Progressi nella produzione additiva laser di acciaio inossidabile 316L
Immaginate di produrre intricati componenti in acciaio inossidabile ad alta resistenza con una precisione e un'efficienza senza precedenti. La produzione additiva laser di acciaio inossidabile 316L sta rivoluzionando il settore, impiegando tecniche avanzate come la deposizione diretta di energia (DED) e la fusione laser selettiva (SLM). Questo articolo approfondisce i metodi, i vantaggi e le sfide di queste tecnologie all'avanguardia, offrendo approfondimenti sul loro impatto sui processi produttivi e sul futuro dell'ingegneria dei materiali. Esplora come questa innovazione possa migliorare la durata e le prestazioni dei prodotti, promettendo una nuova era nella fabbricazione industriale.
La tecnologia di produzione additiva laser ha il vantaggio di formare rapidamente parti di forma complessa e ha ricevuto un'ampia attenzione negli ultimi anni.
Questo articolo introduce due tecnologie di produzione additiva laser, la deposizione a energia diretta (DED) e la fusione laser selettiva (SLM), e riassume i progressi della ricerca sulla produzione additiva laser dell'acciaio inossidabile 316L dal punto di vista dei difetti comuni, della struttura e della consistenza e delle proprietà meccaniche.
Analizza i problemi esistenti nella produzione additiva laser dell'acciaio inossidabile 316L e ne prospetta le prospettive di sviluppo.
1. Processo di fabbricazione additiva laser
La produzione additiva laser comprende due tecnologie, la deposizione a energia diretta (DED) e la fusione laser selettiva (SLM).
Entrambe utilizzano fasci laser ad alta energia come fonti di calore per fondere localmente la polvere di metallo e formare un pool fuso; quando il raggio laser si allontana, il pool fuso si solidifica rapidamente. Tuttavia, i principi di funzionamento delle tecnologie DED e SLM sono diversi.
Il DED, noto anche come ingegneria laser near-net-shape, deposizione laser di metalli o formatura laser rapida, è una tipica tecnologia di produzione additiva laser a erogazione coassiale di polveri.
La polvere metallica all'interno del tamburo della polvere entra nel bagno fuso attraverso il tubo di trasporto e l'ugello appositamente progettato. Il raggio laser si muove lungo una traiettoria predeterminata sotto il controllo del computer per fondere la polvere metallica e formare uno strato sottile.
Successivamente, la testa di deposizione si sposta verso l'alto, continuando a depositare lo strato successivo, ripetendo questo processo strato per strato fino alla realizzazione del pezzo desiderato.
Oltre a fare direttamente formatura del metallo La tecnologia DED può essere utilizzata anche per preparare rivestimenti, riparare componenti danneggiati e preparare materiali funzionalmente graduati. La SLM è una tipica tecnologia di produzione additiva laser a letto di polvere.
La polvere metallica non viene spruzzata dall'ugello, ma viene prediffusa uniformemente sul letto di polvere. Il raggio laser fonde selettivamente il letto di polvere secondo un percorso predeterminato.
Dopo la formazione di uno strato, il letto di polvere si sposta di una certa distanza verso il basso e viene ripassato e fuso selettivamente, ripetendo questo processo strato per strato fino alla produzione del pezzo desiderato.
Per evitare l'ossidazione di Acciaio inox 316L sia il processo di formatura DED che quello SLM devono essere eseguiti sotto protezione di gas inerte.
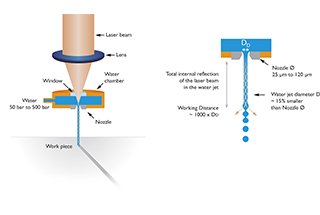
Oltre ai diversi principi operativi, la Deposizione Diretta di Energia (DED) e la Fusione Laser Selettiva (SLM) hanno anche parametri di processo significativamente diversi. Il diametro del fascio laser nella DED varia tipicamente tra 600 e 1300μm, mentre nella SLM è significativamente più piccolo, di solito tra 15 e 80μm.
Attualmente, la polvere di acciaio inossidabile 316L utilizzata per la produzione additiva laser viene spesso preparata per atomizzazione.
Considerando i diametri del fascio di DED e SLM, la dimensione delle particelle di polvere di acciaio inossidabile 316L per DED è solitamente compresa tra 45 e 180μm, mentre per SLM è tipicamente compresa tra 5 e 63μm.
Durante il processo DED, il potenza del laser (P) può raggiungere da 200 a 720W, ma la velocità di scansione (v) è spesso inferiore a 10mm-s-1.
Di conseguenza, la densità di energia della linea (EL=P/v) è estremamente elevata, anche fino a decine o centinaia di joule per millimetro. Una maggiore densità di energia della linea porta a una maggiore penetrazione del laser, quindi lo spessore dello strato nel DED è solitamente impostato su 254-500μm, con un intervallo di scansione tipicamente impostato su 350-500μm.
Al contrario, la SLM utilizza spesso una potenza laser inferiore (da 60 a 380 W) e una velocità di scansione superiore (da 30 a 7000 mm-s).-1), con una densità di energia della linea molto bassa, di solito compresa tra 0,01 e 0,5 J-mm.-1.
Per garantire l'assenza di difetti di fusione insufficienti, sia l'intervallo di scansione che lo spessore dello strato in SLM devono essere sufficientemente piccoli, di solito compresi rispettivamente tra 20 e 300μm e tra 10 e 60μm.
Durante la formazione della DED, il gradiente di temperatura e la velocità di raffreddamento possono arrivare fino al 102 a 103K-mm-1 e 103 a 104K-s-1, rispettivamente.
Poiché la densità di energia della linea in SLM è più bassa, il gradiente di temperatura all'interno del pool di fusione è ancora più grande, fino al 103 a 105K-mm-1, e la velocità di raffreddamento è più rapida, raggiungendo il 104 a 107K-s-1.
2. Difetti comuni
Rispetto alle tecniche metallurgiche tradizionali, la tecnologia di produzione additiva laser presenta notevoli vantaggi.
Tuttavia, se i parametri di processo sono scelti in modo errato, durante il processo di formatura possono essere introdotti vari difetti, come porosità, mancanza di fusione e cricche. Questi difetti possono ridurre significativamente le proprietà meccaniche dell'acciaio inossidabile 316L.
Pertanto, il modo in cui ridurre o eliminare questi difetti è una questione cruciale nella produzione additiva laser.
La porosità e la mancanza di fusione sono i due difetti più comuni nella produzione additiva laser dell'acciaio inossidabile 316L. La porosità appare tipicamente sferica e deriva principalmente dai gas presenti nella polvere di acciaio inossidabile 316L.
I pori all'interno della polvere non possono essere completamente espulsi durante la rapida solidificazione del bagno di fusione e rimangono all'interno del componente. Anche i gas inerti possono essere trascinati nel bagno di fusione e formare pori.
Inoltre, durante il processo di produzione additiva laser, la temperatura più alta si trova sulla superficie del pezzo. Il calore viene condotto verso l'interno, formando un bacino di fusione ampio e poco profondo.
Tuttavia, quando la potenza del laser è estremamente elevata o la velocità di scansione del laser è molto bassa, ovvero la densità di energia della linea laser è molto elevata, la formazione del bagno di fusione passerà da una modalità di conduzione del calore a una modalità di fusione profonda, formando un canale del bagno di fusione stretto e profondo.
Questo canale è molto instabile e può facilmente formare pori sul fondo del bagno di fusione. In genere si ritiene che quando il rapporto tra la larghezza e la profondità del bagno di fusione scende al di sotto di un certo valore critico, si innesca la modalità di fusione profonda.
Per controllare il tasso di porosità dell'acciaio inossidabile 316L nella produzione additiva laser, il contenuto di gas della polvere di acciaio inossidabile 316L deve essere rigorosamente controllato e i parametri di processo devono essere ottimizzati per evitare la porosità causata dalla modalità di fusione profonda.
A differenza del meccanismo di formazione della porosità, i difetti di mancata fusione derivano tipicamente da una densità di energia laser insufficiente che porta a una profondità di fusione inadeguata, con conseguenti vuoti di forma irregolare e di grandi dimensioni tra gli strati. Questo tipo di difetto può essere generalmente risolto riducendo lo spessore dello strato.
La ballificazione è uno dei difetti più comuni nella produzione additiva laser dell'acciaio inossidabile 316L. Questo fenomeno si riferisce all'incapacità delle gocce di metallo fuso di formare una linea continua di fusione, creando invece una superficie a forma di goccia sul pezzo formato; l'effetto cumulativo della ballificazione può ridurre significativamente la precisione del pezzo.
Questo effetto è spesso causato da un eccessivo contenuto di ossigeno nella cavità di formatura, che provoca l'ossidazione della superficie delle gocce di metallo, impedendone la fusione. Pertanto, è fondamentale controllare rigorosamente il contenuto di ossigeno nella cavità di formatura durante il processo di formatura.
L'acciaio inossidabile 316L è uno dei metalli adatti alla fabbricazione additiva, ma sono stati segnalati difetti di fessurazione nella fabbricazione additiva al laser dell'acciaio inossidabile 316L.
Il cracking termico (o cracking da solidificazione) è uno dei meccanismi più importanti per il cracking, che spesso si verifica nella fase finale della solidificazione rapida del bagno fuso.
A questo punto, la proporzione di fase solida è elevata, la piscina fusa è occupata da una sottostruttura cellulare e c'è un film di fase liquida al confine della sottostruttura cellulare.
La resistenza di questa struttura è estremamente bassa, il che la rende incline a fessurarsi sotto sforzo di trazione e, in questo momento, è difficile per il liquido fluire per riempire l'area della fessura, formando alla fine una fessura termica ai confini del grano.
I difetti più comuni e i loro meccanismi di formazione nella produzione additiva laser dell'acciaio inossidabile 316L sono riportati nella Tabella 1.
Tabella 1: Difetti comuni e meccanismi di formazione nella produzione additiva laser di acciaio inossidabile 316L.
Nome del difetto
Meccanismo di formazione
Poro
I pori sono presenti all'interno della polvere; inerte gas di schermatura non può essere espulso dal pool fuso; una selezione inadeguata dei parametri di processo determina un'eccessiva densità di energia laser, innescando una modalità di fusione profonda.
Fusione incompleta
La densità di energia del laser è insufficiente, con conseguente profondità di fusione inadeguata.
Sferoidizzazione
L'eccessivo contenuto di ossigeno impedisce alle gocce di metallo di fondersi per formare una linea continua di fusione.
Scricchiolii
Durante l'ultima fase della solidificazione, il film di fase liquida al confine della sottostruttura cellulare si fessura sotto l'effetto della trazione.
3. Microstruttura
A causa dell'elevato gradiente di temperatura e della velocità di raffreddamento, la solidificazione processo del laser La produzione additiva mostra un rapido effetto di spegnimento.
L'acciaio inossidabile 316L preparato in questo modo presenta una struttura estremamente non equilibrata che la tradizionale metodi di colata non può essere raggiunto.
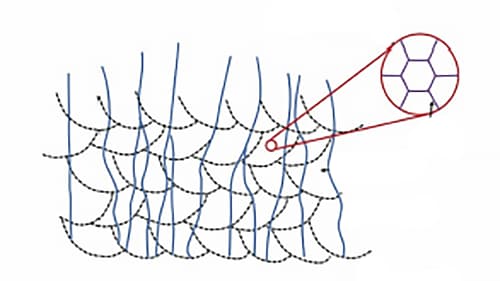
In genere forma una struttura cristallina colonnare, con numerose minuscole sottostrutture cellulari all'interno dei grani colonnari, come rappresentato nella Figura 1.
Figura 1: Illustrazione della microstruttura dell'acciaio inossidabile 316L formato con la fabbricazione additiva laser.
Durante il processo di solidificazione (tra cui colata, saldatura, produzione additiva al laser, ecc.), il gradiente di temperatura G nella fase liquida in corrispondenza dell'interfaccia solido/liquido e il tasso di crescita V del fronte di solidificazione determinano insieme la morfologia e le dimensioni del grano e la sua sottostruttura interna.
Più piccolo è il G/V, più facile è la formazione di una struttura a grani equiax; al contrario, è più probabile la formazione di una struttura a grani colonnari. I gradienti di temperatura e i tassi di crescita variano in tutto il pool di fusione.
In genere, la parte inferiore del bagno di fusione presenta un gradiente di temperatura elevato e un tasso di crescita ridotto, favorendo la formazione di cristalli colonnari, mentre la parte superiore del bagno di fusione presenta un gradiente di temperatura ridotto e un tasso di crescita elevato, favorendo la formazione di cristalli equiax.
La produzione additiva laser utilizza un metodo di deposizione strato per strato. Per garantire un legame sufficiente tra gli strati, parte del materiale dello strato precedente viene rifuso, per cui la struttura cristallina equilatera nella parte superiore del bagno di fusione spesso non esiste, mentre i cristalli colonnari nella parte inferiore del bagno di fusione si estendono strato per strato attraverso la crescita epitassiale.
Inoltre, a differenza della struttura dendritica dell'acciaio inossidabile 316L fuso, il bagno di fusione della produzione additiva laser si raffredda molto rapidamente durante la solidificazione, limitando la formazione e la crescita di dendriti secondarie.
Pertanto, l'interfaccia solido/liquido del bagno di fusione dell'acciaio inossidabile 316L durante la produzione additiva laser di solito avanza attraverso la crescita cellulare.
Durante la solidificazione, l'acciaio inossidabile 316L formato con DED forma tipicamente un'armatura primaria. austenite e sulle pareti della sottostruttura cellulare è presente una marcata segregazione di elementi stabilizzanti della ferrite, come cromo e molibdeno, che favoriscono la formazione di una piccola quantità di ferrite.
Rispetto alla DED, la SLM si raffredda più velocemente, l'effetto di segregazione degli elementi è notevolmente ridotto, in genere non è sufficiente a formare una ferrite stabile, per cui l'acciaio inossidabile 316L formato con la SLM presenta solitamente una monofase. austenite struttura, senza formazione di ferrite.
Oltre alla segregazione di elementi stabilizzanti della ferrite come il cromo e il molibdeno sulle pareti cellulari della sottostruttura cellulare, la leggera differenza di orientamento tra sottostrutture cellulari adiacenti porta a un gran numero di dislocazioni che si raggruppano sulle pareti cellulari, mentre la densità di dislocazioni all'interno della sottostruttura cellulare è relativamente bassa, formando una tipica cella di dislocazione.
Inoltre, una certa struttura cristallografica viene formata nell'acciaio inossidabile 316L attraverso la produzione additiva laser. Durante il processo, la direzione del flusso termico varia all'interno del bagno di fusione, ma nel complesso si oppone alla direzione di formazione.
La struttura dell'acciaio inossidabile 316L formato con la produzione additiva laser è costituita principalmente da austenite con struttura cubica a facce centrate.
Poiché la direzione è la direzione di crescita più rapida per i cristalli cubici, l'acciaio inossidabile 316L forma tipicamente una texture fibrosa lungo la direzione di formazione durante la produzione additiva laser. La regolazione dei parametri di processo, come le strategie di scansione laser, può controllare efficacemente la formazione di texture.
4. Proprietà meccaniche
4.1 Proprietà di trazione
Il resistenza allo snervamento e la resistenza alla trazione dell'acciaio inossidabile 316L prodotto attraverso la fabbricazione additiva laser variano in genere da 300 a 600 MPa e da 400 a 800 MPa rispettivamente, significativamente più elevati rispetto alla resistenza allo snervamento (da 200 a 300 MPa) e alla resistenza alla trazione (da 500 a 600 MPa) dell'acciaio inossidabile 316L preparato con metodi tradizionali.
L'elevatissimo carico di snervamento dell'acciaio inossidabile 316L prodotto con additivi laser è attribuito alla sua organizzazione strutturale multi-scala, come grani fini (circa 0,2 mm di dimensione), sottostrutture cellulari (meno di 1μm di diametro), confini di grano ad alta densità a piccolo angolo (fino a 41%), reti di dislocazioni (su scala di centinaia di nanometri), fasi precipitate (da 10 a 150nm di dimensione) e segregazione localizzata degli elementi (meno di 1nm di intervallo).
Questa organizzazione eterogenea su più scale contribuisce anche all'indurimento stabile e continuo dopo lo snervamento dell'acciaio inossidabile 316L.
Inoltre, analogamente all'acciaio inossidabile 316L preparato con processi tradizionali, l'acciaio inossidabile 316L prodotto con additivi laser presenta anche un effetto Hall-Petch dinamico dovuto alla formazione di nanotwins che assistono la deformazione durante il processo di deformazione plastica a trazione, contribuendo a potenziare l'effetto di incrudimento, ottenendo così un'elevata resistenza a trazione e un altissimo allungamento dopo la frattura.
Il tasso di allungamento post-frattura dell'acciaio inossidabile 316L prodotto con additivi laser è strettamente correlato alla porosità all'interno del materiale.
L'acciaio inossidabile 316L formato con la produzione additiva laser presenta tipicamente strutture cristalline colonnari e forma determinate strutture cristallografiche, rendendo anisotrope le proprietà di trazione dell'acciaio inossidabile formato. Regolando le strategie di scansione, è possibile ridurre efficacemente la struttura cristallografica, rendendo isotropo il carico di snervamento.
Tuttavia, le strutture cristalline colonnari portano ancora a livelli variabili di incrudimento in diverse direzioni durante il processo di trazione dell'acciaio inossidabile 316L formato con la produzione additiva laser, con conseguenti differenze significative nella resistenza alla trazione e nell'allungamento dopo la frattura in diverse direzioni.
Inoltre, i processi tradizionali di produzione dell'acciaio inossidabile 316L possono innescare la trasformazione di fase martensitica durante la deformazione plastica, ma negli studi attuali sulla deformazione plastica dell'acciaio inossidabile 316L formato con la produzione additiva laser non è stata riscontrata alcuna trasformazione martensitica indotta dalla deformazione.
4.2 Prestazioni a fatica
Le prestazioni a fatica dell'acciaio inossidabile 316L formato mediante produzione additiva laser sono influenzate da vari fattori, tra cui la microstruttura e i difetti interni, rugosità della superficiee la direzione di carico.
La fine sottostruttura cellulare all'interno della struttura dell'acciaio inossidabile 316L formato con la produzione additiva laser impedisce in modo significativo lo scivolamento delle dislocazioni e la nucleazione delle cricche, migliorando notevolmente le prestazioni a fatica dell'acciaio inossidabile 316L.
Dopo la produzione additiva laser, per i pezzi in acciaio inossidabile 316L è solitamente necessario un trattamento termico post-lavorazione, durante il quale la microstruttura dell'acciaio inossidabile 316L può cambiare, influenzando le sue prestazioni a fatica.
Gli studi dimostrano che dopo aver alleviato lo stress ricottura a 470℃, la sottostruttura cellulare dell'acciaio inossidabile 316L formato con la produzione additiva laser non cambia in modo significativo, quindi la ricottura a bassa temperatura non ha un grande impatto sulla resistenza alla fatica.
Tuttavia, quando la temperatura del trattamento termico è sufficientemente elevata, può influire sulla sottostruttura cellulare dell'acciaio inossidabile 316L formato con la produzione additiva laser, compromettendo così le sue prestazioni a fatica.
I difetti interni e la sostanziale rugosità della superficie degradano significativamente le prestazioni a fatica dell'acciaio inossidabile 316L formato con la produzione additiva laser. Gli studi indicano che le imperfezioni interne (come vuoti e polvere non fusa) e le superfici ruvide portano a una concentrazione localizzata delle sollecitazioni nell'acciaio inossidabile 316L.
Queste aree di concentrazione delle sollecitazioni tendono ad essere i siti iniziali per la nucleazione delle cricche da fatica, favorendo così la formazione di cricche. rottura per fatica. Inoltre, la direzione del carico influisce notevolmente sulle prestazioni a fatica dell'acciaio inossidabile 316L formato con la produzione additiva laser.
La resistenza alla fatica dell'acciaio inossidabile 316L formato al laser è massima quando la direzione di carico è perpendicolare alla direzione di formatura, minore quando sono parallele e minima con un angolo di 45 gradi.
Tuttavia, la ricerca attuale sui meccanismi di propagazione delle cricche da fatica nell'acciaio inossidabile 316L formato al laser è agli inizi e molti meccanismi rimangono poco chiari o addirittura contraddittori.
5. Conclusione
L'acciaio inossidabile 316L, grazie alle sue eccezionali proprietà meccaniche e di resistenza alla corrosione, è tra i più utilizzati. materiali in acciaio inox. I metodi di fusione tradizionali producono acciaio inossidabile 316L con grani grossolani e bassa resistenza.
La lavorazione termomeccanica affina significativamente il grano e introduce dislocazioni ad alta densità, migliorando la resistenza dell'acciaio inossidabile 316L.
Tuttavia, questa procedura è complessa e in genere viene utilizzata per pezzi con forme semplici.
La tecnologia di produzione additiva laser, caratterizzata dalla deposizione strato per strato e dalla solidificazione rapida, consente di modellare rapidamente parti complesse, conferendo caratteristiche organizzative uniche, come i grani piccoli, le sottostrutture cellulari interne, le delimitazioni dei grani ad angolo ridotto ad alta densità e le dislocazioni ad alta densità, che non trovano riscontro nei metodi metallurgici tradizionali.
La produzione additiva laser di acciaio inossidabile 316L offre una resistenza e una plasticità superiori rispetto all'acciaio inossidabile 316L preparato con metodi metallurgici tradizionali.
Tuttavia, la tecnologia di produzione additiva laser è ancora nelle prime fasi della ricerca e dell'applicazione. Gli studi futuri dovrebbero esplorare ulteriormente le microstrutture e i comportamenti meccanici dell'acciaio inossidabile 316L modellato con la produzione additiva laser, insieme a un'indagine approfondita dell'impatto dei parametri di processo sulla struttura e sulle prestazioni.
Il controllo accurato del processo di produzione fornirà un maggiore supporto tecnico per la sua ampia applicazione industriale.
Inoltre, il controllo della struttura cristallografica per migliorare l'anisotropia delle prestazioni dell'acciaio inossidabile 316L modellato con la produzione additiva laser e lo svelamento dei modelli di propagazione delle cricche da fatica sono aree essenziali di ricerca futura.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di poter tagliare il metallo con la precisione di un chirurgo e la velocità di un fulmine. Questa è la realtà della moderna tecnologia di lavorazione laser. Da...
Immaginate di sfruttare il potere della luce per riportare le superfici metalliche alla loro bellezza originale. La pulizia laser sta rivoluzionando la produzione, offrendo un'alternativa precisa ed ecologica ai metodi tradizionali. In questo articolo,...
Siete perplessi sulla scelta tra laser a fibra e laser a stato solido per il vostro prossimo progetto? Questo articolo esplora le principali differenze in termini di applicazioni, precisione e prestazioni. Comprendendo queste...
Immaginate un trattamento in grado di migliorare la durata del metallo con una precisione millimetrica, una distorsione minima e senza aggiungere altri materiali. Il trattamento termico laser fa proprio questo, utilizzando laser ad alta intensità per indurire...
Avete mai pensato a come i laser rivoluzionano la produzione? Dal taglio di precisione alla prototipazione rapida, la tecnologia laser ha trasformato i processi industriali rendendoli più veloci, puliti ed efficienti. In questo articolo,...
Vi siete mai chiesti come fanno i laser a tagliare i materiali con tanta precisione? Questo articolo esplora l'affascinante mondo dei laser a nanosecondi, picosecondi e femtosecondi. Scoprirete come questi laser...
Vi siete mai chiesti come vengono creati gli intricati disegni sul cruscotto della vostra auto o sulla custodia del vostro smartphone? Questo articolo approfondisce la tecnologia di incisione laser degli stampi, spiegando come i laser migliorino la superficie degli stampi...
Vi siete mai chiesti come la tecnologia laser in fibra abbia rivoluzionato diversi settori? Questo articolo esplora i principi fondamentali e le diverse applicazioni dei laser a fibra, evidenziando i loro vantaggi rispetto ai laser tradizionali...
Vi siete mai chiesti come si incidono disegni intricati su superfici metalliche con precisione millimetrica? La tecnologia dell'incisione laser rivoluziona questo processo utilizzando raggi laser concentrati per incidere disegni dettagliati....