Comprendere gli effetti del coefficiente di attrito sulla stabilità delle connessioni bullonate
Che ruolo ha l'attrito nella stabilità delle connessioni bullonate? Nel mondo degli assemblaggi bullonati ad alta resistenza, soprattutto per componenti critici come le ralle delle gru, la comprensione dell'impatto dell'attrito è fondamentale. Questo articolo analizza come i coefficienti di attrito delle filettature e delle superfici di appoggio influenzino la forza di serraggio e, in ultima analisi, l'affidabilità delle giunzioni bullonate. Approfondendo le analisi teoriche e i test comparativi, scoprirete spunti pratici per ottimizzare l'installazione dei bulloni e migliorare la sicurezza e le prestazioni. Immergetevi per scoprire come una lubrificazione adeguata e un controllo preciso della coppia possono fare la differenza.
Le connessioni a bullone sono un metodo di fissaggio critico che unisce saldamente due o più componenti mediante l'applicazione di una forza di serraggio. Questa forza è generata dalla tensione del bullone e dalla conseguente compressione tra le superfici di accoppiamento.
I coefficienti di attrito della superficie del cuscinetto e della filettatura svolgono un ruolo fondamentale nel determinare l'entità e la consistenza della forza di serraggio. Questi coefficienti sono influenzati da fattori quali la finitura superficiale, le proprietà del materiale e le condizioni di lubrificazione.
Questo articolo si concentra sul processo di assemblaggio dei bulloni ad alta resistenza utilizzati nella ralla delle gru di grandi dimensioni. La ralla, un componente cruciale nelle operazioni della gru, richiede connessioni precise e affidabili per garantire capacità di carico e rotazione sicure ed efficienti.
Lo studio inizia con un'analisi completa delle relazioni teoriche tra i parametri chiave: coppia di installazione, coefficienti di attrito, coefficiente di coppia e forza di serraggio risultante. Questa base teorica è essenziale per comprendere la complessa interazione dei fattori che influenzano le prestazioni dei bulloni.
Successivamente, la ricerca presenta un test comparativo che esamina il processo di serraggio in due condizioni di lubrificazione distinte: solo filetti completamente lubrificati e filetti e superfici di supporto completamente lubrificati. Questo approccio sperimentale dimostra l'impatto significativo della lubrificazione sull'affidabilità dell'installazione dei dispositivi di fissaggio e la variabilità dei coefficienti di coppia e di attrito.
I risultati rivelano che in condizioni di lubrificazione completa, sia i coefficienti di attrito che di coppia presentano una dispersione ridotta. Questa minore variabilità si traduce in una maggiore stabilità e affidabilità delle connessioni bullonate, fondamentale per mantenere l'integrità strutturale e la sicurezza operativa delle grandi gru.
Prefazione
I collegamenti a bullone sono una modalità di connessione meccanica comunemente utilizzata nelle macchine di sollevamento. La loro affidabilità è fondamentale per le prestazioni complessive delle macchine di sollevamento, soprattutto per le connessioni a bullone ad alta resistenza di componenti chiave come la ralla.
Un affidabile connessione a bullone è essenziale per il normale funzionamento del prodotto e un guasto al collegamento può causare gravi incidenti di sicurezza.
Lo scopo di una connessione a bullone è quello di assicurare che due o più parti collegate siano strettamente aderenti. Per sostenere il carico del movimento, è necessario mantenere una forza di serraggio sufficiente tra le parti collegate per garantire un collegamento affidabile e un funzionamento normale.
Una forza di serraggio insufficiente può provocare uno scorrimento laterale tra le due parti, che sottopone il bullone a inutili sollecitazioni di taglio e può portare alla rottura del bullone.
Pertanto, il miglioramento dell'affidabilità e della stabilità delle connessioni bullonate ad alta resistenza è diventato sempre più importante. Parametri di serraggio o controllo del processo inadeguati possono influire negativamente sull'affidabilità della connessione filettata e causare guasti.
Dal punto di vista della riduzione della dispersione della forza di serraggio e dell'ottimizzazione del processo di serraggio, questo articolo determina la coppia di installazione e il processo di serraggio dei bulloni ad alta resistenza per la ralla delle grandi attrezzature di sollevamento attraverso l'analisi teorica e il confronto dei dati di prova.
1. Analisi teorica
1.1 Il coefficiente di coppia può essere determinato con la seguente formula, che si basa sulla relazione tra la coppia di serraggio e la forza di bloccaggio.
Dove:
K - coefficiente di coppia;
T - Coppia di serraggio;
F - Forza di serraggio;
D - Diametro nominale della filettatura
1.2 Secondo GBT16823.3, la coppia di serraggio dei bulloni deve essere conforme a
Dove,
P: passo della vite
μth: Coefficiente di attrito della filettatura
μb: Coefficiente di attrito della superficie di appoggio del dado o del bullone
d2: diametro del passo della filettatura
dh: diametro interno della superficie di contatto del cuscinetto
d0: diametro esterno della superficie del cuscinetto.
Nell'installazione dei bulloni, la coppia di serraggio T può essere suddivisa in tre parti:
La coppia di attrito della superficie del cuscinetto (Tb) è la coppia consumata dall'attrito tra il dado e il piano della rondella.
La coppia di filettatura (Tth) e la forza di serraggio (F) sono consumate dall'attrito tra la filettatura del bullone e quella del dado (corpo).
Durante l'installazione della connessione di fissaggio, la maggior parte della coppia di installazione viene persa a causa di queste due fonti di attrito.
Pertanto, il coefficiente di attrito finale (μb) e il coefficiente di attrito della filettatura (μth) sono i principali fattori che influenzano la forza di serraggio (F).
La forza di serraggio può variare notevolmente a seconda dei coefficienti di attrito.
La dispersione del coefficiente di attrito della faccia terminale (μb) e del coefficiente di attrito della filettatura (μth) determina direttamente la stabilità della forza di serraggio (F). Si veda la Figura 1.
Fig.1
1.3 Il coefficiente di attrito della filettatura può essere approssimativamente calcolato e determinato attraverso la relazione tra la coppia di filettatura e la forza di serraggio, utilizzando la seguente formula.
1.4 Il coefficiente di attrito della superficie del cuscinetto può essere approssimativamente calcolato e determinato in base alla relazione tra la coppia di attrito della superficie del cuscinetto e la forza di serraggio, utilizzando la seguente formula.
Il coefficiente di coppia, il coefficiente di attrito della filettatura e il coefficiente di attrito della superficie del cuscinetto possono essere determinati misurando la coppia di serraggio, la coppia di filettatura, la coppia di attrito della superficie del cuscinetto e la forza di serraggio.
2. Analisi del test
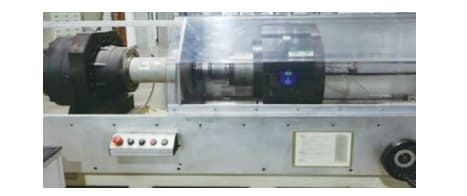
L'influenza del coefficiente di coppia, del coefficiente di attrito della filettatura e del coefficiente di attrito della superficie del cuscinetto sulla forza di serraggio nelle connessioni bullonate in diverse condizioni è stata analizzata e studiata attraverso il test del processo di serraggio di diverse serie di bulloni di montaggio delle ralle. L'apparecchiatura di prova utilizzata è un tester verticale per il coefficiente di attrito prodotto da Schatz, Germania, e il metodo di prova segue gli standard GB/T 16823.3.
La coppia totale, la coppia di filettatura, la coppia di attrito della superficie del cuscinetto e la forza di serraggio sono misurate con un sensore di coppia/angolo e un sensore di forza di serraggio. Il coefficiente di coppia, il coefficiente di attrito della filettatura e il coefficiente di attrito della faccia terminale possono essere calcolati automaticamente utilizzando le formule (1), (3) e (4) sull'apparecchiatura di prova.
Fig.2
I bulloni selezionati per l'installazione della ralla di una grande gru vengono testati per simulare le condizioni reali di montaggio. I dadi di prova vengono sostituiti con dadi reali e i loro materiali, le attrezzature di lavorazione e il processo di assemblaggio sono coerenti con i prodotti finali.
Le specifiche dei bulloni sono:
Standard: DIN931
Dimensioni: M48-10.9
Materiale: 40CrNiMo
Finitura superficiale: Dacromet
La rondella corrispondente è:
Standard: DIN6919
Diametro interno: 49 mm
Diametro esterno: 82 mm
I dadi di prova sostitutivi sono realizzati in materiale nazionale 960.
Come lubrificante viene utilizzato un agente antigrippaggio per alte temperature a base di argento.
Sono stati condotti due gruppi di test comparativi per confrontare l'influenza dello stato di lubrificazione sul coefficiente di attrito, sul coefficiente di coppia e sulla dispersione del collegamento.
In un gruppo, il grasso è stato applicato uniformemente sulla parte filettata del bullone ma non sulla superficie di appoggio della rondella. Nell'altro gruppo, il grasso è stato applicato sia sulla parte filettata del bullone che sulla superficie superiore della superficie di appoggio della rondella. Per i dati del test, si veda la Tabella 1.
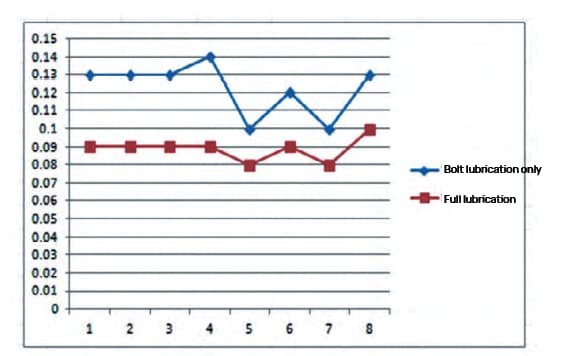
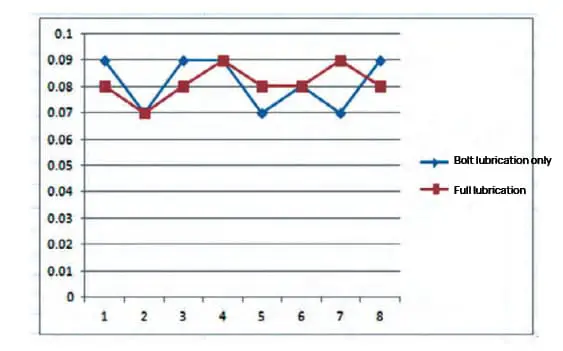
Le figure 3 e 4 presentano le curve del coefficiente di attrito della superficie del cuscinetto (μ_b) e del coefficiente di attrito della filettatura (μ_th) in due diverse condizioni di lubrificazione: la sola lubrificazione della filettatura e la lubrificazione completa, rispettivamente.
I risultati indicano che il coefficiente di attrito del filetto (μ_th) in condizioni di lubrificazione varia da 0,07 a 0,09 e rimane relativamente stabile.
In confronto, il coefficiente di attrito della superficie del cuscinetto (μ_b) in condizioni di lubrificazione è relativamente stabile, con valori compresi tra 0,08 e 0,1 per tutti gli otto gruppi di campioni. D'altra parte, senza lubrificazione, il coefficiente di attrito della superficie del cuscinetto varia da 0,1 a 0,14, mostrando una scarsa stabilità e una grande dispersione tra gli otto gruppi di campioni.
Fig.3
Fig.4
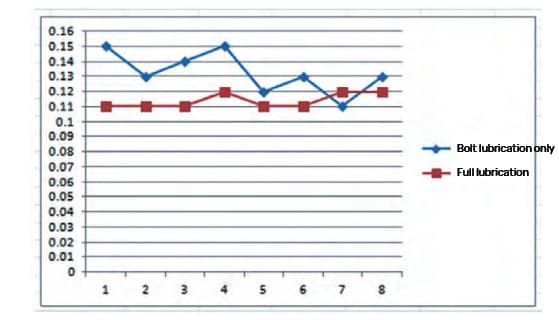
La Figura 5 mostra la curva del coefficiente di coppia (K) in due condizioni di lubrificazione: la sola lubrificazione della filettatura e la lubrificazione completa.
I risultati rivelano che il coefficiente di coppia (K) degli otto gruppi di campioni in condizioni di lubrificazione completa varia da 0,11 a 0,12, con valori stabili e dispersione minima.
Al contrario, il coefficiente di coppia (K) del campione lubrificato con filo ha un intervallo più ampio, da 0,11 a 0,15, con una scarsa stabilità e una maggiore dispersione.
Fig.5
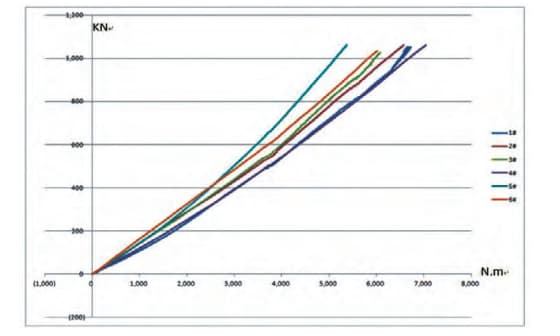
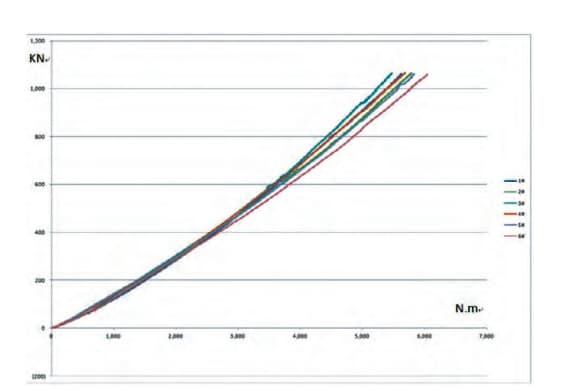
Le figure 6 e 7 mostrano le curve della forza di serraggio della coppia durante la serraggio dei bulloni processo in due condizioni di lubrificazione: solo filettatura e lubrificazione completa, rispettivamente.
I risultati indicano che, a parità di coppia di serraggio, la forza di serraggio con la lubrificazione completa è maggiore di quella con la sola lubrificazione della filettatura e la dispersione delle curve all'interno dello stesso gruppo di campioni è minore.
Fig.6
Fig.7
I dati dei due gruppi di prove comparative mostrano che l'applicazione di lubrificante sulla superficie del cuscinetto riduce significativamente il coefficiente di attrito e il coefficiente di coppia di circa 15% e migliora la stabilità. Ciò dimostra che l'applicazione di lubrificante sulla superficie del cuscinetto è un metodo efficace per ridurre il coefficiente di coppia e aumentare la stabilità.
3. Stato dell'industria
Nei macchinari per l'edilizia, i dispositivi di fissaggio sono generalmente installati con il metodo della coppia di serraggio, che è diretto, semplice e facile da usare. La coppia di installazione è determinata dal coefficiente di attrito e un valore numerico preciso è fondamentale. Tuttavia, ignorare la dispersione del coefficiente di attrito, nota come deviazione standard, può avere un impatto significativo sull'affidabilità della connessione bullonata.
Attualmente, la norma nazionale GB/T 1231-2000 stabilisce gli standard per le coppie di bulloni ad alta resistenza nelle strutture in acciaio. Il coefficiente di coppia (K) è indicato come 0,11-0,15, con una deviazione standard ≤ 0,01.
Molti utenti si concentrano esclusivamente sul coefficiente di coppia e credono che, una volta determinato, la coppia di installazione possa essere stabilita immediatamente, portando alla connessione del dispositivo di fissaggio. Tuttavia, spesso si trascura la deviazione standard. Se la deviazione standard supera lo 0,01, la forza di pre-serraggio dei singoli bulloni varierà durante l'installazione. Se la deviazione standard è troppo grande o troppo piccola, alcune coppie di connessioni di fissaggio possono essere serrate in modo eccessivo o insufficiente, mettendo a rischio l'affidabilità dell'installazione.
D'altra parte, se il coefficiente di coppia è grande e la deviazione standard è inferiore a 0,01, la dispersione della coppia di connessioni è minima e la forza su ogni coppia di elementi di fissaggio è relativamente uniforme. Un coefficiente di coppia maggiore durante l'installazione può portare a un valore di coppia più elevato, ma non causerà un serraggio eccessivo o un allentamento, migliorando l'affidabilità e la sicurezza dell'installazione.
In conclusione, da un certo punto di vista, la deviazione standard è più importante del coefficiente di coppia.
4. Conclusione
Il coefficiente di attrito della filettatura, il coefficiente di attrito della superficie del cuscinetto e il coefficiente di coppia sono parametri tecnici critici che devono essere compresi e padroneggiati durante l'installazione delle coppie di collegamento dei dispositivi di fissaggio. Attualmente, questi parametri sono ampiamente riconosciuti e considerati dalla maggior parte degli utenti durante l'installazione.
Un coefficiente di attrito minore comporta un coefficiente di coppia minore. Quando si determina la coppia di montaggio, un coefficiente di coppia minore comporta una maggiore forza di serraggio.
Al contrario, un coefficiente di coppia maggiore porta a una forza di serraggio minore. Se il coefficiente di coppia è piccolo fino a un certo punto, la forza di serraggio generata da una determinata coppia può superare il limite di resistenza del bullone, causando l'allungamento del bullone ad alta resistenza o addirittura la sua rottura per fatica.
D'altra parte, se il coefficiente di coppia è troppo grande, la forza di serraggio generata sarà troppo piccola e la coppia di connessioni non funzionerà correttamente, causando un allentamento.
Lo stato di lubrificazione ha un impatto significativo sui valori del coefficiente di attrito della filettatura, del coefficiente di attrito della superficie del cuscinetto e del coefficiente di coppia. In generale, le coppie di connessioni di fissaggio con superfici del prodotto ruvide e segni di lavorazione evidenti avranno valori più elevati del coefficiente di coppia e del coefficiente di attrito.
Tuttavia, dopo la lubrificazione, questi valori possono diminuire significativamente. Inoltre, la lubrificazione influisce anche sulla dispersione del coefficiente di attrito della filettatura, del coefficiente di attrito della superficie del cuscinetto e del coefficiente di coppia. La dispersione di questi valori è minore con la lubrificazione, garantendo una maggiore stabilità e affidabilità della connessione bullonata.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Per i diversi tipi di generatori a turbina a vapore, le forme dei componenti dinamici e statici sono complesse e variabili, e la loro deformazione (ampiezza) non può essere descritta da una semplice...
Perché alcuni prodotti si incrinano o si deformano inaspettatamente? Comprendere le forze nascoste all'interno dei materiali è fondamentale. Questo articolo analizza come si formano le tensioni interne durante il processo di raffreddamento dei prodotti stampati a iniezione,...
Cosa fa sì che un materiale si pieghi senza rompersi? Il modulo elastico è fondamentale e influenza il modo in cui i materiali rispondono alle sollecitazioni. Questo articolo esplora cinque fattori critici che influenzano il modulo elastico: elementi di lega,...
Vi siete mai chiesti come si ottiene la precisione al micrometro nella produzione? La macchina di misura a coordinate (CMM) è la risposta. Questo dispositivo avanzato, dotato di un'acquisizione dati ad alte prestazioni...
Che cos'è esattamente la corrosione intergranulare nell'acciaio inossidabile e perché è così importante controllarla? Questa insidiosa forma di corrosione attacca lungo i confini dei grani del metallo,...
Vi siete mai chiesti cosa fa funzionare bene il motore della vostra auto? La risposta è negli oli lubrificanti. Queste complesse miscele di idrocarburi svolgono ruoli critici, dalla riduzione dell'attrito alla prevenzione della ruggine. Questo...
Vi siete mai chiesti cosa fa sì che un motore elettrico funzioni regolarmente senza surriscaldarsi? Conoscere le temperature di funzionamento sicure dei motori è fondamentale per la loro longevità e le loro prestazioni. In questo articolo,...
Vi siete mai chiesti cosa fa funzionare i nostri impianti a gas in modo fluido e sicuro? In questo articolo, esploriamo i principali produttori di regolatori di gas, scoprendo le loro innovazioni e i loro contributi al settore....
Come influisce la velocità di raffreddamento sulla microstruttura dell'acciaio? La curva C nel trattamento termico rivela l'affascinante trasformazione della microstruttura dell'acciaio al carbonio durante il raffreddamento. Questo articolo approfondisce...