Scelta dei materiali di saldatura per l'acciaio inossidabile: I consigli degli esperti
Vi siete mai chiesti come selezionare i giusti materiali di saldatura per l'acciaio inossidabile? Questo articolo approfondisce le complessità della saldatura di diversi tipi di acciaio inossidabile, evidenziando considerazioni chiave come l'abbinamento dei materiali di base, la gestione dei metalli dissimili e la prevenzione di problemi come la corrosione intergranulare. Alla fine, avrete una chiara comprensione di come scegliere i consumabili di saldatura appropriati per garantire saldature forti e durature. Immergetevi per imparare i consigli essenziali che possono farvi risparmiare tempo e migliorare i vostri progetti di saldatura.
Si basa sulla struttura metallografica dell'acciaio inossidabile a temperatura ambiente. Quando si riscalda l'acciaio dolce a 1550°F, la sua struttura si trasforma da una fase di ferrite a una di austenite fase. Al raffreddamento, la struttura dell'acciaio a basso tenore di carbonio ritorna alla ferrite.
La struttura dell'austenite ad alta temperatura è amagnetica e presenta una resistenza inferiore ma una migliore tenacità rispetto alla struttura della ferrite a temperatura ambiente.
Se il contenuto di cromo (Cr) nell'acciaio è superiore a 16%, la struttura della ferrite a temperatura ambiente si stabilizza, facendo sì che l'acciaio rimanga allo stato di ferrite in tutti gli intervalli di temperatura. Questo tipo di acciaio è definito acciaio inossidabile ferritico.
Se il contenuto di Cr è superiore a 17% e il contenuto di nichel (Ni) è superiore a 7%, la fase di austenite si stabilizza, consentendo all'acciaio di rimanere allo stato di austenite da basse temperature fino a quasi il punto di fusione. Questo tipo di acciaio è definito acciaio inossidabile austenitico ed è solitamente indicato come tipo "Cr-Ni". Martensitico e acciai inossidabili ferritici sono definiti di tipo "Cr".
Elementi in acciaio inox e i metalli d'apporto possono essere classificati come austenitici o ferritici. Gli elementi più importanti per la formazione di austenite sono Ni, carbonio (C), manganese (Mn) e azoto (N), mentre gli elementi chiave per la formazione di ferrite sono Cr, silicio (Si), molibdeno (Mo) e niobio (Nb). Il contenuto di elementi può essere regolato per controllare il contenuto di ferrite nella saldatura.
Gli acciai inossidabili austenitici sono più facili da saldare e presentano una migliore qualità della saldatura rispetto all'acciaio inossidabile con meno di 5% Ni. Il giunti saldati di acciaio inossidabile austenitico hanno una buona resistenza e tenacità e in genere non richiedono un preriscaldamento o un trattamento termico post-saldatura.
Nel campo della saldatura degli acciai inossidabili, l'acciaio inossidabile austenitico rappresenta l'80% del totale degli acciai inossidabili utilizzati, pertanto questo articolo si concentrerà sulla saldatura dell'acciaio inossidabile austenitico.
Come scegliere i giusti materiali per la saldatura dell'acciaio inossidabile?
Quando si salda lo stesso materiale di base, è importante abbinare il materiale di base al materiale di saldatura. Ad esempio, quando si salda l'acciaio inox 310 o 316, è necessario utilizzare il materiale di saldatura corrispondente.
Nel caso di materiali dissimili, si consiglia di scegliere un metallo base con un elevato contenuto di elementi di lega. Ad esempio, per la saldatura di acciaio inox 304 e 316, è necessario scegliere materiali di consumo per la saldatura del tipo 316.
Tuttavia, esistono eccezioni al principio dell'abbinamento con il materiale di base. In questi casi, è importante consultare un esperto di saldatura. selezione del materiale tabella. Ad esempio, sebbene l'acciaio inossidabile di tipo 304 sia un materiale di base comune, non è disponibile alcun elettrodo 304.
Se si desidera abbinare il materiale di saldatura al materiale di base, come scegliere il materiale di saldatura per saldare l'acciaio inox 304?
Quando si salda l'acciaio inox 304, si raccomanda di utilizzare materiale di saldatura di tipo 308, poiché gli elementi aggiuntivi dell'acciaio inox 308 possono stabilizzare efficacemente l'area di saldatura. Anche il 308L è un'alternativa accettabile. La "L" in 308L sta per low contenuto di carboniocon un contenuto di carbonio pari o inferiore a 0,03%. In confronto, l'acciaio inossidabile standard 308 può contenere fino a 0,08% di carbonio.
Tipo L materiali di saldaturacome il 308L, appartengono allo stesso tipo di materiali per saldatura non di tipo L, ma hanno il vantaggio di avere un contenuto di carbonio inferiore, riducendo il rischio di corrosione intergranulare (Figura 1).
Si ritiene che l'uso di consumabili per saldatura di tipo L aumenterà, poiché i produttori mirano a migliorare la qualità dei loro prodotti.
Figura 1 L'uso di materiali di saldatura a forma di L può ridurre la tendenza alla corrosione intergranulare
I produttori che utilizzano il metodo di saldatura GMAW possono prendere in considerazione l'utilizzo di materiali di saldatura del tipo 3XXSi, in quanto l'aggiunta di silicio (Si) può migliorare la bagnabilità (Figura 2).
In situazioni in cui il saldato presenta un elevato rigonfiamento o il bagno di saldatura è scarsamente collegato alla punta del filetto o del cordone di saldatura, l'uso di prodotti contenenti Si saldatura a gas schermata può migliorare la bagnabilità e aumentare la velocità di deposizione.
Nella saldatura GMAW, per migliorare la bagnabilità del materiale di saldatura, è possibile utilizzare un filo di saldatura contenente Si, come 308L Si o 316L Si (Figura 2).
Quando si considera la precipitazione dei carburi, si può scegliere come soluzione un materiale di saldatura di tipo 347 con una piccola quantità di niobio (Nb).
Come saldare l'acciaio inossidabile e l'acciaio al carbonio?
Per ridurre i costi, ad alcune parti strutturali può essere aggiunto uno strato resistente alla corrosione sulla loro superficie. saldatura dell'acciaio al carbonio.
Quando si saldano leghe di base senza elementi leganti e leghe di base con elementi leganti, una lega di saldatura con un contenuto di lega più elevato per bilanciare il tasso di diluizione nella saldatura.
Quando si salda l'acciaio al carbonio con l'acciaio inossidabile 304 o 316, nonché con altri acciai inossidabili dissimili (Tabella 2), si utilizzano comunemente i consumabili per saldatura 309L. Se si desidera un contenuto di cromo (Cr) più elevato, si utilizza il tipo 312.
Tabella 2 Gli acciai inossidabili ad alto tenore di lega 309L e 312 sono adatti alla saldatura di acciaio inossidabile e acciaio al carbonio.
Ni
Si
C
Mn
Cr
FN WRC-92
N
Mo
309L
13.4
0.4
0.02
1.8
23.2
10
0.05
0.1
312
8.8
0.4
0.1
1.6
30.7
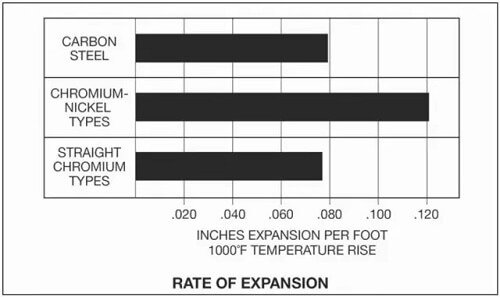
È importante notare che il tasso di espansione termica dell'acciaio inossidabile austenitico è 50% superiore a quello dell'acciaio al carbonio.
Durante la saldatura, la differenza nel tasso di espansione termica può provocare stress interno e provocare fessurazioni.
Per ovviare a questo problema, è necessario selezionare il materiale di saldatura appropriato o specificare il tipo di saldatura appropriato. processo di saldatura (Figura 3).
La Figura 3 evidenzia la necessità di una maggiore compensazione nella saldatura dell'acciaio al carbonio e dell'acciaio inossidabile, a causa della deformazione da deformazione causata dai diversi tassi di espansione termica.
Qual è l'operazione di pulizia pre-saldatura adatta?
Quando si salda ad altri materiali, è fondamentale pulire prima l'area con un solvente privo di cloruri per rimuovere olio, macchie e polvere. Una delle considerazioni principali quando si salda l'acciaio inossidabile è evitare la contaminazione da parte dell'acciaio al carbonio, che può compromettere la resistenza alla corrosione. Per evitare la contaminazione incrociata, alcune aziende conservano l'acciaio inossidabile e l'acciaio al carbonio separatamente.
Per la pulizia dell'area intorno alla scanalatura, utilizzare una ruota abrasiva e una spazzola speciali, appositamente studiate per l'acciaio inossidabile. In alcuni casi può essere necessaria una seconda pulizia del giunto. Poiché la compensazione dell'elettrodo è più impegnativa nella saldatura dell'acciaio inossidabile rispetto a quella dell'acciaio al carbonio, una corretta pulizia del giunto è fondamentale.
Qual è la corretta operazione di pulizia post-saldatura? Perché le saldature in acciaio inox arrugginiscono?
Per cominciare, è bene ricordare che l'acciaio inossidabile non arrugginisce grazie allo strato di ossido protettivo che si forma dalla reazione tra cromo (Cr) e ossigeno (O).
Tuttavia, l'acciaio inossidabile può arrugginire a causa della precipitazione dei carburi e del riscaldamento durante il processo di saldatura, con conseguente formazione di ossidi di ferro sulla superficie della saldatura. Inoltre, una saldatura apparentemente perfetta può provocare sottosquadri in aree arrugginite ai confini della saldatura. zona colpita dal calore entro 24 ore.
Per rigenerare i nuovi ossidi di cromo e prevenire la ruggine, è necessario lucidare, decapare, levigare o strofinare l'acciaio inossidabile dopo la saldatura. È importante notare che la carta vetrata e la spazzola utilizzate devono essere specifiche per l'acciaio inossidabile.
Perché il filo per saldatura in acciaio inox è magnetico?
L'acciaio inossidabile austenitico è per natura amagnetico. Tuttavia, le temperature elevate durante la saldatura possono causare la crescita di grani nella struttura, con conseguente aumento della sensibilità alle cricche dopo la saldatura.
Per attenuare la suscettibilità alle cricche a caldo, i produttori di materiali di saldatura aggiungono al materiale di saldatura elementi che formano la ferrite (Figura 4). La presenza della fase di ferrite aiuta a raffinare i grani di austenite, aumentando così la resistenza alle cricche.
Fig.4
La Figura 4 illustra l'uso della ferrite per prevenire le cricche a caldo nei materiali di saldatura austenitici. La maggior parte dei materiali di saldatura austenitici contiene una piccola quantità di ferrite, come si vede nell'immagine del materiale di consumo per saldatura 309L, dove la fase di ferrite (parte grigia) è distribuita nella matrice di austenite.
Il metallo di saldatura austenitico non è attratto da un magnete, ma si avverte una leggera forza di aspirazione quando si tiene vicino un magnete. Tuttavia, questo ha portato alcuni utenti a credere erroneamente che il prodotto sia stato etichettato male o che sia stato utilizzato il materiale di saldatura sbagliato, in particolare quando l'etichetta sulla confezione è assente.
La quantità di ferrite nel consumabile dipende dalla temperatura di servizio dell'applicazione. Ad esempio, una quantità eccessiva di ferrite può ridurre la tenacità alle basse temperature. Per questo motivo la numero di ferrite dei materiali di saldatura di tipo 308 utilizzati per le condutture di GNL è compreso tra 3 e 6, mentre il numero di ferrite dei materiali di saldatura di tipo 308 standard è 8.
In conclusione, anche se i materiali di consumo possono sembrare simili, piccole differenze nella composizione possono avere un impatto significativo.
Come saldare più facilmente l'acciaio inossidabile duplex?
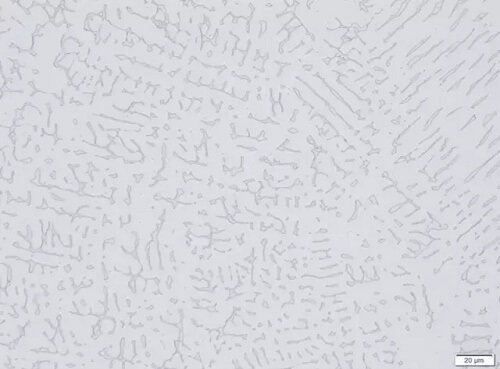
In genere, la struttura dell'acciaio duplex è composta da circa 50% di fase austenite e 50% di fase ferrite. La fase di ferrite contribuisce a migliorare la resistenza alla corrosione sotto sforzo, mentre la fase di austenite aumenta la tenacità. La combinazione di queste due fasi determina prestazioni ancora migliori per gli acciai duplex (Figura 5).
La gamma di acciai duplex è piuttosto ampia e il 2205 è il tipo più comune. Il 2205 contiene 22% di cromo, 5% di nichel, 3% di molibdeno e 0,15% di azoto.
Figura 5 L'acciaio inossidabile duplex combina i vantaggi della ferrite e dell'austenite.
L'immagine mostra la struttura della saldatura a doppia fase, con la fase austenite (parte bianca) distribuita nella matrice di ferrite. Tuttavia, quantità eccessive di ferrite possono creare problemi durante la saldatura di acciai inossidabili duplex, poiché il calore dell'arco può causare il riordino degli atomi nella matrice di ferrite.
Per risolvere questo problema, i materiali di consumo per la saldatura devono fornire una maggiore quantità di elementi che formano l'austenite, che di solito corrisponde a un contenuto di nichel superiore di 2,4% rispetto al metallo di base. Ad esempio, il filo animato utilizzato per la saldatura dell'acciaio inox 2205 contiene 8,85% di nichel. Dopo la saldatura, il contenuto di ferrite nella saldatura è in genere compreso tra 25-55% (e può essere anche superiore).
È importante notare che la velocità di raffreddamento dopo la saldatura deve essere sufficientemente lenta da consentire la riformazione dell'austenite, ma non troppo, in quanto può provocare la precipitazione della fase intermetallica. Allo stesso modo, un raffreddamento troppo rapido può provocare un eccesso di ferrite nella zona termicamente interessata.
Per garantire i migliori risultati, attenersi sempre alla procedura di saldatura e alle istruzioni di saldatura. selezione del materiale manuale fornito dal produttore.
Come controllare la precipitazione dei carburi negli acciai inossidabili austenitici?
A temperature comprese tra 800 e 600 °F, se il contenuto di carbonio supera 0,02%, il carbonio (C) si diffonde e migra verso i bordi dei grani dell'austenite e reagisce con il cromo (Cr) per formare carburi di cromo.
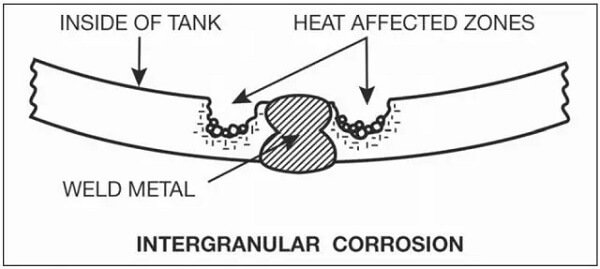
Se una quantità eccessiva di cromo viene fissata dal carbonio, la resistenza alla corrosione diminuirà, portando a corrosione intergranulare se esposto a un ambiente corrosivo. La corrosione provoca l'erosione dei confini dei grani (Figura 6).
La Figura 6 illustra la corrosione intergranulare che si è verificata nel calore di saldatura zona interessata di un serbatoio d'acqua riempito con un mezzo corrosivo. Per ridurre la probabilità di precipitazione dei carburi e migliorare la resistenza alla corrosione, è possibile utilizzare materiali di saldatura a basso tenore di carbonio o con leghe speciali.
Per controllare la precipitazione dei carburi, si utilizza un materiale di saldatura a basso contenuto di carbonio per garantire che il contenuto di carbonio nel metallo saldato sia il più basso possibile, fino a 0,04%. Inoltre, l'aggiunta di elementi Nb e Ti può fissare il carbonio, poiché questi elementi hanno una maggiore affinità per il carbonio rispetto al cromo. I consumabili di tipo 347 sono progettati specificamente per questo scopo.
Come prepararsi alla scelta dei materiali di saldatura?
Per selezionare l'opzione appropriata saldatura dell'acciaio inossidabile è importante raccogliere informazioni sull'applicazione finale della saldatura. Ciò include dettagli sull'ambiente di servizio, come la temperatura di servizio, la presenza di un mezzo corrosivo e il livello di resistenza alla corrosione desiderato, nonché la durata prevista.
Informazioni sulle proprietà meccaniche richieste in condizioni di servizio, come la resistenza, la tenacità, la plasticità e la resistenza al calore. proprietà di faticaè altrettanto importante.
La maggior parte dei principali produttori di materiali di saldatura fornisce manuali di istruzioni per la scelta dei materiali. Si consiglia vivamente di consultare questi manuali o di consultare gli esperti tecnici del produttore per ottenere assistenza nella scelta del materiale di saldatura corretto. In questo modo si garantisce la scelta del materiale corretto per l'applicazione e i requisiti specifici.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti che cosa rende la saldatura in acciaio inossidabile così resistente? In questo articolo esploreremo l'affascinante mondo delle barre di saldatura in acciaio inox, scoprendo come le loro composizioni e proprietà uniche rendano...
Avete mai avuto difficoltà con la saldatura verticale? Può essere impegnativo padroneggiare questa tecnica, ma con la giusta guida diventa gestibile. Questo articolo esplora le migliori pratiche e i consigli per...
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...
Vi siete mai chiesti come fanno i grattacieli a stare in piedi o le auto a rimanere saldate insieme? Questo blog svela la magia delle saldatrici elettriche. Scoprite i principali produttori come Lincoln Electric e Miller Welds,...
Vi siete mai chiesti cosa significhino i numeri e le lettere sulle barre di saldatura? Questo articolo spiega il sistema di codifica delle bacchette per saldatura in acciaio al carbonio e in acciaio inox, aiutandovi a capire la loro resistenza alla...
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Vi siete mai chiesti come saldare efficacemente diversi tipi di acciaio inossidabile? Questo articolo approfondisce i metodi di saldatura specializzati per gli acciai inossidabili martensitici e duplex, illustrando le sfide...
Vi siete mai chiesti come perfezionare la vostra tecnica di saldatura TIG? La scelta dei parametri giusti è fondamentale per ottenere saldature forti e pulite. In questo articolo esploreremo gli elementi essenziali: la selezione...
Perché la saldatura dell'acciaio ad alto tenore di carbonio è una sfida? Questo articolo approfondisce le difficoltà uniche associate a questo materiale, come la sua tendenza a formare martensite fragile, che porta...