Padronanza della ghisa grigia: Guida al trattamento termico per esperti
Vi siete mai chiesti come rendere la ghisa grigia più resistente e lavorabile? Questo articolo esplora gli intricati processi di trattamento termico della ghisa grigia, tra cui la ricottura, la normalizzazione e la tempra. Imparerete a conoscere le temperature e le tecniche specifiche che migliorano la resistenza e la stabilità del materiale. Se lavorate nel settore della produzione o se siete semplicemente curiosi, questa guida offre preziose informazioni sull'ottimizzazione delle proprietà della ghisa grigia. Immergetevi per scoprire come questi metodi possono migliorare i vostri progetti e prodotti.
Per eliminare sollecitazione residua nel getto, stabilizzarne le dimensioni geometriche e ridurre o eliminare la distorsione dopo il taglio, è necessario eseguire una ricottura di distensione sul getto.
La composizione della ghisa deve essere presa in considerazione quando si determina il processo di ricottura sotto sforzo.
Quando la temperatura della ghisa grigia supera i 550 ℃, possono verificarsi la grafitizzazione e la granulazione di parte della cementite, con conseguente riduzione della temperatura di esercizio. forza e durezza.
La presenza di elementi in lega può aumentare la temperatura alla quale la cementite inizia a rompersi fino a circa 650 ℃.
In genere, la temperatura di ricottura per la ghisa grigia è di 550 ℃, mentre la ghisa grigia a bassa lega viene ricottata a 600 ℃ e la ghisa grigia ad alta lega può essere ricottata a 650 ℃. La velocità di riscaldamento è solitamente compresa tra 60 e 120 ℃ all'ora.
Il tempo di mantenimento è determinato da fattori quali la temperatura di ricottura, le dimensioni e la complessità della colata e i requisiti di distensione.
La figura seguente illustra il rapporto tra tempo di mantenimento e sollecitazione residua a diverse temperature di ricottura.
Fig. 2 Relazione tra la temperatura e il tempo di ricottura e il residuo stress interno
a) Composizione (frazione di massa) (%): C 3,18, Si 2,13, Mn 0,70, S 0,125, P 0,73, Ni 1,03, Cr 2,33, Mo 0,65;
b) Composizione (frazione di massa) (%): C 3,12, Si 1,76, Mn 0,78, S 0,097, P 0,075, Ni 1,02, Cr 0,41, Mo 0,58;
c) Composizione (frazione di massa) (%): C 2,78, Si 1,77, Mn 0,55, S 0,135, P 0,069, Ni 0,36, Cr 0,10, Mo 0,33, Cu 0,46, V 0,04.
La velocità di raffreddamento durante la ricottura di distensione dei getti deve essere lenta per evitare lo sviluppo di tensioni secondarie. La velocità di raffreddamento è in genere controllata a 20-40 ℃ all'ora e la temperatura deve essere raffreddata a meno di 150-200 ℃ prima di consentire il raffreddamento ad aria.
La tabella seguente mostra le specifiche di ricottura per distensione di alcuni materiali grigi. getti di ferro:
Tabella 3 Specifiche per la ricottura di distensione per getti grigi getti di ferro
Tipo di fusione
Massa fusa / kg
Spessore della parete della colata / mm
Temperatura di carica / ° C
Tasso di aumento della temperatura / (C / h)
Temperatura di riscaldamento / C
Tempo di mantenimento / h/
Velocità di raffreddamento lenta (C/h)
Temperatura di scarico / C
Ghisa ordinaria
Ghisa a bassa lega
Colata generale
<200
≤200
≤100
500~550
550-570
4-6
30
≤200
200-2500
≤200
≤80
500~550
550~570
6-8
30
≤200
>2500
≤200
≤60
500-550
550-570
8
30
≤200
Colata di precisione
<200
≤200
≤100
500-550
550-570
4-6
20
≤200
200~3500
≤200
≤80
500-550
550-570
6-8
20
≤200
Getti semplici o cilindrici, getti di precisione generici
<300
10-40
100-300
100-150
500~600
2-3
40-50
<200
100-1000
15-60
100-200
<75
500
8-10
40
<200
Struttura complessa e fusione ad alta precisione
1500
<40
<150
<60
420~450
5~6
30~40
<200
1500
40-70
<200
<70
500-550
9-10
20-30
<200
1500
>70
<200
<75
500-550
1.5
30-40
150
Macchinario tessile piccola macchina utensile per colata piccola macchina utensile per colata grande
<50
<15
<150
50-70
500-550
3~5
20~301
50-200
<1000
<60
≤200
<100
500-550
3-5
20-30
150-200
>2000
20-80
<150
30-60
500-550
8-10
30-40
150-200
2. Ricottura di grafitizzazione
Lo scopo della ricottura di grafitizzazione per i getti di ghisa grigia è quello di abbassarne la durezza, migliorarne la lavorabilità e aumentarne la plasticità e la tenacità. Se la colata non contiene cementite eutettica o ne contiene solo una piccola quantità, è possibile eseguire la ricottura di grafitizzazione a bassa temperatura. Tuttavia, se la quantità di cementite eutettica è notevole, è necessaria una ricottura di grafitizzazione ad alta temperatura.
(1) Ricottura di grafitizzazione a bassa temperatura.
Il processo di grafitizzazione e granulazione della cementite eutettoide nella ghisa grigia si verifica quando il materiale viene ricotto a basse temperature. Questo processo determina una riduzione della durezza e un aumento della plasticità.
La ricottura di grafitizzazione a bassa temperatura della ghisa grigia prevede il riscaldamento della colata a una temperatura leggermente inferiore al limite inferiore di AC1mantenendola a questa temperatura per un determinato periodo di tempo per rompere la cementite eutettoide, e poi raffreddandola nel forno.
La curva di processo è la seguente:
Fig. 4 Curva del processo di ricottura per grafitizzazione a bassa temperatura della ghisa grigia
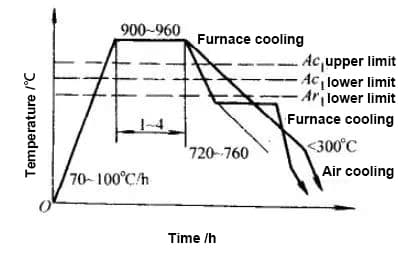
(2) Ricottura di grafitizzazione ad alta temperatura.
Il processo di ricottura per grafitizzazione ad alta temperatura della ghisa grigia prevede il riscaldamento del materiale a una temperatura superiore al limite superiore di AC1. Questo processo decompone la cementite libera presente nella ghisa in austenite e grafite. Il materiale viene quindi mantenuto a questa temperatura per un determinato periodo di tempo e raffreddato in modo specifico, a seconda della struttura della matrice desiderata.
Se si desidera una matrice di ferrite con elevata plasticità e tenacità, le specifiche del processo e il metodo di raffreddamento sono i seguenti:
Fig. 5 Processo di ricottura per grafitizzazione ad alta temperatura della matrice di ferrite
Se si desidera ottenere una struttura a matrice perlitica ad alta resistenza e con una buona resistenza all'usura, le specifiche del processo e il metodo di raffreddamento possono essere eseguiti secondo la Figura 6, come segue:
Fig. 6 Processo di ricottura per grafitizzazione ad alta temperatura della matrice di perlite
2. Normalizzazione
Lo scopo della normalizzazione della ghisa grigia è quello di migliorarne la forza, la durezza e la resistenza all'usura, oppure di servire come trattamento termico preliminare per la tempra superficiale e di migliorare la struttura della matrice.
Normalmente, il getto viene riscaldato fino al limite superiore di AC1, che è compresa tra 30°C e 50°C. In questo modo la struttura originale si trasforma in austenite.
Dopo un certo periodo di tempo, la colata viene raffreddata dall'aria (vedi figura a).
Per i getti di forma complessa o importante, dopo la normalizzazione è necessaria la ricottura per eliminare le tensioni interne.
Se la struttura originale della ghisa presenta una quantità eccessiva di cementite libera, deve essere riscaldata fino al limite superiore di AC1, compresa tra 50°C e 100°C, per eliminare la cementite libera attraverso la grafitizzazione ad alta temperatura (vedere Figura b).
La figura seguente illustra l'impatto della temperatura di riscaldamento sulla durezza della ghisa dopo la normalizzazione.
Nell'intervallo di temperatura di normalizzazione, la durezza della ghisa aumenta con l'aumentare della temperatura.
Pertanto, per ottenere un'elevata durezza e resistenza all'usura nella ghisa normalizzata, è possibile selezionare una temperatura di riscaldamento più elevata all'interno dell'intervallo di temperatura di normalizzazione.
Fig. 8 Effetto della temperatura di normalizzazione sulla durezza della ghisa grigia
Nota: il contenuto degli elementi nella figura è espresso in frazione di massa (%).
La velocità di raffreddamento dopo la normalizzazione influisce sulla quantità di ferrite precipitata e quindi sulla durezza.
Maggiore è la velocità di raffreddamento, minore è la quantità di ferrite precipitata, con conseguente maggiore durezza.
In questo modo, la velocità di raffreddamento può essere controllata (ad esempio, tramite raffreddamento ad aria, ad acqua o a nebbia) per ottenere la regolazione desiderata della durezza della ghisa.
3. Tempra e rinvenimento
1. Tempra
Il processo di tempra della ghisa prevede il riscaldamento della colata a una temperatura pari al limite superiore AC1 più 30-50℃, in genere tra 850℃-900℃, per trasformarne la struttura in austenite. La colata viene quindi mantenuta a questa temperatura per aumentare la solubilità del carbonio nell'austenite prima dello spegnimento. Tempra in olio è tipicamente utilizzato per questo processo.
Getti con forme complesse o di grandi dimensioni devono essere riscaldati lentamente per evitare crepe dovute a un riscaldamento non uniforme. Se necessario, anche il preriscaldamento a 500-650℃ può contribuire a evitare la formazione di crepe.
La Tabella 8.1 mostra l'effetto della temperatura di tempra sulla durezza della ghisa. La composizione chimica della ghisa elencata nella tabella precedente è riportata nella Tabella 8.2.
Aumentando la temperatura di austenitizzazione si ottiene una maggiore durezza dopo la tempra. Tuttavia, temperature di austenitizzazione più elevate aumentano anche il rischio di deformazioni e cricche della ghisa, oltre a produrre più austenite conservata, che riduce la durezza.
La Figura 9 illustra l'effetto del tempo di mantenimento sulla durezza.
Tabella 8.1 effetto della temperatura di austenitizzazione sulla durezza della ghisa grigia dopo il fuoco (prurito da olio)
Ghisa grigia
Come cast
HBW
790°C
815C
845°C
870°C
A
217
159
269
450
477
B
255
207
450
514
601 529
C
223
311
477
486
D
241
355 208
469 487
486 520
460
E
235
512
F
235
370
477
480
465
Tabella 8.2 composizione chimica (frazione di massa) (%) di diverse ghise
Fig. 9 Effetto della struttura originale della matrice metallica della ghisa sulla durezza dopo tempra a 840 °C per diversi tempi di mantenimento
La composizione chimica (frazione di massa) di questa ghisa grigia è la seguente: 3,34% C, 2,22% Si, 0,7% Mn, 0,11% P, e 0,1% S.
La temprabilità della ghisa grigia è influenzata da fattori quali la dimensione, la forma e la distribuzione della grafite, la composizione chimica e la dimensione dei grani di austenite.
La grafite nella ghisa ne diminuisce la conducibilità termica, riducendo così la temprabilità. Quanto maggiore è la quantità di grafite grossolana presente, tanto più pronunciato diventa questo effetto.
2. Tempra
L'impatto della temperatura di rinvenimento sulle proprietà meccaniche della ghisa può essere osservato nella Figura 10 qui sotto.
Per evitare la grafitizzazione, la temperatura di rinvenimento deve essere generalmente mantenuta al di sotto di 550℃ e il tempo di mantenimento per il rinvenimento deve essere calcolato come t = [spessore della colata (mm) / 25] + 1 (h).
Fig. 10 effetto della temperatura di rinvenimento su durezza e resistenza di ghisa temprata
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai interrogati sull'affascinante mondo della fusione? Questo processo produttivo, antico ma in continua evoluzione, dà forma alla nostra vita quotidiana in innumerevoli modi. In questo post esploreremo il...
Vi siete mai chiesti come vengono realizzati gli intricati componenti della vostra auto? Questo articolo svela l'affascinante mondo della fusione automobilistica, descrivendo nel dettaglio le tecnologie avanzate e i metodi che...
Vi siete mai chiesti cosa rende le parti del motore della vostra auto così resistenti ed efficienti? Questo articolo svela i segreti della fusione delle leghe di alluminio, i campioni non celebrati dell'ingegneria automobilistica. Imparare...
Vi siete mai chiesti perché alcune pressofusioni di alluminio si guastano prematuramente? In questo articolo esploreremo i difetti più comuni riscontrati nella pressofusione di alluminio e le loro cause principali. Attingendo da...
Vi siete mai chiesti quale sia l'affascinante mondo della ghisa? In questo blog post, ci immergeremo nei vari tipi di ghisa ed esploreremo le loro proprietà uniche e...
In questo post esploreremo i vari tipi di materiali utilizzati nei processi di fusione. In qualità di ingegnere meccanico esperto, condividerò le mie intuizioni e conoscenze per aiutarvi a capire...
Cosa differenzia l'acciaio fuso dalla ghisa e perché dovrebbe interessarvi? Conoscere questi materiali è essenziale per scegliere quello giusto per il vostro progetto. In questo articolo si analizzeranno...
Vi siete mai chiesti perché nelle fusioni metalliche compaiono piccoli fori e crepe? Questo articolo esplora i più comuni difetti di fusione, come gli stomi, il ritiro e i fori di scoria, rivelandone le cause e la prevenzione...
Perché alcune fusioni in ghisa eccellono nell'assorbimento delle vibrazioni mentre altre vantano una forza e una resistenza all'usura superiori? I getti di ghisa, parte integrante di macchinari e componenti strutturali, sono disponibili in vari tipi, ognuno...