Difetti di taglio laser: Suggerimenti per il controllo qualità
Vi siete mai chiesti quali fattori influenzano la qualità del taglio laser? In questo blog post ci addentreremo nelle complessità dell'interazione laser-materiale ed esploreremo come le caratteristiche del fascio, la potenza, la velocità e altre variabili influenzino i risultati del taglio. Scoprite le intuizioni pratiche degli esperti del settore per ottimizzare il vostro processo di taglio laser e ottenere risultati superiori.
Il processo di taglio laser sfrutta la potenza dell'energia luminosa, convertendola in calore intenso per fondere e vaporizzare i materiali con precisione.
Un generatore laser produce un fascio ad alta densità energetica, che viene poi focalizzato attraverso una lente specializzata per creare una fonte di energia estremamente concentrata. Questo fascio focalizzato viene diretto attraverso il centro di un ugello, che emette contemporaneamente un gas da taglio ausiliario coassialmente al percorso del laser. L'azione sinergica del raggio laser e del gas da taglio riscalda, ossida e vaporizza rapidamente il materiale bersaglio, ottenendo l'effetto di taglio desiderato con notevole precisione.
Il principio fondamentale alla base del taglio laser prevede complesse interazioni tra il laser e il materiale. Questa interazione comprende sia processi quantistici microscopici che fenomeni macroscopici. Questi includono l'assorbimento, la riflessione, la rifrazione e la trasmissione dell'energia laser da parte del materiale, nonché la conversione di energia all'interno del materiale stesso. Anche lo stato del materiale e la composizione dell'atmosfera circostante giocano un ruolo cruciale in questo processo.
Questi fenomeni macroscopici, combinati con fattori quali l'effetto tessuto del raggio sulla superficie del materiale, contribuiscono alla natura intricata del controllo di qualità del taglio laser. L'interazione multiforme di questi elementi richiede una calibrazione e un'ottimizzazione precise del processo di taglio.
Diversi parametri chiave influenzano la qualità del taglio laser. Tra questi, le proprietà del materiale da lavorare, le caratteristiche del fascio laser (come la lunghezza d'onda e la modalità), la potenza laser in uscita, la velocità di taglio, il tipo e l'apertura dell'ugello, l'altezza dello stallo dell'ugello, la posizione focale e il tipo e la pressione del gas ausiliario. Ognuno di questi fattori deve essere attentamente controllato e regolato per ottenere risultati di taglio ottimali per applicazioni e materiali specifici.
L'effetto della trave sulla qualità di taglio
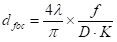
L'ampiezza del taglio laser è strettamente legata alla modalità del fascio e al diametro del punto focale. La potenza e la densità di energia dell'irradiazione laser sono correlate al diametro dello spot laser, pertanto è auspicabile avere un diametro dello spot più piccolo per ottenere una maggiore potenza e densità di energia nel taglio laser. La dimensione del diametro dello spot è determinata dal diametro del raggio laser emesso dall'oscillatore e dal suo angolo di divergenza, nonché dalla lunghezza focale della lente di focalizzazione.
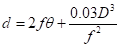
Per l'uso comune di lenti focalizzatrici convesse piatte ZnSe nel taglio laser, la relazione tra il diametro del punto (d), la lunghezza focale (ƒ), l'angolo di divergenza (θ) e il diametro (D) del raggio laser incidente può essere calcolata con la seguente formula:
(1.1)
Come si evince dall'equazione precedente, un angolo di divergenza minore del raggio laser determina un diametro dello spot minore, migliorando così l'effetto di taglio. La riduzione della lunghezza focale dell'obiettivo (ƒ) è utile per ridurre il diametro del punto, ma riduce anche la profondità focale e rende difficile ottenere un'incisione di uguale larghezza sia sulla parte superiore che su quella inferiore quando si tagliano lastre più spesse, il che influisce sulla qualità del taglio.
Allo stesso tempo, la riduzione della lunghezza focale della lente riduce anche la distanza tra la lente e il pezzo. Durante il taglio, le scorie possono schizzare sulla superficie della lente, compromettendo il normale funzionamento del taglio e la durata della lente.
Una lente a focale corta ha un'alta densità di potenza ma una profondità focale limitata, che la rende adatta al taglio ad alta velocità di lastre sottili, purché la distanza tra la lente e il pezzo rimanga costante. Al contrario, una lente a lunga focale ha una bassa densità di potenza ma un'ampia profondità focale ed è adatta al taglio di sezioni spesse di materiale.
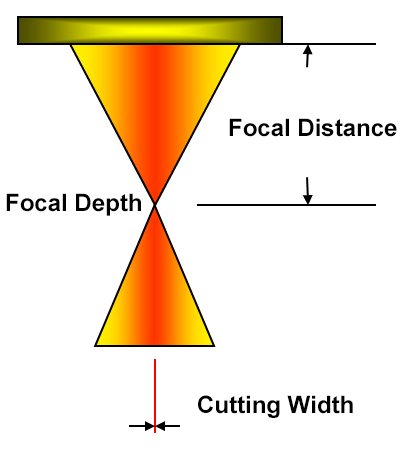
Come regola generale, minore è la lunghezza focale, più piccolo è il punto focale e minore è la profondità focale; viceversa, più lunga è la lunghezza focale, più grande è il punto focale e più profonda è la profondità focale. Ad esempio, raddoppiando la lunghezza focale dell'obiettivo, anche la dimensione del punto focale raddoppierà (da Y a 2Y) e la profondità focale quadruplicherà (da X a 4X).
Fig.1 La messa a fuoco della lente di focalizzazione
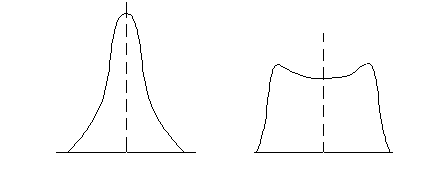
L'andamento del fascio laser è legato alla sua capacità di focalizzazione, che è simile alla nitidezza di un utensile meccanico. Il modo di ordine più basso è TEM00 e l'energia nello spot è distribuita in modo gaussiano. Questa modalità è in grado di focalizzare il fascio a una dimensione teorica minima, come un diametro di pochi micron, ottenendo una densità di energia altamente concentrata. La modalità laser è rappresentata nella figura.
Al contrario, i fasci di ordine elevato o multimodali hanno una distribuzione dell'energia più ampia, che si traduce in un punto di luce focalizzato più grande con una densità di energia inferiore. Utilizzare questo tipo di fascio per tagliare è come tagliare con un coltello spuntato.
Fig.2 Schema di distribuzione dell'energia del fascio
La qualità del taglio laser è direttamente correlata alla modalità del fascio. Più bassa è la modalità, minore è la dimensione dello spot, maggiore è la densità di potenza e di energia e migliori sono le prestazioni di taglio.
Ad esempio, nel taglio di acciaio a basso tenore di carbonio, un raggio in modalità TEM00 taglia 10% più velocemente e produce una superficie con una rugosità inferiore (10μm meno Rz) rispetto a un raggio in modalità TEM01. Con parametri di taglio ottimali, la rugosità della superficie di taglio può essere inferiore a 0,8μm.
Pertanto, per taglio del metalloIl laser in modalità TEM00 viene spesso utilizzato per ottenere velocità di taglio più elevate e una migliore qualità di taglio.
Effetto della potenza del laser sulla qualità del taglio.
La dimensione del potenza del laser influisce direttamente sullo spessore della lamiera che può essere tagliata. Maggiore è l'energia, maggiore è lo spessore del materiale che può essere tagliato.
Inoltre, influisce sulla precisione dimensionale del pezzo, sulla larghezza del taglio, sulla rugosità della superficie di taglio e sull'ampiezza della zona interessata dal calore.
La densità di potenza del laser (P0, misurata in W/cm²) e la densità di energia (E0, misurata in J/cm²) che viene illuminata sul pezzo durante la fase di lavorazione. processo di taglio laser hanno un impatto significativo sul processo di taglio laser.
All'aumentare della densità di potenza del laser, la rugosità diminuisce. Tuttavia, quando la densità di potenza (P0) raggiunge un certo valore (circa 3 x 106 W/cm²), il valore della rugosità (Rz) smette di diminuire.
Maggiore è la potenza del laser, maggiore è lo spessore del materiale che può essere tagliato. Tuttavia, a parità di potenza laser, lo spessore massimo tagliabile varia a seconda dei materiali.
La tabella 1 mostra lo spessore massimo per Taglio laser CO2 di vari metalli per diverse potenze laser.
Tabella 1 Potenza laser e spessore massimo di taglio del metallo
Laser CO2
Spessore massimo di taglio /mm
Potenza/W
Acciaio dolce
Acciaio inox
Lega di alluminio
Rame
Ottone
1500
12
9
3
1
2
1500
12
-
6
3
4
3000
22
12
-
5
5
4000
25
14
10
5
8
Per un generatore laser con uscita a onda continua, la dimensione e la modalità della potenza laser avranno un impatto significativo sulla qualità del taglio. In pratica, la potenza massima viene spesso impostata per ottenere la velocità di taglio più elevata, aumentare l'efficienza produttiva o tagliare materiali più spessi. In teoria, maggiore è la potenza, meglio è.
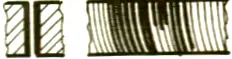
Tuttavia, se si considera il costo del generatore laser, la potenza di uscita dovrebbe essere impostata solo vicino alla potenza massima di uscita della macchina da taglio. La figura seguente illustra i problemi che si verificano quando si tagliano lastre di acciaio a basso tenore di carbonio con una potenza laser insufficiente, ad esempio non tagliare (a), producendo molte scorie nella parte inferiore (b) e producendo una sezione grezza (c).
Fig.3 Effetto della potenza laser sulla qualità di taglio dell'acciaio a basso tenore di carbonio
L'effetto della velocità di taglio sulla qualità del taglio
La velocità di taglio gioca un ruolo importante nel determinare la qualità del taglio su un materiale inossidabile. lamiera d'acciaio. La velocità di taglio ottimale produce una superficie di taglio liscia ed elimina le scorie sul fondo.
Se la velocità di taglio è troppo elevata, può risultare impossibile tagliare completamente la lastra d'acciaio, provocando scintille e scorie sulla metà inferiore e persino danneggiando la lente. Questo accade perché la velocità di taglio riduce l'energia per unità di superficie e il metallo non viene completamente fuso.
Al contrario, se la velocità di taglio è troppo bassa, può causare una fusione eccessiva, un cordone di taglio più ampio, una zona termicamente colpita più estesa e persino la bruciatura del pezzo. Ciò è dovuto al fatto che la taglio lento La velocità di rotazione consente di accumulare energia sul bordo di taglio, causando l'allargamento della fenditura, l'impossibilità di scaricare rapidamente il metallo fuso e la formazione di scorie sul fondo della lamiera.
Questi difetti sono illustrati nella Figura 4.
Fig.4 L'effetto della velocità di taglio sulla qualità del taglio
La velocità di taglio e la potenza di uscita del laser hanno un impatto diretto sul calore in ingresso del pezzo. Ciò significa che la relazione tra le variazioni del calore in ingresso e la qualità della lavorazione dovute alle variazioni della velocità di taglio è la stessa che intercorre tra le variazioni della potenza in uscita e la qualità della lavorazione.
In genere, quando si regolano le condizioni di lavorazione, si modifica solo un lato (la potenza di uscita o la velocità di taglio) per alterare la qualità della lavorazione, anziché modificarli entrambi contemporaneamente.
Anche il tipo (forma) dell'ugello e l'altezza dell'ugello (la distanza tra l'uscita dell'ugello e la superficie del pezzo) possono influire sulla qualità del taglio.
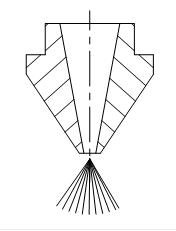
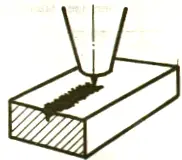
Funzione dell'ugello
Controllare l'area di diffusione del gas per controllare la qualità del taglio.
Fig.5 Espulsione del gas dall'ugello
La relazione tra ugello e qualità di taglio
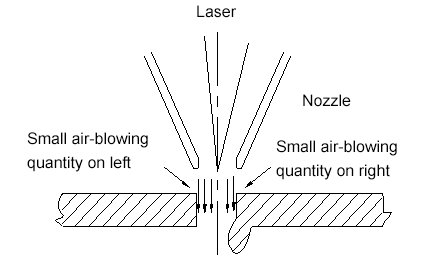
La coassialità tra il centro del foro di uscita dell'ugello e il raggio laser è un fattore cruciale che influisce sulla qualità del taglio. L'effetto diventa maggiore con l'aumentare dello spessore del pezzo. Se l'ugello si deforma o si fonde, la coassialità ne risente direttamente. La forma dell'ugello e la precisione dimensionale sono requisiti elevati, quindi è importante prendersi cura dell'ugello ed evitare collisioni che potrebbero causare deformazioni. Se le condizioni di taglio cambiano a causa di un ugello danneggiato, è consigliabile sostituirlo con uno nuovo.
Se l'ugello e il laser non sono coassiali, la qualità del taglio può essere compromessa come segue:
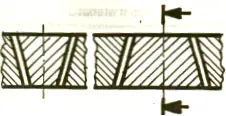
a) Effetto sulla sezione di taglio
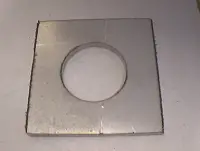
Come illustrato nella figura, se il gas ausiliario viene soffiato fuori dall'ugello in modo non uniforme, è possibile che si verifichi la fusione su un lato e non si verifichi la fusione sull'altro. Ciò ha un impatto limitato sul taglio di lastre sottili inferiori a 3 mm, ma quando si tagliano lastre di spessore superiore a 3 mm, l'effetto può essere significativo e può portare al mancato taglio della lastra.
Fig. 6 Influenza del grado di coassialità sulla sezione di taglio
b) Impatto sull'angolo acuto
Se il pezzo in lavorazione presenta un angolo acuto o un piccolo angolo, è più soggetto alla sovrafusione e le lamiere spesse potrebbero non essere tagliate.
c) Impatto sulla perforazione
La perforazione può essere instabile e difficile da controllare, soprattutto per le piastre spesse, che possono causare una fusione eccessiva e la condizione di penetrazione può essere difficile da controllare. Ciò ha un effetto limitato sulle piastre sottili.
L'influenza della posizione di fuoco sulla qualità del taglio
La posizione focale si riferisce alla distanza tra il punto focale e la superficie del pezzo; i valori sono considerati positivi se il punto focale si trova sopra la superficie e negativi se si trova sotto.
Fig.7 Posizione focale
La posizione focale svolge un ruolo fondamentale nel determinare la larghezza dell'incisione, l'inclinazione, la rugosità della superficie di taglio e la quantità di scorie attaccate. La posizione focale influisce sul diametro del fascio e sulla profondità focale dell'oggetto lavorato, con conseguenti modifiche alla forma della scanalatura e al flusso del gas di lavorazione e del metallo fuso. Per produrre una fenditura stretta, è importante ridurre al minimo il diametro del punto focale (d), che è proporzionale a 4/πd^2 e alla lunghezza focale dell'obiettivo. Una minore profondità focale si traduce in una minore d.
Tuttavia, il taglio può causare schizzi e la lente può essere facilmente danneggiata se è troppo vicina al pezzo. Per questo motivo, la lunghezza focale ampiamente utilizzata nelle applicazioni industriali del taglio laser ad alta potenza è compresa tra 127 e 190 mm, con un diametro effettivo del punto focale compreso tra 0,1 e 0,4 mm. È fondamentale controllare la posizione focale per ottenere risultati ottimali.
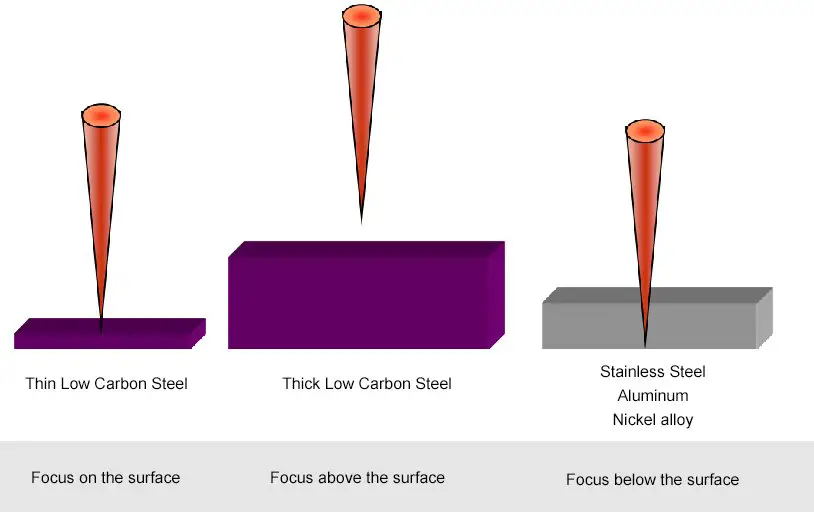
Considerando fattori quali la qualità e la velocità di taglio, in linea di principio:
Per il metallo con spessore < 6 mm, la posizione focale è sulla superficie;
Per il metallo con spessore > 6 mm, la posizione focale è al di sopra della superficie;
Quando lo spessore di taglio è < 4 mm, scegliere l'obiettivo a 5″ di messa a fuoco.
La lunghezza del percorso ottico è diversa quando si tagliano le estremità prossimali e distali con una macchina per il taglio della traiettoria di volo, il che comporta una differenza nelle dimensioni del fascio prima della messa a fuoco.
Più grande è il diametro del fascio incidente, più piccolo è il punto focale.
Per ridurre al minimo la variazione delle dimensioni della macchia focale dovuta alle variazioni delle dimensioni del fascio prima della messa a fuoco, è possibile installare un sistema di compensazione del percorso ottico per mantenere coerenti i percorsi ottici alle estremità prossimali e distali.
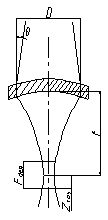
Nella Figura 8, il raggio laser passa attraverso la lente di focalizzazione.
Fig.8 Il punto focale di un fascio di luce che passa attraverso la lente
Il diametro del punto viene calcolato con la seguente formula:
(2)
Tra questi:
D--diametro del fascio prima della messa a fuoco;
Fattore di qualità del fascio K
Inoltre, la profondità di fuoco è un altro fattore che influenza la qualità del taglio. La sua formula di calcolo è la seguente:
(3)
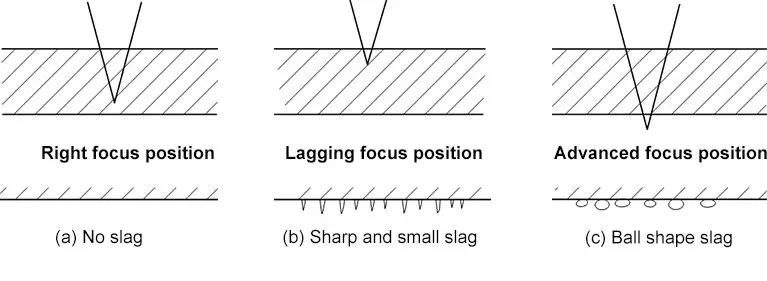
Dall'analisi precedente si evince che quanto più la posizione del fuoco è vicina al centro della lastra di acciaio, tanto più liscia sarà la superficie di taglio in assenza di scorie. La scelta della posizione di fuoco gioca un ruolo cruciale nel determinare la qualità del taglio della lastra di acciaio inossidabile.
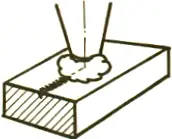
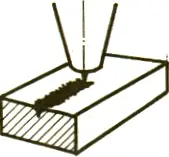
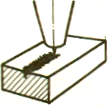
Quando la posizione focale è appropriata, il materiale da tagliare viene fuso e il materiale lungo il bordo non viene fuso, ottenendo una giuntura di taglio pulita e antiaderente, come illustrato nella Figura (a).
Quando la posizione focale è in ritardo, la quantità di energia assorbita dal materiale da taglio per unità di superficie diminuisce, causando un indebolimento dell'energia di taglio e la mancata fusione completa del materiale, che viene soffiato via dal gas ausiliario. Il risultato è che il materiale parzialmente fuso rimane attaccato alla superficie della piastra di taglio e forma una coda di scoria corta e tagliente, come mostrato nella Figura (b).
Quando la posizione focale viene anticipata, l'energia media assorbita dall'elemento materiale da taglio per unità di superficie aumenta, facendo sì che sia il materiale da tagliare sia il materiale lungo il bordo si sciolgano e fluiscano in forma liquida. In questo caso, a causa della pressione e della velocità di taglio costanti, il materiale fuso forma una forma sferica e aderisce alla superficie del materiale, come illustrato nella Figura (c).
Pertanto, la posizione di messa a fuoco può essere regolata osservando la forma delle scorie durante il processo di taglio per garantire la qualità del taglio.
Fig.9 Influenza della posizione del fuoco sulla scoria
Fig.10 L'influenza delle diverse posizioni di messa a fuoco sulla qualità di taglio
Nella produzione reale, quando si tagliano lastre di acciaio inossidabile con una fresa laser, la posizione di fuoco viene selezionata sulla superficie del materiale o all'interno di essa. Questo per aumentare la fluidità del gas di taglio e del materiale fuso e migliorare la qualità del taglio ampliando la superficie liscia. La posizione di fuoco varia a seconda dello spessore della lastra di acciaio e deve essere determinata attraverso la sperimentazione.
Anche la scelta del gas ausiliario (tipo e pressione) svolge un ruolo importante nel determinare la qualità del taglio. Il tipo di gas, la pressione dell'aria, il diametro dell'ugello e la struttura geometrica possono influenzare la rugosità del bordo e la formazione di bave. Il consumo di gas è determinato dal diametro dell'ugello e dalla pressione dell'aria, con una bassa pressione inferiore a 0,5 MPa e un'alta pressione superiore a 2 MPa. L'espulsione coassiale del gas ausiliario e del fascio laser contribuisce a proteggere la lente di messa a fuoco dalla contaminazione e a rimuovere eventuali scorie dall'area di taglio. I gas comunemente utilizzati per il taglio laser sono l'ossigeno, l'azoto e l'aria; i diversi materiali da taglio richiedono gas ausiliari diversi.
L'uso dell'ossigeno come gas ausiliario serve principalmente per tagliare l'acciaio al carbonio, l'acciaio inossidabile e i materiali altamente riflettenti mediante maschiatura e taglio ad alta velocità, nonché per il taglio per ossidazione. Il usi della macchina per il taglio laser il calore generato dalla reazione di ossidazione per un taglio efficiente, ma provoca anche la formazione di una pellicola di ossido sulla superficie di taglio.
L'azoto viene utilizzato principalmente per il taglio di lastre di acciaio inossidabile senza ossidazione e per il taglio di lastre di acciaio inossidabile senza ossidazione. lamiera zincata senza scorie.
L'aria viene utilizzata principalmente per il taglio dell'alluminio e dell'acciaio zincato senza scorie e per il taglio di metalli comuni non metallici.
La pressione del gas ausiliario dipende dal tipo di gas utilizzato, dal materiale da taglio, dallo spessore della lastra e dalla forma di emissione del laser (onda continua/impulso). La pressione del gas ausiliario influisce sull'attaccamento delle scorie, sulla qualità della superficie tagliata e sulle dimensioni dell'area interessata dal calore.
La condizione della pressione dell'aria all'uscita dell'ugello durante la lavorazione è riportata nella tabella seguente:
Tabella 2 La relazione tra il processo di taglio e la pressione del gas ausiliario
Taglio della superficie della rete in resina acrilica
(MPa))
(MPa)
(MPa)
(MPa)
(MPa)
(MPa)
0.02-0.05
0.1-0.3
0.05-0.1
0.6-1.5
0.6-1.0
<0.01
Per determinare il tipo di gas ausiliario, la dimensione della pressione del gas è un fattore estremamente importante.
Se la pressione del gas ausiliario è troppo alta, si formerà un vortice sulla superficie del pezzo, che indebolirà la capacità del flusso d'aria di rimuovere il materiale fuso, causando l'irruvidimento della superficie di taglio e l'allargamento della fessura.
Se la pressione del gas ausiliario è troppo bassa, il materiale fuso dell'incisione non viene soffiato via, con conseguente formazione di scorie sul retro del materiale tagliato.
Pertanto, esiste un valore ottimale per la pressione del gas ausiliario. L'alta pressione del gas è necessaria quando si tagliano materiali sottili ad alta velocità per evitare la formazione di scorie sul lato posteriore dell'incisione. Al contrario, quando lo spessore del materiale aumenta o la velocità di taglio rallenta, la pressione del gas deve essere opportunamente ridotta.
Ad esempio, quando taglio laser dell'acciaio inossidabile L'uso di gas ausiliari aiuta a raffreddare le aree circostanti il cordone di taglio, riducendo la zona colpita dal calore e prevenendo i danni alle lenti causati dal calore.
Inoltre, l'utilizzo dell'azoto come gas ausiliario aumenta la fluidità del metallo fuso.
Nella lavorazione vera e propria, difetti di lavorazione possono essere causati da parametri di processo non corretti.
Con decenni di esperienza nel processo di taglio laser, è importante riassumere le contromisure per i difetti di taglio per guidare la produzione effettiva. Per ulteriori informazioni, consultare l'appendice.
Le bave metalliche sul fondo sono difficili da rimuovere.
Velocità di avanzamento troppo elevata
Ridurre la velocità di avanzamento.
Bassa pressione dell'aria
Aumentare la pressione
Il gas non è puro
Utilizzare un gas più puro
Posizione focale troppo alta
Abbassare la posizione focale
C'è solo una sbavatura su un lato.
L'ugello non è centrato;
Centrare l'ugello;
L'ugello presenta dei difetti.
Sostituire l'ugello.
Il materiale viene espulso dall'alto.
La potenza è troppo bassa;
Interrompere immediatamente l'operazione di taglio per evitare che i tagli finiscano nella lente di messa a fuoco. Quindi aumentare la potenza e ridurre la velocità di avanzamento.
Velocità di avanzamento troppo elevata.
Due lati sono buoni e due lati sono cattivi per il taglio delle pendenze.
Il riflettore polarizzato non è adatto e l'installazione non è corretta. Oppure il riflettore polarizzato difettoso è installato nella posizione della lente di deflessione.
Controllare il riflettore polarizzato
Controllare la lente di deflessione
Il plasma blu non taglia il pezzo.
Interrompere immediatamente il taglio per evitare che le scorie finiscano nella lente di messa a fuoco.
Errore nel gas di lavorazione (N2))
Utilizzare O2 come gas di processo.
Velocità di avanzamento troppo elevata
Ridurre la velocità di avanzamento
La potenza è troppo bassa;
Aumentare la potenza
La superficie di taglio non è precisa.
La pressione dell'aria è troppo alta
Ridurre la pressione
L'ugello è danneggiato
Sostituire l'ugello
Il diametro dell'ugello è troppo grande
Installare l'ugello appropriato
Il materiale non è buono
Utilizzare un materiale liscio e omogeneo.
Senza bava, la linea di trazione è inclinata. Il l'incisione si restringe nella parte inferiore.
La velocità di avanzamento è troppo elevata.
Ridurre la velocità di avanzamento.
Produrre un cratere
La pressione dell'aria è troppo alta
Ridurre la pressione
La velocità di avanzamento è troppo bassa.
Aumentare la velocità di avanzamento.
L'attenzione è troppo alta
Ridurre l'attenzione
La superficie della piastra è arrugginita.
Utilizzare materiali di migliore qualità.
Il pezzo in lavorazione si sta surriscaldando.
Il materiale non è puro
Superfici di taglio molto ruvide.
L'attenzione è troppo alta
Ridurre l'attenzione
La pressione dell'aria è troppo alta
Ridurre la pressione
La velocità di avanzamento è troppo bassa.
Aumentare la velocità di avanzamento.
Il materiale è troppo caldo
Materiale di raffreddamento
Acciaio inox: taglio ad alta pressione N2
Difetti
Possibili ragioni
Soluzioni
Produrre una piccola bava regolare simile a una goccia.
La messa a fuoco è troppo bassa
Aumentare l'attenzione
La velocità di avanzamento è troppo elevata.
Ridurre la velocità di avanzamento.
Entrambi i lati producono lunghe bave filamentose irregolari, la decolorazione della superficie di grandi lastre.
La velocità di avanzamento è troppo bassa.
Aumentare la velocità di avanzamento.
L'attenzione è troppo alta
Ridurre l'attenzione
La pressione dell'aria è troppo bassa
Aumentare la pressione
Il materiale è troppo caldo
Materiale di raffreddamento
Lunga bava irregolare sul tagliente.
Non centrare l'ugello
Centrare l'ugello
L'attenzione è troppo alta
Ridurre l'attenzione
La pressione dell'aria è troppo bassa
Aumentare la pressione
La velocità è troppo bassa
Aumentare la velocità
I bordi di taglio sono gialli.
L'azoto contiene impurità di ossigeno.
Utilizzate un buon azoto.
Plasma è prodotto su una sezione trasversale rettilinea.
La velocità di avanzamento è troppo elevata.
Interrompere immediatamente il taglio per evitare che i tagli finiscano nella lente di messa a fuoco.
La potenza è troppo bassa
Ridurre la velocità di avanzamento.
La messa a fuoco è troppo bassa
Aumentare la potenza
Aumentare l'attenzione
La diffusione del fascio
La velocità di avanzamento è troppo elevata.
Ridurre la velocità di avanzamento.
La potenza è troppo bassa
Aumentare la potenza
La messa a fuoco è troppo bassa
Aumentare l'attenzione
Il plasma viene generato dietro l'angolo.
La tolleranza dell'angolo è troppo alta.
Ridurre la tolleranza dell'angolo.
La modulazione è troppo alta
Ridurre la modulazione o l'accelerazione.
L'accelerazione è troppo elevata
Il raggio diverge all'inizio.
L'accelerazione è troppo elevata
Accelerazione ridotta
La messa a fuoco è troppo bassa
Aumentare l'attenzione
Il materiale fuso non si è scaricato.
Forare un foro rotondo
L'incisione è ruvida
L'ugello è danneggiato.
Sostituire l'ugello
L'obiettivo è sporco
Pulire la lente e sostituirla se necessario.
Il materiale viene espulso da quanto sopra.
La potenza è troppo bassa
Interrompere immediatamente il taglio per evitare che i tagli finiscano nella lente di messa a fuoco.
La velocità di avanzamento è troppo elevata.
Aumentare la potenza
La pressione dell'aria è troppo alta
Ridurre la velocità di avanzamento.
Ridurre la pressione
Lega: Taglio ad alta pressione N2
Difetti
Possibile motivo
Soluzione
Entrambi i lati producono lunghe bave filamentose irregolari, difficili da rimuovere.
L'attenzione è troppo alta
Ridurre l'attenzione
La pressione dell'aria è troppo bassa
Aumentare la pressione
La velocità di avanzamento è troppo bassa.
Aumentare la velocità di avanzamento.
Entrambi i lati producono lunghe bave irregolari che possono essere rimosse a mano.
La velocità di avanzamento è troppo bassa.
Aumentare la velocità di avanzamento.
L'incisione è ruvida
Il diametro dell'ugello è troppo grande.
Installare l'ugello appropriato.
L'ugello è danneggiato.
Sostituire l'ugello
La pressione dell'aria è troppo alta
Ridurre la pressione
Le piccole bave regolari sono difficili da rimuovere.
La messa a fuoco è troppo bassa
Aumentare l'attenzione
La velocità di avanzamento è troppo elevata.
Ridurre la velocità di avanzamento.
Il plasma viene prodotto su una sezione trasversale rettilinea.
La velocità di avanzamento è troppo elevata.
Ridurre la velocità di avanzamento.
La messa a fuoco è troppo bassa
Aumentare l'attenzione
La diffusione del fascio
La velocità di avanzamento è troppo elevata.
Ridurre la velocità di avanzamento.
Il plasma viene generato dietro l'angolo.
La tolleranza dell'angolo è troppo alta.
Ridurre la tolleranza angolare.
La modulazione è troppo alta
Ridurre la modulazione o l'accelerazione.
L'accelerazione è troppo elevata
Il raggio diverge all'inizio.
La velocità di avvicinamento è troppo alta
Velocità di avvicinamento ridotta
La messa a fuoco è troppo bassa
Aumentare l'attenzione
L'incisione è ruvida
L'ugello è danneggiato.
Sostituire l'ugello
Il materiale viene espulso da quanto sopra.
La potenza è troppo bassa
Interrompere immediatamente il taglio per evitare che i tagli finiscano nella lente di messa a fuoco.
La velocità di avanzamento è troppo elevata.
Aumentare la potenza
Ridurre la velocità di avanzamento.
Appendice 2 Fotografia fisica con difetto di taglio
1.Difetti di taglio in acciaio inossidabile
Difetti
Possibile motivo
Soluzione
Velocità troppo elevata
Ridurre la velocità
La messa a fuoco è troppo bassa
Aumentare la potenza
La potenza è troppo bassa
Il centro non è giusto
Centro di ispezione
Il foro dell'ugello non è liscio e rotondo.
Controllare lo stato dell'ugello
Il percorso della luce non è rettilineo
Controllare il percorso della luce
La messa a fuoco è troppo bassa
Aumentare la messa a fuoco di 0,1-0,2 mm ogni volta.
Bassa pressione dell'azoto
Aumentare la pressione dell'azoto
L'attenzione è troppo alta
Abbassare la messa a fuoco, ogni volta di 0,1-0,2 mm.
Velocità di taglio troppo elevata
La velocità di taglio si riduce ogni volta di 50-200 mm/min.
La messa a fuoco è troppo bassa
La messa a fuoco viene aumentata di 0,1-0,2 mm ogni volta.
L'azoto non è puro
Controllare la purezza dell'azoto.
Nel tubo dell'aria c'è ossigeno o aria.
Aumentare il ritardo per pulire il tubo dell'aria.
Controllare il percorso del gas (assenza di perdite)
2. Difetti di taglio dell'acciaio al carbonio
Difetti
Possibile motivo
Soluzione
Il centro dell'obiettivo non è corretto.
Controllare il centro dell'obiettivo
Il foro dell'ugello è ostruito o non è rotondo.
Controllare lo stato dell'ugello
Il percorso della luce non è rettilineo
Controllare il percorso della luce e colpire nuovamente il bersaglio.
La lunghezza della riga o dell'introduzione non è corretta.
Correggere il metodo di introduzione e la lunghezza dell'introduzione.
Errore lineare
Controllare il tipo di linea
Il tempo di perforazione è troppo lungo.
Il tempo di perforazione è inferiore a 2 secondi.
Il taglio è troppo caldo.
Ridurre ogni volta il ciclo di lavoro di 2-3%.
La pressione è troppo alta
Ridurre la pressione di 0,1 bar alla volta.
L'attenzione è troppo alta
Ridurre la potenza
La potenza è troppo alta
Controllare la messa a fuoco dell'obiettivo.
Il materiale non è buono
Bassa potenza
Aumentare la potenza
Alta velocità
Ridurre la velocità
La bassa pressione
Aumentare la pressione
La velocità è troppo alta
Ridurre la velocità
Bassa potenza
Aumentare il ciclo di lavoro di 5-10% ogni volta.
La pressione è troppo bassa
Aggiungere potenza, 100W ogni volta.
Aumentare gradualmente la pressione, ogni volta di 0,1-0,2 bar.
Troppo calore locale
Modificare l'ordine di taglio
Problema materiale
Cambiare il materiale
La pressione è troppo alta
Ridurre la pressione di 0,1-0,2 bar ogni volta.
La velocità è troppo alta
Ridurre la velocità
La messa a fuoco è troppo bassa
Aumentare la messa a fuoco di 0,1-0,2 mm per passo.
La pressione è troppo bassa
Aumentare la pressione di 0,1-0,2 bar per ogni passo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai avuto difficoltà a scegliere l'ugello di taglio laser più adatto al vostro progetto? La scelta dell'ugello ottimale è fondamentale per ottenere tagli puliti e precisi e massimizzare l'efficienza. In questo...
Vi siete mai chiesti cosa fa funzionare una macchina per il taglio laser? In questo post ci addentreremo nel funzionamento interno di queste macchine ad alta precisione che hanno rivoluzionato il settore...
Vi siete mai chiesti come fa un laser a tagliare il metallo come un coltello caldo nel burro? In questo affascinante articolo esploreremo la scienza alla base della tecnologia di taglio laser in fibra....
Siete curiosi di conoscere la tecnologia all'avanguardia che sta rivoluzionando la produzione? In questo blog post, ci immergeremo nel mondo delle macchine per il taglio laser, esplorando i loro vantaggi e i principali produttori che dominano...
Immaginate le conseguenze catastrofiche di una mancata manutenzione di una macchina per il taglio laser. Non lasciate che la vostra azienda sia vittima di costosi fermi macchina e riparazioni! In questo post del blog, approfondiremo gli aspetti essenziali...
Il taglio laser ha rivoluzionato la produzione, ma anche le macchine più avanzate incontrano problemi. In questo post del blog, analizziamo i problemi più comuni delle macchine per il taglio di lastre laser e forniamo passo dopo passo...
Siete interessati all'arte del taglio laser? Questo blog post approfondisce i parametri critici che determinano la qualità e l'efficienza del taglio. Scoprite i consigli degli esperti meccanici...
Siete curiosi di conoscere le capacità del taglio laser? In questa guida completa, ci addentreremo nel mondo delle velocità e degli spessori di taglio laser per vari metalli. Il nostro esperto ingegnere meccanico...
Perché la qualità del taglio laser varia a parità di attrezzature e parametri? Questo articolo analizza come la composizione delle lastre di acciaio al carbonio influisca sui risultati di taglio. Esplorando la...