio a gas senza problemi.
(2) La ghisa non può essere tagliata con l'ossitaglio.
(3) L'acciaio ad alto tenore di cromo e l'acciaio al cromo-nichel producono ossido di cromo e ossido di nichel ad alta fusione (circa 1990℃), rendendo difficile il taglio a gas.
(4) Il rame, l'alluminio e le loro leghe hanno punti di accensione superiori ai loro punti di fusione e una buona conducibilità termica, che rendono difficile il taglio a gas.
3. Attrezzature e strumenti per il taglio a gas
1. Torcia da taglio
(1) Funzione e classificazione della torcia da taglio
La funzione di una torcia da taglio è quella di miscelare gas combustibile e ossigeno in una certa proporzione e in modo da formare una fiamma di preriscaldamento con una certa energia e forma, e di spruzzare ossigeno da taglio al centro della fiamma di preriscaldamento per il taglio a gas.
Le torce da taglio possono essere suddivise in due tipi: torcia da taglio a iniezione e torcia da taglio a pressione uguale, in base alle diverse modalità di miscelazione di gas combustibile e ossigeno.
In base ai diversi tipi di gas combustibile, possono essere suddivise in torce da taglio ad acetilene, torce da taglio a gas di petrolio liquefatto e così via.
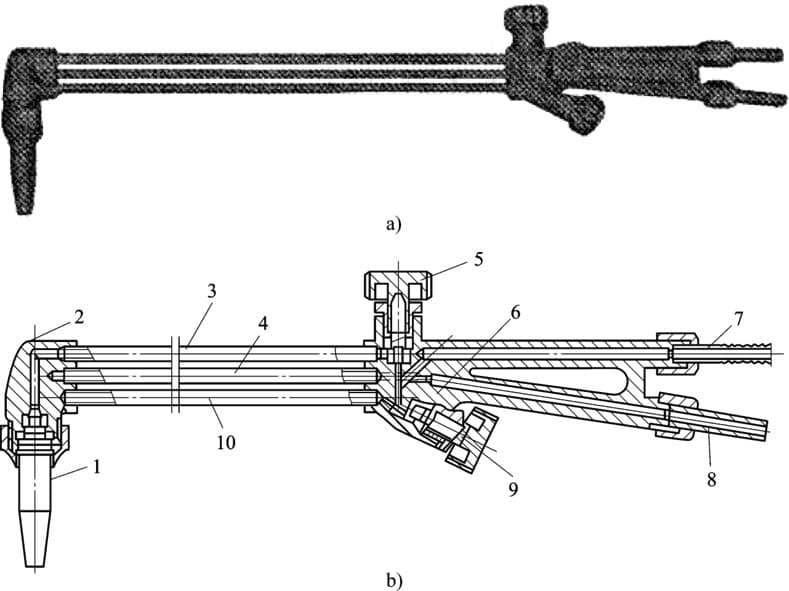
(2) Struttura e principio della torcia da taglio a iniezione
Struttura della torcia da taglio a iniezione.
Torcia da taglio a iniezione a) Aspetto b) Struttura
1. Ugello di taglio
2. Tubo di miscelazione del gas
3. Tubo di iniezione
4. Ugello
5. Valvola di preriscaldamento del regolatore di ossigeno
6. Valvola del regolatore dell'acetilene
7. Connettore per acetilene
8. Connettore dell'ossigeno
9. Taglio della valvola del regolatore di ossigeno
10. Taglio del tubo dell'ossigeno.
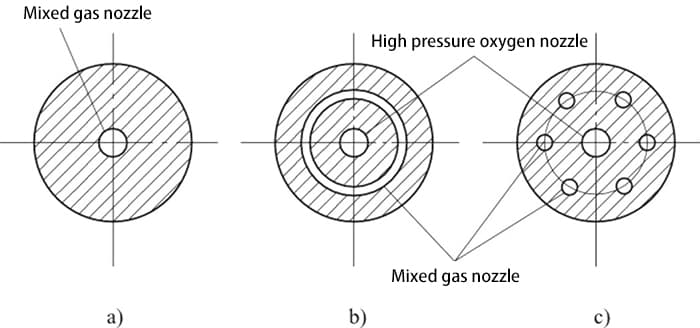
Ugello di taglio e ugello di saldatura a) Ugello di saldatura b) Ugello di taglio circolare c) Ugello di taglio a fiore.
Durante il taglio a gas, aprire prima la valvola di regolazione dell'ossigeno di preriscaldamento e la valvola di regolazione dell'acetilene e accendere per produrre una fiamma di preriscaldamento per preriscaldare il pezzo da lavorare.
Quando il pezzo è preriscaldato al punto di accensione, aprire la valvola di regolazione dell'ossigeno di taglio.
A questo punto, l'ossigeno di taglio ad alta velocità passa attraverso il tubo dell'ossigeno di taglio e viene spruzzato dal foro centrale dell'ugello di taglio per eseguire il taglio a gas.
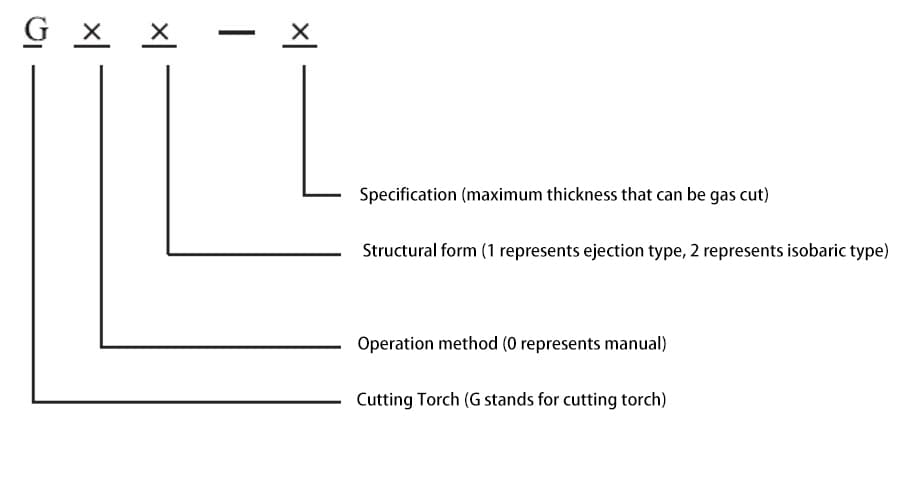
(3) Rappresentazione del modello di torcia da taglio
Il modello di torcia da taglio è composto dalla lettera cinese Pinyin G e da un numero che rappresenta la struttura e la modalità operativa, nonché le specifiche.
(3) Metodo di rappresentazione del modello di torcia da taglio
Il modello di torcia da taglio è composto dalla lettera cinese Pinyin G e da una sequenza di numeri e specifiche che rappresentano la forma strutturale e il metodo di funzionamento.
(4) Torcia da taglio a gas di petrolio liquefatto
Per le torce da taglio a gas di petrolio liquefatto, a causa delle diverse caratteristiche di combustione tra il gas di petrolio liquefatto e l'acetilene, non è possibile utilizzare direttamente la torcia da taglio a iniettore utilizzata per l'acetilene.
È necessario modificare la torcia di taglio o utilizzare un ugello di taglio speciale per il gas di petrolio liquefatto.
Oltre all'automodifica, le torce da taglio a gas di petrolio liquefatto possono essere acquistate anche come attrezzature specializzate.
(5) Torcia da taglio a pari pressione.
Torcia da taglio a pari pressione a) Aspetto b) Struttura
1- Ugello di taglio
2- Giunto dell'ugello
3- Taglio del tubo dell'ossigeno
4- Tubo per gas acetilene
5- Regolatore di ossigeno da taglio
6- Corpo principale
7- Giunto di ossigeno
8- Giunto ad acetilene
9- Regolatore di preriscaldamento dell'ossigeno
10- Preriscaldamento del tubo dell'ossigeno
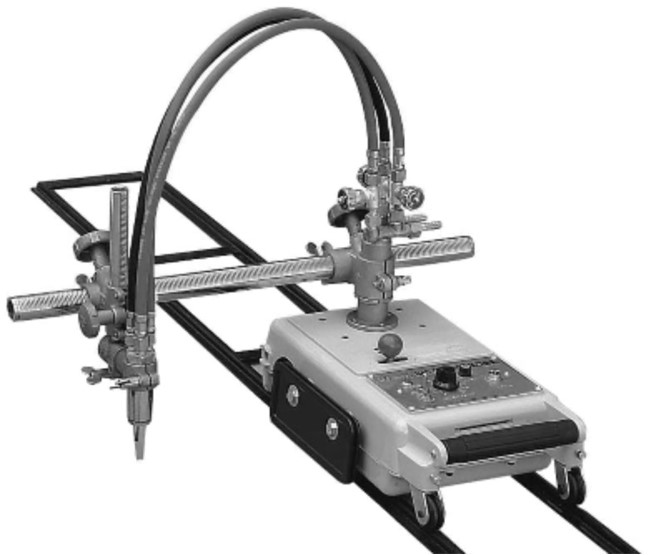
2. Macchina da taglio a gas
Una macchina per il taglio a gas è un'apparecchiatura meccanizzata che sostituisce le torce manuali per il taglio a gas.
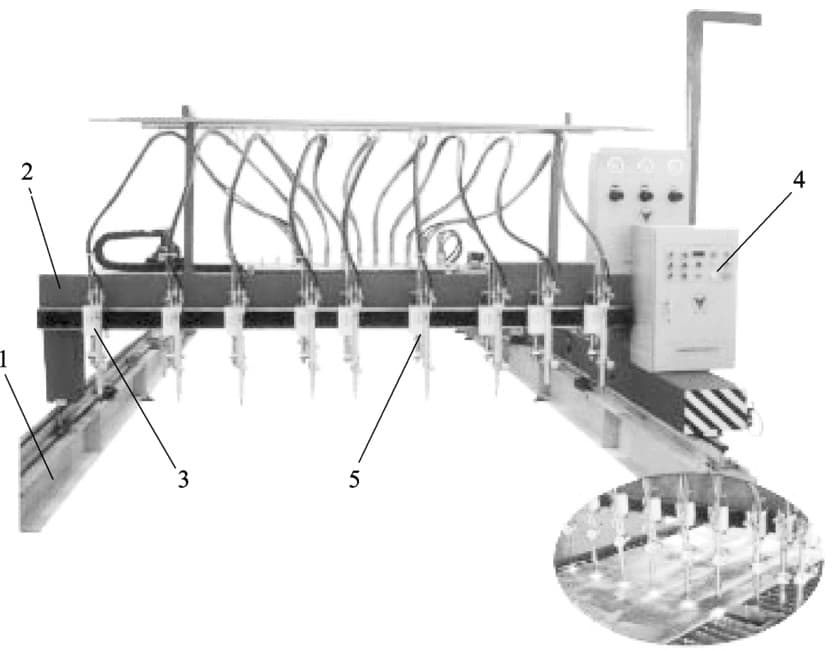
(1) Macchina da taglio a gas semiautomatica.
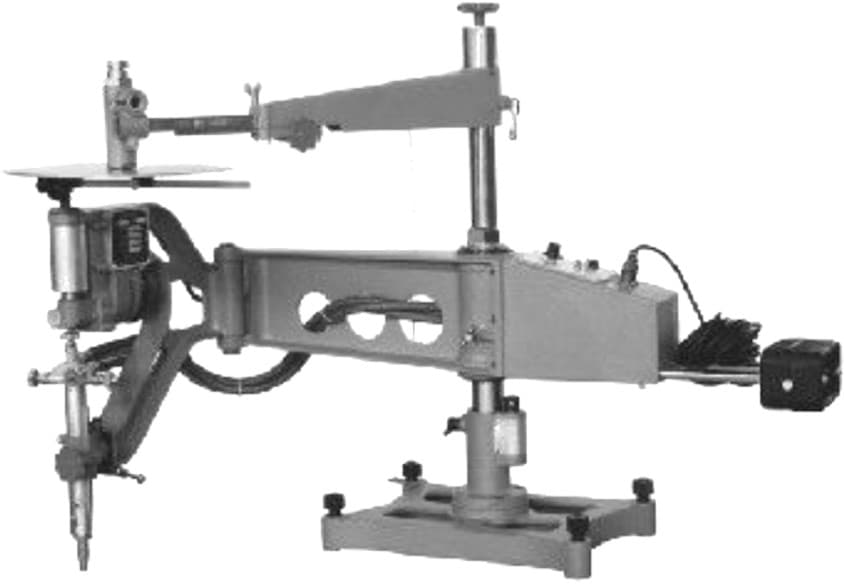
(2) Taglierina a gas per profili.
(3) Macchina da taglio a gas CNC.
1- Binario di guida 2- Gantry 3- Carrello 4- Meccanismo di controllo 5- Torcia di taglio.
4. Processo di taglio a gas
1. Parametri di taglio a gas.
Tabella 3-12: Relazione tra Piastra in acciaio Spessore di taglio del gas, velocità di taglio e pressione dell'ossigeno.
(3) Proprietà ed efficienza della fiamma di preriscaldamento.
Lo scopo della fiamma di preriscaldamento è quello di riscaldare le parti metalliche da tagliare e mantenere una temperatura tale da poter bruciare nel flusso di ossigeno, provocando al contempo il distacco e la fusione dell'ossido sulla superficie dell'acciaio, per facilitare la combinazione del flusso di ossigeno con il ferro.
L'efficienza della fiamma di preriscaldamento è espressa in termini di quantità di gas combustibile consumato all'ora e deve essere selezionata in base allo spessore della parte da tagliare.
In generale, maggiore è lo spessore della parte da tagliare, maggiore deve essere l'efficienza della fiamma di preriscaldamento.
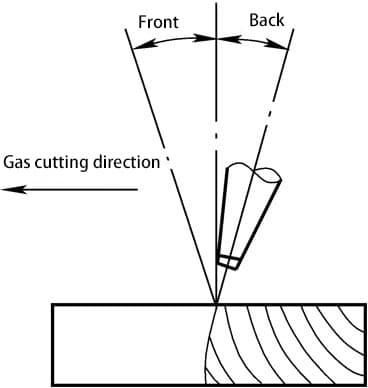
(4) Angolo di inclinazione dell'ugello e della parte da tagliare.
Relazione tra l'angolo di inclinazione dell'ugello di taglio e lo spessore del pezzo da tagliare.
Spessore di taglio /mm
<6
6-30
>30
Iniziare a tagliare
Dopo aver tagliato
Smettere di tagliare
Direzione dell'angolo di inclinazione
Inclinazione all'indietro
Verticale
Inclinazione in avanti
Verticale
Inclinazione all'indietro
Angolo di inclinazione
25°-45°
0°
5~10°
0°
5°~10°
(5) Distanza tra l'ugello di taglio e la superficie del pezzo da tagliare.
La distanza tra l'ugello di taglio e la superficie del pezzo da tagliare deve essere determinata in base alla lunghezza della fiamma di preriscaldamento e allo spessore del pezzo da tagliare, generalmente tra 3 e 5 mm.
Questa condizione di riscaldamento è ottimale e riduce al minimo la possibilità di carburazione della superficie di taglio.
Quando lo spessore della parte da tagliare è inferiore a 20 mm, la fiamma può essere più lunga e la distanza può essere aumentata in modo appropriato.
Quando lo spessore della parte da tagliare è maggiore o uguale a 20 mm, la fiamma deve essere più corta e la distanza deve essere opportunamente ridotta a causa della minore velocità di taglio del gas.
2. Tempra del taglio a gas (saldatura).
(1) Il tubo per il trasporto del gas è troppo lungo, troppo stretto o troppo attorcigliato.
(2) Il tempo di taglio (saldatura) del gas è troppo lungo o l'ugello di taglio (saldatura) è troppo vicino al pezzo.
(3) La faccia finale dell'ugello di taglio (saldatura) aderisce a troppe particelle di metallo fuso schizzate fuori.
(4) Particelle carboniose solide o altre sostanze aderiscono al passaggio del gas all'interno del tubo per il trasporto del gas o della torcia di taglio (saldatura).
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Qual è il segreto di saldature impeccabili e tagli precisi nella saldatura e nel taglio a gas? Tutto dipende dalla fiamma. Questo articolo esplora i diversi tipi di fiamma utilizzati...
Come si ottiene una saldatura perfetta? Comprendere le complessità della regolazione della corrente e della tensione delle saldatrici è fondamentale. Questo articolo esplora i fattori chiave che influenzano le impostazioni ideali per...
Immaginate la saldatura senza gas: caotica e debole. Il gas di saldatura è il campione silenzioso, essenziale per schermare le saldature dai contaminanti, stabilizzare l'arco e garantire giunti resistenti. Questo articolo esplora...
La vostra saldatrice è soggetta a blocchi del flusso di gas? Questo problema comune può influire pesantemente sulla qualità della saldatura, causando difetti come porosità e cricche. In questo articolo esploreremo le cause principali...
Perché la scelta della giusta miscela di gas è fondamentale per il successo della saldatura? Questo articolo analizza come la scelta della miscela di gas appropriata possa migliorare notevolmente la qualità della saldatura, affinando le gocce, riducendo gli schizzi,...
Vi siete mai chiesti cosa rende i gas di saldatura così essenziali e allo stesso tempo complessi? Questo articolo esplora i diversi tipi di gas di saldatura, il loro ruolo nella protezione e nella stabilizzazione delle saldature e...
Perché la saldatura schermata con gas CO2 dà spesso luogo a porosità e come si possono prevenire? Questo articolo approfondisce le cause di questi fastidiosi difetti di saldatura, spiegando come...
Quale tecnica di saldatura resiste davvero alla prova del tempo: la saldatura ad arco manuale o la saldatura a gas schermata con CO2? Questo articolo esplora le principali differenze, i vantaggi e gli svantaggi di queste due tecniche...
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...