Difetti comuni degli acciai laminati a caldo da non ignorare
Vi siete mai chiesti perché alcuni prodotti in acciaio presentano imperfezioni superficiali? Questo articolo svela i difetti più comuni dell'acciaio laminato a caldo, come le incrostazioni di ossido e le bolle. Comprendendone le cause e la prevenzione, si potranno ottenere informazioni utili per migliorare la qualità dell'acciaio e l'efficienza della produzione. Immergetevi per saperne di più!
La laminazione dell'acciaio è un processo critico di formatura dei metalli che modifica la forma e le dimensioni di lingotti o billette di acciaio applicando forze di compressione attraverso rulli rotanti. Questo processo è suddiviso in due tipi principali: laminazione a caldo e laminazione a freddo, ciascuno con caratteristiche e applicazioni distinte.
La laminazione a caldo avviene a temperature elevate, in genere tra 1100°C e 1250°C (da 2012°F a 2282°F). A queste temperature, l'acciaio presenta una maggiore duttilità e una minore resistenza alla deformazione, consentendo cambiamenti significativi della forma con un apporto energetico relativamente basso. Questo processo è particolarmente efficace per la deformazione su larga scala e per la produzione di semilavorati come lamiere, fogli e forme strutturali.
I nastri di acciaio laminati a caldo rappresentano l'applicazione per eccellenza del processo di laminazione a caldo. La produzione di questi nastri prevede una serie di passaggi di laminazione controllati con precisione, spesso in una configurazione di laminazione continua o semicontinua. Questo processo non solo modella l'acciaio, ma ne affina anche la struttura dei grani, contribuendo a migliorare le proprietà meccaniche.
Nella moderna produzione di acciaio, la produzione di nastri laminati a caldo ha raggiunto un elevato livello di sofisticazione tecnologica. Sistemi di controllo avanzati, abbinati a strumentazione e sensori all'avanguardia, consentono una gestione precisa dei parametri di laminazione, quali temperatura, distanza tra i rulli, velocità di laminazione e velocità di raffreddamento. Questo livello di controllo si traduce in una qualità costante del prodotto e in un'elevata efficienza della linea di produzione, con tassi operativi spesso superiori a 90%.
Nonostante questi progressi, la complessità intrinseca del processo di laminazione a caldo presenta sfide continue. L'interazione tra i vari parametri di processo, le condizioni delle apparecchiature e le proprietà dei materiali può portare a problemi di qualità nel prodotto finale. I difetti più comuni includono variazioni di spessore, imperfezioni superficiali, difetti di forma (ad esempio, onde ai bordi o fibbie al centro) e incoerenze nelle proprietà meccaniche lungo la lunghezza o la larghezza del nastro.
Per mitigare queste sfide, i moderni laminatoi per nastri a caldo impiegano strategie avanzate di controllo del processo, come il controllo predittivo basato su modelli, i sistemi adattivi e il monitoraggio della qualità in tempo reale. Inoltre, la ricerca in corso si concentra sullo sviluppo di leghe più robuste, sull'ottimizzazione dei programmi di laminazione e sull'implementazione di algoritmi di apprendimento automatico per la previsione e la prevenzione dei difetti.
Difetti comuni dell'acciaio laminato a caldo
I. Scaglia di ossido pressata
Caratteristiche del difetto
La scaglia di ossido pressata è un difetto superficiale formato dalla compressione della scaglia di ossido nella superficie del nastro di acciaio durante la laminazione a caldo. A seconda della causa, si distinguono in scaglie di ossido generate dal forno (primarie), scaglie di ossido generate dalla laminazione (secondarie) o scaglie di ossido dalla superficie del rullo che si staccano e vengono compresse nel nastro di acciaio (secondarie).
Cause
① Gravi cricche longitudinali sulla superficie della billetta d'acciaio;
②Improprio processo di riscaldamento o funzionamento di riscaldamento della billetta di acciaio, che rende difficile la rimozione delle incrostazioni primarie;
③ La bassa pressione dell'acqua di decalcificazione ad alta pressione o l'ostruzione dell'ugello durante il processo di laminazione causano la produzione di scaglie di ossido compresse sulla superficie del nastro d'acciaio;
④ Un ritmo di laminazione troppo veloce o un raffreddamento insufficiente dei rulli causano il distacco della pellicola di ossido sulla superficie del rullo e la compressione della superficie del nastro d'acciaio.
Pericoli
Influisce sulla qualità della superficie del nastro d'acciaio e sull'effetto del rivestimento.
Metodi di prevenzione ed eliminazione
Rafforzare l'ispezione della qualità della billetta di acciaio. Le billette che presentano gravi cricche longitudinali sulla superficie devono essere pulite e qualificate prima dell'uso;
Sviluppare un processo di riscaldamento ragionevole per la billetta di acciaio e riscaldarla secondo le specifiche;
③ Controllare regolarmente l'attrezzatura del sistema di decalcificazione ad alta pressione per garantire la pressione dell'acqua di decalcificazione ed evitare l'intasamento degli ugelli;
④ Controllare ragionevolmente il ritmo di laminazione, garantire l'effetto di raffreddamento dei rulli e impedire che la pellicola di ossido sulla superficie del rullo si stacchi.
II. Cicatrice
Caratteristiche del difetto
La cicatrice è una forma irregolare e sollevata lamiera attaccati alla superficie del nastro d'acciaio, a forma di foglia, piuma, barra, squama di pesce, lingua, ecc.
Esistono due tipi di cicatrici: una è collegata al corpo dell'acciaio e si ripiega sulla superficie della lastra, non facile da staccare; l'altra non è collegata al corpo dell'acciaio ma è legata alla superficie della lastra ed è facile da staccare, formando una fossa relativamente liscia dopo la caduta.
Cause
① La cicatrice originale o il pesante difetto della pelle sulla superficie della billetta non sono stati puliti e sono rimasti sulla superficie del nastro di acciaio dopo la laminazione;
②Residui della pulizia a fiamma sulla superficie della billetta, che sono stati pressati sulla superficie del nastro d'acciaio durante la laminazione.
Pericoli
Può provocare la spellatura del metallo o la formazione di fori durante la lavorazione e l'uso successivi.
Metodi di prevenzione ed eliminazione
Rafforzare l'ispezione della qualità della billetta e pulire eventuali cicatrici o residui della pulizia a fiamma sulla superficie della billetta prima della laminazione.
III. Vesciche
Caratteristiche del difetto
Le bolle sono rigonfiamenti circolari o ellittici sulla superficie del nastro di acciaio, distribuiti in modo irregolare. Il loro bordo esterno è relativamente liscio. Dopo la frantumazione delle vesciche, la superficie del nastro d'acciaio può presentare crepe o sfaldature.
Alcune vesciche non sporgono e hanno una superficie lucida dopo essere state appiattite, e la superficie tagliata mostra una struttura a strati.
Cause
① All'interno della billetta si accumula troppo gas a causa di una scarsa disossidazione o di un'errata insufflazione di azoto;
② La billetta è rimasta a lungo nel forno e le bolle sottocutanee sono esposte e si accumulano.
Pericoli
Può causare stratificazione o saldatura scadente durante la lavorazione e l'utilizzo successivi.
Metodi di prevenzione ed eliminazione
①Rafforzare l'ispezione di qualità della billetta ed evitare di utilizzare billette con difetti di bolla esposti;
Seguire rigorosamente le specifiche per riscaldare la billetta ed evitare di tenerla troppo a lungo nel forno.
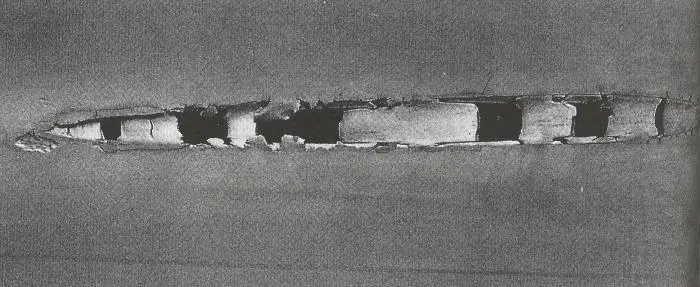
IV. Schiacciamento rotolante
Caratteristiche del difetto
Il fenomeno della sovrapposizione di più strati o del rotolamento, della perforazione, dello strappo, ecc. sulla superficie del nastro d'acciaio è chiamato schiacciamento da rotolamento.
Cause
①L'errata regolazione del gioco del rullo o la scarsa corrispondenza tra la forma del rullo e la forma della billetta in ingresso, causano un'estensione non uniforme del nastro d'acciaio;
② Temperatura locale di riscaldamento non uniforme della billetta o temperatura non uniforme del pezzo laminato;
③ L'impostazione del grado di apertura della piastra di guida del lato di finitura non è ragionevole;
④ La portata durante la laminazione di precisione non è adeguata.
Pericoli
Il lamiera d'acciaio con difetti di laminazione non possono essere utilizzati a causa dell'interruzione del processo di laminazione.
Metodi di prevenzione ed eliminazione
①Configurare le forme dei rulli in modo ragionevole e prestare attenzione alla regolazione del gioco dei rulli;
②Rafforzare il controllo della temperatura di riscaldamento della billetta e garantire una temperatura uniforme del pezzo laminato;
③ Impostare ragionevolmente il grado di apertura della piastra di guida del lato di finitura;
④Mantenere una portata costante durante la laminazione continua.
V. Segno di rotolamento
Caratteristiche del difetto
I segni di laminazione sono difetti concavo-convessi di forma irregolare distribuiti periodicamente sulla superficie del nastro di acciaio.
Cause
I rulli sono incrinati, presentano scagliature localizzate o hanno oggetti estranei aderenti alla loro superficie, con il risultato di una superficie concavo-convessa sul rullo, che viene premuta sulla superficie del nastro di acciaio durante la laminazione o la lavorazione di finitura, formando difetti concavo-convessi.
Pericoli
I segni di rotolamento convessi possono causare difetti di piegatura durante i successivi processi di laminazione, mentre i segni di rotolamento concavi possono causare fori durante i successivi processi di laminazione.
Metodi di prevenzione ed eliminazione
① Ispezionare regolarmente la qualità della superficie dei rulli e trattare tempestivamente i rulli che presentano scagliature o corpi estranei;
②Durante il processo di laminazione, controllare tempestivamente la qualità della superficie dei rulli quando si verificano situazioni anomale come l'inceppamento dell'acciaio, il lancio della coda e lo schiacciamento del rullo, e prevenire danni alla superficie del rullo o l'adesione di oggetti estranei;
③In caso di segni di rotolamento, arrestare immediatamente la macchina per controllare la qualità della superficie dei rulli.
VI. Appiattimento
Caratteristiche del difetto
Il fenomeno per cui i coils di acciaio appaiono di forma ovale è chiamato appiattimento.
Cause
Il bobina di acciaio è sottoposto a urti eccessivi durante la movimentazione;
② La tensione della bobina di acciaio durante l'avvolgimento è troppo bassa e le bobine sono impilate orizzontalmente o con più strati.
Pericoli
Il problema riguarda l'imballaggio e la movimentazione dei coils di acciaio e i coils fortemente appiattiti non possono essere utilizzati.
Metodi di prevenzione ed eliminazione
① Maneggiare con cura i rotoli di acciaio;
② Impostare ragionevolmente la tensione di avvolgimento, controllare il numero di strati di impilamento orizzontale e utilizzare l'impilamento verticale se necessario.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Siete curiosi di conoscere il peso del vostro progetto in acciaio? Non cercate oltre! In questo post esploreremo l'intrigante mondo del calcolo del peso dell'acciaio. In qualità di ingegnere meccanico esperto,...
Cosa distingue l'acciaio inossidabile 022Cr19Ni10? Nota per il suo basso contenuto di carbonio e l'elevata resistenza alla corrosione, questa versatile lega è fondamentale in diversi settori industriali. Questo articolo approfondisce...
Vi siete mai chiesti come calcolare con precisione il peso dell'acciaio o del metallo per i vostri progetti? In questo post esploreremo l'affascinante mondo del calcolo del peso dell'acciaio...
Vi siete mai chiesti perché l'acciaio a volte si rompe inaspettatamente? In questo illuminante post del blog, ci addentreremo nell'affascinante mondo dei difetti dell'acciaio. In qualità di ingegnere meccanico esperto,...
Vi siete mai chiesti quali siano le differenze tra l'acciaio inox S30408 e l'acciaio 304? In questo post del blog, approfondiremo le principali distinzioni tra questi due materiali comunemente utilizzati. Il nostro...
Vi siete mai chiesti perché l'acciaio inossidabile non arrugginisce come l'acciaio normale? Questo blog post esplorerà l'affascinante mondo dell'acciaio inossidabile, le sue proprietà uniche e il suo ruolo fondamentale...
Perché i diversi tipi di acciaio hanno proprietà così diverse e come vengono classificati in Cina? Questo articolo analizza la classificazione e gli standard dell'acciaio, spiegando la sistematica...
Vi siete mai chiesti perché l'acciaio laminato a caldo è diverso da quello laminato a freddo? Questo blog post approfondisce le affascinanti differenze tra questi due materiali essenziali. Scoprirete come la temperatura influisce...
Questo articolo esplora l'affascinante mondo dei metalli ferrosi e non ferrosi, rivelando le loro proprietà e classificazioni uniche. Alla fine, comprenderete le differenze e le applicazioni essenziali di questi...