Piegatura della lamiera: 5 punti chiave da conoscere
Cosa garantisce una piegatura perfetta della lamiera? Questo articolo illustra i cinque fattori cruciali che possono rendere vani i vostri progetti di piegatura della lamiera, affrontando aspetti essenziali come il raggio minimo di piegatura, l'altezza di piegatura, i margini dei fori, la posizione della linea di piegatura e l'importanza del posizionamento dei fori. I lettori acquisiranno una comprensione più approfondita di questi principi fondamentali, garantendo precisione e qualità nelle loro attività di lavorazione dei metalli.
Il raggio di curvatura minimo si riferisce al raggio dell'angolo di piegatura interno, a condizione che le fibre esterne della lastra non si rompano durante il processo di piegatura.
È necessario specificare il raggio di curvatura minimo solo su richiesta speciale, che deve essere aumentato il più possibile in condizioni normali.
La tabella 1 elenca i raggi di curvatura minimi per varie serie di spessori dei materiali in lamiera comunemente utilizzati.
Lamiere in lega di alluminio comunemente utilizzate
2
2
2
5
5
5
×
×
×
2. Minimo curvaaltezza
2.1 Per garantire la qualità del pezzo piegato, il bordo dritto dei pezzi piegati non deve essere inferiore all'altezza minima di piegatura.
Quando la curvatura forma un angolo retto, come mostrato nella Figura 1, l'altezza minima di curvatura è determinata dalla formula (1).
hmin= r+2t---------------------(1)
Fig. 1
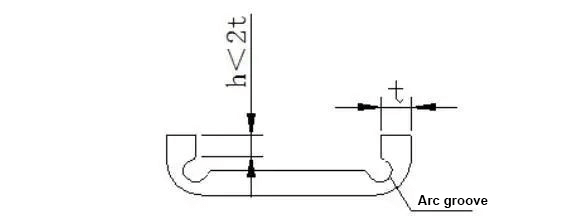
2.2 Requisiti speciali dell'altezza di curvatura:
Se il progetto deve piegare l'altezza di curvatura h ≤ r + 2t, la prima cosa da fare è aumentare l'altezza della curvatura, quindi piegarla e lavorarla fino alla dimensione richiesta.
Dopo la lavorazione di scanalature ad arco ribassato nella zona di deformazione di piegatura, eseguire una nuova piegatura, come mostrato nella Figura 2.
Fig. 2
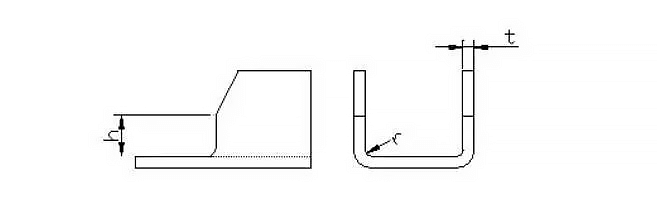
2,3 Altezza del bordo dritto del lato piegato con angoli smussati.
Quando si piega un pezzo piegato con i bordi laterali smussati, come illustrato nella Figura 3, è necessario che il pezzo venga piegato.
L'altezza minima dei bordi laterali è quella indicata nell'equazione (2).
hmin = (2~4) t > 3mm---------------(2)
Fig. 3
3. Margini minimi dei fori
Quando è necessaria una piegatura dopo la punzonatura, il foro deve essere posizionato al di fuori dell'area di deformazione della piegatura, per evitare che si deformi durante il processo di piegatura. processo di piegatura.
La distanza del bordo del foro dalla superficie interna del bordo piegato è mostrata nella Tabella 2.
Tabella 2: Margini minimi dei fori
t (mm)
s (mm)
t (mm)
s (mm)
≤25
s≥2t+2
≤2
s≥t+r
>25-50
s≥2,5t+2
>2
s≥1,5t+r
>50
s≥3t+r
4. Posizione della linea di piegatura
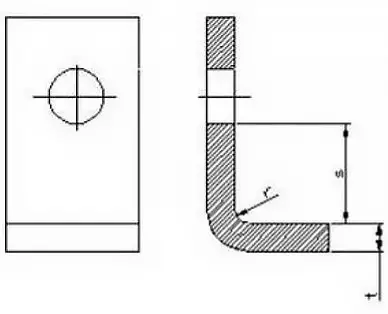
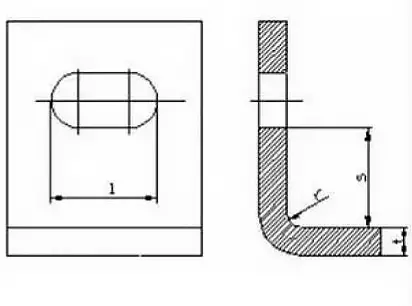
4.1 Durante la piegatura parziale di una sezione, la linea di piegatura non deve trovarsi in un punto di asperità dimensionale per evitare cricche da flessione causate da concentrazioni di tensioni negli angoli acuti della variazione dimensionale.
La distanza S dalla mutazione deve essere maggiore del raggio di curvatura r, vedi Figura 4a.
Oppure la punzonatura di fori o scanalature per separare la zona di deformazione da quella di non deformazione, vedi Figura 4b, 4c.
Osservare i requisiti dimensionali della figura: S ≥ R; larghezza della fessura k ≥ t; profondità della fessura L ≥ t + R + k / 2.
Figura 4
4.2 Se il foro si trova nella zona di deformazione da flessione, le misure di processo da adottare prima della piegatura sono illustrate nella Figura 5.
Fig. 5
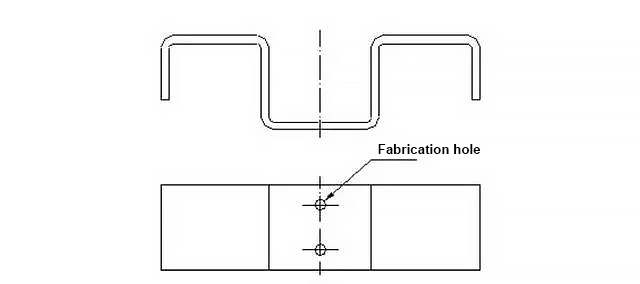
5. I pezzi piegati devono essere progettati per impostare i fori di posizionamento del processo.
Per garantire il posizionamento preciso della lamiera nello stampo ed evitare che il movimento durante la piegatura porti a uno spreco di prodotto, i pezzi piegati devono essere progettati con fori di posizionamento del processo, come illustrato nella Figura 6.
Soprattutto per i pezzi formati attraverso più curve, i fori di processo devono essere utilizzati come punti di riferimento per il posizionamento, per ridurre l'errore cumulativo e garantire la qualità del prodotto.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti perché i vostri progetti di lamiera a volte si piegano in modo strano o si rompono? Questo articolo spiega il ruolo cruciale dei fori di fabbricazione nella piegatura della lamiera. Imparerete come questi fori...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Avete mai pensato che la piegatura della lamiera potesse essere così complessa? La piegatura chiusa, una tecnica fondamentale nella lavorazione della lamiera, utilizza metodi specializzati per ottenere piegature precise e durature senza bisogno di un professionista...
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Vi siete mai chiesti come fanno le massicce strutture in acciaio delle locomotive a ottenere curve precise? In questo articolo vi sveliamo i segreti della creazione di grandi raggi di curvatura nelle parti in lamiera....