Un'immersione profonda nel trattamento termico dell'acciaio inossidabile austenitico
Cosa rende l'acciaio inossidabile austenitico così resistente e versatile? Il segreto sta nel suo processo di trattamento termico. Questo articolo illustra gli intricati passaggi e i principi scientifici che stanno alla base del miglioramento delle sue proprietà. Leggendo, scoprirete come le diverse temperature e i diversi trattamenti influiscono sulla struttura dell'acciaio, migliorandone la resistenza alla corrosione e la forza. Immergetevi per capire come una precisa gestione del calore possa ottimizzare le prestazioni di questo materiale cruciale in varie applicazioni.
Con il progresso della tecnologia metallurgica, stanno emergendo continuamente diversi acciai inossidabili di alta qualità. Nonostante la capacità dell'industria metallurgica di sviluppare costantemente acciai di qualità superiore, per ottimizzare la funzionalità dell'acciaio inossidabile è necessario un trattamento termico adeguato.
Durante i processi di riscaldamento e raffreddamento dei diversi tipi di acciaio, la trasformazione della struttura della matrice varia, così come la generazione e la transizione di carburi, nitruri e composti intermetallici, che influenzano in modo diverso le prestazioni dell'acciaio inossidabile.
Pertanto, il processo di trattamento termico appropriato deve essere selezionato in base alle caratteristiche del prodotto. tipo di acciaio e l'applicazione prevista durante il trattamento termico dell'acciaio inossidabile.
1. Scopo del trattamento termico dell'acciaio inossidabile austenitico
L'acciaio inossidabile austenitico ha un austenite struttura a matrice. Durante il processo di riscaldamento e raffreddamento, non si verifica alcuna trasformazione di fase martensitica, quindi non c'è temprabilità.
Lo scopo del trattamento termico austenitico è quello di migliorare la resistenza alla corrosione, attenuare gli effetti negativi della fase secondaria, alleviare le tensioni o ammorbidire il materiale già sottoposto a incrudimento.
2. Teorie fondamentali
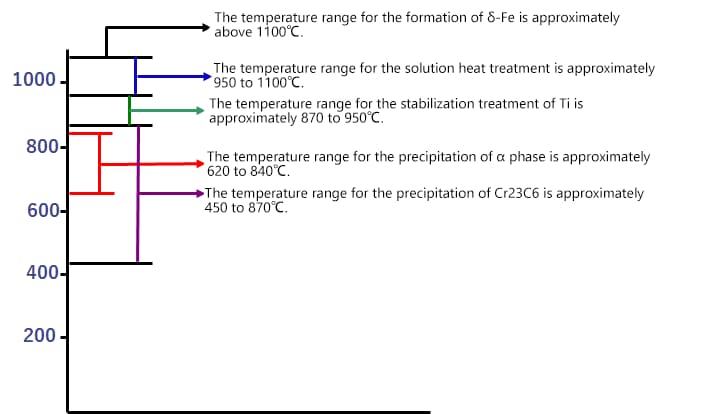
(1) Temperatura di generazione del precipitato
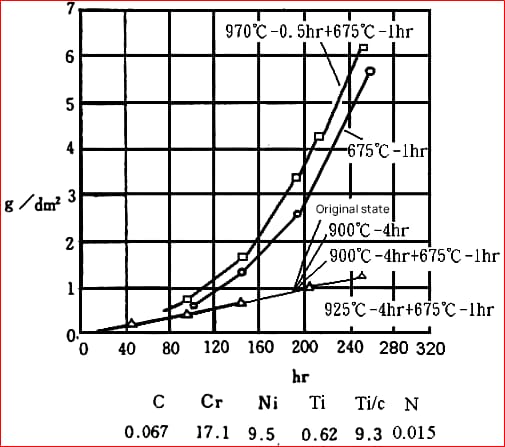
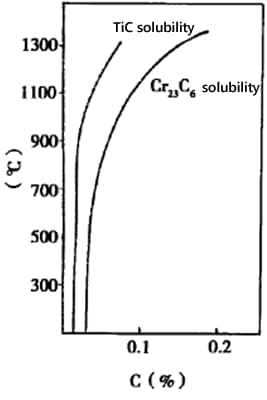
(2) Precipitazione e dissoluzione dei carburi della lega
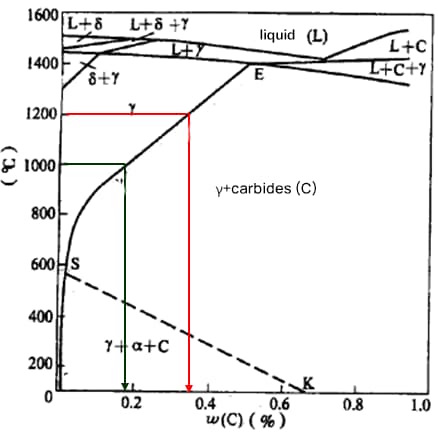
1) Solubilità del carbonio
Per l'acciaio 304 (18Cr-8Ni), la solubilità del carbonio a 1200℃ è 0,34%, a 1000℃ è 0,18% e a 600℃ è 0,03%.
Il contenuto di carbonio in acciaio 304 non supera 0,08%. Al di sopra dei 1000℃, il carbonio si dissolve in austenite. Dato il piccolo raggio degli atomi di carbonio, al diminuire della temperatura il carbonio precipita lungo i confini dei grani.
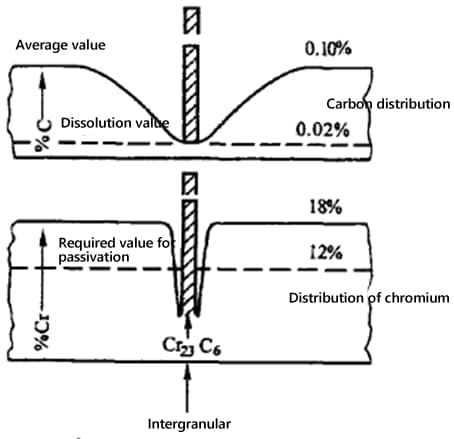
2) Impoverimento del cromo intergranulare
Solubilità del carbonio: Al diminuire della temperatura, la solubilità diminuisce.
Raggio dell'atomo di carbonio: Un raggio atomico più piccolo significa una minore solubilità, con conseguente precipitazione lungo i confini dei grani.
Stabilità: Gli atomi di carbonio precipitati sono instabili e formano composti stabili con cromo e ferro, come Cr23C6 o (FeCr)23C6.
Velocità di diffusione atomica: Il raggio più piccolo degli atomi di carbonio determina una maggiore velocità di diffusione. Al contrario, il raggio maggiore degli atomi di cromo determina una velocità di diffusione inferiore.
(3) Fase Sigma
1) Condizioni di formazione:
- Riscaldamento prolungato nell'intervallo di temperatura 620~840℃.
- L'aggiunta di elementi che formano ferrite, come ad esempio Titanio (Ti), neodimio (Nd), ecc.
- L'utilizzo di bacchette per saldatura con un elevato contenuto di elementi ferritici nella cordone di saldatura.
- Nell'austenite con manganese (Mn), azoto (N) in sostituzione del nichel (Ni).
2) Effetti negativi:
- Riduzione della plasticità, in particolare della tenacità all'impatto.
- La fase sigma è un composto intermetallico ricco, la sua formazione può facilmente portare a corrosione intergranularee pitting in mezzi a base di cloruro (Cl-).
(4) Ferrite Delta
1) Condizioni di formazione:
Negli acciai inossidabili austenitici al cromo-nichel fusi, la composizione chimica dello stato fuso è irregolare, con regioni ricche di elementi ferritici.
Nella struttura di saldatura di alcuni acciai inossidabili austenitici.
2) Effetti benefici:
Il contenuto di ferrite delta 5-20% può ridurre la corrosione intergranulare.
In condizioni di bassa tensione, può ridurre la suscettibilità alla corrosione da stress.
Durante la saldatura, riduce la probabilità di cricche termiche.
3) Effetti negativi:
Durante la lavorazione a pressione, è facile che si verifichino cricche a causa delle diverse capacità di deformazione delle due strutture.
3. Processo di trattamento termico
(1) Trattamento della soluzione
1) Temperatura di trattamento della soluzione: 950-1150℃
2) Tempo di isolamento: 20-30% più lungo di quello generale. acciaio legato.
3) Raffreddamento: Nell'intervallo di temperatura di formazione del carburo (450-850℃) è necessario un raffreddamento rapido.
Per i metodi di raffreddamento valgono i seguenti principi:
Per un contenuto di cromo superiore a 22% e con un elevato contenuto di nichel;
Per un contenuto di carbonio superiore a 0,08%;
Per gli acciai inossidabili con contenuto di carbonio non superiore a 0,08% ma con dimensioni effettive superiori a 3 mm, si sceglie il raffreddamento ad acqua;
Per gli acciai inossidabili con un contenuto di carbonio non superiore a 0,08% e una dimensione effettiva inferiore a 3 mm, si sceglie il raffreddamento ad aria;
Per i pezzi sottili con dimensioni effettive inferiori a 0,5 mm, è possibile utilizzare il raffreddamento naturale.
JIS
Temperatura di maturazione in gradi Celsius.
Metodo di lavorazione a freddo
SUS 403
1010-1150
Raffreddamento rapido
SUs 304H
Sopra 950
Raffreddamento rapido
SUS 304L
1010-1150
Raffreddamento rapido
SUS 321
920-1150
Raffreddamento rapido
SUS 321H
La lavorazione a freddo richiede una durezza superiore a 1095.
Raffreddamento rapido
La lavorazione a caldo richiede una durezza superiore a 1050.
Il trattamento di stabilizzazione è un metodo di trattamento termico utilizzato per gli acciai inossidabili austenitici contenenti Nd o Ti.
1) Temperatura del trattamento di stabilizzazione: Superiore alla temperatura di dissoluzione dei carburi di cromo (450-870 ℃) ma inferiore o leggermente superiore alle temperature di dissoluzione di TiC e NbC (750-1120 ℃). La raccomandazione generale è di 870-950 ℃.
2) Tempo di immersione: 2-4 ore (a seconda della forma del pezzo, elementi in legaecc.). Il tempo di ammollo per quelli con spessore o diametro di 25 mm è di 2 ore, a cui si aggiunge un'ulteriore ora per i formati più grandi.
3) Raffreddamento: Raffreddamento lento, come il raffreddamento ad aria o a forno.
1) Il processo di ricottura di distensione per l'acciaio inossidabile austenitico deve essere scelto in base alle proprietà del materiale, all'ambiente operativo, allo scopo di eliminare le tensioni e alle dimensioni e alla forma del pezzo.
Per garantire la stabilità dimensionale finale del pezzo.
3) Cricche da corrosione da stress
Grado di acciaio
Trattamento termico
Sollecitazione residua in kgf/mm2
Il tempo in cui si verifica la rottura in MgCl2 bollente 42% (a 154 gradi Celsius).
Direzione circonferenziale
Direzione longitudinale
304
Stato di raffreddamento (resistenza alla trazione 115,9 kg/mm2)
32.4
48.3
7.5
Frattura
Condizione di semidurezza (resistenza alla trazione 93,2 g/mm2)
–
–
6
Frattura
540℃
24 ore
Raffreddamento ad aria
–
–
7.5
Frattura
650
0.5
Raffreddamento ad aria
–
–
22
Frattura
650
8
Raffreddamento ad aria
–
–
14.5
Frattura
745
0.5
Raffreddamento ad aria
1.3
5.9
245
Frattura minore
745
0.5
Falso raffreddamento
–
–
292
Una rottura
870
0.5
Raffreddamento ad aria
–
–
>292
Nessuna frattura
870
0.5
Falso raffreddamento
–
–
>292
Nessuna frattura
870
24
Raffreddamento ad aria
–
–
>292
Nessuna frattura
316
Condizione di raffreddamento 1/4H (resistenza alla trazione 80,4 kg/mm2)
36.7
14.7
7.5
Frattura
Trattamento termico in loco e correzione del raffreddamento (resistenza alla trazione 64,3 kg/mm2)
11.9
–
7.5
Frattura
540℃
24h
–
31.5
–
7.5
Frattura
650
0.5
–
27.3
–
7.5
Frattura
650
8
–
–
–
14.5
Frattura
745
0.5
–
18.7
–
22
Frattura
745
0.5
–
16.3
–
22
Frattura
745
8
–
–
–
22
Frattura
790
0.5
–
7.3
–
24
Frattura
840
0.5
–
2.5
–
>240
Nessuna frattura
870
0.5
Raffreddamento ad aria
2.5
5.8
>292
Nessuna frattura
870
0.5
Falso raffreddamento
–
–
>292
Nessuna frattura
870
24
Raffreddamento ad aria
–
–
>292
Nessuna frattura
Tubi saldati e di raffreddamento con spessore di 0,9 mm e diametro esterno di 15 mm.
4) Metodo di ricottura sotto sforzo
Tipi di materiali Metodo Condizioni d'uso e scopo dell'alleggerimento delle tensioni.
Tipo I (Ultra-Low Carbon) 00Cr19Ni10 00Cr17Ni14Mo2
Classe II (compresi gli elementi stabili) 0Cr18Ni10Ti 0Cr18Ni11Nb
Tipo III (Altro) 0Cri8Ni10 0Cr17Ni12Mo2
Per ambienti soggetti a forti sollecitazioni di corrosione.
A-B
B-A
①
Per ambienti a media corrosione.
A-B-C
B-A-C
C①
Per ambienti a bassa corrosione.
A-B-C-D-E
B-A-C-D-E
C-E
Attenuare la concentrazione di sollecitazioni localizzate.
E
E
E
Applicabile in ambienti soggetti a corrosione intergranulare.
A-C②
A-C-B②
C
Eliminare le sollecitazioni residue sostanziali in post-elaborazione.
A-C
A.C
C
Alleviare le sollecitazioni subite durante il processo di lavorazione.
A-B-C
B-A-C
C③
In situazioni che comportano significative sollecitazioni residue da lavorazione e sollecitazioni generate durante l'uso, nonché in componenti di grande sezione e con saldature estese.
A-C-B
A-C-B
C
Garantire la stabilità dimensionale dei componenti.
F
F
F
Nota: i metodi della tabella sono elencati in ordine di priorità.
R: Riscaldare a 1010-1120℃, tenere premuto, quindi lasciare raffreddare lentamente.
B: Riscaldare a 850-900℃, tenere premuto, quindi lasciare raffreddare lentamente.
C: riscaldare a 1010-1120℃, mantenere, quindi raffreddare rapidamente.
D: Riscaldare a 480-650℃, tenere premuto, quindi lasciare raffreddare lentamente.
E: Riscaldare a 430-480℃, tenere premuto, quindi lasciare raffreddare lentamente.
F: riscaldare a 200-480℃, tenere premuto, quindi lasciare raffreddare lentamente.
Tempo di mantenimento: Per ogni 25 mm, tenere per 1-4 ore. A temperature più basse sono necessari tempi di mantenimento più lunghi.
Note:
Per le lavorazioni in ambienti ad alta sollecitazione di corrosione, è preferibile utilizzare il trattamento di tipo I acciaio A o il trattamento di tipo II acciaio B.
Questo dovrebbe essere applicato quando il pezzo si sensibilizza durante il processo di produzione.
Se il pezzo viene sottoposto al trattamento C dopo la lavorazione finale, a questo punto si può usare il trattamento A o B.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Cosa distingue l'acciaio inox 201 dal 202? Sebbene appartengano alla stessa serie, esistono sottili differenze che possono avere un impatto significativo sulle loro applicazioni. Questo articolo esplora le principali variazioni...
Vi siete mai chiesti quale sia l'affascinante mondo della durezza dei metalli? In questo blog post, ci immergeremo negli intriganti concetti e metodi che stanno alla base della misurazione e del miglioramento della durezza dei...
Immaginate materiali in grado di rivoluzionare interi settori: più forti, più leggeri e più intelligenti. Questo articolo esplora 50 materiali innovativi destinati a trasformare la tecnologia e la produzione. Dalla forza ineguagliabile del grafene...
Vi siete mai chiesti perché l'acciaio a volte si rompe inaspettatamente? In questo illuminante post del blog, ci addentreremo nell'affascinante mondo dei difetti dell'acciaio. In qualità di ingegnere meccanico esperto,...
Siete stanchi dei costi crescenti dell'acciaio inossidabile per i vostri progetti? Questo articolo analizza un'alternativa economica all'acciaio inox 304 - SUS443. Scoprite come il SUS443 offre una resistenza superiore alla corrosione,...
Vi siete mai chiesti quali siano i diversi tipi di acciaio inossidabile e le loro applicazioni? In questo blog post, ci immergeremo nel mondo dei gradi di acciaio inossidabile, esplorando le loro...
Vi siete mai chiesti quali siano le differenze tra l'acciaio inox S30408 e l'acciaio 304? In questo post del blog, approfondiremo le principali distinzioni tra questi due materiali comunemente utilizzati. Il nostro...
Vi siete mai chiesti perché l'acciaio inossidabile non arrugginisce come l'acciaio normale? Questo blog post esplorerà l'affascinante mondo dell'acciaio inossidabile, le sue proprietà uniche e il suo ruolo fondamentale...
Vi siete mai chiesti perché l'acciaio laminato a caldo è diverso da quello laminato a freddo? Questo blog post approfondisce le affascinanti differenze tra questi due materiali essenziali. Scoprirete come la temperatura influisce...