1. Curva di raffreddamento del trattamento termico
Il processo di trattamento termico consiste tipicamente in tre fasi: riscaldamento, mantenimento e raffreddamento.
Il riscaldamento viene effettuato per trasformare la perlite in austenitee la fase di mantenimento viene utilizzata per garantire la completa austenitizzazione.
Il metodo di raffreddamento dipende dal processo, principalmente dal controllo della velocità di raffreddamento, che produce perlite, bainite, martensite o una miscela di strutture, a seconda della velocità di raffreddamento.
In genere, la martensite viene prodotta durante la tempra e la martensite temperata (a basse temperature), la troostite (a medie temperature) e la sorbite (ad alte temperature) vengono prodotte in base alle diverse temperature di tempra dopo la tempra.
La curva di trasformazione isoterma per l'acciaio eutettico è rappresentata nella Figura 1, che riflette essenzialmente il tempo di inoculazione, il tempo di completamento della trasformazione e i prodotti di trasformazione necessari per la trasformazione dell'acciaio eutettico a diverse temperature.
Fig. 1 Curva di trasformazione isotermica dell'acciaio eutettoide
Nella produzione effettiva di trattamenti termici, in molti casi si utilizza un raffreddamento continuo invece di un processo di tempra isotermica a gradini.
Il quenching richiede che la velocità di raffreddamento della struttura della martensite deve essere superiore alla velocità di raffreddamento critica. La velocità di raffreddamento superficiale del pezzo è in genere più veloce della velocità di raffreddamento del nucleo.
Uno dei principi per la scelta di un olio di tempra è che deve fornire una velocità di raffreddamento superiore a quella della velocità di raffreddamento critica per produrre martensite durante la tempra. Inoltre, è importante considerare la possibilità di ridurre al minimo le deformazioni e di evitare le cricche.
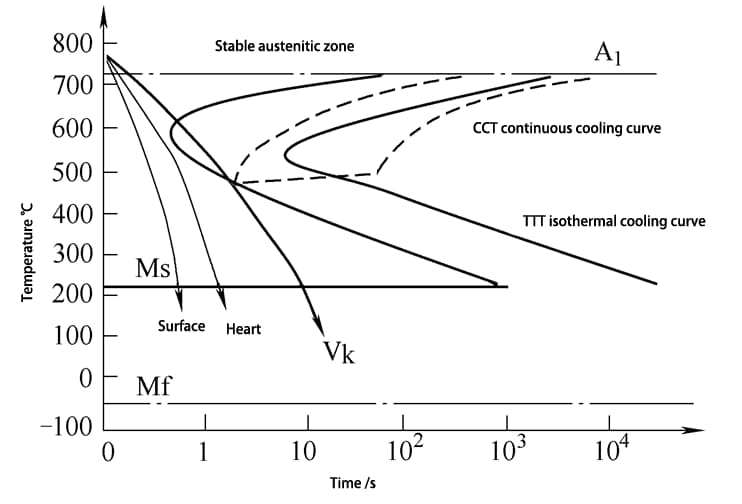
La velocità di raffreddamento deve essere moderata e non eccessiva, come illustrato nella Figura 2.
Fig. 2 Curva TTT e curva CCT dell'acciaio al carbonio eutettoide
2. Metodo di spegnimento ideale
Secondo la legge di trasformazione per raffreddamento dell'acciaio, si prevede che la velocità di raffreddamento sia elevata nell'area di temperatura critica e che l'acciaio passi attraverso il naso della Curva C il più rapidamente possibile per evitare la trasformazione in una struttura di perlite o bainite.
Nella zona pericolosa, dove inizia la trasformazione della martensite, la velocità di raffreddamento deve essere rallentata per ridurre le deformazioni e persino le cricche causate dalle sollecitazioni strutturali generate dalla trasformazione strutturale.
Questo è il caso della doppia tempra in liquido, che prevede una prima tempra in acqua e un successivo raffreddamento in olio.
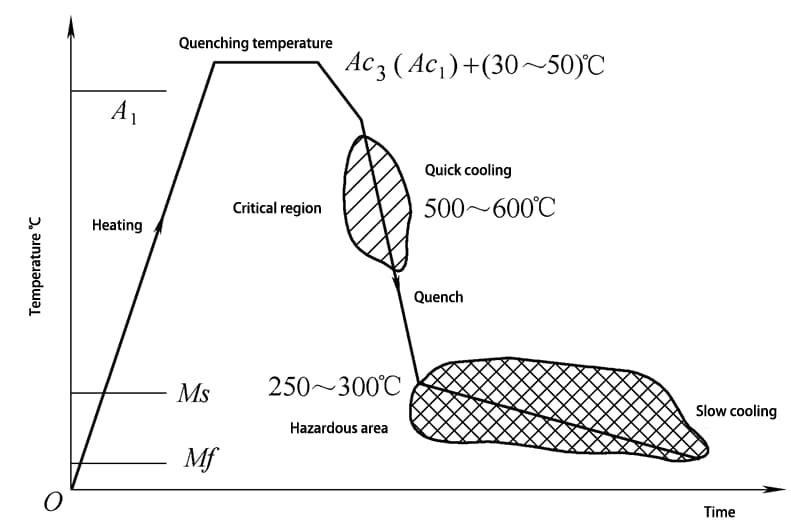
Per la tempra in un unico liquido, il mezzo di raffreddamento deve avere le seguenti caratteristiche: raffreddamento rapido nell'area della temperatura critica e raffreddamento lento nell'area della temperatura pericolosa.
Il secondo principio per la scelta dell'olio di tempra è quello di fornire un raffreddamento rapido alle alte temperature e un raffreddamento lento alle basse temperature, tenendo conto dei requisiti di durezza e deformazione, come mostrato nella Figura 3.
Fig. 3 Schema del metodo di tempra ideale
3. Curva di raffreddamento dell'olio di raffreddamento
L'olio di raffreddamento per trattamenti termici deve possedere le proprietà di raffreddamento sopra descritte.
La velocità di raffreddamento dei componenti deve essere rapida nell'area di temperatura critica e lenta nell'area di temperatura pericolosa.
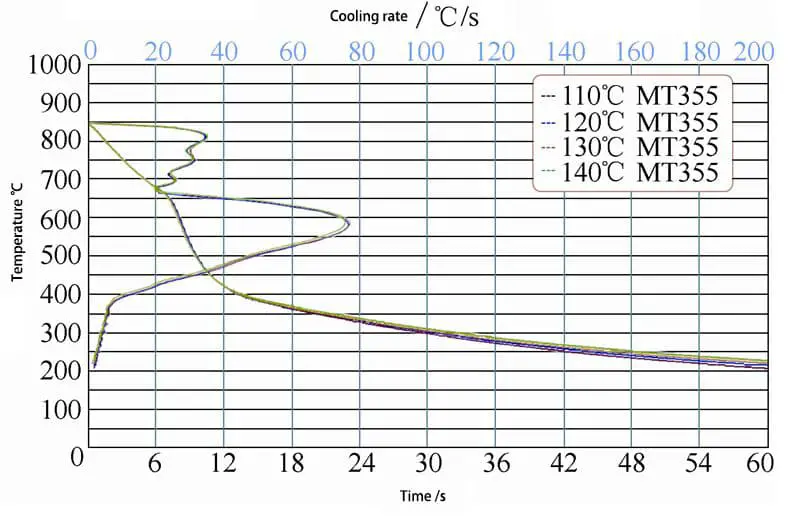
La Figura 4 mostra la curva caratteristica di raffreddamento dell'olio di tempra Houghton MT355 a diverse temperature dell'olio, illustrando la relazione tra il tempo di raffreddamento del campione, la velocità di raffreddamento e la temperatura, nonché la capacità di raffreddamento dell'olio di tempra a diverse temperature.
Fig. 4
4. Requisiti di durezza ed effetti di deformazione
La velocità di raffreddamento critica per i diversi materiali varia e anche i requisiti di durezza dei pezzi variano in base all'uso previsto.
Inoltre, anche i requisiti di precisione e di controllo della deformazione dei pezzi variano, per cui è necessario selezionare un olio di tempra con una velocità di raffreddamento adeguata in base ai requisiti effettivi di durezza e al processo di controllo della deformazione e ai requisiti tecnici.
Una volta selezionato l'olio di tempra, è necessario regolare varie misure di controllo come la temperatura di tempra, la temperatura dell'olio, la velocità e il tempo di raffreddamento della miscela, il tempo di alimentazione dell'olio, ecc. controllando la qualità delle materie prime (materiali del pezzo e dell'olio), combinando il processo di tempra dopo la tempra, la temperatura di tempra e i parametri del tempo di tempra, per soddisfare i requisiti di durezza e struttura metallografica dei pezzi.
La deformazione da trattamento termico deve essere mantenuta entro un intervallo ragionevole attraverso la regolazione e il controllo dei parametri del processo di trattamento termico e il coordinamento della lavorazione a freddo e a caldo.
5. Metodo di selezione dell'olio per il trattamento termico di spegnimento
È stato discusso il principio della selezione dell'olio di tempra nel processo di tempra del trattamento termico: l'olio deve avere una prestazione di raffreddamento che raggiunga la durezza richiesta, con una velocità di raffreddamento rapida e senza cricche.
Inoltre, la deformazione del trattamento termico deve essere mantenuta entro un intervallo ragionevole, richiedendo una velocità di raffreddamento più bassa. L'obiettivo è trovare un equilibrio ottimale tra questi requisiti contrastanti.
Il requisito di velocità di raffreddamento variabili dipende dall'intervallo di temperatura. Ciò guida lo sviluppo degli oli di tempra per trattamenti termici.
A causa delle limitazioni nelle condizioni di rilevamento, una selezione approssimativa del mezzo di spegnimento può essere fatta sulla base delle conoscenze generali e dell'esperienza nel processo di produzione del trattamento termico. Ulteriori verifiche possono essere effettuate tramite test.
L'uso diffuso di strumenti per le caratteristiche di raffreddamento fornisce un mezzo per analizzare e confrontare le prestazioni di raffreddamento di diversi oli di tempra, aiutando a ottimizzare il processo di selezione.
I test condizionati o l'esternalizzazione dei test, o la richiesta alle aziende petrolifere di fornire rapporti sulle caratteristiche di raffreddamento dell'olio di spegnimento, possono fornire una base scientifica per la selezione del miglior olio di spegnimento.
Utilizzando questo metodo, esistono molte opzioni per gli oli di tempra che soddisfano i requisiti di utilizzo.
In base alle effettive condizioni di produzione e alla politica di qualità dell'azienda, l'olio di tempra più adatto deve essere selezionato attraverso un confronto completo che tenga conto non solo dei requisiti di raffreddamento, ma anche di altri indicatori tecnici.
Il processo di selezione deve considerare la stabilità e la resistenza all'ossidazione dell'olio di tempra, la ripetibilità e la riproducibilità delle prestazioni di raffreddamento, la luminosità, la sicurezza e il costo.
I requisiti tecnici per l'olio di tempra, come indicato in QB/T0001-2007, JB/T7951 e SH/T0220, devono essere soddisfatti in termini di viscosità cinematica, punto di infiammabilità, punto di accensione, umidità, punto di scorrimento, corrosione, luminosità, pressione di vapore saturo (per l'olio di tempra sotto vuoto), stabilità all'ossidazione termica, prestazioni di raffreddamento, velocità massima di raffreddamento e tempo di raffreddamento durante il trattamento termico.
6. Conclusione
Il principio e il metodo di selezione dell'olio di spegnimento sono stati introdotti in precedenza.
Le prestazioni di raffreddamento dell'olio di raffreddamento sono influenzate da molti fattori, tra cui l'olio di base e gli additivi, e coprono un'ampia gamma.
La tempra è una fase cruciale del processo di trattamento termico e deve essere scelta con grande attenzione.
Dopo aver analizzato e confrontato le varie opzioni, è possibile formulare una raccomandazione preliminare per l'olio di tempra. Questa raccomandazione deve essere verificata attraverso test, oltre a considerare le prestazioni nel settore, il feedback del mercato e i requisiti tecnici, la sicurezza, la qualità, il costo e altri fattori. Infine, è possibile scegliere l'olio di spegnimento.