Guida per principianti alla saldatura TIG a filo caldo: Caratteristiche e classificazioni
Immaginate di trasformare il vostro processo di saldatura con una tecnica che aumenta l'efficienza senza compromettere la qualità. La saldatura TIG a filo caldo ottiene questo risultato grazie al preriscaldamento del filo di saldatura, migliorando la velocità e il controllo. Questo articolo esplora le caratteristiche e i vari metodi di saldatura TIG a filo caldo, evidenziandone i vantaggi rispetto alla saldatura TIG e MIG tradizionale. I lettori impareranno come questo metodo ottimizzi le saldature, rendendolo ideale per le strutture di medio spessore. Immergetevi per scoprire come la saldatura TIG a filo caldo può rivoluzionare il vostro approccio per ottenere una qualità di saldatura superiore.
La saldatura TIG a filo caldo è un processo di saldatura avanzato, di alta qualità e ad alta efficienza energetica che si è evoluto dalla tradizionale saldatura TIG (Tungsten Inert Gas) nel 1956. Questa tecnica innovativa aumenta notevolmente la produttività della saldatura, mantenendo una qualità superiore.
Il principio fondamentale della saldatura TIG a filo caldo prevede il preriscaldamento del filo di apporto a una temperatura specifica prima di introdurlo nel bagno di saldatura. Questo preriscaldamento si ottiene in genere facendo passare una corrente elettrica attraverso il filo, sfruttando la sua resistenza elettrica per generare calore. Elevando la temperatura del filo prima del suo ingresso nel bagno di fusione, il processo favorisce tassi di fusione e deposito più rapidi, portando in ultima analisi a una maggiore velocità di saldatura e a una migliore efficienza.
La temperatura di preriscaldamento è attentamente controllata e può variare da 300°C a 800°C (da 572°F a 1472°F), a seconda del materiale da saldare e dei risultati desiderati. Questo preciso controllo della temperatura consente di ottimizzare l'apporto di calore, ridurre lo stress termico sul pezzo e migliorare il controllo della dinamica del bagno di saldatura.
Combinando le saldature di alta qualità caratteristiche della saldatura TIG tradizionale con le maggiori velocità di deposizione della tecnologia a filo caldo, questo processo offre diversi vantaggi chiave:
Maggiore produttività: La velocità di saldatura può essere fino a 3-4 volte superiore rispetto alla saldatura TIG convenzionale.
Maggiore efficienza energetica: L'arco richiede un minore apporto di calore, riducendo il consumo energetico complessivo.
Migliore qualità della saldatura: Il filo preriscaldato permette di controllare meglio il bagno di saldatura, ottenendo cordoni più lisci e riducendo il rischio di difetti.
Ampliamento delle capacità dei materiali: Il TIG a filo caldo è particolarmente efficace per la saldatura di materiali sensibili al calore e di sezioni spesse.
Caratteristiche e classificazioni della saldatura TIG a filo caldo
La saldatura TIG a filo caldo migliora la qualità del cordone di saldatura attraverso molteplici meccanismi sinergici. Questi includono la purificazione della superficie del filo di saldatura grazie al calore residuo, l'agitazione del bagno fuso da parte delle correnti di calore residue e la modulazione della forma dell'arco attraverso il campo magnetico generato dalla corrente di preriscaldamento. Questo processo consente il controllo indipendente dell'energia di preriscaldamento del filo e dell'energia dell'arco di saldatura, disaccoppiando il tasso di deposito dall'apporto di calore.
Un vantaggio fondamentale di questa tecnica è la possibilità di aumentare la velocità di fusione del filo senza aumentare proporzionalmente l'apporto di calore. Ciò si traduce in un significativo aumento dell'efficienza di saldatura, con tassi di deposito e velocità di saldatura potenzialmente più che raddoppiati rispetto alla saldatura TIG convenzionale, mantenendo gli stessi livelli di corrente.
La saldatura TIG a filo caldo combina le caratteristiche di saldatura di alta qualità del TIG tradizionale con una maggiore produttività, rendendola particolarmente adatta per strutture di medio e grande spessore. Sebbene i tassi di deposito siano paragonabili alla saldatura MIG, il TIG a filo caldo offre un controllo superiore sulla formazione della saldatura grazie alla velocità di avanzamento del filo indipendente. Questa indipendenza dalla corrente di saldatura consente una migliore fusione laterale nelle configurazioni a scanalatura aperta, superando il MIG in questo aspetto.
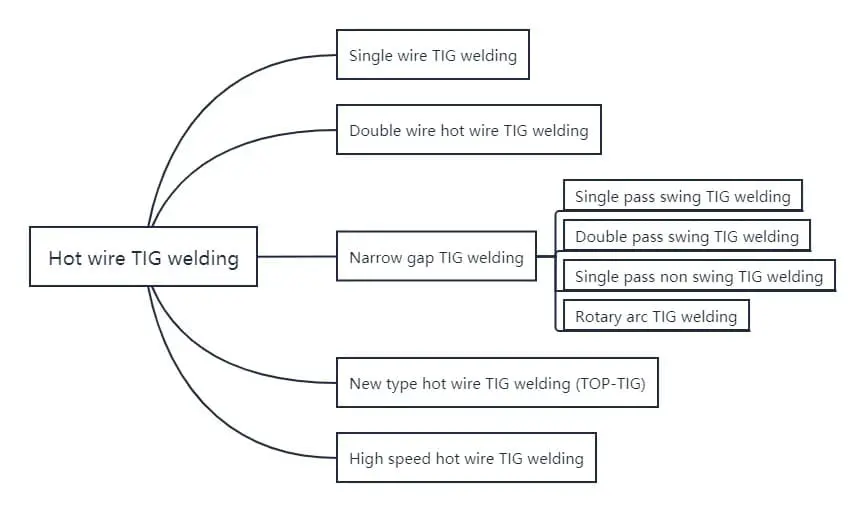
L'evoluzione della saldatura TIG a filo caldo ha portato allo sviluppo di varie tecniche specializzate, differenziate principalmente dai metodi di riscaldamento del filo. Queste innovazioni mirano a migliorare ulteriormente l'efficienza di deposizione e ad ampliare l'applicabilità del processo in diversi scenari di saldatura. La Figura 1 illustra le principali classificazioni di queste varianti di saldatura TIG a filo caldo.
Figura 1: Classificazioni principali del TIG a filo caldo metodi di saldatura.
Saldatura TIG a filo caldo ad induzione ad alta frequenza di leghe di alluminio
I metodi di saldatura TIG a filo caldo esistenti in patria e all'estero utilizzano una certa corrente sul filo di saldatura per riscaldarlo grazie alla resistenza generata dal filo stesso. Tuttavia, questo metodo presenta alcune carenze:
In primo luogo, la temperatura del filo di saldatura è difficile da controllare, il che influisce sull'efficienza della saldatura e sul suo funzionamento. qualità della saldatura.
In secondo luogo, esiste un circuito di corrente a filo caldo tra il pezzo e il filo di saldatura adiacente al circuito principale di saldatura. L'arco di saldatura è influenzato dalla forza magnetica di Lorentz di questo circuito, causando un colpo magnetico che ha un effetto negativo sulla forma della saldatura e sul posizionamento preciso dell'arco. Nei casi più gravi, può addirittura impedire la saldatura.
In terzo luogo, per le bassesaldatura a resistenza fili come l'Al e le leghe di alluminio, l'efficienza del riscaldamento a resistenza è bassa, rendendo difficile il raggiungimento della temperatura appropriata.
Pertanto, la tradizionale saldatura TIG a filo caldo non è adatta alla saldatura di leghe come Al e Cu.
Rispetto alla tradizionale saldatura TIG a filo caldo, la saldatura TIG a filo caldo con riscaldamento a induzione ad alta frequenza presenta le seguenti caratteristiche:
Alta efficienza di riscaldamento del filo e velocità di riscaldamento.
Adatto per il riscaldamento di vari tipi di materiali metallici del filo di saldatura, in particolare di quello a bassa resistenza.
Non vi è alcuna interferenza da parte del campo magnetico della corrente di bypass, eliminando il fenomeno del colpo magnetico.
La temperatura del filo di saldatura può essere controllata con precisione mediante il controllo della corrente di uscita ad alta frequenza. Modificando la frequenza di oscillazione in uscita e utilizzando l'effetto pelle dell'induzione ad alta frequenza, è possibile controllare la profondità del riscaldamento a induzione.
Utilizzando l'arco TIG come fonte di calore, il filo di saldatura che sta per entrare nel bagno fuso viene riscaldato direttamente, come illustrato nella Figura 2.
Fig. 2 Schema del filo termico ad arco elettrico
I principali fattori che influenzano la temperatura del filo di saldatura sono la corrente d'arco a filo caldo I, la velocità di alimentazione del filo V, la dissipazione di calore superficiale del filo di saldatura Qf e il trasferimento di calore per irraggiamento dell'arco di saldatura sul filo di saldatura Qt.
Tra questi, i primi due sono i principali fattori di influenza. L'influenza di Qt esiste ancora nel caso di assenza di saldatura a filo caldo, quindi può essere omessa nel confronto, mentre Qf può essere attribuita all'effettivo effetto di riscaldamento dell'arco η.
Influenza della corrente d'arco a filo caldo e della velocità di alimentazione del filo
La Figura 3 mostra il principio di misurazione, utilizzando l'accumulo di energia saldatura a punti per saldare la termocoppia al filo di saldatura e bloccarla sul banco di lavoro. Sotto l'impulso del motore, la pistola di saldatura si muove a una certa velocità per simulare l'alimentazione del filo.
Fig. 3 Schema del sistema di misura della temperatura.
Il segnale elettrico generato dalla termocoppia viene collegato a un dispositivo di misurazione della temperatura multicanale e i dati ottenuti vengono trasmessi a un computer per essere memorizzati e analizzati.
Come mostrato nella Figura 4, la temperatura aumenta bruscamente a un certo punto e poi diminuisce lentamente. La temperatura nel punto più caldo del campo di temperatura in cui si muove la sorgente di calore [4] può essere considerata come la temperatura quando l'arco passa attraverso la termocoppia.
La temperatura del filo di saldatura quando entra nel bagno fuso si ottiene combinando la velocità di alimentazione del filo, la distanza tra il punto di riscaldamento dell'arco e il bagno fuso e utilizzando l'interpolazione.
Fig. 5 Relazione tra temperatura, corrente del filo e velocità di avanzamento.
Come mostrato nella Figura 5, quando la velocità di alimentazione del filo è costante, l'aumento della temperatura aumenta linearmente con la corrente e la sua pendenza è determinata dall'efficienza di riscaldamento η; quando la corrente d'arco del filo caldo è costante, l'aumento della temperatura diminuisce secondo una regola iperbolica con la velocità di alimentazione del filo e la forma dell'iperbole è determinata dall'efficienza di riscaldamento η.
L'efficienza di riscaldamento η di diverse velocità di alimentazione del filo può essere calcolata dalla pendenza della curva.
Conclusione
(1) L'aumento di temperatura del filo di saldatura con il metodo del filo caldo ad arco è linearmente correlato alla corrente d'arco del filo caldo e inversamente proporzionale alla velocità di alimentazione del filo.
(2) La saldatura TIG a filo caldo ad arco può migliorare notevolmente l'efficienza della saldatura TIG.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...
Vi siete mai chiesti come fanno i professionisti a creare tagli precisi nel metallo spesso senza ricorrere ai metodi tradizionali? La scriccatura ad arco di carbonio potrebbe essere la risposta che state cercando. Questo processo, che utilizza...
Vi siete mai chiesti come saldare efficacemente diversi tipi di acciaio inossidabile? Questo articolo approfondisce i metodi di saldatura specializzati per gli acciai inossidabili martensitici e duplex, illustrando le sfide...
La saldatura a piena penetrazione è sempre superiore alla saldatura a fusione profonda? Questa domanda lascia perplessi molti nel settore della lavorazione dei metalli. Questo articolo analizza i punti di forza e di debolezza di entrambe le tecniche...
Vi siete mai chiesti quali sono i marchi di saldatrici leader del settore? Questo articolo esplora i dieci principali produttori di saldatrici, evidenziandone le innovazioni, la presenza globale e i punti di forza unici....
La saldatura dell'acciaio inossidabile richiede precisione per evitare difetti come cricche e corrosione. Siete a conoscenza dei passaggi critici per garantire una saldatura impeccabile? Questo articolo evidenzia otto precauzioni essenziali,...
Come può la saldatura dell'acciaio al carbonio essere una pratica comune e allo stesso tempo una sfida complessa? Questa guida esplora l'intricato mondo della saldatura dell'acciaio al carbonio, trattando i tipi di acciaio al carbonio, i loro...
Vi siete mai chiesti come perfezionare la vostra tecnica di saldatura TIG? La scelta dei parametri giusti è fondamentale per ottenere saldature forti e pulite. In questo articolo esploreremo gli elementi essenziali: la selezione...