Cosa devono sapere i saldatori: Macroanalisi dei difetti di saldatura
Perché le saldature delle leghe di magnesio a volte falliscono, causando problemi costosi e pericolosi? Questo articolo svela i difetti più comuni riscontrati nelle saldature delle leghe di magnesio, come stomi, inclusioni di scorie e cricche. Comprendendo questi problemi e le loro origini, ingegneri e saldatori possono migliorare significativamente la qualità e l'affidabilità delle saldature. Scoprite come individuare, prevenire e risolvere questi difetti di saldatura critici per garantire saldature più sicure e durature.
I requisiti per la saldatura di strutture, prodotti e giunti sono diversi, e comprendono le prestazioni dei giunti e i requisiti organizzativi. Inoltre, non devono esserci difetti di aspetto, forma, precisione dimensionale, formazione della saldatura, superficie e interno.
Per identificare e risolvere rapidamente i problemi, in genere si esegue prima l'analisi macro, seguita, se necessario, dall'analisi microscopica. L'obiettivo principale dell'analisi macro è l'analisi dei difetti di giunti saldati.
Il metodo di analisi della struttura metallografica a basso ingrandimento viene utilizzato per determinare la causa dei difetti interni del giunto saldato attraverso l'ispezione, insieme all'analisi della microstruttura ad alto ingrandimento. Ciò consente di identificare i modi per evitare ed eliminare i difetti, migliorando così la qualità del giunto saldato.
Attraverso il campionamento, la smerigliatura, l'incisione e la fotografia a basso ingrandimento, è possibile ispezionare in modo chiaro e intuitivo i macro difetti dei giunti saldati. Questo, in combinazione con gli standard di saldatura corrispondenti, viene utilizzato per valutare se la processo di saldatura, i lavoratori e la struttura soddisfano i requisiti di utilizzo.
In base alle cause di formazione e alle forme dei difetti, i macrodifetti nelle saldature possono essere suddivisi principalmente nelle seguenti categorie:
1. Stoma
Durante il processo di cristallizzazione nella saldatura, i gas possono rimanere intrappolati nel bagno di saldatura e formare stomi prima di poter uscire.
Gli stomi sono un tipo comune di difetto che può verificarsi nei giunti saldati, sia sulla superficie della saldatura che al suo interno.
Questi difetti possono essere difficili da individuare con i metodi convenzionali di produzione della saldatura e possono causare gravi danni.
I pori interni che si sviluppano all'interno della saldatura sono detti pori interni, mentre i pori superficiali sono quelli visibili all'esterno della saldatura.
2. Inclusione di scorie
L'inclusione di scorie si riferisce alla presenza di scorie o di altre sostanze nonmateriali metallici all'interno della saldatura, un difetto comune della saldatura.
In tecniche di saldatura utilizzando fili pieni di flusso, come la saldatura ad arco sommerso, si possono formare scorie a causa di una cattiva deposizione del filo. Nella saldatura a CO2 Nella saldatura senza flusso, la scoria può derivare da prodotti disossidati che rimangono all'interno del metallo di saldatura multistrato.
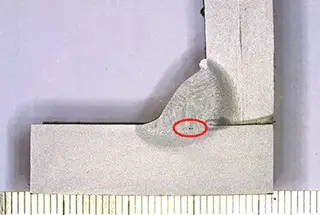
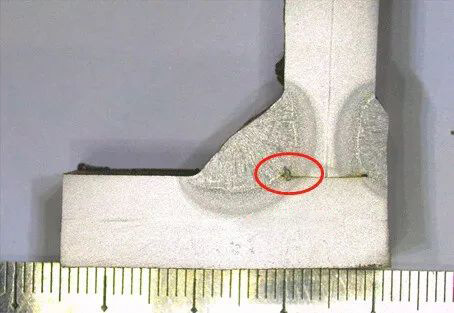
3. Penetrazione e fusione incomplete
Per penetrazione incompleta si intende la porzione di radice dell'articolazione che rimane non riempita durante la processo di saldatura.
La fusione incompleta è un difetto di saldatura comune, che si verifica quando c'è uno spazio locale tra il metallo di saldatura fuso e il metallo di base o tra il metallo di saldatura fuso e i cordoni o gli strati di saldatura adiacenti.
L'area tra il metallo di base e il metallo di saldatura che non è completamente fusa durante il processo di saldatura. saldatura a punti si parla di fusione incompleta.
Fusione incompleta
Penetrazione incompleta
4. Crepe
Le cricche di saldatura possono essere classificate in diversi tipi in base al loro aspetto e alle loro cause, tra cui le cricche a caldo (come le cricche da cristallizzazione, le cricche da liquefazione ad alta temperatura e le cricche da multilateralizzazione), crepe fredde (come cricche ritardate, cricche da infragilimento da indurimento e cricche a basso contenuto plastico), cricche da riscaldo e lacerazioni lamellari.
Crepa radicale
5. Sottotaglio
Il sottosquadro, noto anche come difetto di sottosquadro, si verifica quando il metallo depositato durante la saldatura non copre completamente la porzione fusa del metallo di base, dando luogo a una scanalatura sotto la superficie del metallo di base in corrispondenza della punta della saldatura.
Questa fessura è causata dall'arco di saldatura che fonde il bordo della saldatura senza essere riempito dal metallo fuso della saldatura. bacchetta per saldatura.
Se il sottosquadro è troppo profondo, può indebolire la resistenza del giunto e potenzialmente causare danni strutturali in corrispondenza del sottosquadro.
Sottotaglio
6. Altri difetti
Oltre ai difetti già citati, altri difetti comuni sono difetti di saldatura Porosità, cold lap, burn through, bordatura della saldatura, cavità da ritiro, fossa, collasso, dimensioni non uniformi del cordone di saldatura, eccessiva concavità o convessità e angolo di punta della saldatura non uniforme.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...
Vi siete mai chiesti perché le strutture saldate a volte falliscono nonostante il loro aspetto robusto? Questo articolo si addentra nelle sfide nascoste della saldatura, esplorando come il riscaldamento e il raffreddamento non uniformi possano...
Vi siete mai chiesti come fanno i grattacieli a stare in piedi o le auto a rimanere saldate insieme? Questo blog svela la magia delle saldatrici elettriche. Scoprite i principali produttori come Lincoln Electric e Miller Welds,...
Vi siete mai chiesti quali sono i marchi di saldatrici leader del settore? Questo articolo esplora i dieci principali produttori di saldatrici, evidenziandone le innovazioni, la presenza globale e i punti di forza unici....
Vi siete mai chiesti come fanno i saldatori a ottenere giunzioni perfette in posizioni difficili? La saldatura 6GR è una tecnica specializzata per la saldatura di condotte con un anello di ostacolo a 45°, fondamentale per garantire...
Vi siete mai chiesti quali siano i pericoli nascosti dietro le scintille luminose della saldatura? In questo articolo esploriamo gli effetti nocivi della saldatura ad arco di argon sul corpo umano....
Vi siete mai chiesti cosa significhino i numeri e le lettere sulle barre di saldatura? Questo articolo spiega il sistema di codifica delle bacchette per saldatura in acciaio al carbonio e in acciaio inox, aiutandovi a capire la loro resistenza alla...
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...