1. Gli standard per la ruggine e la rimozione della superficie dell'acciaio si basano sullo standard nazionale GB8923-88, noto come "Grado di ruggine e rimozione della superficie dell'acciaio prima del rivestimento".
2. Lo standard divide il derattizzazione La classificazione si suddivide in tre tipi: granigliatura o sabbiatura abrasiva, manuale e con utensili elettrici, e deragnatura a fiamma.
3. La granigliatura o sabbiatura abrasiva è rappresentata dalla lettera "sa" e si divide in quattro gradi:
sa1 - sabbiatura leggera. La superficie dell'acciaio non presenta grasso, sporcizia, incrostazioni non aderenti, ruggine, vernici o altri residui visibili.
sa2 - sabbiatura completa. La superficie dell'acciaio non presenta grasso e sporco visibili e i residui, come incrostazioni e ruggine, vengono sostanzialmente rimossi.
sa2.5 - sabbiatura molto accurata. La superficie dell'acciaio non presenta grassi, sporcizia, incrostazioni, ruggine, vernici o altri residui visibili e le eventuali tracce residue sono solo lievi macchie o striature.
sa3 - sabbiatura molto pulita. La superficie dell'acciaio è priva di grasso, sporco, incrostazioni, ruggine, vernici o altri residui visibili e presenta un colore metallico uniforme.
Gradi di depolverizzazione manuale
St1 - pulizia accurata di utensili manuali ed elettrici:
Se osservata senza ingrandimento, la superficie deve essere priva di olio, grasso e polvere residui. Non devono essere presenti pelle ossidata, ruggine, vernice o oggetti estranei non fissati. Eventuali contaminanti residui devono essere saldamente attaccati.
St2 - spolveratura completa manuale e con elettroutensili.
La superficie dell'acciaio non deve presentare grasso e sporcizia visibili, né incrostazioni, ruggine o rivestimenti di vernice poco aderenti.
St3 - derubricazione manuale ed elettroutensile molto accurata.
La superficie dell'acciaio non deve presentare grasso e sporcizia visibili, né incrostazioni, ruggine o rivestimenti di vernice poco aderenti. La depolverizzazione deve essere più accurata rispetto a St2 e la parte esposta del substrato deve avere una lucentezza metallica.
Trattamento della superficie è fondamentale per ottenere un buon effetto di rivestimento. L'investimento nel trattamento delle superfici vale la pena. Pertanto, è necessario prestare molta attenzione alla scelta dei metodi di trattamento superficiale e dei sistemi di verniciatura adatti.
È importante utilizzare standard internazionali per misurare il grado di trattamento della superficie, come lo standard svedese: SIS055900 o ISO08501.
Livelli di corrosione
La pietra miliare degli standard di trattamento delle superfici è costituita da quattro distinti livelli di corrosione:
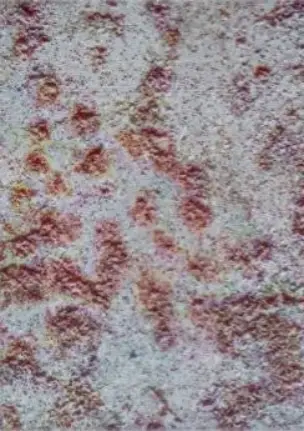
Livello A: la superficie dell'acciaio è interamente ricoperta da scaglie di laminazione aderenti, praticamente senza ruggine.
Livello B: la superficie dell'acciaio ha iniziato ad arrugginire e le incrostazioni iniziano a sfaldarsi.
Livello C: le incrostazioni sulla superficie dell'acciaio sono arrugginite o possono essere raschiate via, ma sono visibili a occhio nudo piccole macchie di ruggine.
Livello D: Le incrostazioni sulla superficie dell'acciaio sono arrugginite e staccate, con un gran numero di macchie di ruggine visibili a occhio nudo.
Livello di pretrattamento
Secondo la norma SIS055900, il trattamento superficiale di questi livelli di corrosione viene eseguito secondo i seguenti standard di qualità per la spazzolatura a filo e la sabbiatura abrasiva:
- St - Norme di spazzolatura a filo St2, St3
- Sa - Granigliatura abrasiva Norme Sa1, Sa2, Sa2.5, Sa3
1. Spazzolatura a filo - St
- St1 - Pulizia accurata degli utensili manuali ed elettrici
Se osservata senza ingrandimento, la superficie deve essere priva di olio, grasso e polvere residui. Non devono essere presenti pelle ossidata, ruggine, vernice o oggetti estranei non fissati. Eventuali contaminanti residui devono essere saldamente attaccati.
- St2 - Pulizia accurata degli utensili manuali ed elettrici.
La superficie deve essere priva di grasso visibile, sporcizia, scaglie, ruggine, vernici e sostanze estranee.
- St3 - Pulizia manuale ed elettroutensile molto accurata.
Simile a St2, ma deve essere trattato più a fondo rispetto a St2, con il substrato metallico che mostra una lucentezza metallica.
Questi standard forniscono una guida e un'assistenza significativa per il trattamento delle superfici. I fornitori di vernici generalmente stabiliscono standard e requisiti di trattamento superficiale corrispondenti per ogni tipo di vernice.
2. Granigliatura abrasiva - Sa
Prima di procedere alla sabbiatura, è necessario rimuovere tutti gli strati spessi di ruggine presenti sulla superficie. È necessario eliminare anche l'olio, il grasso e lo sporco visibili. Dopo la sabbiatura, la superficie deve essere pulita, priva di polvere e detriti.
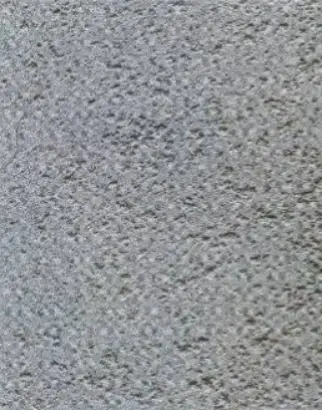
- Grado Sa1: Sabbiatura leggera Rimozione della ruggine
La superficie deve essere priva di grasso visibile, sporco, strati di ossidazione instabili, ruggine, rivestimenti di vernice e impurità.
- Grado Sa2: rimozione accurata della ruggine mediante sabbiatura
La superficie deve essere essenzialmente priva di grasso visibile, sporco, strati di ossidazione, ruggine, rivestimenti di vernice e impurità, con eventuali sostanze residue saldamente aderenti.
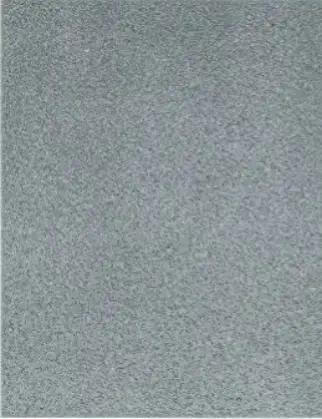
- Grado Sa2.5: Rimozione della ruggine con sabbiatura molto accurata
La superficie deve essere priva di grasso visibile, sporco, strati di ossidazione, ruggine, rivestimenti di vernice e impurità. Le tracce residue devono essere presenti solo come piccole macchie o strisce di colore.
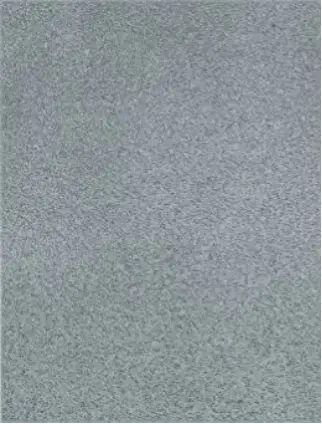
- Grado Sa3: rimozione della ruggine con sabbiatura per pulire la superficie dell'acciaio
La superficie deve essere priva di grasso visibile, sporcizia, strati di ossidazione, ruggine, rivestimenti di vernice e impurità, con una lucentezza metallica uniforme.
- Grado Sa4: la pulizia osservabile della superficie dell'acciaio.
Senza ingrandimento, la superficie deve apparire priva di olio, grasso e polvere residui, priva di strati di ossidazione non fissati, ruggine, vernice e corpi estranei, con una lucentezza metallica uniforme.
3. Pulizia della fiamma - Fl
Prima di procedere alla pulizia a fiamma, è necessario raschiare gli strati spessi di ruggine e rimuovere i residui visibili, gli oli e la sporcizia. Dopo la pulizia a fiamma, la superficie deve essere spazzolata con una spazzola metallica alimentata.
(La pulizia a fiamma comprende la rimozione finale dei sottoprodotti con una spazzola metallica motorizzata. Una spazzola metallica manuale non è in grado di ottenere una superficie soddisfacente per la verniciatura).
- Fl - Pulizia delle fiamme:
Senza ingrandimento, la superficie deve apparire priva di ossidazione, ruggine, vernice e sostanze estranee. Eventuali residui dovrebbero manifestarsi solo come una decolorazione superficiale (ombre di colori diversi).
Il termine "sostanze estranee" include sali solubili e scorie di saldatura. Questi contaminanti non possono essere rimossi completamente con la sabbiatura a secco, gli strumenti manuali e motorizzati o le fiamme. Occorre invece ricorrere a metodi di sabbiatura a umido o a spruzzo d'acqua.
Gli ossidi, la ruggine e la vernice che possono essere raschiati via con un raschietto da olio sono considerati poco aderenti. Prima della sabbiatura, è necessario raschiare gli strati spessi di ruggine e rimuovere i residui visibili di olio, grasso e sporco. Dopo la sabbiatura, la polvere e i residui devono essere puliti.