Taglio laser della piastra in acciaio inox 25 mm+: Suggerimenti essenziali
Vi siete mai chiesti come ottenere tagli laser perfetti su acciaio inossidabile spesso? Questo articolo approfondisce i consigli essenziali per il taglio laser di lastre di spessore superiore a 25 mm. Tratta fattori cruciali come la selezione dell'ugello, la purezza del gas e la regolazione della frequenza laser per garantire tagli di alta qualità. Alla fine, capirete come ottimizzare il vostro processo di taglio laser, ridurre al minimo i difetti e migliorare l'efficienza. Immergetevi per scoprire come realizzare tagli precisi e puliti su robuste lastre di acciaio inossidabile.
Con la crescita dell'economia, l'uso delle lamiere di acciaio inossidabile è diventato sempre più diffuso. Oggi sono comunemente utilizzate nell'industria delle costruzioni, nella produzione di macchinari, nella produzione di container, nella cantieristica navale, nella costruzione di ponti e in altri campi.
Attualmente, il taglio laser è il metodo principale per tagliare lastre di acciaio inossidabile spesse. La tecnologia per taglio laser lastre di acciaio inossidabile di grosso spessore sta diventando sempre più avanzata, sostituendo gradualmente le tecniche di taglio tradizionali.
Per ottenere un risultato di taglio di alta qualità, è fondamentale avere una padronanza delle tecniche di lavorazione.
In termini di spessore, le piastre medie si riferiscono a piastre di acciaio con uno spessore di 10,0-25,0 mm, le piastre con uno spessore di 25,0-60,0 mm sono definite piastre spesse e le piastre con uno spessore superiore a 60,0 mm sono definite piastre extra spesse.
Per tagliare l'acciaio inossidabile di alta qualità e spessore, è essenziale che i produttori di prodotti in acciaio inossidabile abbiano una conoscenza completa delle caratteristiche del materiale. processo di taglio laser.
Criteriper taglio laser di lamiere spesse
1. La rugosità
Il taglio laser Il processo di taglio produce linee verticali sulla sezione tagliata. La rugosità della superficie di taglio dipende dalla profondità della grana. Una grana più bassa produce una sezione di taglio più liscia, mentre una grana più profonda porta a una superficie di taglio più ruvida. Inoltre, una grana meno profonda determina un taglio di qualità superiore.
Per lo spessore lamieraLa perpendicolarità del bordo di taglio è di estrema importanza. Se il fascio laser è troppo lontano dal fuoco, diventa divergente, il che può causare larghezze non uniformi nella parte superiore e inferiore della fenditura.
Se il tagliente si discosta significativamente da una linea verticale, il pezzo non è conforme agli standard e può essere difficile da utilizzare. Più il tagliente è vicino alla linea verticale, maggiore è la qualità del taglio.
3. Larghezza di taglio
La larghezza del taglio determina il diametro interno del profilo. Durante il processo di taglio vero e proprio, è necessario regolare i parametri e compensare il materiale da tagliare per garantire che il pezzo risponda alle specifiche dimensionali desiderate.
4. Grano
Quando si tagliano lastre spesse ad alta velocità, il metallo fuso viene espulso nella parte posteriore del fascio laser invece di essere espulso dalla tacca sotto il fascio laser verticale. Ne consegue un disegno curvo sul bordo di taglio.
Per risolvere questo problema, è necessario diminuire la velocità di avanzamento verso la fine del processo di taglio, in modo da eliminare efficacemente la formazione di questo motivo curvo.
5. Bave
La bava è un fattore cruciale nel determinare la qualità del taglio laser. L'eliminazione della bava richiede uno sforzo supplementare, che si traduce in un aumento dei tempi e dei costi di manodopera. Di conseguenza, la presenza o l'assenza di bava è il criterio principale per determinare se un taglio laser è considerato di qualità accettabile.
6. Area colpita dal calore
L'area interessata dal calore si riferisce alla profondità della regione in cui la struttura interna ha subito modifiche. Durante il taglio laser, il metallo vicino all'intaglio viene riscaldato, il che può provocare alterazioni della struttura del metallo. Ad esempio, alcuni metalli possono diventare più duri.
7. Deformazione
Il riscaldamento rapido durante il processo di taglio può causare deformazioni, particolarmente critiche nelle lavorazioni di precisione. Per evitare questo inconveniente, è necessario controllare il potenza del laser e utilizzano impulsi laser brevi, che riducono il riscaldamento dei componenti e ne impediscono la deformazione.
Requisiti tecnologici del taglio laser di lamiere spesse in acciaio inossidabile
1. Selezione dell'ugello
Diametro dell'ugello
Il diametro dell'ugello determina la forma del flusso di gas, le dimensioni dell'area di diffusione del gas e la velocità del flusso di gas nell'intaglio, che influisce sulla stabilità della rimozione della fusione e del taglio. Un flusso d'aria più ampio nell'intaglio determina velocità più elevate e una migliore capacità di rimozione della fusione, a condizione che il pezzo in lavorazione sia posizionato correttamente all'interno del flusso d'aria.
Per gli acciai inossidabili più spessi, si consiglia di utilizzare un ugello più grande. Per aumentare la pressione e garantire un risultato di taglio normale, è possibile aumentare l'impostazione della valvola proporzionale, ottenendo un flusso maggiore.
Specifiche dell'ugello
Le specifiche dell'ugello si riferiscono principalmente all'apertura terminale. Ad esempio, il ugello di taglio di Precitec ha un'apertura che va da 1,5 mm a 5,0 mm. La scelta dell'apertura si basa principalmente sulla potenza di taglio. Maggiore è la potenza, maggiore è il calore generato e la quantità di gas necessaria.
Per il taglio di lastre di dimensioni inferiori a 3 mm, di solito si utilizza un ugello con un'apertura di 2,0 mm. Per il taglio di lastre di spessore compreso tra 3 e 10 mm, si sceglie un ugello da 3,0 mm. Per il taglio di lastre di spessore superiore a 10 mm, sono necessari ugelli con aperture di 3,5 mm o superiori.
Ugello a strato singolo con apertura 3,5
Ugello singolo o doppio strato?
In genere, gli ugelli a doppio strato vengono utilizzati per il taglio ossidativo (in cui si utilizza l'ossigeno come gas ausiliario) e gli ugelli a strato singolo per il taglio per fusione (in cui si utilizza l'azoto come gas ausiliario). Tuttavia, alcuni laser hanno istruzioni specifiche sull'uso di ugelli a singolo o doppio strato. In questi casi, è importante seguire le istruzioni fornite dal laser.
2.Selezione del gas ausiliario e purezza del gas
Nel taglio laser dell'acciaio inossidabile si utilizzano spesso diversi gas ausiliari, tra cui ossigeno, azoto e aria. I diversi gas hanno effetti diversi sul processo di taglio. L'ossigeno produce sezioni nere, l'aria sezioni giallo chiaro, mentre l'azoto aiuta a prevenire l'ossidazione e a mantenere il colore originale dell'acciaio inossidabile. Di conseguenza, l'azoto è il gas ausiliario preferito per il taglio laser. taglio dell'acciaio inossidabile.
Purezza dell'ossigeno e dell'azoto raccomandata:
Ossigeno
Azoto
Vantaggi
Alta velocità di taglio, in grado di tagliare lastre spesse
Evitare l'ossidazione del tagliente, in modo da non dover rilavorare il pezzo.
Purezza consigliata
≥99.999%
≥99.995%
I dati di prova relativi al flusso di azoto, al diametro dell'ugello e alla pressione del gas sono riportati nella figura seguente.
L'asse verticale rappresenta i valori di prova del flusso di gas, mentre l'asse orizzontale rappresenta l'impostazione della regolazione. Sono mostrate le diverse variazioni di pressione del gas e i diversi colori rappresentano le condizioni di prova dei diversi diametri degli ugelli.
Il grafico mostra che il flusso è determinato dalla pressione del gas impostata e dal diametro dell'ugello, con una correlazione lineare positiva.
3.Posizione di fuoco
Per garantire l'effetto di taglio e proteggere l'ugello da eventuali danni, è necessario eseguire un test coassiale prima del taglio. Questo test assicura che l'ugello sia allineato con il raggio di uscita del laser.
Metodo di test della posizione di messa a fuoco
Per eseguire il test coassiale, incollare un pezzo di nastro adesivo trasparente sulla faccia terminale dell'uscita dell'ugello. Regolare la potenza di uscita del laser per perforazione e osservare se sulla carta a nastro è presente un foro centrale e la sua posizione. Regolare la vite di regolazione sull'impugnatura della cavità dello specchio fino a quando il foro tracciato dal laser sulla carta a nastro si allinea con il centro dell'ugello.
La messa a fuoco influisce sullo spessore, sul materiale e sulla qualità che è possibile tagliare. Materiali e spessori diversi richiedono regolazioni diverse della messa a fuoco. Prima del taglio, misurare la focalizzazione effettiva dello zero e utilizzarla come base per testare e analizzare i parametri del processo di taglio.
Nel taglio dell'acciaio inossidabile, la negatività defocalizzazione è la direzione preferita per la selezione del processo.
Posizione del focus
Materiale da taglio e caratteristiche della sezione
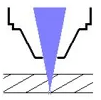
Lunghezza focale zero: il messa a fuoco laser si trova sulla superficie del pezzo da tagliare
Questo metodo è adatto al taglio di acciaio al carbonio sottile con uno spessore inferiore a 1 mm. L'attenzione viene posta sulla superficie del pezzo, ottenendo una superficie superiore liscia e una superficie inferiore ruvida.
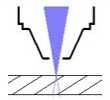
Lunghezza focale negativa: il messa a fuoco laser è al di sotto della superficie del pezzo da tagliare
Questo è il metodo di taglio per l'acciaio inossidabile. Il fuoco è posto al di sotto della superficie della tavola, il che si traduce in una superficie liscia più ampia, in una fenditura più ampia rispetto a una fenditura a focale zero, in un flusso di gas maggiore durante il taglio e in un tempo di perforazione più lungo rispetto a una focale zero.
Lunghezza focale positiva: il fuoco del laser si trova al di sopra della superficie del pezzo da tagliare
Quando si taglia l'acciaio al carbonio, si utilizza l'ossigeno come gas ausiliario. Il risultato è una superficie annerita e una sezione di taglio ruvida.
4. Influenza della regolazione della frequenza laser e del rapporto di funzionamento degli impulsi sulla qualità del taglio
Influenza della variazione di frequenza sul taglio di lamiere spesse in acciaio inox:
Quando la frequenza diminuisce da 500 a 100 Hz, la qualità della sezione tagliata migliora e la stratificazione diventa più fine. Tuttavia, se la frequenza è impostata a 100Hz, il taglio non è possibile e la luce blu viene riflessa. Per determinare l'intervallo di frequenza migliore, è necessario sperimentare le variazioni di frequenza.
Per ottenere risultati di taglio ottimali, è importante garantire una perfetta corrispondenza tra tempo di pulsazione ed energia del singolo impulso.
Influenza della variazione del ciclo di lavoro dell'impulso sull'acciaio inossidabile a spessore taglio delle lastre:
Il valore critico per il ciclo di lavoro dell'impulso è 45%. Se il ciclo di lavoro viene ulteriormente ridotto, sulla superficie inferiore compare un segno di sottosquadro. Al contrario, se il ciclo di lavoro aumenta a 60%, la sezione di taglio diventa ruvida, con una stratificazione evidente e una superficie di taglio gialla.
Il duty cycle dell'impulso rappresenta la proporzione di tempo in cui il fascio viene irradiato in ogni impulso. La frequenza è il numero di volte in cui si verifica il picco di potenza in un impulso, mentre il ciclo di lavoro si riferisce al rapporto tra il picco di potenza e la bassa potenza in un impulso.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Perché la qualità del taglio laser varia a parità di attrezzature e parametri? Questo articolo analizza come la composizione delle lastre di acciaio al carbonio influisca sui risultati di taglio. Esplorando la...
Vi siete mai chiesti come fanno i laser a tagliare l'acciaio con precisione millimetrica? In questo articolo sveliamo i segreti del taglio laser. Dalle modalità laser alle regolazioni degli ugelli, scopriamo come ogni...
Perché il taglio laser di lamiere d'acciaio zincato è così impegnativo ma cruciale nella produzione moderna? Questo articolo esplora le difficoltà che si incontrano nel taglio laser dell'acciaio zincato ed esamina le soluzioni che...
Vi siete mai chiesti come si ottiene la precisione nel taglio laser? Questo articolo esplora i fattori cruciali che influenzano la qualità del taglio laser, come le condizioni dell'ugello, la posizione della messa a fuoco e la pressione del gas ausiliario. Per...
Vi siete mai chiesti come si tagliano con tanta precisione disegni intricati su vari materiali? Questo articolo svela l'affascinante mondo del taglio laser, esplorandone le tecniche e le applicazioni. Da...
Avete mai notato delle macchie nere sulla vostra lente di taglio o saldatura laser? Queste macchie possono disturbare gravemente le operazioni, compromettendo la qualità e la precisione del lavoro. In questo articolo,...
Vi siete mai chiesti perché una semplice lente può fare o distruggere un'operazione di taglio laser? Questo articolo rivela il ruolo critico delle lenti protettive di alta qualità nelle teste di taglio laser. Imparerete...
State decidendo tra la punzonatura a torretta e il taglio laser per il vostro prossimo progetto? Comprendere i loro vantaggi e limiti è fondamentale. Questo articolo approfondisce le capacità di entrambe le tecniche,...
Vi siete mai chiesti come la tecnologia moderna stia rivoluzionando il settore della fabbricazione dei metalli? In questo post esploreremo l'impatto rivoluzionario delle macchine per il taglio laser dei tubi. Scoprite come queste...