Consigli degli esperti per la scelta del taglio laser
E se la regolazione della messa a fuoco della vostra fresa laser potesse fare la differenza tra un taglio pulito e un progetto fallito? Nel taglio laser, la posizione del punto focale è fondamentale per la precisione e la qualità. Questo articolo spiega come scegliere la messa a fuoco corretta, illustrando le tecniche di messa a fuoco positiva, negativa e zero, e offre suggerimenti sull'ispezione della macchina per garantire prestazioni ottimali. Scoprite come ottenere i tagli migliori per diversi materiali e applicazioni.
Prima di tagliare qualsiasi lastra, la distanza tra il punto focale del laser e il materiale da tagliare deve essere regolata correttamente.
Posizioni diverse del punto focale possono determinare livelli diversi di precisione nella sezione trasversale del materiale tagliato, nonché differenze nello slagging del fondo e persino il mancato taglio del materiale.
La scelta della posizione del punto focale della macchina per il taglio laser dipende dal pezzo e dal materiale da tagliare.
Per fare la scelta giusta, è importante ispezionare il taglio laser prima dell'uso per garantire tagli di alta qualità e un funzionamento corretto della macchina.
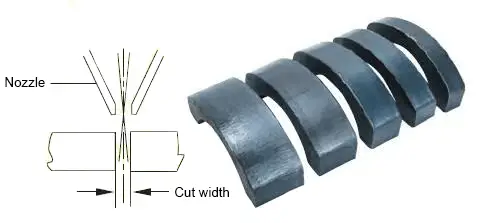
Taglio a fuoco positivo
Il taglio a fuoco positivo è una tecnica in cui il punto focale del raggio laser è posizionato al di sopra della superficie del materiale, con il punto focale situato sulla parte superiore del pezzo. Questo metodo offre diversi vantaggi in varie applicazioni di taglio, in particolare per il taglio all'ossigeno dell'acciaio al carbonio e per il taglio laser ad alta potenza di lamiere spesse.
Nel taglio ad ossigeno dell'acciaio al carbonio, in genere si preferisce una focalizzazione positiva per i suoi effetti positivi sulla qualità del taglio e sull'efficienza del processo. Il profilo di taglio risultante presenta un taglio più ampio nella parte inferiore del pezzo rispetto alla parte superiore. Questa forma affusolata facilita la rimozione delle scorie e consente una migliore penetrazione dell'ossigeno nella parte inferiore del taglio, favorendo l'ossidazione completa in tutto lo spessore del materiale.
L'efficacia del taglio a fuoco positivo può essere ulteriormente ottimizzata regolando la distanza focale. Entro certi limiti, l'aumento della distanza focale positiva porta a una maggiore dimensione del punto sulla superficie della lamiera. Il diametro ampliato del fascio migliora il preriscaldamento e la distribuzione del calore intorno alla zona di taglio, con il risultato di superfici di taglio più lisce e brillanti sull'acciaio al carbonio. La migliore distribuzione del calore contribuisce anche a una qualità di taglio più costante e a ridurre il rischio di difetti come la formazione di scorie.
Per le applicazioni di taglio laser ad alta potenza, come il taglio a impulsi laser da 10.000 watt di lastre spesse di acciaio inossidabile, il taglio a fuoco positivo offre vantaggi significativi. Offre una qualità di taglio stabile, mantenendo un profilo del fascio costante per tutta la profondità di taglio. Questa stabilità è particolarmente vantaggiosa per la rimozione delle scorie nel taglio di lamiere spesse, in quanto aiuta a evitare che il materiale fuso aderisca al fondo del taglio. Inoltre, la tecnica di messa a fuoco positiva riduce il rischio di fenomeni di luce blu inversa, che possono verificarsi quando il raggio laser si riflette sul fondo del taglio e danneggia potenzialmente le ottiche della testa di taglio.
La Figura 1 illustra la configurazione di taglio a fuoco positivo e i suoi effetti sul processo di taglio, dimostrando il miglioramento della qualità del taglio e la riduzione del rischio di danni ottici.
Fig. 1 L'effetto di una sorgente da 12000W taglio laser acciaio al carbonio con un punto focale positivo
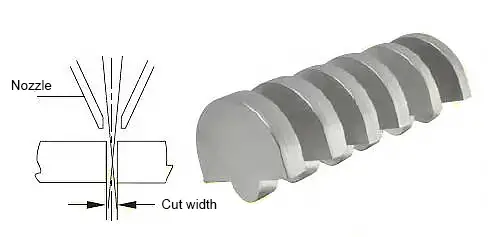
Taglio negativo della messa a fuoco
Il taglio a fuoco negativo è una tecnica di taglio laser avanzata in cui il punto focale è posizionato all'interno del pezzo, sotto la superficie del materiale. Questo posizionamento strategico del punto focale offre notevoli vantaggi in alcune applicazioni.
In questa modalità, la posizione più profonda del punto focale determina un fascio più ampio sulla superficie di taglio, creando una larghezza di taglio relativamente maggiore all'interno del pezzo rispetto al taglio a fuoco positivo. Sebbene questo approccio richieda un maggiore flusso di gas di taglio e un maggiore apporto di energia per mantenere una temperatura sufficiente durante il taglio, offre diversi vantaggi:
Qualità di taglio migliorata: Il taglio a fuoco negativo è particolarmente efficace per la lavorazione dell'acciaio inossidabile, in quanto produce una superficie di taglio uniforme e una finitura trasversale superiore. Il fascio più ampio in superficie aiuta a stabilizzare il processo di taglio, riducendo la probabilità di formazione di scorie e minimizzando le zone termicamente alterate.
Miglioramento delle prestazioni del piercing: Quando si iniziano i tagli attraverso il piercing, è preferibile una messa a fuoco negativa. Questa tecnica garantisce una dimensione minima del punto di perforazione, massimizzando la densità di energia nel punto focale. L'energia concentrata facilita una penetrazione rapida e pulita, soprattutto nei materiali più spessi.
Regolazione della messa a fuoco in funzione della profondità: All'aumentare della profondità della perforazione, il punto di fuoco negativo deve essere regolato di conseguenza. In generale, le perforazioni più profonde richiedono un offset di messa a fuoco negativa maggiore per mantenere una concentrazione ottimale di energia sul fronte di taglio, come illustrato nella Figura 2.
Ridotta sensibilità alla posizione focale: Il fascio più ampio sulla superficie rende il processo meno sensibile a piccole variazioni nella posizione focale, il che può essere vantaggioso quando si tagliano materiali con irregolarità superficiali o quando si lavora con sistemi di posizionamento meno precisi.
Tuttavia, gli operatori devono bilanciare attentamente i vantaggi del taglio a fuoco negativo con l'aumento del consumo di energia e di gas. La corretta ottimizzazione dei parametri di taglio, tra cui la potenza del laser, la pressione del gas di assistenza e la velocità di taglio, è fondamentale per sfruttare appieno i vantaggi di questa tecnica mantenendo l'efficienza del processo.
Fig. 2 L'effetto di un laser da 6000W con fuoco negativo sull'acciaio inox
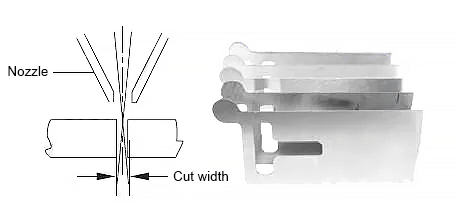
Taglio a fuoco zero
Il taglio a fuoco zero è una tecnica di taglio laser di precisione in cui il punto focale del raggio laser è posizionato esattamente sulla superficie del pezzo. Questo metodo crea un profilo di taglio caratteristico: la superficie superiore vicino al punto focale presenta una finitura relativamente liscia, mentre la superficie inferiore, più lontana dal punto focale, presenta una struttura relativamente più ruvida.
Questa tecnica viene impiegata principalmente in due applicazioni chiave:
Taglio di lamiere sottili: Quando si utilizzano laser a onda continua per lavorare lamiere sottili, in genere di spessore inferiore a 3 mm. L'energia concentrata sulla superficie consente tagli puliti e precisi con una zona termicamente alterata (ZTA) minima.
Lavorazione degli strati di lamina: Nel taglio di lamine metalliche ultrasottili (spesso inferiori a 0,1 mm) utilizzando laser pulsati. In questo caso, l'elevata potenza di picco di ciascun impulso consente una rapida vaporizzazione del materiale nel punto focale, ottenendo bordi eccezionalmente puliti con una distorsione termica trascurabile.
Il taglio a fuoco zero offre diversi vantaggi, tra cui la riduzione dell'ampiezza del taglio, una migliore qualità del bordo sul lato incidente e la possibilità di tagliare modelli intricati in materiali sottili. Tuttavia, richiede un controllo preciso della lunghezza focale ed è generalmente meno adatto per i materiali più spessi, per i quali è fondamentale la costanza dello spessore.
Fig. 3 Taglio laser a 2000W di sottili lastre di acciaio al carbonio a fuoco zero
Un'ispezione accurata consente un taglio migliore
1) Pulizia della lente.
La lente della testa di taglio da 10.000 watt è fondamentale per la macchina di taglio laser da 10.000 watt. La sua pulizia influisce direttamente sulle prestazioni di lavorazione e sulla qualità del taglio della macchina.
Se la lente è sporca, non solo può influire negativamente sui risultati di taglio, ma può anche danneggiare i componenti interni della testa di taglio e della testa di uscita del laser.
L'esecuzione di un controllo preliminare prima del taglio può prevenire gravi danni.
Il metodo di rilevamento della luce rossa è illustrato nella Tabella 1.
Tabella 1 Metodo di rilevamento della luce rossa
Ugello
Ugello singolo sopra i 2 mm
Lente pulita
Lente sporca
Metodi
1. La luce rossa è indicata quando il laser è acceso;
2. Il foglio bianco si trova a circa 300 mm di distanza dall'ugello della testa di taglio per vedere la luce rossa;
3. Se nella luce rossa compaiono punti neri o oggetti neri irregolari, la lente è sporca e deve essere pulita prima dell'incisione e del debug.
2) Debug coassiale.
La coassialità tra il foro di uscita dell'ugello e il raggio laser è un fattore cruciale che influisce sulla qualità del taglio. Le incoerenze causate dal disallineamento dell'ugello e del raggio laser possono causare una superficie di taglio irregolare. Nei casi più gravi, il raggio laser può colpire l'ugello, causando il surriscaldamento e la bruciatura dell'ugello.
Il metodo di debug coassiale è illustrato nella Tabella 2.
Tabella 2 Metodo di debug coassiale
Ugello
Ugello 1,2 mm
Coassiale normale
Coassiale anomalo
Strumenti
Nastri adesivi
Tre coassiali
Metodi
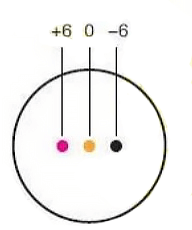
1. Regolazione coassiale sul punto focale 0, in modo che il laser si trovi al centro dell'ugello;
2. Luce nel punto focale ±6 mm;
3. Se la messa a fuoco 0 e il punto luce di impatto di ±6 mm si trovano al centro dell'ugello, è normale.
In caso contrario, è necessario sostituire la testa di taglio o il percorso della luce laser.
(3) Controllare la distribuzione dei punti.
La forma dello spot laser riflette direttamente la distribuzione dell'energia laser in direzione laterale. Il rotondità dello spot indica l'uniformità della distribuzione dell'energia nelle diverse direzioni.
Un punto altamente arrotondato con distribuzione uniforme dell'energia in tutte le direzioni può garantire una superficie di taglio liscia e una velocità di taglio costante in tutte le direzioni, assicurando la qualità dei prodotti di taglio.
La tabella 3 è il metodo di controllo della distribuzione dei punti.
Tabella 3 Metodo di debug coassiale
Ugello
Ugello singolo sopra i 2 mm
Punto laser normale
Punto laser anomalo
Strumenti
Carta nera per spot laser
Metodi
1. La carta nera per punti laser si trova a circa 300 mm di distanza dall'ugello della testa di taglio per creare un punto;
2. Se nel punto sono presenti macchie nere, l'obiettivo è sporco;
3. Se il punto non è rotondo e il centro è spostato, significa che il punto laser è mal distribuito.
(4) Test della portata termica dell'ugello.
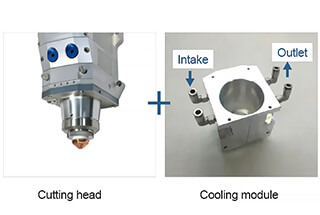
Uno dei principali problemi legati all'utilizzo di laser da 10.000 watt per il taglio di lamiere spesse in acciaio al carbonio è il surriscaldamento dell'ugello. Per risolvere questo problema, è importante testare la temperatura dell'ugello con ugelli di varie dimensioni e punti focali alla massima potenza prima di iniziare il processo di taglio.
Prima di eseguire i test, è necessario allineare la coassialità in modo che il punto luce sia centrato all'uscita dell'ugello. Inoltre, è necessario installare un sistema di gas di raffreddamento per il taglio dell'ugello.
Metodo di prova:
Sotto la testa di taglio devono essere collocati dei secchi di ferro riempiti con una quantità d'acqua adeguata.
Il gas ausiliario (il tipo di gas e la pressione dell'aria devono essere regolati in base ai requisiti specifici per il taglio) deve essere soffiato per primo e il laser deve funzionare alla massima potenza per 30 secondi per monitorare eventuali variazioni della temperatura dell'ugello.
È quindi necessario cambiare la dimensione dell'ugello e ripetere il processo di prova.
La generazione di calore dei diversi ugelli deve essere registrata e utilizzata come riferimento per la successiva impostazione del processo di taglio.
Se la temperatura dell'ugello non rimane all'interno di un intervallo ristretto, ciò potrebbe indicare un problema con la testa di taglio, l'ugello, la lente o il laser, ed è necessario eseguire un'ulteriore ricerca di guasti prima di procedere con la fase successiva dell'impostazione del processo di taglio.
Conclusione
La scelta tra l'utilizzo di un punto focale positivo o negativo per il taglio laser non dipende dal tipo di taglio. materiale metallico (come l'acciaio inossidabile o l'acciaio al carbonio), ma piuttosto dal metodo di taglio utilizzato (come il taglio per ossidazione o il taglio per fusione).
Pezzi diversi lavorati dalla macchina di taglio laser possono richiedere schemi focali diversi.
Considerando i diversi effetti della focalizzazione positiva e negativa sul taglio dell'acciaio inossidabile e dell'acciaio al carbonio e tenendo conto delle esigenze di lavorazione individuali, gli utenti possono scegliere il metodo di taglio focalizzato più adatto per sfruttare appieno i vantaggi delle prestazioni della macchina di taglio laser.
Quando si parla di laser da 15kW di marche diverse, in genere i risultati di taglio e l'efficienza di lavorazione sono simili sia per l'acciaio al carbonio che per l'acciaio inossidabile.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Il taglio laser ha rivoluzionato la produzione, ma sapevate che il compressore d'aria gioca un ruolo cruciale nel suo successo? In questo post del blog, ci addentreremo nelle complessità della scelta del...
Scegliere il laser in fibra ad alta potenza più adatto alle proprie esigenze industriali può essere un compito arduo. Una maggiore potenza significa sempre una migliore efficienza? Non necessariamente. Questa guida esplora le idee sbagliate più comuni e...
Immaginate uno strumento in grado di far risparmiare sui costi dei materiali, aumentare la precisione di taglio e migliorare la sicurezza sul posto di lavoro, il tutto in un'unica macchina. La macchina laser 3D per il taglio dei tubi offre questi e altri vantaggi. Da...
Siete pronti a liberare tutto il potenziale delle vostre operazioni di taglio laser? Questo articolo esplora gli aspetti critici della scelta, dell'installazione e della manutenzione di una testa di taglio laser da 10.000 watt. Per saperne di più...
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
Siete curiosi di conoscere la tecnologia all'avanguardia che sta rivoluzionando la produzione? In questo blog post, ci immergeremo nel mondo delle macchine per il taglio laser, esplorando i loro vantaggi e i principali produttori che dominano...
Il taglio laser ha rivoluzionato la produzione, ma anche le macchine più avanzate incontrano problemi. In questo post del blog, analizziamo i problemi più comuni delle macchine per il taglio di lastre laser e forniamo passo dopo passo...