Funzione del foro di fabbricazione della lamiera
I fori per la fabbricazione di lamiere, noti anche come tagli in rilievo o intagli, svolgono un ruolo fondamentale nel prevenire la deformazione del materiale e nel garantire operazioni di piegatura precise. Queste aperture, posizionate strategicamente, sono essenziali per mantenere l'integrità strutturale e ottenere prodotti finiti di alta qualità nei processi di fabbricazione della lamiera.
Quando una linea di piegatura si interseca in un unico punto o si avvicina al bordo della lamiera entro una distanza inferiore al doppio dello spessore del materiale, si rendono necessari dei fori di fabbricazione. Questi fori attenuano la concentrazione di tensioni e prevengono l'indesiderata deformazione o lacerazione del materiale durante l'operazione di piegatura. Incorporando fori di fabbricazione correttamente dimensionati e posizionati, i produttori possono ottenere piegature pulite e precise senza compromettere l'integrità del materiale.
I fori di fabbricazione sono particolarmente importanti nei pezzi di lamiera che richiedono l'avvolgimento dei bordi e complesse operazioni di piegatura. Permettono di controllare il flusso di materiale e la distribuzione delle sollecitazioni, garantendo una piegatura uniforme e prevenendo assottigliamenti o rotture localizzate. Nei progetti più semplici, che non richiedono l'avvolgimento dei bordi e la piegatura complessa, i fori di fabbricazione possono essere omessi, semplificando il processo di produzione.
Svantaggi dell'omissione dei fori di fabbricazione:
- Assottigliamento del materiale: Senza fori di fabbricazione, i bordi e gli angoli del materiale piegato possono subire un assottigliamento significativo, con un potenziale indebolimento della struttura.
- Problemi di saldatura: I bordi assottigliati spesso richiedono materiale d'apporto durante la saldatura, aumentando i tempi e i costi di produzione.
- Rischio di deformazione: L'assenza di punti di scarico delle tensioni può portare a una distribuzione non uniforme del materiale, con conseguente deformazione della saldatura e compromissione della precisione dimensionale.
- Riduzione della qualità della piegatura: Gli angoli e i bordi taglienti possono incrinarsi o spaccarsi senza un adeguato scarico delle tensioni, con conseguente scarto dei pezzi e aumento degli scarti.
Vantaggi dell'incorporazione dei fori di fabbricazione:
- Qualità di piegatura migliorata: I fori di fabbricazione assicurano piegature uniformi e costanti nei bordi avvolti, senza trafilatura o distorsione del materiale.
- Migliore integrità strutturale: Impedendo la concentrazione di tensioni localizzate, i fori di fabbricazione mantengono la resistenza complessiva del componente piegato.
- Maggiore efficienza produttiva: I fori di fabbricazione progettati correttamente riducono la necessità di operazioni secondarie e di rilavorazioni, snellendo il processo di produzione.
- Migliore qualità della saldatura: Mantenendo lo spessore del materiale sui bordi, i fori di fabbricazione favoriscono saldature più robuste e affidabili con un minimo di materiale d'apporto.
- Flessibilità di progettazione: L'uso strategico dei fori di fabbricazione consente di ottenere geometrie di piegatura più complesse e tolleranze più strette nei progetti di lamiera.
Tecniche di apertura dei fori nei processi di piegatura della lamiera
Determinazione della dimensione ottimale dei fori di fabbricazione:
Le dimensioni dei fori di fabbricazione nella lamiera dipendono in modo determinante dalla loro posizione e dalle proprietà del materiale. Per i fori posizionati all'intersezione di due linee di piegatura, il diametro dovrebbe essere in genere da 2 a 2,5 volte lo spessore del materiale. Questo garantisce uno spazio sufficiente per evitare strappi del materiale o un'eccessiva concentrazione di tensioni durante l'operazione di piegatura. Il diametro minimo dei fori non deve essere inferiore a 1,5 volte lo spessore della lamiera per mantenere l'integrità strutturale.
Per materiali di spessore maggiore, le dimensioni del foro di fabbricazione devono essere ulteriormente aumentate per adattarsi al maggiore raggio di curvatura e per evitare la deformazione del materiale. Una regola generale è quella di aggiungere al diametro del foro da 0,5 a 1 volta lo spessore del materiale per ogni aumento di 3 mm dello spessore della lamiera oltre i 6 mm.
Considerazioni e miglioramenti per i fori di fabbricazione:
Sebbene i fori di fabbricazione siano essenziali per molti progetti di lamiere, possono presentare delle difficoltà, in particolare nelle applicazioni con lamiere spesse:
- Perdita di materiale: In corrispondenza dell'angolo di piegatura si verifica uno spostamento significativo del materiale, che può compromettere l'aspetto estetico e l'integrità strutturale del pezzo.
- Difficoltà di saldatura: La perdita di materiale può creare spazi vuoti difficili da saldare in modo efficace, causando potenzialmente giunti deboli o maggiori requisiti di post-lavorazione.
- Concentrazione delle sollecitazioni: Fori non correttamente dimensionati possono provocare una concentrazione di tensioni, aumentando il rischio di innesco e propagazione di cricche durante la flessione o sotto carico.
Per risolvere questi problemi, si possono prendere in considerazione le seguenti tecniche migliorate:
- Geometria dei fori ottimizzata: Invece di fori circolari, utilizzare fori di forma allungata o ovale orientati parallelamente alla linea di piegatura. Questa forma consente di gestire meglio il flusso di materiale durante la piegatura.
- Fori a gradini o rastremati: Per le lamiere spesse, utilizzare un design dei fori a gradini o rastremato. Il diametro maggiore sulla superficie esterna si riduce gradualmente verso la linea di piegatura, riducendo al minimo la perdita di materiale e mantenendo il gioco.
- Tecniche di rinforzo: Nelle applicazioni critiche, è opportuno considerare un rinforzo locale intorno all'area del foro, utilizzando tecniche come il dimpling o l'aggiunta di tasselli per mantenere la resistenza e migliorare la saldabilità.
- Metodi di taglio avanzati: Utilizzate tecnologie di taglio di precisione come il taglio laser o a getto d'acqua per creare geometrie di fori complesse che ottimizzano il flusso del materiale e riducono al minimo la concentrazione delle sollecitazioni.
- Analisi a elementi finiti (FEA): Per i componenti critici o per la produzione di grandi volumi, è possibile utilizzare le simulazioni FEA per ottimizzare le dimensioni e la geometria dei fori in base alle proprietà specifiche dei materiali e ai parametri di piegatura.
Metodo di ottimizzazione del foro di fabbricazione
La dimensione del foro in fabbricazione di lamiere può essere determinato in base al bordo di piegatura e tenendo conto dello spessore della piastra e del filetto di piegatura per evitare qualsiasi problema potenziale.
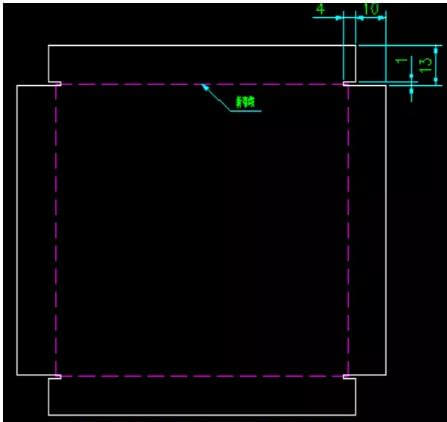
Per una rappresentazione visiva, fare riferimento alla figura seguente.
La figura precedente illustra una scatola di lamiera quadrata con uno spessore di 3 mm e un'altezza di piegatura di 15 mm su tutti e quattro i lati.
Schema di miglioramento dei fori di fabbricazione
Miglioramento del metodo di blanking:
Esistono due metodi di lastre tranciatura di metalloLa tranciatura a punzone e la tranciatura a taglio laser. La tranciatura a punzone produce principalmente fori rotondi, con una capacità limitata di produrre fori quadrati o lunghi a causa delle restrizioni dello stampo. Nel caso della lamiera da 3 mm mostrata nella figura precedente, taglio laser viene utilizzato per la soppressione.
Miglioramento della forma del foro di fabbricazione:
Per evitare problemi estetici dopo la piegatura, è possibile utilizzare una forma di striscia lunga per i fori di fabbricazione.
Determinazione delle dimensioni del foro di fabbricazione della striscia lunga:
In genere si utilizza una larghezza di 1 mm, in quanto non influisce negativamente sull'aspetto o sul rilascio di piegatura della lamiera deformazioni.
Metodo di calcolo della dimensione di profondità:
La dimensione della profondità si calcola come segue: 10 mm è pari all'altezza di piegatura meno 3 mm più un fattore 5, e 4 mm è pari allo spessore della lamiera più 1 mm.
Effetto migliorativo del foro di fabbricazione
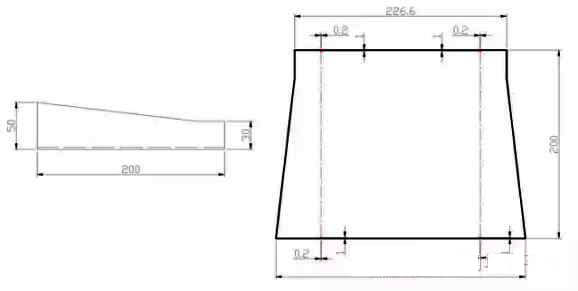
Utilizzando questo metodo, la parte in lamiera dopo la piegatura avrà uno spazio ridotto di solo 1 mm. Per una rappresentazione visiva, fare riferimento al rendering tridimensionale.
Dopo aver piegato il foro di fabbricazione realizzato con questo metodo, l'angolo di piegatura è ben controllato e, di conseguenza, la saldatura può essere eseguita senza bisogno di ulteriore materiale d'apporto.
Perché evitare di piegare e disegnare?
Impatto della flessione e della trazione:
(1) Le dimensioni di piegatura sono influenzate:
Durante il processo di imbutitura, è necessaria una forza significativa per separare lo spessore della lamiera. Ciò può provocare il movimento del pezzo e causare uno spostamento dimensionale a causa della direzione imprevedibile della forza applicata.
(2) Stampo di piegatura è vulnerabile ai danni:
Come già detto, in corrispondenza degli angoli vivi sono presenti livelli di forza elevati, che possono superare la capacità di carico dello stampo, causandone il collasso e il danneggiamento.
Standard di applicazione del foro di fabbricazione del posizionamento di piegatura
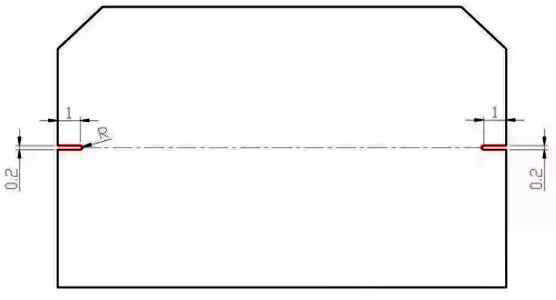
Dimensione e forma del foro di fabbricazione:
- La dimensione dell'apertura del foro di fabbricazione è di 1 mm x 0,2 mm con un raggio di curvatura di 0,1 mm. Questo design è adatto per spessori di lamiera inferiori o uguali a 3 mm.
- La dimensione dell'apertura del foro di fabbricazione è di 1 mm x 0,4 mm con un raggio di curvatura di 0,2 mm. Questo design è adatto a spessori di lamiera compresi tra 3 e 6 mm.
Ambito di utilizzo:
- Tipo di angolo:
L'angolo di piegatura non è perfettamente di 90 gradi e i fori di posizionamento vengono praticati in tutte le posizioni di piegatura, anche nei punti di sovrapposizione.
- Tipo di aggancio:
Per i pezzi d'aspetto o per i pezzi di giunzione di testa con requisiti di precisione rigorosi, i fori di posizionamento devono essere eseguiti in corrispondenza del posizione di piegatura.
- Tipo di grande formato:
Quando la dimensione della piegatura supera i 200 mm, tutti i fori di posizionamento devono essere eseguiti nella posizione di piegatura.
- Curvatura continua di più tipi complessi:
Per la piegatura continua di pezzi complessi, i fori di posizionamento devono essere aggiunti a partire dal terzo bordo di piegatura.
- Tipo di ordine di piegatura:
Per i pezzi che non possono essere lavorati seguendo la sequenza di piegatura standard, è necessario praticare dei fori di posizionamento nella posizione di piegatura.
- Ripetere il tipo di curva:
A causa delle limitazioni delle attrezzature di piegatura, i fori di posizionamento devono essere eseguiti in tutte le posizioni di piegatura per i pezzi che richiedono piegature ripetute.
- Non appoggiarsi al righello di arresto:
I fori di posizionamento devono essere praticati in tutte le posizioni di piegatura per i pezzi che non possono essere appoggiati al tipo di righello di arresto.
- Tipo di guida:
I fori di posizionamento devono essere praticati nella posizione di piegatura per i pezzi del tipo di guida.
- Foro di posizionamento circolare:
I fori di posizionamento sono praticati ai punti di partenza degli archi su entrambe le estremità della curva.
- Tipo di piastra estraibile:
I fori di posizionamento devono essere praticati in corrispondenza della posizione di piegatura dei componenti della piastra di trazione.
- Tipo di sovrapposizione:
I fori di posizionamento devono essere eseguiti nel punto di sovrapposizione dei componenti sovrapposti. Il foro di posizionamento deve essere praticato alla dimensione specificata per la piegatura continua, in base al bordo di sovrapposizione.