Calcolo dello srotolamento della lamiera semplificato con il fattore K
Vi siete mai chiesti come spiegare con precisione la lamiera per la piegatura? La comprensione del fattore K è fondamentale. Questo articolo analizza il processo di calcolo, fornendo a ingegneri e tecnici una guida pratica per ottenere dimensioni precise. Scoprite come l'analisi teorica e il software di modellazione 3D possono trasformare i vostri progetti di lamiera, migliorando l'efficienza e la precisione. Preparatevi a migliorare le vostre capacità di lavorazione dei metalli e a ottimizzare il vostro processo di produzione con questi approfondimenti essenziali.
Negli ultimi anni, il processo di piegatura delle lamiere ha conosciuto un rapido sviluppo nell'industria del trasporto ferroviario, essendo un metodo di lavorazione essenziale.
L'accuratezza degli aspetti dimensionali del processo di piegatura è fondamentale per le aziende di lavorazione della lamiera, poiché la piegatura è un processo completo di lavorazione a freddo.
Questo articolo utilizza l'analisi teorica di parti di lamiera piegate a 90° per dedurre il metodo di calcolo del fattore K e spiega l'ambito di applicazione. Fornisce a ingegneri e tecnici del settore lamiera industria con una base teorica e un riferimento pratico.
Nel processo di piegatura, lo strato esterno della lamiera è sottoposto a una sollecitazione di trazione, mentre lo strato interno subisce una sollecitazione di compressione.
Tra lo strato esterno e quello interno si trova uno strato di transizione noto come strato neutro, che non subisce sollecitazioni né di trazione né di compressione.
La lunghezza dello strato neutro rimane costante prima e dopo la piegatura, il che la rende un fattore importante nel calcolo delle dimensioni di piegatura della lamiera.
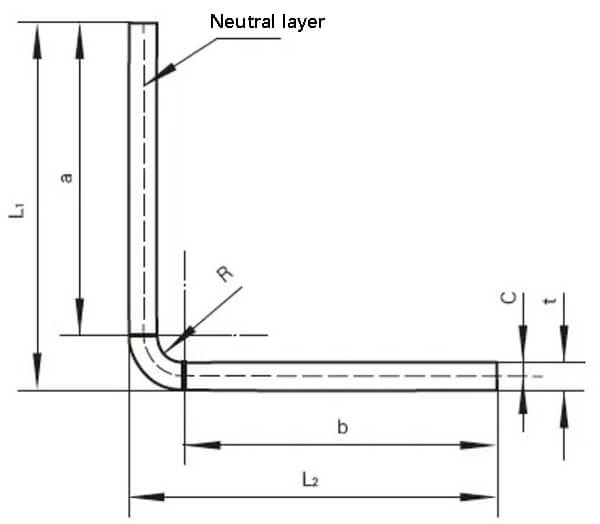
Fig. 1 Schema della dimensione di piegatura della lamiera
Come illustrato nella Fig. 1, la dimensione di svolgimento della lamiera è impostata come L, quindi c'è:
L=a+b+2π(R+C)/t ①
L1=a+R+t ② L2=b+R+t ③
Dove il fattore K: 0<K=c/t<1 ④
Derivando dalle equazioni ① ~ ④, si può ottenere che:
K=2(L-L1-L2+2R+2t)/πt - R/t ⑤
I risultati ottenuti dall'equazione ⑤ mostrano che il valore del fattore K dipende dalle dimensioni complessive, dal diametro interno di piegatura e dallo spessore del materiale delle parti in lamiera.
Calcolo manuale tradizionale della piegatura della lamiera
Tradizionalmente, i tecnici della lamiera creavano un disegno CAD di piegatura della lamiera basato sul coefficiente di piegatura derivato da anni di esperienza di piegatura. Quindi disegnavano la forma della lamiera non piegata, la esportavano in formato DXF e la inserivano in una macchina per il taglio laser per ottenere la forma non piegata del pezzo.
In questo metodo di calcolo manuale tradizionale, il coefficiente di flessione può variare tra le diverse strutture di lavorazione.
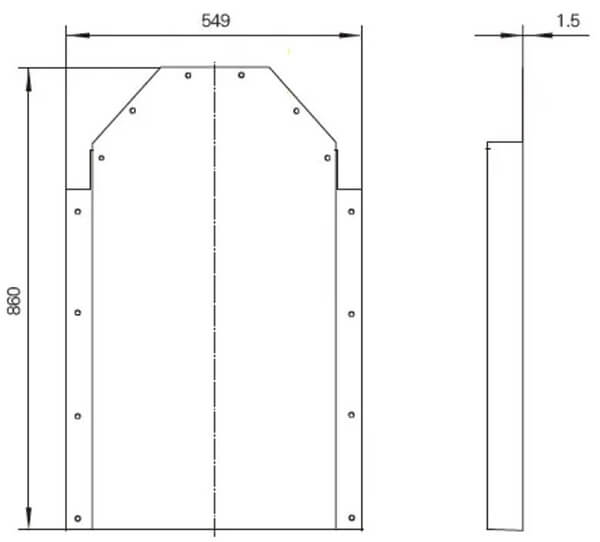
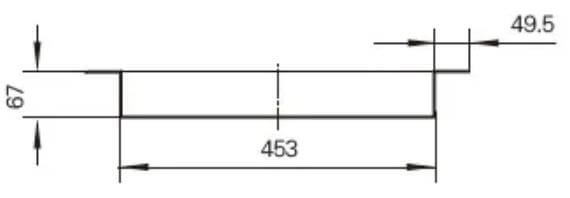
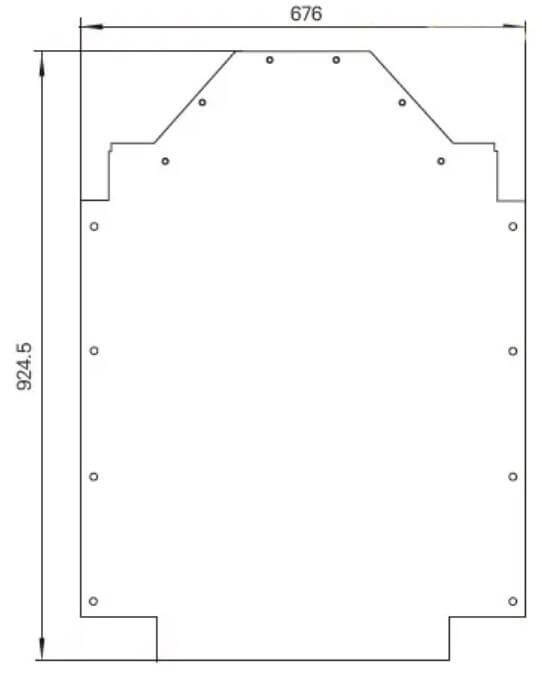
A titolo di esempio, si consideri il coperchio posteriore di un armadio di alimentazione di una locomotiva elettrica, realizzato in 1.Spessore 5 mm lamiera d'acciaio laminata a freddo, come illustrato nella Figura 2. Un impianto di lavorazione calcolerebbe la sua dimensione di espansione come segue:
Fig. 2 Schema di ingombro del coperchio posteriore di un armadio elettrico
Larghezza totale = 453 + 67 × 2+49,5 × 2-8 × 1,5 (spessore del materiale) + 4 × 0,5 (fattore di flessione) = 676 mm
Lunghezza totale = 860 + 67-2 × 1,5 (spessore del materiale) + 0,5 (coefficiente di flessione) = 924,5 mm
Calcolo del dispiegamento della lamiera attraverso il software di modellazione 3D con il metodo del fattore K e relativo campo di applicazione
Il processo di disegno manuale è poco efficiente.
Utilizzando un software di modellazione tridimensionale e il metodo del fattore K, l'efficienza del calcolo dello svolgimento della lamiera è notevolmente migliorata.
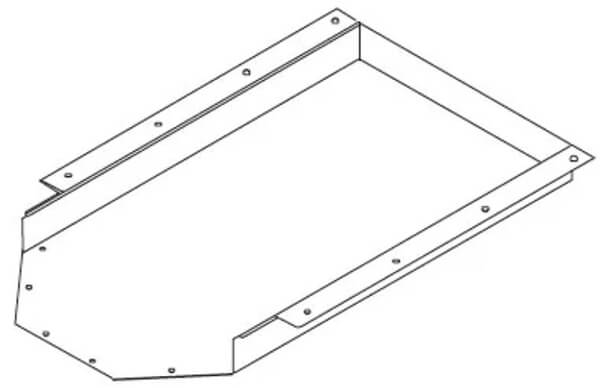
Fig. 3 Vista 3D del coperchio posteriore di un armadio elettrico
Utilizzando il tradizionale metodo manuale di calcolo delle dimensioni della lamiera non piegata, le dimensioni non piegate e il diametro interno di piegatura vengono inseriti nell'equazione ⑤ per determinare il fattore K corrispondente.
Durante la lavorazione della lamiera processo di piegaturaUn diametro interno di curvatura più piccolo comporta un aumento della compressione e della tensione sugli strati interni ed esterni del materiale. Se il resistenza allo snervamento del materiale viene superata, possono verificarsi cricche e fratture.
Ad esempio, il coperchio posteriore di un armadio di alimentazione di una locomotiva elettrica nella Figura 2 ha un diametro interno di flessione di 1,5 mm e il fattore K corrispondente, calcolato con l'equazione ⑤, è di 0,486 quando si utilizza un software di modellazione tridimensionale.
Analogamente, è possibile calcolare il fattore K per altre specifiche di spessore.
Tuttavia, quando il software viene usato per l'espansione diretta, possono esserci delle lacune nel disegno espanso, come quelle che si vedono nei disegni ingranditi locali I e II della Figura 5.
Queste lacune devono essere corrette per soddisfare i requisiti di taglio lasercome dimostrato nella Figura 6.
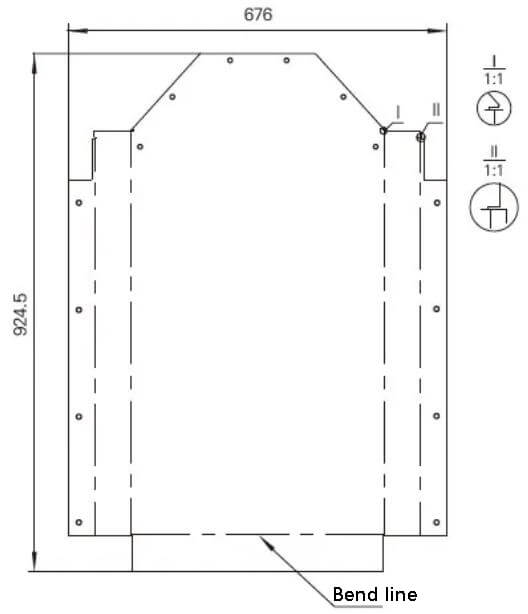
Il Software di modellazione 3D può anche esportare disegni DXF con linee di piegatura per facilitare i successivi processi di piegatura.
Fig. 5 Vista ampliata del coperchio posteriore dell'armadio elettrico direttamente esportato dal software di modellazione 3D
Fig. 6 Vista allargata modificata
Analisi del processo di piegatura
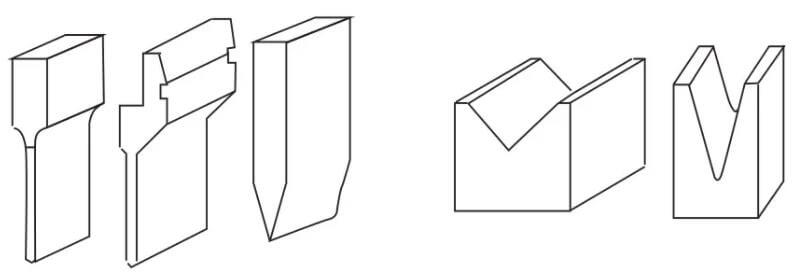
Le forme degli strumenti di piegatura sono visualizzate nella Figura 7.
Durante la lavorazione, gli utensili appropriati vengono scelti in base alla forma del pezzo.
La maggior parte delle imprese di lavorazione dispone di un'ampia gamma di strumenti di piegatura, soprattutto quelle con un alto livello di specializzazione.
Per piegare vari pezzi di lamiera complessi, vengono utilizzati molti strumenti di piegatura personalizzati di varie forme e specifiche.
Fig. 7 Utensile di piegatura
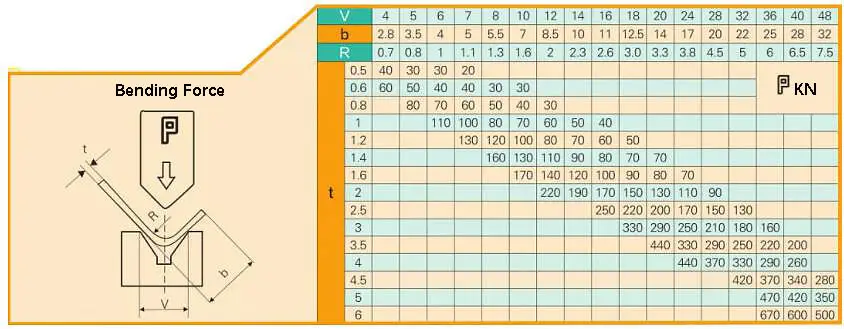
Molti fattori possono influenzare il processo di piegatura, tra cui il raggio d'arco dello stampo superiore, le proprietà del materiale, lo spessore del materiale, la resistenza del stampo inferiore, dimensione della matrice inferiore e così via.
Per soddisfare i requisiti del prodotto e garantire la sicurezza della macchina piegatrice, lavorazione della lamiera Le imprese hanno standardizzato i loro stampi di piegatura.
È importante avere una conoscenza generale delle matrici di flessione disponibili durante il processo di progettazione strutturale.
Come si vede nella Figura 7, il lato sinistro rappresenta il die superiore e quello destro il die inferiore.
Il principio di base della piegatura consiste nell'utilizzare la lama di piegatura (matrice superiore) e la scanalatura a V (matrice inferiore) della macchina piegatrice per modellare i pezzi di lamiera.
Precisione di piegatura:
Una piega: ± 0,1 mm
Due pieghe: ± 0,2 mm
Tre pieghe: ± 0,3 mm
e così via.
Conclusione
L'uso del metodo del fattore K nel software di modellazione tridimensionale per il calcolo dello svolgimento della lamiera consente di ottenere disegni di svolgimento estremamente precisi che possono essere esportati direttamente. In questo modo si elimina la necessità di ridisegnare i disegni di piegatura della lamiera da parte dei tecnici, si migliora l'efficienza di lavorazione delle aziende di produzione della lamiera e si riduce il ciclo di consegna.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti perché i vostri progetti di lamiera a volte si piegano in modo strano o si rompono? Questo articolo spiega il ruolo cruciale dei fori di fabbricazione nella piegatura della lamiera. Imparerete come questi fori...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Avete mai pensato che la piegatura della lamiera potesse essere così complessa? La piegatura chiusa, una tecnica fondamentale nella lavorazione della lamiera, utilizza metodi specializzati per ottenere piegature precise e durature senza bisogno di un professionista...
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Vi siete mai chiesti come fanno le massicce strutture in acciaio delle locomotive a ottenere curve precise? In questo articolo vi sveliamo i segreti della creazione di grandi raggi di curvatura nelle parti in lamiera....