Risoluzione dei problemi della macchina da taglio laser: 100+ problemi e soluzioni
Il taglio laser ha rivoluzionato la produzione, ma anche le macchine più avanzate incontrano problemi. In questo post del blog, approfondiamo i problemi più comuni delle macchine per il taglio laser delle lastre e forniamo soluzioni passo-passo per la risoluzione dei problemi. Il nostro esperto ingegnere meccanico analizza ogni problema, dalle imprecisioni di taglio ai rumori anomali, offrendo spiegazioni chiare e soluzioni pratiche. Che siate operatori o professionisti della manutenzione, questa guida vi aiuterà a diagnosticare e risolvere rapidamente i problemi delle macchine per il taglio laser, garantendo prestazioni ottimali e riducendo al minimo i tempi di fermo.
Le macchine per l'incisione e il taglio laser sono diventate strumenti indispensabili in diversi settori, offrendo precisione, velocità e versatilità senza pari nella lavorazione dei materiali. Tuttavia, queste macchine sofisticate possono presentare una serie di problemi che ne compromettono le prestazioni. Questa guida fornisce metodi completi di risoluzione dei problemi per aiutare gli utenti a risolvere i problemi più comuni riscontrati con le macchine per l'incisione e il taglio laser. Identificando e risolvendo sistematicamente questi problemi, gli utenti possono garantire prestazioni e durata ottimali della macchina.
Importanza di una corretta risoluzione dei problemi delle macchine per l'incisione e il taglio laser
Una corretta risoluzione dei problemi è essenziale per mantenere l'efficienza e l'efficacia delle macchine di incisione e taglio laser. L'identificazione e la risoluzione tempestive dei problemi possono evitare che i problemi minori si trasformino in problemi gravi, riducendo così i tempi di inattività e i costi di riparazione. La risoluzione dei problemi e la manutenzione regolari migliorano anche la qualità delle incisioni e dei tagli, garantendo risultati costanti e di alta qualità.
Le macchine per l'incisione e il taglio laser sono sistemi complessi che si basano su un allineamento preciso, una calibrazione e componenti puliti per funzionare correttamente. Ad esempio, errori di allineamento o contaminazione possono causare problemi quali incisioni non allineate, immagini poco chiare e surriscaldamento. Seguendo le fasi di risoluzione dei problemi descritte in questa guida, gli utenti possono affrontare sistematicamente questi problemi, garantendo un funzionamento regolare ed efficiente delle loro macchine.
Concetti chiave e loro impatto
Allineamento laser: Un corretto allineamento del laser è fondamentale per ottenere incisioni e tagli accurati. Un laser non allineato può dare luogo a incisioni non uniformi o non corrette, compromettendo la qualità del prodotto finale. Controllare e regolare regolarmente l'allineamento del laser garantisce precisione e coerenza.
Polvere e contaminazione: Polvere e detriti possono accumularsi sui componenti della macchina, compromettendone le prestazioni. Ad esempio, la polvere sulla lente del laser può disperdere il raggio laser, causando incisioni poco chiare. La pulizia regolare dei componenti della macchina, in particolare della lente e degli specchi, è necessaria per mantenere prestazioni ottimali.
Surriscaldamento: Il surriscaldamento può danneggiare gravemente la macchina per l'incisione e il taglio laser, causando riparazioni costose e tempi di fermo prolungati. Per evitare il surriscaldamento è fondamentale garantire la presenza di sistemi di ventilazione e raffreddamento adeguati. Il monitoraggio della temperatura della macchina e l'intervento tempestivo su eventuali segni di surriscaldamento possono ridurre i rischi potenziali.
Scenari pratici di risoluzione dei problemi
Si consideri uno scenario in cui le incisioni laser appaiono disallineate. Questo problema potrebbe essere dovuto a un disallineamento del laser stesso. Per risolvere questo problema, l'utente deve verificare l'allineamento del laser utilizzando gli strumenti di allineamento integrati nella macchina o un dispositivo di allineamento laser. Le regolazioni devono essere effettuate fino a quando il raggio laser non è correttamente allineato con il percorso previsto.
Un altro scenario comune è rappresentato da incisioni poco chiare o deboli, che potrebbero derivare da una lente laser sporca. In questo caso, l'utente deve pulire accuratamente la lente con una soluzione detergente adatta e un panno che non lasci residui.
Vantaggi di una regolare risoluzione dei problemi e della manutenzione
Una corretta risoluzione dei problemi contribuisce alla sicurezza degli operatori e alla longevità della macchina. L'identificazione tempestiva di problemi come il surriscaldamento o la rottura delle lenti può prevenire potenziali pericoli e prolungare la durata della macchina. La comprensione dei problemi più comuni e delle loro soluzioni consente agli utenti di eseguire la manutenzione di routine e di decidere con cognizione di causa quando rivolgersi a un professionista per le riparazioni.
In sintesi, questa guida fornisce le tecniche essenziali di risoluzione dei problemi per aiutare gli utenti a mantenere le loro macchine per l'incisione e il taglio laser, garantendo risultati di alta qualità in modo costante. Affrontando sistematicamente i problemi più comuni, gli utenti possono massimizzare le prestazioni e la durata di vita delle loro apparecchiature, migliorando in ultima analisi la loro produttività ed efficienza.
Risoluzione dei problemi della macchina per il taglio delle lastre laser
1.1. Il taglio ha spigoli vivi Fasi della soluzione
Fasi della soluzione (se la fase precedente è inefficace, passare alla fase successiva):
Compensare il gioco inverso (modifica della configurazione della piattaforma);
Controllare l'ingranaggio e la cremagliera;
Controllare l'installazione del motore, assicurarsi che il distanziatore sia installato correttamente e che i giunti siano saldamente serrati;
Verificare che le viti del cursore siano ben serrate.
1.2. Problema di ondulazione del taglio
Fasi della soluzione (se la fase precedente è inefficace, passare alla fase successiva):
Premere il materiale con la mano durante il taglio e osservare l'effetto di taglio;
Verificare l'instabilità o l'oscillazione dei pattini di livellamento della macchina e della struttura della tavola; non utilizzare profili instabili o inaffidabili sotto i pattini;
Regolare i parametri di taglio; a. Abbassare la seguente sensibilità nelle impostazioni del software; b. Aumentare la soppressione delle vibrazioni nelle impostazioni del software; c. Regolare i parametri del servo;
Compensare il gioco inverso (modifica della configurazione della piattaforma);
Controllare se il cilindro blocca la piattaforma di scambio;
Assicurarsi che la testa del laser e i relativi componenti siano saldamente fissati;
Controllare l'installazione del motore, assicurarsi che il distanziatore sia installato correttamente e che i giunti siano saldamente serrati;
Verificare che le viti del cursore siano ben serrate;
Controllare l'innesto degli assi X e Y, che richiedono 0,06-0,08 mm;
Sostituire i riduttori e i motori X e Y.
1,3 Scarsa precisione di taglio
Fasi della soluzione (se la fase precedente è inefficace, passare alla successiva):
Assicurarsi che la testa del laser e i relativi componenti siano saldamente fissati;
Regolare i parametri di processo e i parametri del servo;
Compensare il gioco inverso (modifica della configurazione della piattaforma);
Controllare l'innesto degli assi X e Y, che richiedono 0,06-0,08 mm;
Controllare la verticalità degli assi X e Y, 0,03 mm;
Controllare l'installazione del motore, assicurarsi che il distanziatore sia installato correttamente e che i giunti siano saldamente serrati;
Verificare che le viti del cursore siano ben serrate;
Utilizzare un interferometro laser.
1.4 Problemi di rumore anomalo
Fasi della soluzione (se la fase precedente è inefficace, passare alla successiva):
Verificare la posizione del rumore anomalo e, se causato da lamiera o un panno per la polvere, tagliare le parti in lamiera e il panno per la polvere;
Rumore dell'asse Z: a. Controllare la planarità della piastra di fissaggio della testa del laser e, se necessario, sostituirla; b. Controllare l'altezza centrale di entrambe le estremità della vite e la coassialità della sede del dado; se necessario, regolare con spessori in rame; c. Ispezionare gli accoppiamenti e verificare che siano serrati; d. Controllare il motore, regolare i parametri, ispezionare il circuito del freno fino alla sostituzione del motore e del servo.
Rumore sull'asse X: a. Controllare lo spazio di innesto della cremagliera: 0,06-0,08 mm; b. Utilizzare un calibro per cremagliera per verificare il parallelismo tra la cremagliera e la guida sullo stesso lato, ≤ 0,03 mm/1000 mm; c. Controllare la planarità dell'installazione della testa della macchina con il cursore, richiedendo un errore di 0,03 mm; sostituire la testa della macchina se l'errore supera 0,2 mm; d. Controllare il parallelismo delle guide, la rettilineità della guida deve essere ≤0,02mm/1000mm, dopo l'installazione assicurarsi che la guida sia in stretto contatto con la superficie del cuscinetto, utilizzare uno spessimetro da 0,02mm per rilevarlo e lo spessimetro non deve entrare; e. Controllare il motore, regolare i parametri fino alla sostituzione del motore e del servo; f. Sostituire il cursore.
Rumore sull'asse Y: a. Controllare lo spazio di innesto della cremagliera: 0,06-0,08 mm; b. Utilizzare un calibro per cremagliera per verificare il parallelismo tra la cremagliera e la guida sullo stesso lato, ≤ 0,03 mm/1000 mm; c. Controllare la planarità dell'installazione della trave con il cursore, richiedendo un errore di 0,03 mm; sostituire la trave se l'errore supera 0,2 mm; d. Controllare il parallelismo delle guide, rettilineità della guida deve essere ≤0,02mm/1000mm, dopo l'installazione assicurarsi che la guida sia a stretto contatto con la superficie del cuscinetto, utilizzare uno spessimetro da 0,02mm per rilevarlo e lo spessimetro non deve entrare; e. Controllare il motore, regolare i parametri fino alla sostituzione del motore e del servo; f. Sostituire il cursore.
In caso di rumori anomali provenienti da accessori periferici, come le ventole del refrigeratore d'acqua, sostituirli direttamente.
1,5 Discrepanza diagonale
Fasi della soluzione (se la fase precedente è inefficace, passare alla successiva):
Verificare quale direzione presenta un problema nelle dimensioni degli assi X e Y; l'errore sia per la lunghezza del lato di 500 mm che per la diagonale non deve superare 0,1 mm;
Compensare il gioco inverso (modifica della configurazione della piattaforma);
Regolare il parametro di compensazione diagonale;
Controllare l'innesto degli assi X e Y, che richiedono 0,06-0,08 mm;
Controllare la verticalità degli assi X e Y, 0,03 mm; se la precisione è soddisfacente, regolare la verticalità in base alla deviazione diagonale effettiva.
1.6 Stallo del movimento sugli assi X, Y e Z
Fasi della soluzione (se la fase precedente è inefficace, passare alla successiva):
Regolare i parametri di azionamento del motore;
Controllare l'installazione del motore, assicurarsi che il distanziatore sia installato correttamente e che i giunti siano saldamente serrati;
Sostituire il motore in caso di problemi con il motore stesso;
Controllare il motore, regolare i parametri, ispezionare il circuito del freno fino alla sostituzione del motore e del servo.
1.7 Problemi di effetto di taglio
Fasi della soluzione:
Acciaio strutturale: Taglio con O2
Difetti
Possibili cause
Soluzioni
Assenza di bave, linee di ingresso costanti
Potenza adeguataVelocità di taglio adeguata
Significativo disassamento della linea di entrata inferiore, profilo inferiore più ampio
Velocità di taglio troppo altaPotenza di taglio troppo bassaPressione del gas troppo bassaFocalizzazione troppo alta
Riduzione della velocità di taglioAumento della potenza di taglioAumento della pressione del gasAbbassamento della messa a fuoco
Bave inferiori simili a scorie, che formano gocce e sono facili da rimuovere.
Velocità di taglio troppo altaPressione del gas troppo bassaFocus troppo alto
Diminuire la velocità di taglioAumentare la pressione del gasAbbassare il fuoco
Collegato bave di metallo può essere rimosso come pezzo intero
Focus troppo alto
Abbassare la messa a fuoco
Le bave metalliche sulla superficie inferiore sono difficili da rimuovere
Velocità di taglio troppo altaPressione del gas troppo bassaGas impuroFuoco troppo alto
Riduzione della velocità di taglioAumento della pressione del gasUtilizzo di gas più puroAbbassamento della messa a fuoco
Bave su un solo lato
Allineamento coassiale del laser erratoDifetto dell'orifizio dell'ugello
Regolare l'allineamento coassiale del laserSostituire l'ugello
Materiale espulso dalla parte superiore
Potenza troppo bassaVelocità di taglio troppo alta
Aumento della potenzaRiduzione della velocità di taglio
Superficie di taglio non precisa
Pressione del gas troppo altaUgello danneggiatoDiametro dell'ugello troppo grandeQualità del materiale scadente
Diminuire la pressione del gasSostituire l'ugelloInstallare un ugello appropriatoUtilizzare materiali con superfici lisce e uniformi
Acciaio inossidabile: Taglio con alta pressione N2
Difetti
Possibili cause
Soluzioni
Produzione di bave piccole e regolari a forma di goccia
Messa a fuoco troppo bassaVelocità di taglio troppo alta
Aumentare la messa a fuocoRidurre la velocità di taglio
Bave lunghe e irregolari, simili a filamenti, su entrambi i lati, e ampia decolorazione della superficie della piastra
Velocità di taglio troppo bassaFocus troppo altoPressione del gas troppo bassaMateriale troppo caldo
Aumentare la velocità di taglioAbbassare il fuocoAumentare la pressione del gasRaffreddare il materiale
Bave lunghe e irregolari su un solo lato del tagliente
Allineamento coassiale del laser erratoFocus troppo altoPressione del gas troppo bassaVelocità troppo bassa
Regolare l'allineamento coassiale del laserAbbassare la messa a fuocoAumentare la pressione del gasAumentare la velocità
Il bordo di taglio diventa giallo
Impurità di ossigeno nell'azoto gassoso
Utilizzare azoto gassoso di alta qualità
Fascio divergente al punto di partenza
Accelerazione troppo elevataFocus troppo bassoMateriale fuso non espulso correttamente
Diminuire l'accelerazioneAlzare la messa a fuocoPerforare i fori rotondi
Sostituire l'ugelloPulire la lente e sostituirla se necessario.
Materiale espulso dalla parte superiore
Potenza troppo bassaVelocità di taglio troppo altaPressione del gas troppo alta
Aumento della potenzaRiduzione della velocità di taglioRiduzione della pressione del gas
1.8 Problema di interferenza dei componenti
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
In primo luogo, si deve esprimere un giudizio, consultare gli ispettori del controllo qualità, rivedere i disegni; se il componente non corrisponde al disegno, restituirlo al magazzino e sostituirlo con un componente qualificato. Se corrisponde al disegno, consultare il personale dell'assistenza tecnica per verificare il disegno e fornire una soluzione specifica. Elenco delle potenziali soluzioni:
In caso di interferenze con i riduttori della piattaforma di scambio della serie E, tagliare la parte interferente se non influisce sull'estetica.
Se c'è un'interferenza tra il riduttore della serie E e il telo antipolvere, installare dei distanziali nei fori di montaggio inferiori per spostare il riduttore verso l'esterno.
Se la sede della catena di trascinamento dell'asse Y della serie PT è una versione precedente, forare nuovamente i fori di montaggio.
Se la scatola della sede della catena di trascinamento nell'asse Y della serie PT interferisce con il letto durante il movimento, modificare la direzione del foro di installazione sulla traversa per inclinare la catena di trascinamento.
Se la porta scorrevole dell'involucro grande PT funziona in modo anomalo e non è a filo con gli altri pannelli, installare dei distanziatori. .......
1.9 Problemi di installazione
Fasi della soluzione:
Esaminare attentamente i disegni 3D dell'assieme o del sottoassieme.
Rivedere il processo di assemblaggio.
Se non ci sono documenti tecnici, contattare il personale di assistenza tecnica.
1.10 Problemi di interferenza
Fasi della soluzione:
Schermata nera sul display: Per prima cosa, verificare che il filo di terra sia collegato correttamente, se si utilizzano cavi schermati, eseguire un test con l'aggiunta di perle di ferrite e provare a sostituire il computer industriale.
Visualizzazione distorta con fiocchi di neve sullo schermo: Questo problema si verifica più frequentemente nelle macchine della serie I. Controllare se sul cavo VGA sono installate delle perle di ferrite, separare il circuito principale del computer. servocomando e il cavo VGA, evitando di farli passare nella stessa canalina.
Scarsi risultati di calibrazione per le macchine a tubi: Tra il letto a tubi e il letto a piastre deve essere presente una piastra di collegamento e l'apparecchiatura deve essere adeguatamente messa a terra.
1.11 Allarme refrigeratore
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
Controllare il display del refrigeratore per verificare le informazioni sugli allarmi: Gli allarmi più comuni sono quelli relativi al basso livello di liquido, al flusso e alla temperatura. Per gli allarmi di basso livello di liquido, aggiungere acqua; per gli allarmi di flusso, controllare che non vi siano ostruzioni o perdite nella tubazione e ispezionare la frequenza del refrigeratore; per gli allarmi di temperatura, controllare la temperatura ambiente, l'ostruzione del filtro e il possibile danneggiamento del sensore di temperatura.
Determinare se si tratta di un problema di cablaggio o di impostazione software in base allo stato del punto di ingresso della scheda adattatore.
Verificare che il cablaggio non sia corretto (normalmente aperto o normalmente chiuso).
Rivedere le impostazioni di allarme del refrigeratore nella configurazione della piattaforma.
1.12 Allarme limite asse Z
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
Determinare se si tratta di un problema di cablaggio o di impostazione software in base allo stato del punto di ingresso della scheda adattatore.
Verificare che il cablaggio non sia errato.
Rivedere le impostazioni dei limiti nella configurazione della piattaforma.
Sostituire il finecorsa.
1.13 Allarme conducente
Fasi della soluzione:
A.710, A.910 e A.720 sovraccarico: Controllare se la sequenza trifase è corretta, se le impostazioni dei parametri sono corrette, se i fili sono scollegati e se la trasmissione meccanica funziona correttamente.
A.F10 perdita di fase della linea di alimentazione: Verificare se il parametro Pn00B è impostato su monofase o trifase e se le linee di alimentazione del motore sono scollegate.
A.900 deviazione di posizione eccessiva: Spegnere e riavviare, inizializzare il driver e reimpostare i parametri, controllare se la trasmissione meccanica è inceppata o se il gioco è eccessivo.
Allarme dati encoder A.840: Malfunzionamento dell'encoder, riavviare l'alimentazione, controllare se il cablaggio dell'encoder è buono e se il cavo schermato è correttamente collegato a terra.
Guasto della qualità del driver, sostituire il driver.
1.14 Problema di inciampo
Fasi della soluzione:
Controllare che non vi siano cortocircuiti o cavi a terra nel circuito principale.
Verificare l'assenza di cortocircuiti o di messa a terra nella linea di alimentazione del driver.
1.15 Errore del software di taglio
Disinstallare e reinstallare il software di taglio.
Passare a una versione inferiore o superiore del software.
1.16 Errore di cablaggio
Controllare il circuito secondo lo schema elettrico.
Utilizzare un multimetro per testare la continuità del cavo e applicare il metodo di eliminazione per trovare l'origine del guasto.
Risoluzione dei problemi della macchina per il taglio laser dei tubi
2.1 Scarsa precisione di taglio con il mandrino manuale
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
Controllare la verticalità del foro della vite di regolazione nelle ganasce del mandrino anteriore; sostituire il pezzo se la verticalità non è soddisfacente.
Verificare che la coassialità dei mandrini anteriori e posteriori sia ≤0,15.
Assicurarsi che i componenti siano collegati saldamente in base alle indicazioni fornite. serraggio dei bulloni requisiti di coppia. Metodo: Collegare un comparatore al mandrino posteriore mentre il mandrino anteriore rimane fermo e ruotare il mandrino posteriore. Controllare la coassialità. Se la coassialità non è soddisfacente, regolare il mandrino anteriore verso l'alto, verso il basso, verso sinistra o verso destra finché la coassialità non soddisfa lo standard.
2.2 Scarsa precisione di taglio con il mandrino elettrico
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
Verificare che il tubo di precisione da tagliare sia standard, con una precisione del tubo basata sul grado GB-17395-1988-E3 e un grado di curvatura della lunghezza totale di 0,1%. Sostituire il tubo se non è standard.
Controllare se il serraggio del materiale del tubo è corretto.
Verificare l'assenza di movimento assiale nella vite del mandrino anteriore. In caso di movimento assiale, eliminarlo aggiungendo spessori al cuscinetto di supporto della vite.
Verificare che le ganasce del mandrino anteriore non si muovano lungo l'asse Y della macchina utensile. Se il movimento è presente, sostituire il manicotto di bloccaggio.
Controllare il parallelismo e la verticalità delle ganasce del mandrino anteriore. Metodo: Utilizzare un tubo rettangolare di alluminio, bloccare il mandrino posteriore e lasciare uno spazio tra le ganasce del mandrino anteriore e il tubo rettangolare. Lo spazio in tutte e quattro le direzioni deve essere uniforme a ≤±0,05. Utilizzare il tubo rettangolare per valutare il parallelismo e la verticalità delle ganasce osservando lo spazio tra di esse. Se le ganasce non sono parallele e verticali, regolare le ganasce del mandrino anteriore.
Controllare se le ganasce del mandrino posteriore sono fissate saldamente. In caso di allentamento, serrare le viti allentate.
Controllare il rotondità e la ripetibilità della precisione di posizionamento delle ganasce del mandrino anteriore e posteriore, con ≤0,15. Se la rotondità e la ripetibilità precisione di posizionamento sono fuori tolleranza, regolare le ganasce del mandrino anteriore e posteriore. Quando si controlla con il comparatore, registrare la posizione massima dell'errore di allineamento e regolare la ganascia verso l'interno nella posizione massima. Quando si regolano le ganasce, cercare di regolare solo un lato.
Se tutti i fattori di cui sopra sono stati controllati e non ci sono problemi, controllare la coassialità dei mandrini anteriori e posteriori. La coassialità dei mandrini anteriore e posteriore deve essere ≤0,08. Metodo: Collegare un comparatore al mandrino posteriore e misurare il cerchio interno e la faccia finale del mandrino anteriore. Osservare i valori di scostamento sul comparatore per determinare la coassialità e lo scostamento della faccia finale dei mandrini anteriori e posteriori. Se i valori di coassialità e di fuga della faccia finale sono fuori tolleranza, regolare il mandrino anteriore a sinistra, a destra, in alto o in basso fino a quando la coassialità e la fuga della faccia finale sono conformi allo standard.
Sostituire il mandrino.
2.3 I punti di inizio del taglio non coincidono
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
Controllare se il valore attuale del mandrino anteriore è troppo alto.
Controllare la coassialità dei mandrini anteriori e posteriori se sono su assi diversi; deve essere ≤0,15.
Controllare il valore dell'errore di rotazione della faccia anteriore del mandrino con ≤0,1. Metodo: Collegare un comparatore al mandrino posteriore e misurare il cerchio interno e la faccia finale del mandrino anteriore. Osservare i valori di scostamento sul comparatore per determinare la coassialità e lo scostamento della faccia finale dei mandrini anteriori e posteriori. Se i valori di coassialità e di fuga della faccia finale sono fuori tolleranza, regolare il mandrino anteriore a sinistra, a destra, in alto o in basso fino a quando la coassialità e la fuga della faccia finale sono conformi allo standard.
Controllare se il mandrino posteriore del mandrino ha un movimento assiale.
2.4 Problema del taglio dell'ondulazione
Fare riferimento al Capitolo 1 Macchina per il taglio dei tubi Problema 1.2.
2,5 Grande errore di individuazione dei bordi
Fasi della soluzione (passare alla fase successiva se la precedente è inefficace):
Controllare che la testa del laser sia verticale; se non è verticale, sostituire la piastra di collegamento della testa del laser.
Eliminare le interferenze causate dalla corrente nei mandrini anteriori e posteriori collegandoli al basamento della macchina con fili di rame.
2.6 Problema delle interferenze
Fare riferimento al Capitolo 1 Taglio delle lastre Problema della macchina 1.10.
2.7 Allarme macchina di raffreddamento ad acqua
Fare riferimento al capitolo 1 Problema della macchina per il taglio delle lastre 1.11.
2.8 Allarme limite asse Z
Fare riferimento al capitolo 1 Problema della macchina per il taglio delle lastre 1.12.
2.9 Allarme del conducente
Fare riferimento al capitolo 1 Problema della macchina per il taglio delle lastre 1.13.
2.10 Problema di inciampo
Fare riferimento al capitolo 1 Problema della macchina per il taglio delle lastre 1.14.
2.11 Errore del software di taglio
Fare riferimento al capitolo 1 Problema della macchina per il taglio delle lastre 1.15.
2.12 Errore di cablaggio
Fare riferimento al capitolo 1 Problema della macchina per il taglio delle lastre 1.16.
Risoluzione dei problemi del taglio laser ad alta potenza
1. Stato del mercato del taglio laser ad alta potenza
Con l'evoluzione dell'industria del laser e i cambiamenti nelle richieste dell'industria a valle, le apparecchiature di taglio laser ad alta potenza sono diventate gradualmente un punto focale dell'interesse del mercato.
Con vantaggi ineguagliabili in termini di velocità e spessore, il taglio laser ad alta potenza è ormai ampiamente riconosciuto dal mercato.
Tuttavia, poiché la tecnologia di taglio laser ad alta potenza è ancora nelle prime fasi di adozione, alcuni operatori non sono del tutto esperti nella gestione di questo processo di taglio e spesso si trovano in difficoltà di fronte a problemi durante il debug della produzione.
Per affrontare questi problemi nel taglio ad alta potenza, i tecnici dei processi di taglio offrono alcuni suggerimenti per la risoluzione dei problemi, per aiutarvi a regolare la giusta taglio laser parametri di processo (Figura 1).
In questo modo non solo si riducono le perdite causate da pezzi difettosi, ma si migliora anche l'efficienza dei costi da un altro punto di vista.
Figura 1: Taglio di acciaio al carbonio con laser da 30 kW
2. Eliminazione dei difetti
Sono molte le ragioni per cui i laser ad alta potenza possono produrre pezzi difettosi durante il processo di taglio. I problemi principali possono essere diagnosticati in base ai seguenti quattro aspetti.
(1) Risoluzione dei problemi di base
Se si rilevano risultati di taglio scadenti, verificare innanzitutto la presenza dei seguenti problemi:
1. Le lenti sono contaminate?
2. L'ugello è danneggiato?
3. La luce è centrata sull'ugello?
4. Ci sono perdite o danni nel corpo ceramico?
(2) Metodi per eliminare le strisce sezionali
1. Possibili motivi:
Selezione errata dell'ugello - ugello troppo grande; impostazione errata della pressione dell'aria - bruciature con strisce dovute a una pressione troppo alta; velocità di taglio errata - bruciature causate da una velocità troppo bassa o troppo veloce.
2. Soluzioni:
Cambiare l'ugello, optando per un ugello di diametro inferiore, ad esempio un ugello D1.4 ad alta velocità per il taglio lucido dell'acciaio al carbonio da 16 mm e un ugello D1.6 ad alta velocità per il taglio lucido dell'acciaio al carbonio da 20 mm; ridurre la velocità di taglio. aria di taglio pressione per migliorare la qualità della sezione di taglio; regolare la velocità di taglio, in modo che la potenza corrisponda alla velocità di taglio per ottenere l'effetto mostrato nella Figura 2.
Figura 2: Diagramma di ottimizzazione comparativa delle strisce trasversali
(3) Metodi per eliminare le scorie di fondo
1. Possibili cause:
L'ugello utilizzato può essere troppo piccolo, il fuoco di taglio non è adeguato; la pressione dell'aria è troppo bassa o troppo alta, la velocità di taglio è troppo elevata; la qualità del materiale della lastra è scarsa, la qualità della lastra è scadente, gli ugelli piccoli hanno difficoltà a rimuovere le scorie.
2. Soluzioni:
Sostituire l'ugello con uno di diametro maggiore, regolare la messa a fuoco nella posizione appropriata; aumentare o diminuire la pressione dell'aria fino a ottenere un flusso d'aria adeguato; scegliere un materiale per lastre di buona qualità. In questo modo si può ottenere l'effetto mostrato nella Figura 3.
Figura 3: Grafico di confronto dell'ottimizzazione delle scorie di fondo
(4) Metodi per eliminare le bave inferiori
1. Possibili cause:
Il diametro dell'ugello è troppo piccolo per soddisfare i requisiti di lavorazione; l'aspetto negativo è che il diametro dell'ugello è troppo piccolo per soddisfare i requisiti di lavorazione. defocalizzazione è inadeguata e deve essere aumentata e regolata nella posizione appropriata; la pressione dell'aria è troppo bassa, con conseguente formazione di bave inferiori e taglio insufficiente.
2. Soluzioni:
Utilizzare un ugello di diametro maggiore per aumentare il flusso d'aria; aumentare il defocus negativo per consentire alla sezione di taglio di raggiungere la posizione inferiore; aumentare la pressione dell'aria per ridurre le bave inferiori. In questo modo si può ottenere l'effetto mostrato nella Figura 4.
Figura 4: Grafico di confronto dell'ottimizzazione della bava inferiore
3. Come determinare se la velocità di taglio è appropriata in base alle scintille
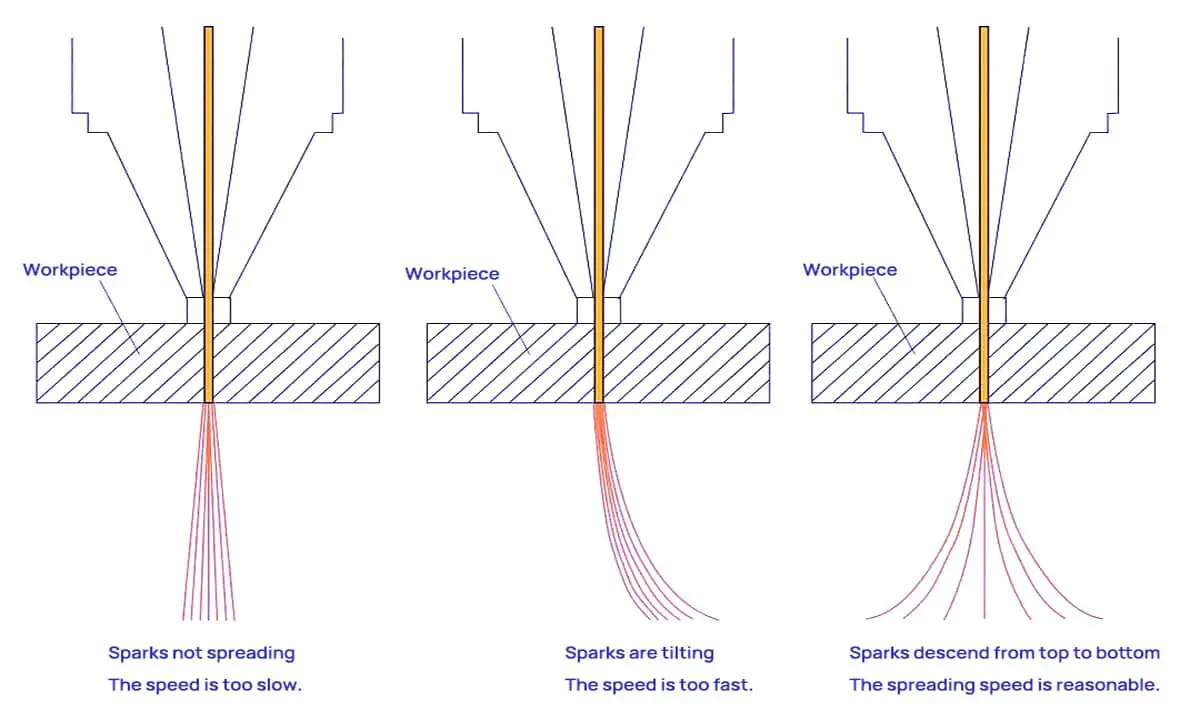
Figura 5: Diagramma di diffusione delle scintille nel taglio laser
(1) Velocità di taglio adeguata: Le scintille di taglio si diffondono verso il basso, ottenendo una superficie di taglio liscia senza residui sul fondo.
(2) Velocità di taglio eccessiva: Le scintille di taglio si inclinano.
(3) Velocità di taglio insufficiente: Le scintille di taglio non si diffondono e sono poche, raggruppate insieme.
In risposta a questi problemi, la potenza della macchina per il taglio laser (vedi Figura 6) è compatibile con i 20.000-30.000 watt più diffusi nell'attuale mercato della lavorazione della lamiera. Grazie ai servomotori bilaterali, offre velocità elevate, posizionamento preciso e funzionamento fluido.
L'elevata velocità di taglio è un fattore significativo vantaggio del laser e il motivo principale per cui molti utenti della lavorazione della lamiera scelgono le taglierine laser. Tuttavia, la velocità non è sempre migliore. Solo controllando la velocità di taglio appropriata è possibile ottenere una superficie di taglio liscia e priva di scorie e pezzi di alta qualità.
La potenza del laser influisce sulla velocità con cui l'apparecchiatura laser taglia la lamiera e questa velocità di taglio, a sua volta, influisce sulla qualità del prodotto. taglio della lamiera. In condizioni fisse potenza del laserEsiste una gamma ottimale di velocità di taglio. Velocità troppo elevate o troppo basse possono influire negativamente sulla scorrevolezza della sezione trasversale tagliata.
Altri 63 Guida alla risoluzione dei problemi della macchina di taglio laser
Taglio laser Spesso le macchine incontrano malfunzionamenti durante l'uso. Senza la guida di un professionista, può essere difficile determinare con precisione l'origine del problema nell'apparecchiatura di taglio laser. Possiamo solo affidarci alla nostra esperienza per capirlo.
Tuttavia, quando alcuni problemi si presentano per la prima volta, possiamo sentirci spaesati e persino faticare a descrivere chiaramente il problema quando consultiamo l'assistenza post-vendita del produttore.
Per aiutarvi, ho selezionato con cura alcuni problemi comuni delle macchine per il taglio laser e le relative fonti o soluzioni.
1. Qualità di taglio scadente o incapacità di tagliare?
Tra le possibili cause vi sono impostazioni di bassa potenza, piccole regolazioni del potenziometro, ottiche disallineate, lenti sporche, lenti di messa a fuoco non correttamente installate, problemi di lunghezza focale, potenza del laser problemi di alimentazione, attenuazione della potenza del tubo laser, temperatura elevata dell'acqua e tensione instabile. Affrontare questi problemi passo dopo passo in base alla situazione reale.
2. Impossibile connettersi al dispositivo?
Controllare se i driver della scheda sono installati, se i cavi USB o Ethernet sono collegati correttamente, se i cavi sono danneggiati, se la scheda dell'adattatore è difettosa e altri problemi relativi alla scheda.
3. La macchina ritorna all'origine sbagliata quando viene accesa?
L'interruttore di origine potrebbe essere difettoso.
4. Deformazione della forma di taglio e sovrapposizione dei tagli?
Tra le possibili cause vi sono viti della ruota sincrona allentate, fili del motore rotti, un motore difettoso, problemi di driver e problemi di tensione.
5. Il dispositivo non si avvia e l'interruttore automatico interno scatta all'accensione?
Controllare se il pulsante di arresto di emergenza è rilasciato, se il circuito esterno è collegato, se l'interruttore interno del dispositivo è chiuso e se si sente un suono "pop" all'accensione. In tal caso, ispezionare il contattore principale e il trasformatore di controllo.
Inoltre, verificare che non vi siano perdite d'acqua nel sistema di protezione dell'acqua che causano un cortocircuito nell'alimentazione del laser (ad esempio, la protezione dell'acqua JGHY12570 installata sul lato con l'alimentazione del laser proprio sotto), un cortocircuito nella pompa dell'acqua 107 o l'uso di un interruttore automatico interno sottodimensionato.
6. Arco di fili ad alta tensione?
Questo problema può essere molto fastidioso. Si consiglia di aggiungere una guaina isolante per alta tensione sul filo ad alta tensione.
7. Dimensioni della grafica di taglio troppo grandi o troppo piccole?
Controllare se le dimensioni della grafica in uscita sono coerenti, se ci sono cambiamenti nella posizione dell'altezza dell'asse Z e se i file di calibrazione devono essere regolati.
8. Colori diversi al centro e intorno all'immagine tagliata?
Regolare il coefficiente di messa a fuoco e il punto di messa a fuoco dell'asse W.
9. Segni danneggiati o punti più grossolani durante la marcatura?
Controllare la dinamica e la scheda DA.
10. Sfalsamento della posizione della grafica di marcatura?
Controllare lo spostamento dell'asse X o Y nello specchio di scansione, individuare il punto centrale e regolare la posizione dell'asse XY in base alla direzione di spostamento effettiva.
11. L'asse XY dello specchio di scansione oscilla in modo casuale all'accensione e il motore dinamico emette rumori anomali?
Sostituire l'alimentatore a commutazione da ±12±15V; sostituire l'alimentatore a commutazione da ±12±28V.
12. Nessuna uscita laser?
Controllare se il flusso dell'acqua di ritorno del refrigeratore è normale, se si verificano cambiamenti nella posizione dell'asse W, se l'alimentazione del laser DC48V32A funziona correttamente e altri problemi relativi al tubo laser.
13. Il pannello di controllo non visualizza nulla all'accensione?
Verificare il corretto funzionamento dell'alimentatore 5V12V24V e ispezionare il pannello del display.
14. Il pannello di controllo funziona male e la macchina non torna all'origine quando viene accesa?
Sostituire la scheda di controllo offline.
15. L'asse Z non alimenta il materiale o si muove debolmente?
Le cause potenziali includono problemi con il motore di avanzamento dell'asse Z, problemi del driver, cuscinetti o oggetti estranei che causano un'ostruzione.
16. Il tubo di vetro non emette luce?
Il controllo dell'uscita del tubo di vetro comprende principalmente il tubo laser, l'alimentazione del laser, il sistema di circolazione dell'acqua e il segnale di uscita. Il segnale di uscita è costituito dal segnale di uscita PWM della scheda di controllo, dal segnale di protezione dell'acqua e dal segnale dell'interruttore della porta.
Se il tubo laser non emette luce, è necessario controllare il tubo laser, l'alimentazione del laser, il sistema di circolazione dell'acqua e il segnale di uscita.
Innanzitutto, verificare che l'alimentazione del laser funzioni normalmente, che non vi siano anomalie nei tubi interni ed esterni del tubo laser e che il sistema di circolazione dell'acqua sia normale.
In caso contrario, sostituirlo o regolarlo di conseguenza. Se tutto è normale, considerare il segnale di uscita.
Innanzitutto, testare il tubo laser e l'alimentatore laser con il metodo del segnale di cortocircuito. Se funziona, non ci sono problemi con il tubo laser o l'alimentatore laser e il problema risiede nell'interruttore di protezione dall'acqua, nel relè, nell'interruttore della porta o nel segnale PWM della scheda di controllo.
Se questo metodo non funziona, il problema riguarda il tubo laser o l'alimentatore laser e per risolverlo si può ricorrere al metodo di sostituzione.
17. Il tubo laser RF non emette luce?
Assicurarsi che la circolazione dell'acqua sia libera e che l'alimentazione del laser si avvii normalmente.
Innanzitutto, verificare che la tensione di 48 V CC dell'alimentatore del laser sia normale. Controllare la conduttività dei pin 4 e 13 del connettore a 25 pin del tubo laser; la conduttività indica che il segnale di protezione dall'acqua è normale. In caso contrario, controllare la protezione dall'acqua.
Verificare la tensione tra i pin 7 e 20; una tensione CC di 4-5 V quando non si preme la preimpostazione o l'avvio e di 1-3 V quando si preme la preimpostazione o l'avvio indica un segnale normale (conduzione a basso livello).
Se l'acqua, l'alimentazione e questi due segnali sono normali, si tratta generalmente di un problema del tubo laser. Se i segnali sono anomali, indica un problema della scheda di controllo o del circuito.
18. La sostituzione del tubo laser RF mostra "errore di collegamento del tubo laser"?
Se il connettore (i fili interni non sono dissaldati o in cortocircuito), i fili dell'alimentazione (positivo a sinistra, negativo a destra e terra collegati al terminale negativo) e i collegamenti dell'acqua sono normali e il dispositivo non riesce ancora a collegarsi correttamente dopo aver riavviato il refrigeratore e l'apparecchiatura, si tratta in genere di un problema con il circuito di collegamento del connettore a 25 pin o di incompatibilità, come ad esempio la non compatibilità tra tubi criptati e non criptati con il circuito.
19. I tagli della macchina da taglio sono disallineati?
(Taglio eccessivo o taglio grafico colineare con una grande distanza)
1.) Alimentazione di tagli non allineati:
a) Controllare il passo dell'asse di avanzamento; passo = lunghezza misurata * passo originale / lunghezza effettiva (lunghezza di avanzamento impostata).
b) Controllare se l'asse di avanzamento cinghia sincrona e la ruota di serraggio della cinghia sincrona del motore sono allentati.
c) Controllare se la maglia del rullo è allentata e se c'è uno scorrimento relativo tra esso e l'asse di alimentazione o se c'è un fenomeno di inceppamento.
2.) Mancata alimentazione di tagli disallineati:
a) Controllare se il motore del carrello grande o la ruota sincrona dell'asse ottico sono allentati.
b) Verificare che non si verifichino fenomeni di perdita di passi, che potrebbero essere causati da una velocità di elaborazione, una velocità al minimo o un'accelerazione troppo elevate, da un cattivo contatto del filo del motore, da una corrente del driver troppo bassa o da un driver o un motore difettosi. I guasti al motore che causano la perdita di passi sono relativamente rari.
20. Alimentazione lunga sulla macchina di alimentazione?
Se l'alimentatore esegue un avanzamento troppo lungo, di solito è dovuto a un interruttore fotoelettrico malfunzionante o a una sensibilità alla luce errata dell'interruttore fotoelettrico. La sensibilità alla luce dell'interruttore fotoelettrico può essere regolata.
Quando gli interruttori superiore e inferiore si accendono contemporaneamente mentre la macchina di alimentazione è in funzione, la macchina di alimentazione si avvia.
Se la sensibilità alla luce è troppo alta, la macchina percepirà la luce anche quando il materiale da taglio la blocca, causando una sovralimentazione. In questo caso, regolare la manopola della sensibilità sul cablaggio dell'interruttore fotoelettrico fino a quando la spia si accende quando il materiale lo blocca.
21. Punto luce grossolano sulla macchina galvanometrica?
Se l'intensità luminosa non è sufficiente e il percorso ottico di base e il percorso ottico dell'espansore del fascio sono stati regolati bene e la lunghezza focale dinamica è stata regolata bene, ma lo spot luminoso è ancora grossolano, è necessario regolare la distanza tra le due lenti dell'espansore del fascio.
Per il nostro espansore di fascio 3x comunemente utilizzato, la regolazione del diametro dello spot del fascio di uscita a 13-14 mm dà generalmente buoni risultati. Si può anche regolare in base alle esigenze di lavorazione del cliente.
22. Macchina galvanometrica con autoeccitazione dinamica?
Per Shanghai Dynamics, regolare R103 e R28 per regolare l'autoeccitazione e l'ululato. Se la regolazione non è efficace, misurare se l'albero del motore è in cortocircuito con l'involucro della macchina. Durante la misurazione, scollegare il filo di alimentazione del motore, altrimenti sarà continuamente in conduzione.
Se continua a condurre dopo aver scollegato il filo di alimentazione del motore, utilizzare una pellicola isolante per isolare il motore e l'involucro della macchina, quindi regolare nuovamente R103 e R28. Se dopo aver risolto questi problemi il problema è ancora inefficace, sostituire i componenti.
23. Marcatura errata o dimensioni di taglio sulle macchine per la marcatura e il taglio?
Per la dinamica macchine per la marcaturaLa dimensione errata senza spostare la lente del galvanometro verso l'alto e verso il basso è generalmente dovuta a dati dei parametri di calibrazione modificati o errati. La ricalibrazione dei parametri del galvanometro può risolvere il problema.
Per le macchine da taglio, le dimensioni di taglio errate sono solitamente causate da errori nella distanza di passo e nel conteggio degli impulsi del driver. In genere, la determinazione del conteggio degli impulsi e il calcolo della distanza di passo possono risolvere il problema.
24. La macchina da taglio inverte la direzione della posizione iniziale quando viene accesa?
Questo tipo di malfunzionamento è solitamente causato da un interruttore di posizione danneggiato. Esistono due tipi di interruttori di posizione: gli interruttori di prossimità e gli interruttori reed (interruttori di controllo magnetici). L'inversione della direzione di marcia è generalmente causata da un cortocircuito nella bobina dell'interruttore. La sostituzione dell'interruttore può risolvere il problema.
25. Motore della macchina da taglio, il driver del motore, il filo del motore e l'interruttore dell'alimentazione CC del driver sono difettosi?
Le manifestazioni specifiche di tali guasti sulle apparecchiature sono generalmente:
(1) La testa del laser non si muove
(2) Il movimento della testa del laser è anormale, con pause o scatti durante il funzionamento In questi casi, osservare e misurare innanzitutto se l'alimentatore switching da 48V o 42V CC funziona correttamente.
Una tensione di alimentazione insufficiente o instabile può causare questi fenomeni. Se l'alimentazione a commutazione funziona normalmente, si deve considerare se il guasto è dovuto al driver, al motore o al cavo del motore.
Per determinare se il motore è difettoso, verificare innanzitutto se il motore stesso ruota senza problemi senza alimentazione e con il filo del motore scollegato dal driver. Se la rotazione del motore è anomala, è possibile determinare direttamente il guasto del motore e sostituirlo. Se il motore funziona normalmente, misurare la bobina del motore.
Per un motore a sei fili, AC, A+ e A- formano un gruppo di bobine; AC e A+ e A- devono essere conduttivi. BC, B+ e B- formano un altro gruppo di bobine, con la stessa situazione di conduttività. Se la conduttività è anormale, si può determinare direttamente il guasto del motore.
Per i driver passo-passo Baishan e YAKO, se l'alimentazione CC è normale e il filo del motore è scollegato e la spia del driver è spenta, è possibile determinare direttamente il guasto del driver. Se non è possibile determinare direttamente il guasto, è possibile utilizzare il metodo di sostituzione per il test.
I guasti al filo del motore sono problemi a bassa probabilità in questo tipo di guasto. Se sono stati esclusi sia il motore che il driver, si deve prendere in considerazione il filo del motore. Verificare la presenza di cortocircuiti e circuiti aperti e utilizzare un multimetro per eseguire test di continuità dettagliati per la risoluzione dei problemi.
26. Il tubo laser non emette luce?
L'interruttore di livello dell'acqua è rotto.
La linea ad alta tensione è scollegata.
Il tubo laser è incrinato o bruciato.
L'alimentazione del laser è danneggiata.
Mancata circolazione dell'acqua (compresi tubi dell'acqua ostruiti e pompa dell'acqua non funzionante).
Il filo di protezione dall'acqua è scollegato o ha un contatto insufficiente.
Nessun ingresso a 220 V per l'alimentazione del laser.
Manca il segnale in ingresso all'alimentazione del laser (filo del segnale rotto o contatto difettoso, relè di controllo danneggiato, scheda di circuito danneggiata o saldatura difettosa).
La scheda a due assi è rotta.
27. Il tubo laser emette una luce debole?
Tubo laser danneggiato o lente bruciata.
Decadimento della luce del tubo laser.
Componente danneggiato nell'alimentatore del laser.
La potenza laser impostata è troppo bassa.
Il regolatore di potenza non è impostato al massimo.
Allentati o installati in modo non corretto lente laser.
Lunghezza focale errata.
Disallineamento del fascio.
La potenza laser impostata è troppo bassa.
Tavolo da lavoro irregolare.
29. Non si riesce ad avviare la macchina?
La macchina non è alimentata.
L'interruttore dell'aria è scattato.
L'interruttore di emergenza è premuto.
Il pulsante di avvio è rotto.
Il trasformatore a 24 V è danneggiato.
Il contattore è danneggiato.
Filo rotto.
Scarso contatto tra i fili.
30. L'alimentazione dell'interruttore a 24 V è interrotta; la macchina non può muoversi sugli assi X e Y?
L'alimentatore a 42 V è danneggiato.
Il circuito stampato è danneggiato.
Problemi con il cavo di segnale.
31. L'asse X o Y della macchina non si muove o non è alimentato?
Il driver non è alimentato.
Il driver è danneggiato.
Contatto insufficiente o filo rotto nel driver.
La spina del motore è danneggiata o ha un contatto insufficiente.
L'albero del motore è rotto.
La cinghia di trasmissione è allentata o rotta.
Problemi con il cavo di segnale del driver.
Il cursore o la ruota di trasmissione sono bloccati.
32. Disallineamento del taglio della macchina
La cinghia è allentata.
Le viti della ruota della macchina sono allentate.
Driver della macchina danneggiato.
Filo della macchina rotto o danneggiato.
Spina del motore della macchina danneggiata o contatto difettoso.
Problemi con il motore.
33. Non è possibile rilevare la scheda di controllo quando è collegata alla macchina?
Scheda danneggiata.
La scheda non è inserita correttamente.
La spina del computer è danneggiata.
Il driver del modulo DPIO non è installato.
34. Il taglio della telecamera è impreciso
La calibrazione non è stata eseguita.
La telecamera non è regolata correttamente.
Il modello non è stato creato correttamente.
I parametri della telecamera non sono regolati correttamente.
I parametri per la creazione del modello non sono stati regolati correttamente, come il rapporto di riconoscimento, ecc.
35. Nessuna emissione di luce?
Cortocircuitare L e GND; se la luce è continua, significa che l'alimentatore e il tubo laser non hanno problemi, ma solo problemi di segnale. Cortocircuitare P e GND per determinare se l'interruttore di protezione dall'acqua è normale. Cortocircuitare AIN e 5V; se la luce è continua, significa che il tubo laser, l'alimentatore laser e la protezione dall'acqua sono collegati correttamente.
36. Il computer e l'apparecchiatura non si collegano?
Aggiornare il driver D13; potrebbe anche essere un problema di cavo USB.
37. Quando un asse può essere spinto manualmente durante l'avvio?
Se l'asse non si muove durante l'elaborazione, si tratta generalmente di un driver danneggiato; potrebbe anche essere dovuto a un allentamento meccanico della trasmissione (ad esempio, se entrambi gli assi non si muovono durante l'elaborazione e possono essere spinti manualmente durante l'avvio, e la spia del driver non è accesa, indica che l'alimentazione a 42 V è danneggiata).
38. Disallineamento in una direzione durante il taglio?
Aumenta la corrente del driver; potrebbe anche trattarsi di un driver danneggiato o di un problema al cavo del motore.
39. Il taglio ha un andamento a dente di sega?
Problema del cursore.
40. Non riuscite a passare?
Il tubo laser potrebbe essere indebolito; il percorso del raggio potrebbe essere disallineato; potrebbe anche essere l'alimentatore del laser.
41. La testa del laser colpisce la macchina e non può essere limitata?
L'interruttore di origine potrebbe essere danneggiato o non essere impostato sul pannello di controllo.
42. Il taglio non sigilla?
Regolare le impostazioni del nastro e dei parametri.
43. La macchina da taglio collegata si illumina durante la pre-regolazione ma non durante la lavorazione?
In genere si tratta di un problema della scheda di controllo.
44. Le dimensioni di taglio non sono coerenti?
Le impostazioni della distanza e degli impulsi dell'asse non sono regolate correttamente.
45. Durante il lavoro, una piccola sezione di una curva completa viene saltata e non tagliata, anche detta "luce di salto"?
Questo problema è generalmente causato dall'allentamento del cursore del carrello grande durante il funzionamento ad alta velocità a lungo termine. Per risolvere il problema è sufficiente regolare i cursori su entrambi i lati del carrello grande.
46. Durante il lavoro, alcune aree della stessa lastra non vengono tagliate mentre altre sì?
Questo problema è generalmente causato dal disallineamento del fascio o da un piano di lavoro irregolare. Regolare il percorso del fascio e livellare il piano di lavoro. A volte il disallineamento della trave è causato dalla deformazione della guida, nel qual caso è necessario regolare la guida.
47. Durante il taglio, le estremità a volte si tagliano l'una nell'altra e a volte si separano?
Questo problema è generalmente dovuto all'allentamento delle viti di fissaggio della ruota sincrona o a problemi con i fili del motore. In caso di problemi con i fili del motore, è meglio sostituire l'intero gruppo, non solo uno o due fili singoli.
48. In estate, il refrigeratore è soggetto ad allarmi di alta temperatura?
Questo problema è generalmente causato dal clima caldo, dalla scarsa dissipazione del calore nel refrigeratore o da una capacità di raffreddamento insufficiente. I refrigeratori fai-da-te non hanno in genere una capacità di raffreddamento insufficiente e il problema è solitamente causato da dissipatori di calore sporchi o da una scarsa ventilazione, con conseguenti allarmi.
I piccoli refrigeratori possono avere una capacità di raffreddamento insufficiente; la regolazione della differenza di temperatura e l'aumento della temperatura di allarme possono contribuire a risolvere il problema.
49. A volte emette luce e a volte no?
Innanzitutto, verificare la presenza di segnali instabili, compresi i segnali di emissione luminosa e i segnali del refrigeratore. Quindi, verificare che non vi siano contatti difettosi nel potenziometro. Infine, controllare che l'alimentatore non sia danneggiato.
50. All'avvio, la macchina non torna all'origine e non può muoversi.
Questo problema è generalmente dovuto alla mancata accensione del piccolo motore del carrello. In condizioni di avvio, la testa laser può essere facilmente spinta a mano. La causa del guasto è solitamente un'alimentazione a 48 V danneggiata o un'autoprotezione. Spegnere la macchina per dieci minuti e riaccenderla; se il problema persiste, sostituire l'alimentazione a 48V.
51. La luce del tubo laser diventa debole dopo aver tagliato per alcuni minuti?
Questo problema ha generalmente tre possibili cause: un problema di alimentazione, un tubo laser danneggiato o una frequenza di emissione della luce errata per il tubo laser nel software.
52. Una carrozza di grandi dimensioni subisce un violento scuotimento durante il movimento?
Questo problema è solitamente causato da problemi con i fili o gli interruttori di fine corsa del servo. La sostituzione dei fili o dei finecorsa dovrebbe risolvere il problema.
53. Due teste laser si muovono in modo irregolare?
Ciò è generalmente dovuto a una scheda di controllo danneggiata, che produce segnali errati.
54. A volte è necessario collegare due modelli, ma questi non si allineano quando vengono tagliati?
Questo problema è causato dall'asse di azionamento dell'alimentazione e dal carrello di dimensioni ridotte. profilo in alluminio non sono paralleli. Il carrello piccolo non può essere regolato; per risolvere il problema è necessario regolare l'asse di avanzamento.
55. Il taglio ha un andamento a dente di sega?
Il cursore è allentato o danneggiato, la cinghia è allentata, la ruota di sincronizzazione della cinghia è eccentrica, il valore di curvatura è troppo alto, la velocità dell'angolo è elevata, la lente non è serrata, ecc.
56. La potenza del tubo laser è instabile; l'incisione è buona all'inizio ma varia in profondità dopo qualche giorno?
Il tubo laser e l'alimentazione sono instabili.
57. Nessuna emissione di luce?
L'interruttore di livello dell'acqua perde.
58. L'alimentazione del laser è ad arco?
Area di saldatura non collegata correttamente, assenza di silicone, filo ad alta tensione a contatto con il metallo.
59. Non riuscite a tagliare?
Disallineamento del fascio, lente sporca o allentata, lunghezza focale errata, attenuazione della potenza del tubo laser.
60. La macchina non si avvia?
Arresto di emergenza, alimentazione esterna, contattore.
61. L'asse XY non si muove?
Driver danneggiato, problemi ai fili o ai connettori del motore, ruota sincrona della cinghia allentata, alimentazione a 42 V danneggiata.
62. Il pannello del display non si accende?
L'alimentazione a 24 V è danneggiata o il cavo di collegamento tra la scheda di controllo e il pannello del display è danneggiato.
63. Scarso effetto di taglio?
La luce gialla intorno all'area di taglio non è corretta, soffio d'aria insufficiente.
64. Durante il taglio di pezzi ad angolo retto si verificano bruciature o scorie?
Quando si utilizza una macchina per il taglio laser per tagliare pezzi ad angolo retto in acciaio al carbonio o in acciaio inossidabile, possono verificarsi problemi come la bruciatura degli angoli o le scorie a causa di vari fattori come il processo di taglio e i parametri.
In base ai consigli di un ingegnere della nostra azienda con dieci anni di esperienza, le soluzioni principali sono tre:
Transizione dell'angolo R: Progettare un piccolo angolo R in corrispondenza delle parti ad angolo retto per rendere naturale la transizione del processo di taglio.
Aggiunta di punti di raffreddamento: Aggiungere un punto di raffreddamento all'angolo. Mettere in pausa il laser e il gas quando la testa di taglio raggiunge l'angolo, quindi continuare il taglio. In genere, il ritardo del punto di raffreddamento è impostato tra 0,1 e 0,2 secondi.
Regolazione della curva di potenza: Per i clienti che tagliano lamiere sottili in acciaio inox ad alta velocità, è possibile regolare la curva di potenza del sistema per adattarla al cambio di velocità da alta a bassa. Metodo: Nel sistema operativo della macchina di taglio laser, individuare le impostazioni "Processo". Accedere a "Regolazione del giorno in tempo reale" e "Regolazione della frequenza in tempo reale", quindi procedere alla modifica. È possibile selezionare i parametri di velocità e spessore del materiale; dopo la modifica, fare clic su "Conferma".
Conclusione
In conclusione, questa guida alla risoluzione dei problemi delle macchine di taglio laser è una risorsa preziosa per chiunque voglia ottimizzare le prestazioni della propria macchina.
Con soluzioni per un'ampia gamma di problemi comuni e suggerimenti per il taglio di una varietà di materiali, questa guida è una lettura obbligata sia per i principianti che per i professionisti esperti.
Seguendo le soluzioni passo-passo descritte in questo articolo, sarete in grado di risolvere in modo rapido ed efficiente qualsiasi problema che possiate incontrare con la vostra macchina da taglio laser.
Se avete a che fare con spigoli vivi, scarsa precisione o rumori anomali, questa guida vi copre.
Non lasciate che i problemi più comuni vi ostacolino: approfittate delle conoscenze e delle competenze offerte da questa risorsa completa e ottenete i risultati precisi di cui avete bisogno.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
Siete curiosi di conoscere la tecnologia all'avanguardia che sta rivoluzionando la produzione? In questo blog post, ci immergeremo nel mondo delle macchine per il taglio laser, esplorando i loro vantaggi e i principali produttori che dominano...
Immaginate le conseguenze catastrofiche di una mancata manutenzione di una macchina per il taglio laser. Non lasciate che la vostra azienda sia vittima di costosi fermi macchina e riparazioni! In questo post del blog, approfondiremo gli aspetti essenziali...
Siete interessati all'arte del taglio laser? Questo blog post approfondisce i parametri critici che determinano la qualità e l'efficienza del taglio. Scoprite i consigli degli esperti meccanici...
Siete curiosi di conoscere le capacità del taglio laser? In questa guida completa, ci addentreremo nel mondo delle velocità e degli spessori di taglio laser per vari metalli. Il nostro esperto ingegnere meccanico...
Perché la qualità del taglio laser varia a parità di attrezzature e parametri? Questo articolo analizza come la composizione delle lastre di acciaio al carbonio influisca sui risultati di taglio. Esplorando la...
Vi siete mai chiesti come fanno i laser a tagliare l'acciaio con precisione millimetrica? In questo articolo sveliamo i segreti del taglio laser. Dalle modalità laser alle regolazioni degli ugelli, scopriamo come ogni...