Cricche da rettifica degli ingranaggi: Cause e misure di prevenzione
Le cricche durante la rettifica degli ingranaggi possono essere un problema costoso, ma la comprensione delle cause e delle soluzioni può far risparmiare tempo e denaro. Questo articolo analizza i motivi per cui si verificano le cricche, come il calore eccessivo e il trattamento termico inadeguato, e offre misure pratiche di prevenzione come l'ottimizzazione delle tecniche di rettifica e il controllo delle proprietà dei materiali. Implementando queste strategie, è possibile migliorare la durata e le prestazioni degli ingranaggi. Immergetevi per scoprire come mantenere l'integrità del vostro processo di produzione degli ingranaggi ed evitare le insidie più comuni.
I. Requisiti di processo per la moderna rettifica superficiale di ingranaggi a denti duri
1. Aree di rettifica nella rettifica di ingranaggi - La sezione del profilo del dente involuto
Nella moderna rettifica di ingranaggi con superficie a denti duri, l'area di rettifica rettifica solo la parte del profilo del dente dell'involucro che si trova sopra il cerchio iniziale e sotto il cerchio finale dell'involucro.
2. Le zone non affilate nella rettifica di ingranaggi - Gear Root
Le moderne superfici temprate degli ingranaggi presentano i seguenti vantaggi quando la radice dell'ingranaggio non viene rettificata durante il processo di rettifica:
(1) Evita la riduzione della durezza della radice dell'ingranaggio dopo il trattamento termico, mantenendo uno strato di stress negativo formatosi sulla superficie e sulla radice dell'ingranaggio dopo la carburazione, la tempra e la pallinatura. Ciò migliora significativamente la resistenza dell'ingranaggio alla fatica di flessione e la capacità di carico.
(2) Il fondo stretto della scanalatura della radice dell'ingranaggio, la scarsa dissipazione del calore e la variazione significativa del materiale rimanente nella curva eccessiva influiscono drasticamente sulle condizioni di lavoro della mola. Ciò può facilmente causare bruciature e cricche durante la rettifica degli ingranaggi.
(3) Le cattive condizioni di rettifica sul fondo della scanalatura della radice dell'ingranaggio fanno sì che i grani di rettifica sul cerchio esterno della mola tendano a cadere e a consumarsi, compromettendo così la qualità della rettifica degli ingranaggi.
(4) In termini di resistenza alla rottura del dente, la radice dell'ingranaggio deve avere una certa quantità di taglio della radice. Senza una certa quantità di taglio della radice, durante la rettifica dell'ingranaggio si verificheranno inevitabili sporgenze sulla radice stessa. Ciò porterà a una grave concentrazione di tensioni, che comprometterà notevolmente la resistenza alla rottura del dente. Il verificarsi di tali sporgenze è assolutamente inaccettabile.
In conclusione, non rettificare la radice della scanalatura dell'ingranaggio può migliorare la capacità di carico dell'ingranaggio, prevenire i danni durante la rettifica, migliorare la qualità della rettifica dell'ingranaggio, ridurre il carico del processo di rettifica e aumentare la produttività.
3. Pre-macinazione con creatore per la modellazione preliminare del dente
(1) Introduzione alle piastre di pre-macinazione
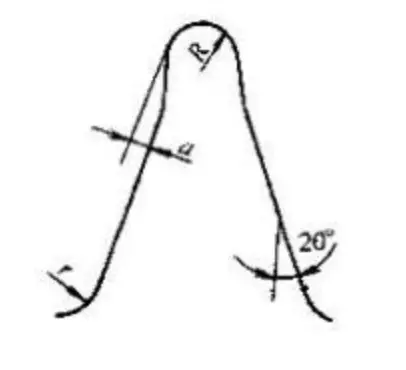
Tradizionale piani di cottura ad ingranaggi non sono più sufficienti per i requisiti del processo sopra citato. Pertanto, diventa fondamentale utilizzare un creatore di pre-macinazione dotato di angolo di contatto durante la fase di dentatura. L'elemento distintivo di un creatore di pre-mola, rispetto a un creatore standard, risiede nella parte superiore dei suoi denti da taglio, che impiega un tagliente con un angolo di contatto, come illustrato nella figura seguente.
Schema della forma del dente dell'ingranaggio prima della rettifica
Alla radice del dente dell'ingranaggio, viene eseguita una certa quantità di sottosquadro della radice. Questa operazione ha lo scopo di preformare la parte radicale dell'ingranaggio in lavorazione e di rimuovere la maggior parte dell'eccedenza dalla superficie del dente, lasciando un margine uniforme per la lavorazione di precisione sullo spessore del dente. Dopo la carburazione e la tempra, la rettifica della radice del dente non è più necessaria.
(2) Requisiti per la forma del dente dell'ingranaggio prima della rettifica:
Il margine di rettifica dell'ingranaggio deve essere uniforme;
Prima della rettifica, la radice dell'ingranaggio dovrebbe presentare un taglio netto alla radice;
Dopo la rettifica, la curva di rotazione dell'ingranaggio deve essere sufficientemente lunga.
(3) Miglioramenti alla pre-affilatura delle frese da taglio
L'uso iniziale di frese per dentatura con pre-affilatura presentava i seguenti problemi:
Formazione insufficiente dell'inviluppo dell'arco alla radice del dente, levigatezza insufficiente, segni visibili dell'utensile e condizioni non ottimali. rugosità della superficie.
Il problema della comparsa di rigonfiamenti in prossimità del cerchio iniziale dell'involucro nel processo di rettifica del dente era piuttosto grave.
Dopo ricerche e analisi mirate a lungo termine, abbiamo identificato i problemi come:
Un aumento dell'importo dell'indennità di rettifica;
Deformazione significativa dopo il trattamento termico;
Carenze intrinseche nella pre-affilatura delle frese per dentatura.
A causa dell'insufficienza nella formazione della linea di inviluppo delle frese dentate preaffilate originali, abbiamo proposto l'idea di riprogettarle, affrontando i seguenti aspetti:
Aumentare il diametro esterno delle frese a creatore preaffilate;
Aumentare il numero di file di utensili nelle frese a creatore;
Design con angolo di pressione variabile;
Aumentare la quantità di radici scavate in modo appropriato, garantendo al contempo la resistenza dell'ingranaggio.
I requisiti di cui sopra sono stati concordati con le autorità nazionali competenti in materia. produttori di utensilisviluppando e producendo congiuntamente un nuovo tipo di fresa a creatore con pre-affilatura, adatta alla lavorazione di ingranaggi per impieghi gravosi. La nuova fresa a dentare preaffilata non solo ha risolto completamente i problemi precedenti, ma ha anche permesso di ottenere un'area radice molto liscia dell'ingranaggio lavorato, con risultati eccellenti.
(4) Nella rettifica degli ingranaggi non sono ammesse crepe e bruciature.
Il processo di frattura dei denti degli ingranaggi inizia tipicamente con la formazione di minuscole cricche da fatica, che si espandono gradualmente. Per questo motivo, le norme nazionali e internazionali sugli ingranaggi specificano che non sono ammesse cricche o bruciature sulla superficie dell'ingranaggio temprato dopo la rettifica.
II. Caratteristiche e cause delle cricche da rettifica negli ingranaggi con superficie a denti duri
1. Caratteristiche delle cricche da rettifica negli ingranaggi con superficie a dente duro
Le crepe da rettifica sono le più tipiche crepe superficiali. La loro profondità verticale non supera generalmente 0,5 mm, con quelle poco profonde che raggiungono solo 0,010-0,020 mm. Anche se a volte possono superare 1 mm, è relativamente raro.
2. Cause della formazione di cricche negli ingranaggi con superficie a dente duro
Sia a livello nazionale che internazionale si ritiene che le cricche da rettifica si verifichino quando la tensione di rettifica supera la resistenza alla frattura del materiale. I fattori che influenzano direttamente la tensione di rettifica sono:
(1) Trattamento termico:
Le cricche da rettifica negli ingranaggi con superficie a denti duri si verificano per lo più in parti sottoposte a carburazione, tempra e rinvenimento a bassa temperatura. Pertanto, la qualità del trattamento termico è strettamente correlata alle cricche da rettifica ed è un fattore molto importante.
Residuo eccessivo austenite aumenta la tensione di trazione locale.
Un rinvenimento insufficiente, una temperatura di rinvenimento troppo bassa o un tempo di rinvenimento insufficiente incidono sul contenuto di carbonio in martensite e la saldatura o la riduzione dimensionale delle microcricche di martensite, influenzando così la tenacità alla frattura della martensite. Il calore generato durante la rettifica produce grandi sollecitazioni termiche e strutturali, con conseguenti cricche da rettifica.
Una grande deformazione durante il trattamento termico di carburazione e tempra provoca un'affilatura non uniforme o aumenta l'affilatura del dente.
(2) Processo di macinazione:
Poiché le cricche da rettifica si verificano durante il processo di rettifica, la tecnologia di rettifica è un fattore essenziale che non può essere ignorato.
Grandi tolleranze di rettifica possono generare un calore di rettifica eccessivo, causando sollecitazioni termiche e strutturali. Queste sollecitazioni, combinate con la tensione di rettifica, aumentano la tendenza alla formazione di cricche.
Accoppiamento irragionevole delle quantità di taglio.
Scelta impropria della mola.
Temperatura dell'olio di raffreddamento troppo elevata o quantità di olio insufficiente.
III. Misure tecnologiche per prevenire le cricche da rettifica negli ingranaggi con superficie a denti duri
1. Misure di trattamento termico
I materiali più sensibili alle cricche da rettifica sono più inclini alla formazione di cricche durante la rettifica. Riducendo la sensibilità del materiale alle cricche da rettifica, si riduce la probabilità di formazione di cricche.
Materiali come il 20CrMnTi e il 20Cr2Ni4A sono più sensibili alle cricche da rettifica, e questa sensibilità varia con le diverse specifiche del trattamento termico di cementazione.
Pertanto, può essere opportunamente regolata e ridotta modificando i processi di carburazione, tempra e rinvenimento. Per questo motivo vengono adottate le seguenti misure:
(1) Ridurre la temperatura di tempra delle parti carburate: Per gli ingranaggi in 20CrMnTi, carburare a 930°C, temprare direttamente dopo la carburazione; quando la temperatura di tempra diminuisce da 860°C a 830°C, è possibile eliminare le gravi cricche da rettifica senza modificare le condizioni di rettifica.
(2) La concentrazione di carbonio in superficie deve essere adeguata, controllata entro un intervallo compreso tra 0,7% e 0,9%. Il gradiente di concentrazione del carbonio deve essere graduale, in modo da garantire una buona resistenza superficiale e una buona distribuzione delle sollecitazioni.
Il contenuto di carbonio di Gli ingranaggi per impieghi gravosi devono essere controllati al limite inferiore, il che facilita il controllo delle dimensioni e della forma dei carburi. Se il contenuto di carbonio è controllato al limite superiore, aumenta la tendenza alla formazione di carburi residui. austenite, l'aumento del carburo, l'ossidazione superficiale e la tendenza a ridurre la resistenza della radice del dente.
Secondo i dati disponibili, gli Stati Uniti hanno controllato la concentrazione di carbonio superficiale degli ingranaggi per impieghi gravosi a circa 0,65%.
(3) Quanto meno sufficiente è il rinvenimento, tanto maggiore è la sensibilità alle cricche da rettifica. Pertanto, un rinvenimento completo è essenziale per migliorare la duttilità della superficie temprata, consentendo alle tensioni residue di bilanciarsi o ridursi e migliorando la distribuzione delle tensioni superficiali. Questo, a sua volta, riduce la probabilità di cricche da rettifica.
(4) Controllare la quantità di austenite residua per evitare la trasformazione strutturale durante la rettifica degli ingranaggi, che porta a significative sollecitazioni strutturali. Limitare rigorosamente l'austenite residua entro 25% e, per gli ingranaggi cruciali, controllarla entro 20%.
(5) L'attenzione principale è rivolta al controllo delle dimensioni, della quantità, della forma e della distribuzione dei carburi per ottenere una distribuzione dispersa di carburi a grana fine. Ciò aumenta la resistenza alla frattura del materiale e riduce la fragilità.
(6) Controllare il livello di martensite per ottenere martensite criptocristallina e aghiforme fine, evitando la formazione di martensite aghiforme grossolana, riducendo così le fonti di cricche e migliorando la resistenza alla frattura del materiale. Il livello ottimale di martensite è 3.
(7) Implementare le misure di processo necessarie per controllare la deformazione del trattamento termico, riducendo l'indennità di rettifica.
2. Misure tecnologiche di lavorazione
La letteratura indica che la temperatura media nell'area di contatto tra la mola e la superficie dell'ingranaggio è tipicamente compresa tra 500 e 800°C, con una temperatura nei punti di rettifica che raggiunge i 1000°C.
Inoltre, oltre 80% di questo calore viene trasferito nell'ingranaggio. Il notevole calore generato durante la rettifica degli ingranaggi comporta un notevole stress termico e un'espansione e contrazione termicamente indotta nell'area di rettifica della superficie dell'ingranaggio.
Se questo calore non viene controllato in modo efficace, la superficie dell'ingranaggio può facilmente sviluppare crepe da rettifica e bruciature.
Pertanto, le misure tecnologiche di lavorazione si concentreranno sulla minimizzazione e sul controllo del calore generato dalla rettifica.
(1) Ridurre la rugosità superficiale durante la fase di sgrossatura per controllarla tra Ra3,2 e Ra3,6.
(2) Regolare rigorosamente la dimensione nominale residua durante la dentatura grezza, non è consentito aumentare arbitrariamente il margine di rettifica.
(3) Dopo il trattamento termico, regolare rigorosamente in base alla posizione prescritta e all'intervallo consentito per ridurre il più possibile l'errore dovuto alla distorsione termica.
(4) Prima della rettifica, è indispensabile utilizzare la tecnologia di taglio a rullo sulla superficie indurita del dente per raschiare il dente. In questo modo si garantisce una tolleranza di rettifica uniforme, riducendola il più possibile e minimizzando così il calore di rettifica.
(5) Selezionare e abbinare le quantità di taglio in modo razionale. I principi guida dovrebbero essere velocità della mola più elevate, corse più veloci e avanzamento adeguato. Secondo dati stranieri: la fase di sgrossatura della superficie del dente è il momento cruciale per la formazione di cricche da rettifica. La maggior parte delle cricche da rettifica si verifica in questa fase. È necessario prestare particolare attenzione a questa fase.
(6) La scelta della mola è una fase cruciale del processo di rettifica dei denti. Una scelta appropriata della mola influisce notevolmente sulla precisione e sull'efficienza della rettifica del dente. Una scelta errata della durezza, della granulometria o della struttura della mola può facilmente portare a bruciature della superficie e a cricche di rettifica. Pertanto, la mola deve essere scelta tenendo conto dei seguenti aspetti:
Abrasivo: Il corindone rosso, noto anche come PA, ha una durezza paragonabile al corindone bianco (WA), ma con una migliore tenacità. Quando si molano acciai di elevata tenacità con il corindone, l'efficienza è superiore a quella del corindone bianco. Anche la durata della mola e la rugosità della superficie di rettifica sono superiori, da cui la preferenza per il PA.
Legante: il materiale che unisce i grani di sabbia per formare una mola. Attualmente, il legante delle mole utilizzato nelle macchine per la rettifica degli ingranaggi è prevalentemente l'adesivo ceramico (codice V); ha proprietà stabili, resiste all'acqua e al calore senza degradarsi, si adatta a vari tipi di refrigeranti ed è conveniente.
Durezza: Più la mola è dura, più la sua porosità è scarsa. Durante la rettifica, gli spazi tra i grani della mola vengono rapidamente ostruiti dalle particelle di rettifica. Insieme alla scarsa autoaffilatura delle mole dure, i grani opachi non si staccano facilmente, il che può provocare una brunitura tra la mola e la superficie del pezzo. Ciò influisce sulla dissipazione del calore e aumenta il calore di rettifica, che può facilmente portare a bruciature e crepe. Le mole più morbide si consumano rapidamente e, se utilizzate in modo improprio, possono influire direttamente sulla precisione degli ingranaggi. Pertanto, il principio di selezione della durezza delle mole è: scegliere una mola più dura per la lavorazione di materiali morbidi e una mola più morbida per i materiali duri. Per la rettifica di materiali duri, a basso tenore di carbonio acciaio legatoè opportuno scegliere una ruota da K a J. (Confronto tra i nuovi modelli: K- medio morbido 1, J- morbido 3).
Organizzazione: La priorità è data alle mole con una struttura porosa generale. L'organizzazione delle mole si divide principalmente in cinque gradi.
Dimensione dei grani: Più piccola è la granulometria, più particelle di rettifica partecipano alla rettifica per unità di superficie; di conseguenza, la forza di taglio e il calore di rettifica aumentano, il che può facilmente portare all'usura. Per garantire la precisione della rettifica superficiale degli ingranaggi, le grane comuni sono comprese tra 46# e 60#. Per gli ingranaggi con moduli più piccoli, si dovrebbero scegliere mole con grane più grandi, mentre per i moduli più grandi si dovrebbero usare mole con grane più piccole. (La grana è rappresentata da un numero: più grande è il numero, più piccola è la dimensione delle particelle).
Forma e dimensioni: Il modello della rettificatrice per ingranaggi è Y7163A e utilizza una mola a doppio cono (codice PSX1). Le dimensioni sono Ф350×Ф127×32.
Non si deve trascurare lo stato di affilatura del diamante sul ravvivatore della mola. A causa dello smussamento della punta del diamante, la mola diventa opaca dopo la ravvivatura, con un conseguente aumento significativo del calore di rettifica. Pertanto, una volta che il diamante diventa smussato, deve essere affilato immediatamente per ripristinare la sua condizione di lavoro tagliente, che è un prerequisito e una garanzia per la corretta ravvivatura della mola.
Il refrigerante svolge un ruolo fondamentale nel processo di rettifica e deve essere tenuto in debita considerazione. Le macchine per la rettifica di ingranaggi funzionano secondo il principio della rettifica per generazione, in cui la mola e la superficie del dente entrano in contatto durante il processo di rettifica. Il calore di rettifica che ne deriva viene trasportato dal potente refrigerante che scorre sulla mola e sulla superficie del dente. Questo metodo di rettifica aiuta a prevenire la formazione di crepe di rettifica, evita l'intasamento della mola e la dispersione della polvere di rettifica, con conseguenti buoni effetti sull'ambiente. Pertanto, il refrigerante deve essere abbondante e spruzzato direttamente sull'area di molatura con una portata selezionata di 40-45 L/min e una pressione di 0,8-1,2 Mpa. È essenziale mantenere la purezza del refrigerante, filtrarlo durante la circolazione e controllarne la temperatura, utilizzando un radiatore se necessario. Occorre prestare particolare attenzione affinché la portata e la forza del refrigerante spruzzato siano sufficienti. Qualsiasi cambiamento dovrebbe richiedere un'ispezione del filtro della pompa del refrigerante per verificare che non sia ostruito. È inoltre necessario pulire e ispezionare regolarmente il filtro.
IV. Misure di processo per eliminare le cricche da rettifica sulle superfici indurite degli ingranaggi
Quando compaiono cricche da rettifica sulle superfici degli ingranaggi temprati, occorre innanzitutto analizzarne le cause. Quindi, in base alle condizioni di lavoro, si devono applicare i seguenti trattamenti:
1. Effetti e applicazione del metodo di rinvenimento secondario
(1) Metodo di rinvenimento secondario
Prolungando opportunamente il tempo di rinvenimento dei pezzi temprati, aumentando la temperatura di rinvenimento e il numero di rinvenimenti, è possibile ottenere un rinvenimento sufficiente a eliminare e ridurre le cricche da rettifica. L'approccio specifico è il seguente:
Dopo aver temprato l'ingranaggio a 180℃ per non meno di 16 ore, è possibile eseguire la rettifica o la raschiatura dell'ingranaggio prima della rettifica. In caso di gravi cricche da rettifica, è possibile eseguire due rinvenimenti a bassa temperatura.
L'invecchiamento in olio caldo tra 160℃ e 180℃ per 12 ore dà risultati ancora migliori.
Grazie alla semplicità e all'efficacia di questi metodi, sono comunemente utilizzati per prevenire ed eliminare le crepe da rettifica.
(2) Gli effetti di una tempra sufficiente sono i seguenti:
Un sufficiente rinvenimento riduce in modo significativo la sensibilità alla macinazione di vari tipi di acciaio.
Un sufficiente rinvenimento riduce le sollecitazioni microscopiche.
Una tempra sufficiente permette alle microfratture di saldarsi automaticamente.
Un sufficiente rinvenimento porta ad una migliore eliminazione della tempra sollecitazione residua.
(3) Metodi per identificare la tempra adeguata
Per i componenti cementati e temprati che sono già stati lavorati, determiniamo l'adeguatezza del rinvenimento osservando il colore della superficie del pezzo rinvenuto. Una tonalità dorata indica una tempra sufficiente, mentre un colore giallo paglierino suggerisce che è necessario un ulteriore rinvenimento.
Per i componenti cementati e temprati che non sono stati lavorati, si può usare la carta vetrata per lucidare e ravvivare una parte specifica della superficie del componente fino a ottenere una lucentezza metallica. Per determinare l'adeguatezza del rinvenimento, osserviamo il colore di questa superficie dopo il rinvenimento.
(4) Considerazioni durante la tempra secondaria
Per ridurre al minimo la distorsione dei componenti, questi possono essere mantenuti alla temperatura di 100°C per 1 o 2 ore durante il rinvenimento, quindi la temperatura viene portata a 180°C e il rinvenimento viene effettuato per 14 o 15 ore.
Per i componenti cementati e temprati che sono già stati lavorati, è necessario prevedere una protezione adeguata durante il rinvenimento.
2. Metodo di scarificazione per la rimozione delle fessure
Le superfici dentali incrinate vengono pulite mediante scarificazione con un lega dura fresa a rulli, seguita dalla rettifica del dente. Questo metodo viene utilizzato principalmente quando:
Lo spessore del dente ha un margine sufficiente.
Si applica spesso quando la profondità della fessura è relativamente bassa.
3. Metodo di rettifica per la rimozione delle cricche
Una grave cricca di rettifica si è verificata durante la rettifica di un ingranaggio planetario di grandi dimensioni, fornendo un esempio tipico del metodo di rimozione delle cricche di rettifica, come illustrato di seguito:
(1) Breve introduzione alla situazione dell'ingranaggio planetario di grandi dimensioni con gravi cricche da rettifica:
Parametri tecnici dell'ingranaggio planetario grande: m=9z=66α=20°f=1, larghezza del dente=60
Materiale e condizioni di trattamento termico: 20CrMnTi con profondità di carburazione di 1,8~2,3, durezza superficiale HRC58~62
Condizioni di deformazione e margine di rettifica: Dopo la tempra di carburazione, a causa della deformazione, la dimensione effettiva dopo l'espansione della linea normale è: 1,25 (mm). Margine di rettifica: 0,65 (mm); quando compaiono gravi cricche di rettifica, il margine di rettifica rimanente è di: 0,7 (mm).
Stato attuale della cricca di rettifica: La cricca di rettifica più grave presenta 14 cricche parallele sul lato destro di un dente, distribuite perpendicolarmente lungo la larghezza del dente rispetto alla direzione di rettifica. La lunghezza della cricca è prossima all'altezza del dente e quasi tutti i denti presentano cricche da molatura sulle superfici destra e sinistra. Il numero di cricche varia, con una distribuzione discontinua e irregolare. La condizione delle crepe è estremamente grave.
(2) Attuare le seguenti misure:
Posizionare gli ingranaggi con gravi cricche da rettifica in olio caldo a 180°C per un processo di invecchiamento di 12 ore.
Sostituire la mola: La durezza originaria della mola era di grado K, ora sostituita con il grado J.
A causa dell'uso prolungato della pompa di raffreddamento senza l'installazione di un filtro, il serbatoio dell'olio di raffreddamento è stato gravemente contaminato, con uno strato di sedimenti macinati di 6 cm di spessore che copre l'intero fondo del serbatoio. Pertanto, è necessario pulire a fondo il serbatoio dell'olio di raffreddamento e sostituirlo con olio nuovo, per garantire la qualità e l'efficacia del raffreddamento.
Nel processo di rettifica per eliminare le cricche di rettifica, l'ingresso è controllato a 0,025 (mm).
Nel processo di rettifica per eliminare le cricche di rettifica, la mola deve essere sottoposta a un trattamento dopo ogni due rotazioni complete per mantenere uno stato di lavoro nitido durante il funzionamento.
Affilare il diamante opacizzato sulla mola per ripristinarne l'affilatura.
La frequenza del convertitore CA viene aumentata dall'impostazione originale di 33HZ a 45HZ per aumentare il numero di corse di scorrimento.
Grazie all'attuazione delle misure sopra descritte, tutte le fessure di rettifica gravi sono state eliminate con successo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti perché alcuni ingranaggi si guastano nonostante una rettifica meticolosa? Questo articolo approfondisce il rischio nascosto di bruciature da rettifica nei denti degli ingranaggi della trasmissione. Spiega come le alte temperature durante la rettifica...
Perché la scelta del materiale giusto per gli ingranaggi è così cruciale nella progettazione? La scelta di materiali appropriati garantisce che gli ingranaggi soddisfino requisiti quali la resistenza all'usura, la durata e l'efficienza. Questo articolo esplora i vari materiali per ingranaggi,...
Gli ingranaggi sono gli eroi non celebrati del mondo meccanico, che lavorano silenziosamente dietro le quinte per far funzionare le macchine senza intoppi. Ma vi siete mai chiesti quali siano i materiali di cui sono fatti questi componenti critici...
Perché alcuni ingranaggi si guastano nonostante una produzione precisa? Questo articolo approfondisce i difetti più comuni nella carburazione degli ingranaggi, esplorando questioni come la sovra-carburazione, la tempra superficiale e la cementazione non uniforme. Imparerete...
Andiamo subito al sodo e alla domanda: La figura 1 mostra l'ingranaggio parallelo di un modello di megawatt di un'azienda. L'ingranaggio è realizzato in 18CrNiMo7-6...
Perché alcuni riduttori si rompono sotto sforzo? Questo articolo ne approfondisce le cause, analizzando fattori quali difetti di fabbricazione e incongruenze dei materiali. Esaminando la composizione chimica, la durezza e la microstruttura,...
E se il segreto per ottenere stampi per forgiatura in acciaio più duraturi e più resistenti risiedesse nella precisa arte del trattamento termico? Questo articolo analizza come gli stampi per la forgiatura a caldo di ingranaggi in acciaio 5CrNiMo...
Vi siete mai chiesti come vengono prodotti gli ingranaggi? Il processo prevede molteplici e complesse fasi per ottenere precisione ed efficienza. Questo articolo illustra le 11 fasi essenziali della lavorazione degli ingranaggi...
Le cricche nella lavorazione dei metalli possono essere un disastro, ma non tutte le cricche sono uguali. Vi siete mai chiesti quali siano le differenze tra cricche da tempra, da forgiatura e da rettifica? Questo articolo esplora ogni...