
Calcolatore del fattore Y
Come si può piegare con precisione un pezzo di lamiera senza fare tentativi ed errori? Il fattore Y è la chiave. Questo articolo spiega il fattore Y, una costante fondamentale utilizzata per calcolare...
Avete difficoltà a progettare parti di lamiera precise? Scoprite i segreti del fattore K, un concetto cruciale nella fabbricazione delle lamiere. In questo articolo, il nostro esperto ingegnere meccanico demistifica il fattore K, spiegando la sua relazione con lo strato neutro e fornendo metodi pratici di calcolo. Scoprite come la padronanza del fattore K possa rivoluzionare i vostri progetti di lamiera e garantire una produzione di successo.

Questo articolo fornisce un'esplorazione approfondita del fattore K, un concetto cruciale nella progettazione e nella fabbricazione delle lamiere. Tratta la definizione del fattore K, la sua relazione con lo strato neutro e i metodi per calcolarlo e calibrarlo.
L'articolo esamina anche i fattori che influenzano il fattore K, come le proprietà del materiale e i parametri di flessione, e fornisce indicazioni pratiche per determinare il valore ottimale del fattore K per le varie applicazioni.
Il fattore K è un concetto cruciale nella progettazione e nella fabbricazione di lamiere, in particolare quando si lavora con software CAD come SolidWorks. Rappresenta la posizione dell'asse neutro all'interno di una piegatura e svolge un ruolo fondamentale nel determinare la lunghezza precisa delle parti in lamiera dopo la piegatura. Matematicamente, il fattore K è definito come il rapporto tra la distanza tra lo strato neutro e la superficie interna della piegatura (t) e lo spessore complessivo della lamiera (T):
K = t / T
Questo valore adimensionale è sempre compreso tra 0 e 1, in genere da 0,3 a 0,5 per i materiali e i processi di piegatura più comuni. Il fattore K è essenziale per diverse ragioni:
Tra i fattori che influenzano il fattore K vi sono le proprietà del materiale (come la resistenza allo snervamento e la duttilità), lo spessore della lamiera, il raggio di curvatura e il metodo di piegatura (piegatura ad aria, bottoming, coining). La moderna produzione di lamiere spesso utilizza tabelle di fattori K derivate empiricamente o analisi avanzate agli elementi finiti (FEA) per determinare i valori ottimali per applicazioni specifiche.
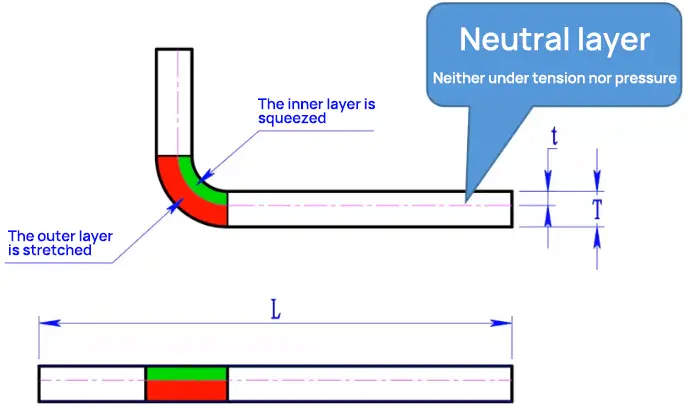
Per comprendere appieno il fattore K, è essenziale capire il concetto di strato neutro. Quando un pezzo di lamiera viene piegato, il materiale vicino alla superficie interna della piega subisce una compressione, la cui intensità aumenta in prossimità della superficie. Al contrario, il materiale vicino alla superficie esterna subisce un allungamento, la cui intensità aumenta in prossimità della superficie.
Supponendo che la lamiera sia composta da strati sottili sovrapposti (come nel caso della maggior parte dei metalli), deve esistere uno strato centrale che non subisce né compressione né allungamento durante la piegatura. Questo strato è noto come strato neutro. Lo strato neutro è fondamentale per determinare il fattore K e, di conseguenza, le dimensioni di piegatura e di sagoma piana di un pezzo di lamiera.
Lo strato neutro, sebbene invisibile all'interno della lamiera, svolge un ruolo fondamentale nelle operazioni di piegatura ed è intrinsecamente legato alle proprietà del materiale. Questa relazione influenza direttamente il fattore K, un parametro critico nella lavorazione della lamiera.
La posizione dello strato neutro è determinata da diverse caratteristiche del materiale:
Il fattore K, essendo una rappresentazione della posizione dello strato neutro, è di conseguenza influenzato da queste stesse proprietà del materiale. È tipicamente espresso come un valore decimale compreso tra 0 e 1, dove 0,5 indica lo strato neutro a metà spessore della lastra.
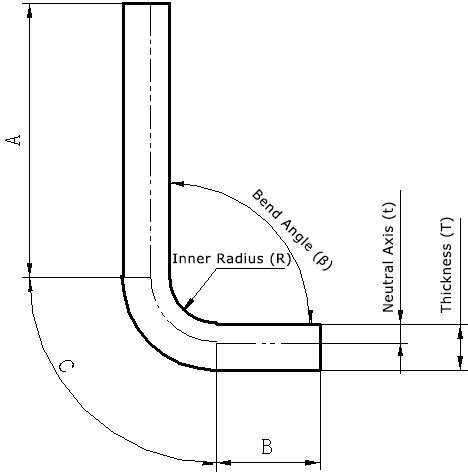
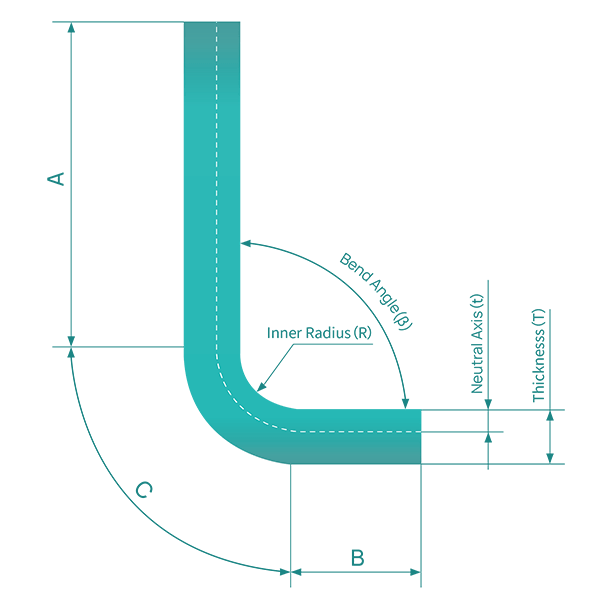
Un principio fondamentale derivato dal concetto di strato neutro è che la lunghezza dispiegata (modello piatto) di una parte di lamiera piegata è uguale alla lunghezza dello strato neutro. Questo principio può essere espresso matematicamente come:
Lunghezza non piegata = lunghezza retta A + lunghezza retta B + lunghezza dell'arco C
Dove:
Questa relazione è fondamentale per un dimensionamento preciso del modello piatto, che si basa sulla determinazione accurata del fattore K e sul calcolo del margine di curvatura. Il margine di curvatura, a sua volta, è influenzato da:
La comprensione di queste interrelazioni consente agli ingegneri di:
In pratica, mentre i calcoli teorici forniscono un punto di partenza, le prove empiriche e la regolazione dei fattori K per specifiche combinazioni di materiali e utensili spesso forniscono i risultati più accurati in ambienti di produzione.
Le illustrazioni riportate di seguito forniscono una spiegazione visiva dettagliata del concetto di fattore K:
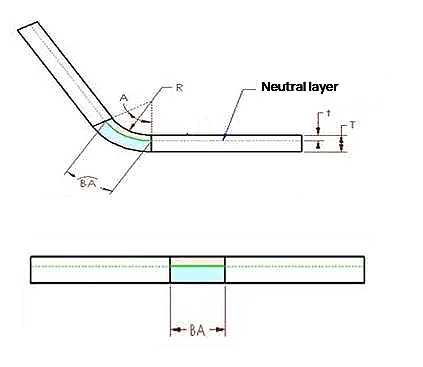
Nella sezione trasversale di un pezzo di lamiera, esiste uno strato neutro o asse. Il materiale che si trova in questo strato neutro all'interno della regione di piegatura non subisce né compressione né stiramento, ed è quindi l'unica area che rimane indeformata durante la piegatura. Nel diagramma, lo strato neutro è rappresentato dall'intersezione delle regioni rosa (compressione) e blu (stiramento).
Un'intuizione fondamentale è che se lo strato neutro rimane indeformato, la lunghezza dell'arco dello strato neutro all'interno della regione di piegatura deve essere uguale sia nello stato piegato che in quello appiattito della parte in lamiera. Questo principio costituisce la base per il calcolo delle tolleranze di piegatura e delle dimensioni della sagoma piana utilizzando il fattore K.
Pertanto, il margine di piegatura (BA) deve essere pari alla lunghezza dell'arco di strato neutro nell'area di piegatura della parte in lamiera. Questo arco è rappresentato in verde nella Figura.
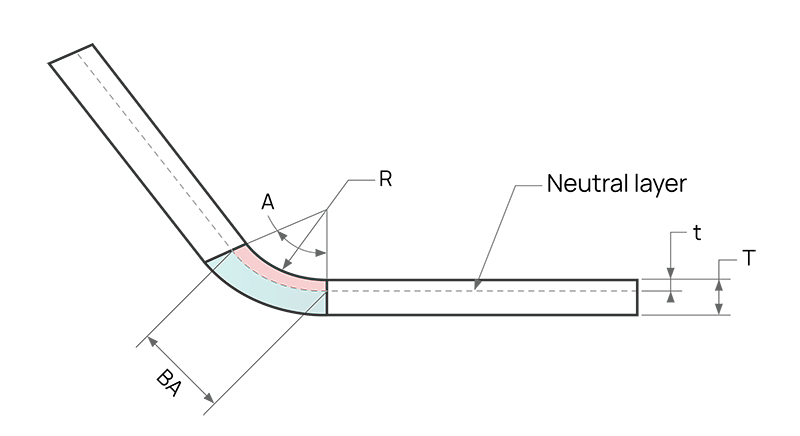
La posizione dello strato neutro nelle lamiere dipende da specifiche proprietà del materialecome la duttilità.
Supponendo che la distanza tra lo strato di lamiera neutro e la superficie sia "t", cioè che la profondità dalla superficie della parte in lamiera alla lamiera sia "t". materiale metallico nella direzione dello spessore è t.
Pertanto, il raggio dell'arco neutro dello strato di lamiera può essere espresso come (R+t).
Utilizzando questa espressione e la angolo di curvatura, la lunghezza dell'arco di strato neutro (BA) può essere espressa come:
Per semplificare la definizione dello strato neutro nella lamiera e considerando l'applicabilità a tutti gli spessori del materiale, viene introdotto il concetto di fattore k. In particolare, il fattore k è il rapporto tra lo spessore della posizione dello strato neutro e lo spessore complessivo della parte in lamiera, ovvero:
Pertanto, il valore di K è sempre compreso tra 0 e 1. Se il fattore k è pari a 0,25, significa che lo strato neutro si trova al 25% dello spessore della lamiera, se è pari a 0,5, significa che lo strato neutro si trova a metà dell'intero spessore, e così via.
Combinando le due equazioni precedenti, si ottiene la seguente equazione:
Dove alcuni valori come A, R e T sono determinati dalla forma geometrica effettiva.
Per determinare con precisione il valore del fattore K, offriamo due calcolatori di precisione progettati per diversi scenari di input. Anche se i risultati possono presentare lievi variazioni, entrambi i calcolatori forniscono risultati affidabili e adatti alle vostre specifiche esigenze di formatura dei metalli.
Calcolatrice 1: tolleranza di curvatura nota e raggio interno di curvatura
Questo calcolatore è ottimizzato per le situazioni in cui si dispone di misure precise del margine di piegatura e del raggio di curvatura interno. Utilizza questi parametri per calcolare il fattore K e la distanza critica dalla superficie interna all'asse neutro (t), essenziali per un calcolo accurato della piegatura della lamiera.
Ingressi:
Uscite:
Se si conoscono solo il raggio di curvatura interno e lo spessore del materiale, utilizzare questa calcolatrice per determinare il fattore K.
Ingressi:
Uscite:
Queste calcolatrici offrono un modo pratico per determinare rapidamente il fattore K e la posizione dell'asse neutro per i vostri progetti di progettazione della lamiera.
Sulla base dei calcoli precedenti, è possibile ricavare la formula per il calcolo del fattore K:
Dove:
Esempio di calcolo:
Eseguiamo un esempio di calcolo utilizzando le seguenti informazioni:
La formula per calcolare il fattore K è
Fase 1: Sostituire i valori indicati nella formula del fattore K:
K = (2.1 × 180/(3.14 × 90) - 1)/1
Fase 2: semplificare l'equazione:
K ≈ 0.337
Pertanto, per i parametri indicati, il fattore K è pari a circa 0,337.
Questo esempio mostra come applicare la formula di calcolo del fattore K per determinare il fattore K per uno specifico scenario di piegatura della lamiera.
Di seguito sono riportati i fattori K per i materiali metallici più comuni.
Grafico del fattore K
| Spessore (SPCC/SECC) | Fattore K (Tutti gli angoli, compreso l'angolo R) |
| 0.8 | 0.615 |
| 1 | 0.45 |
| 1.2 | 0.35 |
| 1.5 | 0.348 |
| 2 | 0.455 |
| 3 | 0.349 |
| 4 | 0.296 |
Tabella di deduzione delle curve
| Spessore (SPCC/SECC) | Detrazione per la curva (applicabile solo agli angoli 90) |
| 0.8 | 1 |
| 1 | 1.5 |
| 1.2 | 2 |
| 1.5 | 2.5 |
| 2 | 3 |
| 3 | 5 |
| 4 | 7 |
| 5 | 10 |
La tabella seguente fornisce i valori di tolleranza di piegatura ottenuti da un produttore specifico per vari materiali e spessori. Si noti che questi valori sono solo di riferimento e potrebbero non essere universalmente applicabili.
| Spessore del materiale (T) | SPCC | Al | SUS | Rame |
| 0.8 | 1.4 | 1.4 | 1.5 | – |
| 1.0 | 1.7 | 1.65 | 1.8 | – |
| 1.2 | 1.9 | 1.8 | 2.0 | – |
| 1.5 | 2.5 | 2.4 | 2.6 | – |
| 2.0 | 3.5 | 3.2 | 3.6 | 37 (R3) |
| 2.5 | 4.3 | 3.9 | 4.4 | – |
| 3.0 | 5.1 | 4.7 | 5.4 | 5.0 (R3) |
| 3.5 | 6.0 | 5.4 | 6.0 | |
| 4.0 | 7.0 | 6.2 | 7.2 | 6.9 (R3) |
Nota: per il rame, i valori di tolleranza di piegatura sono coefficienti quando il raggio di curvatura interno è R3. Quando si utilizza un punzone acuto per la piegatura, fare riferimento alla tolleranza di piegatura per la lega di alluminio o determinare il valore attraverso una piegatura di prova.
Per capire perché il fattore K non può superare lo 0,5, è fondamentale comprendere i concetti di fattore K e di strato neutro nella piegatura delle lamiere.
La piegatura della lamiera consiste nel creare una deformazione controllata per formare un arco di piccolo raggio. A differenza della profilatura, che produce raggi più ampi, la piegatura produce in genere curve più strette. Indipendentemente dal metodo di piegatura utilizzato (piegatura ad aria, bottoming o coining), ottenere un angolo retto perfetto è fisicamente impossibile a causa delle proprietà del materiale e delle limitazioni degli utensili. Il raggio del pezzo è direttamente correlato al raggio dello stampo inferiore: un raggio dello stampo più piccolo produce un raggio di curvatura più stretto e viceversa.
Nella piegatura delle lamiere, il materiale subisce una compressione all'interno della curva e una tensione all'esterno. Questa deformazione crea un piano teorico all'interno dello spessore del materiale in cui non si verificano né compressione né tensione, noto come strato neutro o asse neutro.
Quando una lamiera viene piegata, le dimensioni della superficie interna diminuiscono mentre quelle della superficie esterna aumentano. Questa variazione dimensionale dà origine al margine di piegatura, un fattore critico nei calcoli precisi di piegatura. Ad esempio, quando si piega un angolo di 90 gradi da uno spezzone piatto con dimensioni esterne di 20 x 20 mm, la lunghezza dispiegata sarà sempre inferiore a 40 mm, indipendentemente dallo spessore del materiale. Ciò è dovuto all'allungamento delle fibre esterne durante la piegatura.
Ricerche avanzate e requisiti di produzione di alta precisione hanno rivelato che la posizione dello strato neutro non è sempre al centro esatto dello spessore del materiale. Infatti, per piccoli raggi di curvatura (tipicamente quando il raggio interno della curva è inferiore a 2 volte lo spessore del materiale), l'asse neutro si sposta verso l'interno della curva.
Questo spostamento si verifica perché le forze di compressione all'interno della curva sono maggiori delle forze di trazione all'esterno, con conseguente distribuzione asimmetrica delle deformazioni. Ad esempio, in una curva stretta, la dimensione interna può diminuire di 0,3 mm, mentre la dimensione esterna aumenta di 1,7 mm, invece di variazioni uguali di 1 mm su entrambi i lati.
Il fattore K è un coefficiente adimensionale utilizzato per individuare la posizione dello strato neutro all'interno dello spessore del materiale durante la flessione. È definito come il rapporto tra la distanza dalla superficie interna della curva e lo strato neutro, diviso per lo spessore totale del materiale.
In termini matematici, il fattore K = d / t, dove:
d = distanza dalla superficie interna della curva allo strato neutro
t = spessore totale del materiale
La posizione dello strato neutro è vincolata dai confini fisici del materiale. Al massimo teorico, lo strato neutro potrebbe trovarsi al centro esatto dello spessore del materiale. In questo caso:
d (massimo) = t / 2
Fattore K (massimo) = (t / 2) / t = 0,5
Pertanto, il fattore K nella piegatura delle lamiere non può essere superiore a 0,5, poiché ciò implicherebbe che lo strato neutro sia posizionato oltre la linea centrale dello spessore del materiale, il che è fisicamente impossibile.
In pratica, i fattori K variano tipicamente da 0,3 a 0,5, a seconda delle proprietà del materiale, del raggio di curvatura e del processo di formatura. La determinazione accurata del fattore K è fondamentale per calcolare con precisione le tolleranze di piegatura e per ottenere tolleranze dimensionali ristrette nella fabbricazione delle lamiere.
Anche a parità di materiale, il fattore K nella lavorazione effettiva non è costante ed è influenzato dalla tecnologia di lavorazione. Nella fase di deformazione elastica della piegatura delle lamiere, l'asse neutro si trova al centro dello spessore della lamiera. Tuttavia, con l'aumento della deformazione di flessione del pezzo, il materiale subisce principalmente una deformazione plastica, che non è recuperabile.
A questo punto, lo strato neutro si sposta verso il lato interno della curva al variare dello stato di deformazione. Quanto più grave è la deformazione plastica, tanto maggiore è lo spostamento verso l'interno dello strato neutro.
Per riflettere l'intensità della deformazione plastica durante la flessione della piastra, possiamo utilizzare il parametro R/T, dove R rappresenta il raggio di curvatura interno e T lo spessore della piastra. Un rapporto R/T più piccolo indica un livello più elevato di deformazione della piastra e un maggiore spostamento verso l'interno dello strato neutro.
La tabella seguente mostra i dati relativi a lastre a sezione rettangolare in condizioni di lavorazione specifiche. All'aumentare di R/T, aumenta anche il fattore di posizione K dello strato neutro.
| R/T | K |
| 0.1 | 0.21 |
| 0.2 | 0.22 |
| 0.3 | 0.23 |
| 0.4 | 0.24 |
| 0.5 | 0.25 |
| 0.6 | 0.26 |
| 0.7 | 0.27 |
| 0.8 | 0.3 |
| 1 | 0.31 |
| 1.2 | 0.33 |
| 1.5 | 0.36 |
| 2 | 0.37 |
| 2.5 | 0.4 |
| 3 | 0.42 |
| 5 | 0.46 |
| 75 | 0.5 |
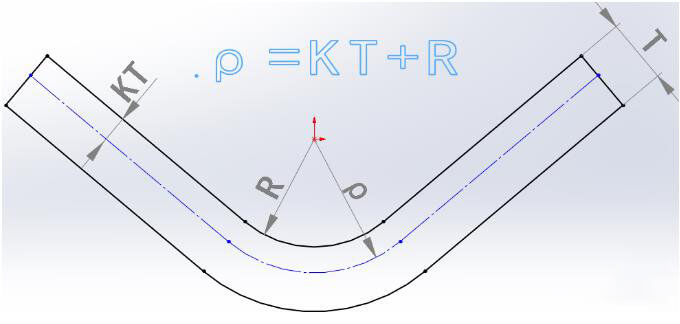
Il raggio dello strato neutro (ρ) può essere calcolato con la seguente formula:
ρ = R + KT
Dove:
Una volta determinato il raggio dello strato neutro, è possibile calcolare la sua lunghezza sviluppata in base alla geometria e quindi ricavare la lunghezza sviluppata della lastra.
In genere, nelle stesse condizioni di piegatura, i materiali di lamiera più morbidi hanno valori K più bassi e maggiori offset verso l'interno dello strato neutro. Il Manuale delle macchine fornisce tre tabelle di piegatura standard applicabili alla piegatura a 90 gradi, come mostrato di seguito:
| Tabella | Materiale | Fattore K |
| # 1 | Ottone morbido, rame | 0.35 |
| # 2 | Ottone duro, rame, acciaio dolce, alluminio | 0.41 |
| # 3 | Ottone duro, bronzo, freddo acciaio laminato, acciaio per molle | 0.45 |
Queste tabelle dimostrano come le proprietà del materiale influenzino il fattore K e la posizione dello strato neutro.
Per le curve con raggi interni più piccoli, anche l'angolo di curvatura può influenzare la variazione del fattore K. All'aumentare dell'angolo di piega, lo strato neutro subisce un maggiore spostamento verso il lato interno della curva. Questa relazione tra l'angolo di piega e lo spostamento dello strato neutro è particolarmente significativa per le curve a raggio stretto e deve essere presa in considerazione quando si determina il fattore K appropriato per un determinato pezzo di lamiera.
Nelle operazioni di piegatura della lamiera, la calibrazione del fattore K è fondamentale per ottenere risultati precisi e coerenti. Questo processo di calibrazione è essenziale a causa di diversi fattori inerenti alla formatura dei metalli:
Investendo tempo nella calibrazione del fattore K, i produttori possono migliorare significativamente l'accuratezza dei calcoli di piegatura della lamiera, migliorare la qualità del prodotto e ottimizzare il flusso di lavoro dalla progettazione alla produzione. Questo processo di calibrazione, pur richiedendo inizialmente un certo impegno, fa risparmiare tempo e risorse riducendo gli errori e le iterazioni nel processo di fabbricazione della lamiera.
Ecco un'analisi completa del processo di calibrazione del fattore K per la progettazione di lamiere in SolidWorks:
Seguendo meticolosamente questo processo di calibrazione, si garantisce una modellazione accurata della lamiera in SolidWorks, che porta a uno sviluppo preciso del modello piatto e a processi di produzione ottimizzati.
Per determinare il valore ottimale del fattore K per la piegatura delle lamiere in base alle diverse proprietà del materiale, è essenziale comprendere il ruolo e il significato del fattore K. Il fattore K è un valore indipendente che descrive il modo in cui la lamiera si piega e si dispiega in base a vari parametri geometrici. Viene anche utilizzato per calcolare la compensazione della piegatura per diversi spessori di materiale, raggi di piegatura e angoli di piegatura. La scelta del fattore K appropriato è fondamentale per garantire uno svolgimento e una piegatura accurati dei pezzi in lamiera.
Il processo di determinazione del valore ottimale del fattore K in base alle proprietà del materiale può essere riassunto nelle seguenti fasi:
Seguendo questi passaggi e considerando le proprietà del materiale, i valori predefiniti, le regolazioni sperimentali, le tabelle di deduzione della piegatura e i parametri di piegatura aggiuntivi, è possibile determinare il valore ottimale del fattore K per la specifica applicazione di piegatura della lamiera.
D: Qual è l'intervallo tipico dei valori del fattore K per i materiali comuni?
R: Il fattore K varia in genere da 0,3 a 0,5, a seconda delle proprietà del materiale e delle condizioni di formatura. Per i materiali morbidi e duttili, come il rame e l'alluminio ricotto, i fattori K sono generalmente più bassi, intorno a 0,33-0,38. I materiali a media resistenza, come l'acciaio dolce e l'ottone, hanno in genere fattori K tra 0,40 e 0,45. I materiali ad alta resistenza, come l'acciaio inossidabile e l'acciaio per molle, tendono ad avere fattori K più elevati, compresi tra 0,45 e 0,50. È importante notare che questi valori possono variare in base a fattori quali lo spessore della lamiera, il raggio di curvatura e l'orientamento dei grani.
D: Come faccio a scegliere il fattore K appropriato per il mio progetto di lamiera?
R: La scelta del fattore K appropriato implica la considerazione di più fattori:
Convalidare sempre il fattore K selezionato attraverso la prototipazione o la produzione di campioni prima della produzione su larga scala, per garantire l'accuratezza e la qualità dei pezzi finali.
In conclusione, il fattore K è un concetto critico nella progettazione e nella fabbricazione della lamiera, in quanto è un parametro chiave per prevedere con precisione il comportamento del materiale durante le operazioni di piegatura. Comprendendo la sua relazione con la posizione dell'asse neutro, le proprietà del materiale e le condizioni di formatura, i progettisti e gli ingegneri possono creare modelli piatti precisi e ottenere tolleranze di piegatura ottimali.
Padroneggiare le sfumature della selezione e dell'applicazione del fattore K è essenziale per produrre pezzi in lamiera di alta qualità con precisione dimensionale e prestazioni costanti. Con la continua evoluzione delle tecnologie di produzione e dei materiali, rimanere informati sulle ultime ricerche e sulle migliori pratiche del settore in materia di determinazione del fattore K rimarrà fondamentale per mantenere un vantaggio competitivo nella produzione di lamiere.
Ulteriori letture e risorse
Per approfondire la conoscenza della piegatura della lamiera e dei concetti correlati, esplorate le seguenti risorse:

In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.







