Calcolo della piegatura della lamiera: Indennità, detrazione e fattore K
Vi siete mai chiesti come i progettisti di lamiere assicurino l'accuratezza dei loro progetti? In questo post ci immergeremo nell'affascinante mondo della progettazione di lamiere ed esploreremo due concetti essenziali: la tolleranza di piegatura e la deduzione di piegatura. Introdurremo anche il fattore K e il suo ruolo nei calcoli. Unisciti a noi per svelare questi argomenti e fornire preziosi spunti di riflessione da parte di esperti del settore.
Nel campo della progettazione delle lamiere, termini come tolleranza di piegatura, deduzione di piegatura e fattore K sono concetti cruciali che influenzano in modo significativo l'accuratezza e l'efficienza dei processi di produzione. Questi parametri svolgono un ruolo fondamentale nel determinare le dimensioni finali dei pezzi di lamiera piegati e nel garantire una lavorazione precisa. Approfondiamo questi concetti ed esploriamo i loro metodi di calcolo.
1. Introduzione al metodo di calcolo della lamiera
Gli ingegneri e i produttori che si occupano della fabbricazione di lamiere utilizzano algoritmi sofisticati per calcolare con precisione le dimensioni del modello piatto dei pezzi, assicurando geometrie finali precise dopo le operazioni di piegatura e formatura.
Il tradizionale "metodo del pizzico" rimane un approccio empirico ampiamente utilizzato, che incorpora fattori quali le proprietà del materiale, il raggio di curvatura, l'angolo di curvatura, le configurazioni degli utensili e le velocità di formatura. Questo metodo, pur essendo efficace, si basa molto sull'esperienza dell'operatore e può essere soggetto a incongruenze.
Con l'avvento di strumenti di calcolo avanzati, la progettazione assistita da computer (CAD) e l'analisi a elementi finiti (FEA) hanno rivoluzionato l'accuratezza e l'efficienza della progettazione della lamiera. Queste tecnologie consentono una simulazione precisa del comportamento del materiale durante i processi di formatura, tenendo conto di fenomeni complessi come il ritorno elastico, le tensioni residue e l'incrudimento.
I moderni sistemi CAD utilizzano algoritmi avanzati di compensazione della curvatura che integrano modelli teorici e dati empirici. Questi algoritmi utilizzano in genere uno dei due approcci principali:
Metodo della tolleranza di curvatura: Questa tecnica calcola la lunghezza dell'arco dell'asse neutro attraverso la curva, considerando fattori come il fattore K (posizione dell'asse neutro) e le proprietà del materiale.
Metodo della deduzione della curvatura: Questo approccio determina la differenza tra la somma delle lunghezze delle flange e la lunghezza totale del modello piatto, tenendo conto dello spostamento del materiale durante la piegatura.
Le principali piattaforme CAD, come SolidWorks, Autodesk Inventor e Siemens NX, offrono robusti moduli di progettazione della lamiera con tabelle di piegatura e librerie di materiali personalizzabili. Questi sistemi consentono di integrare i dati di piegatura specifici dell'officina, garantendo l'allineamento tra i progetti digitali e gli effettivi processi di produzione.
Inoltre, tecnologie emergenti come l'apprendimento automatico e l'intelligenza artificiale vengono applicate per ottimizzare i calcoli di piegatura, sfruttando vaste serie di dati storici di produzione per affinare le previsioni e adattarsi a combinazioni uniche di materiali e utensili.
Per migliorare la comprensione dei concetti di base in progettazione di lamiere calcolo, verranno riassunti e spiegati i seguenti punti:
Le definizioni dei due algoritmi di piegatura: indennità di curvatura e la deduzione delle piegature, e il loro collegamento con la geometria reale della lamiera.
La relazione tra deduzione della curva e la tolleranza di curvatura, e come gli utenti che utilizzano l'algoritmo di deduzione della curvatura possono facilmente convertire i loro dati nell'algoritmo di tolleranza di curvatura.
La definizione del fattore K, il suo utilizzo pratico e la gamma di valori del fattore K applicabili per diversi tipi di materiali.
2. Metodo del margine di flessione
Per una comprensione più chiara di indennità di curvaturaLa Figura 1 illustra una singola piegatura di un componente in lamiera. La Figura 2 mostra il componente nel suo stato non piegato.
Figura 1
Figura 2
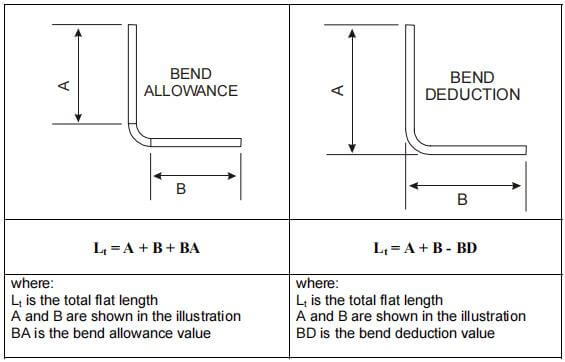
L'algoritmo di tolleranza di piegatura descrive la lunghezza non piegata (LT) di un pezzo di lamiera come la somma delle lunghezze di ciascun segmento dopo che il pezzo è stato appiattito, più la lunghezza dell'area di piegatura appiattita.
Il indennità di curvatura (BA) rappresenta la lunghezza dell'area di piegatura appiattita. Pertanto, la lunghezza totale del pezzo può essere espressa con l'equazione (1):
LT = D1 + D2 + BA (1)
L'area di piegatura (in giallo chiaro nell'illustrazione) è l'area che teoricamente subisce una deformazione durante il processo di piegatura.
Per determinare la geometria del pezzo dispiegato, procedere come segue:
Tagliare l'area di piegatura dalla parte piegata.
Posizionare le due sezioni piatte rimanenti su una superficie piana.
Unendo l'area di piegatura appiattita tra le due sezioni piatte, si ottiene il pezzo dispiegato desiderato.
Il compito di determinare la lunghezza dell'area di flessione appiattita, rappresentata da BA nella figura, è un po' più impegnativo.
Il valore di BA varia in base a fattori quali il tipo di materiale, lo spessore del materiale, raggio di curvatura e l'angolo, nonché il processo di piegatura, il tipo di macchina e la velocità della stessa.
Il valore di BA può essere ottenuto da varie fonti, tra cui i fornitori di materiali in lamiera, dati sperimentali, esperienza e manuali di ingegneria.
In SolidWorks è possibile inserire direttamente i valori di BA o utilizzare il fattore K (di cui si parlerà più avanti) per calcolare i valori.
Il tavolo di piegatura è il metodo più accurato per specificare diversi margini di flessione per situazioni diverse con spessori, raggi e angoli diversi.
La creazione del tavolo di piegatura iniziale può richiedere un po' di tempo, ma una volta formato, alcune parti possono essere riutilizzate in futuro.
È possibile inserire le stesse informazioni o informazioni diverse per ogni curva del pezzo.
La deduzione di curvatura è un termine utilizzato per descrivere l'entità dell'arretramento nel processo di piegatura della lamiera. Questo è un altro semplice algoritmo per descrivere il processo.
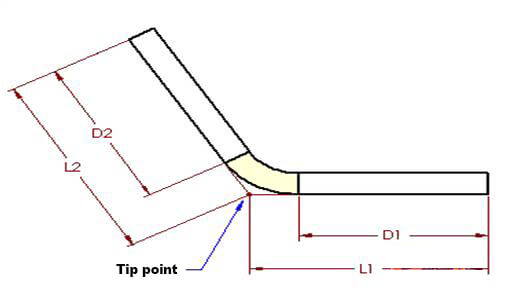
Anche le figure 1 e 2 si applicano a questo concetto. Secondo il metodo della deduzione di flessione, la lunghezza appiattita (LT) del pezzo è uguale alla somma delle lunghezze delle due sezioni piane che si estendono fino al "punto di punta" (l'ipotetica intersezione delle due sezioni piane), meno la deduzione di flessione (BD).
Pertanto, la lunghezza totale del pezzo può essere espressa come mostrato nell'equazione (2):
LT = L1 + L2 - BD (2)
Il valore di BD può essere determinato o ricavato da diverse fonti, come ad esempio il foglio materiale metallico fornitori, dati sperimentali, esperienza, manuali di ingegneria con equazioni o tabelle, ecc.
Figura 3
4. Relazione tra flessione indennità e detrazione di curvatura
È importante che gli utenti che hanno familiarità con il metodo della deduzione di flessione capiscano la relazione con il metodo della tolleranza di flessione, comunemente adottato in SolidWorks.
La relazione tra i due valori può essere facilmente dedotta utilizzando le due geometrie di piegatura e dispiegamento dei pezzi.
Confrontando le equazioni (1) e (2), si ha:
LT = D1 + D2 + BA (1) LT = L1 + L2 - BD (2)
E quindi,
D1 + D2 + BA = L1 + L2 - BD (3)
Nella Figura 3, l'angolo A rappresenta il angolo di curvatura, che descrive l'angolo percorso dal pezzo durante la piegatura, e anche l'angolo dell'arco formato dall'area di piegatura, che è mostrato in due metà.
Utilizzando le dimensioni e i principi dei triangoli rettangoli, possiamo ricavare le seguenti equazioni:
Sostituendo le equazioni (4) e (5) nell'equazione (3), possiamo ottenere la relazione tra BA e BD:
BA = 2(R + T)TAN(A/2) - BD (6)
Quando l'angolo di curvatura è di 90 gradi, l'equazione si semplifica in:
BA = 2(R + T) - BD (7)
Le equazioni (6) e (7) forniscono un metodo pratico per la conversione da un algoritmo all'altro, utilizzando come parametri solo lo spessore del materiale, l'angolo/raggio di flessione, ecc.
Per gli utenti di SolidWorks, queste equazioni forniscono un metodo diretto per convertire la deduzione di curvatura in tolleranza di curvatura.
Il valore della tolleranza di piegatura può essere utilizzato per l'intero pezzo o per ogni singola piegatura, oppure può essere incluso in una tabella di dati di piegatura.
5. Metodo del fattore K
Il fattore K è un valore a sé stante che spiega la flessione e il dispiegamento della lamiera in vari scenari geometrici.
È anche un valore autonomo che viene utilizzato per calcolare il Bending Allowance (BA) in varie condizioni, come diversi spessori di materiale, angoli di flessione e raggi.
Le figure 4 e 5 sono fornite per chiarire la definizione approfondita del fattore K.
Figura 4
Figura 5
Possiamo confermare che esiste un asse neutro nello spessore della lamiera. La lamiera materiale metallico in questo asse neutro nella regione di flessione non è né allungato né compresso, cioè è l'unica area che non si deforma durante la flessione.
Le figure 4 e 5 mostrano il confine tra le regioni rosa e blu.
Durante la piegatura, la regione rosa si comprime e quella blu si estende. Se lo strato di lamiera neutro rimane indeformato, la lunghezza dell'arco nella regione di piegatura rimane la stessa sia che il pezzo sia piegato o appiattito.
Di conseguenza, il margine di flessione (BA) deve essere pari alla lunghezza dell'arco dello strato neutro nella regione di flessione della parte in lamiera, come mostrato in verde nella Figura 4.
La posizione dello strato neutro della lamiera dipende dalle proprietà di un materiale specifico, come la duttilità.
Si presume che la distanza tra lo strato di lamiera neutro e la superficie sia "t", ovvero la profondità dalla superficie della parte in lamiera nel materiale nella direzione dello spessore.
Di conseguenza, il raggio dell'arco dello strato neutro può essere espresso come (R + t). Utilizzando questa espressione e l'angolo di flessione, è possibile calcolare la lunghezza dell'arco dello strato neutro (BA).
BA = Pi(R+T)A/180
Per semplificare la definizione di strato neutro della lamiera e renderla applicabile a tutti i materiali, è stato introdotto il concetto di fattore K.
La definizione del fattore K è: è il rapporto tra lo spessore dello strato neutro della lamiera e lo spessore complessivo del materiale della parte in lamiera. In altre parole, il fattore K è definito come:
K = t/T
Pertanto, il valore di K sarà sempre compreso tra 0 e 1. Se il fattore K è pari a 0,25, significa che lo strato neutro è situato a 25% dello spessore totale della lamiera.
Allo stesso modo, se è 0,5, significa che lo strato neutro si trova a 50% dell'intero spessore, e così via.
Combinando le equazioni sopra citate, si ottiene la seguente equazione (8):
BA = Pi(R+K*T)A/180 (8)
Pertanto, il valore di K sarà sempre compreso tra 0 e 1.
Se il fattore K è pari a 0,25, significa che lo strato neutro si trova a 25% dello spessore della lamiera del pezzo.
Analogamente, se è 0,5, significa che lo strato neutro si trova a 50% dell'intero spessore, e così via.
L'origine del fattore K può essere ricondotta a fonti tradizionali come i fornitori di materiali in lamiera, i dati di prova, l'esperienza, i manuali, ecc.
Tuttavia, in alcuni casi, il valore fornito può non essere espresso come un chiaro fattore K, ma è comunque possibile trovare la relazione tra di essi.
Ad esempio, se un manuale o la letteratura descrivono l'asse neutro come "posizionato a 0,445x lo spessore del materiale dalla superficie della lamiera", ciò può essere interpretato come un fattore K di 0,445, ovvero k = 0,445.
Sostituendo questo valore di K nell'equazione (8), si ottiene la seguente formula.
BA = A (0,01745R + 0,00778T)
Se l'equazione (8) viene modificata con un altro metodo, si calcola la costante dell'equazione (8) e si mantengono tutte le variabili, si ottiene quanto segue:
BA = A (0,01745 R + 0,01745 K*T)
Confrontando le due equazioni, è facile determinare che 0,01745 * k = 0,00778, e quindi k può essere calcolato come 0,445.
Si è scoperto che il sistema SolidWorks fornisce anche un algoritmo di riduzione della flessione per materiali specifici quando l'angolo di flessione è di 90 gradi. La formula di calcolo per ciascun materiale è la seguente:
Ottone dolce o rame dolce: BA = (0,55 * T) + (1,57 * R)
Rame semiduro o materiali come ottone, acciaio dolce e alluminio: BA = (0,64 * T) + (1,57 * R)
Bronzo, rame duro, acciaio laminato a freddo e acciaio per molle: BA = (0,71 * T) + (1,57 * R)
Infatti, semplificando l'equazione (7) e impostando l'angolo di flessione a 90 gradi, è possibile calcolare la costante e trasformare l'equazione come segue:
BA = (1,57 * K * T) + (1,57 *R)
Pertanto, confrontando la formula di calcolo di cui sopra, il valore di K per i materiali in ottone dolce o rame dolce può essere ottenuto come 1,57xk = 0,55, o K = 0,35.
Utilizzando lo stesso metodo, è facile calcolare i valori del fattore K per i diversi tipi di materiali sopra elencati.
Materiale in ottone morbido o rame morbido: K = 0.35
Rame semiduro o materiali come ottone, acciaio dolce e alluminio: K = 0.41
Bronzo, rame duro, acciaio laminato a freddo e acciaio per molle: K = 0.45
Come discusso in precedenza, esistono diverse fonti da cui si può ricavare il valore del fattore K, come i fornitori di materiali, i dati di prova, l'esperienza e i manuali.
Per stabilire un modello accurato di lamiera utilizzando il metodo del fattore K, è fondamentale trovare la fonte appropriata di fattore K che soddisfi i requisiti di progettazione. In questo modo si garantisce che i risultati fisici del pezzo siano accurati come desiderato.
In alcune situazioni, potrebbe non essere possibile ottenere risultati accurati utilizzando un solo valore del fattore K, soprattutto quando è necessario tenere conto di un'ampia gamma di scenari di flessione.
In questi casi, è consigliabile utilizzare il valore del margine di piegatura (BA) direttamente per una singola piegatura dell'intero pezzo, oppure utilizzare una tabella di piegatura per descrivere i diversi valori di BA, deduzione di piegatura (BD) o fattore K corrispondenti a diversi valori di A, R e T nell'intera gamma.
Inoltre, è possibile utilizzare le equazioni per generare dati come la tabella di piegatura di esempio fornita da SolidWorks. Se necessario, le celle della tabella di piegatura possono essere modificate in base a dati sperimentali o empirici.
La directory di installazione di SolidWorks include le tabelle delle tolleranze di piegatura, le tabelle delle deduzioni di piegatura e le tabelle del fattore K, che possono essere modificate e personalizzate secondo le necessità.
Questo articolo fornisce una panoramica completa dei metodi di calcolo più comuni e dei loro principi di base utilizzati nella progettazione e nella fabbricazione di parti in lamiera.
Il documento tratta il calcolo delle quote di flessione, delle deduzioni di flessione e dei fattori K e spiega le differenze tra questi metodi e le loro interrelazioni.
È un utile riferimento per gli ingegneri e i professionisti tecnici del settore.
Nota:
Tan si riferisce alla rappresentazione semplificata della funzione trigonometrica tangente.
PI rappresenta la costante pi greco (3,14159265...).
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti perché i vostri progetti di lamiera a volte si piegano in modo strano o si rompono? Questo articolo spiega il ruolo cruciale dei fori di fabbricazione nella piegatura della lamiera. Imparerete come questi fori...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Avete mai pensato che la piegatura della lamiera potesse essere così complessa? La piegatura chiusa, una tecnica fondamentale nella lavorazione della lamiera, utilizza metodi specializzati per ottenere piegature precise e durature senza bisogno di un professionista...
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Vi siete mai chiesti come fanno le massicce strutture in acciaio delle locomotive a ottenere curve precise? In questo articolo vi sveliamo i segreti della creazione di grandi raggi di curvatura nelle parti in lamiera....