Processo di produzione dei lavelli in acciaio inossidabile spiegato
Vi siete mai chiesti come vengono prodotti i lavelli in acciaio inox lucidi e brillanti della vostra cucina? Questo articolo vi accompagnerà nell'affascinante percorso che porta dalle lastre d'acciaio grezze al prodotto finale lucidato, svelandovi le intricate fasi e i macchinari coinvolti. Preparatevi a esplorare il processo dettagliato e a scoprire cosa rende questi lavelli durevoli e belli.
Prima di capire come vengono realizzati i lavelli in acciaio inox, diamo una breve occhiata a cosa sono i lavelli in acciaio inox.
I lavelli in acciaio inossidabile sono apparsi per la prima volta in Europa e negli Stati Uniti, mentre i primi lavelli in acciaio inossidabile in Cina sono apparsi a Taiwan.
All'inizio degli anni '90, i commercianti taiwanesi hanno portato lavelli in acciaio inossidabile quando hanno investito nella Cina continentale.
All'inizio c'erano marchi come "Mantangchun" e poi "Molin".
I lavelli in acciaio inox sono realizzati utilizzando come materia prima l'acciaio inossidabile.
Il corpo principale viene lavorato mediante imbutitura o saldatura integrale e successivamente sottoposto a trattamento superficiale.
I lavelli in acciaio inox sono utilizzati nelle cucine moderne come una delle parti indispensabili per lavare le verdure o i piatti.
Quali sono le attrezzature necessarie per la produzione di lavelli in acciaio inox?
Lasciate che vi mostri.
La produzione di lavelli in acciaio inossidabile richiede:
2 serie di presse idrauliche per trafilatura (400T e 500T)
Tra queste, la trafilatrice richiede una trafila da 400T e una da 500T. macchina da stampa.
La pressa di trafilatura 400T è utilizzata per la trafilatura, mentre la pressa 500T è utilizzata per la formatura.
Per la rifilatura dei bordi sarà necessaria una pressa idraulica da 200T.
La pressa elettrica viene utilizzata principalmente per la foratura.
I 4 set di stampi sono uno stampo di disegno, uno stampo di stampo di formatura, uno stampo di rifilatura e uno stampo di punzonatura, rispettivamente.
Ora che abbiamo una breve conoscenza dei lavelli in acciaio inox e delle loro attrezzature, come vengono prodotti?
Approfondiamo il processo di produzione dei lavelli in acciaio inox.
#1. Acquisto di materie prime (0,8-1,5 mm) lamiera)
La fabbrica di lavelli acquista lastre di acciaio di diverse larghezze e spessori in base alle varie esigenze di produzione del lavello.
Lo spessore della lamiera comunemente utilizzata nella produzione di lavelli in acciaio inox è compreso tra 0,8 mm e 1,5 mm.
La lamiera viene consegnata alla fabbrica di lavelli in rotoli a peso.
Di solito, la larghezza massima della lamiera grezza è di 1220 mm e la lunghezza è quasi illimitata.
#2. Laminazione
La duttilità della lamiera d'acciaio è limitata.
Per evitare crepe e danni alla lamiera d'acciaio durante il processo di trafilatura, è necessario applicare un film di laminazione alla lamiera d'acciaio nella fase iniziale.
Il rivestimento copre solo un lato della lamiera d'acciaio e il lato con il film di rivestimento sarà rivolto verso lo stampo nella successiva fase di trafilatura.
Il film di rivestimento può essere applicato prima del taglio o dopo il taglio.
In base alle diverse lunghezze di progetto dei lavelli ad acqua, la lunga lamiera d'acciaio deve essere tagliata in segmenti da una macchina per il taglio della lamiera per soddisfare i requisiti dimensionali della tranciatura.
Dall'immagine riportata di seguito, si può notare che gli operai completano il rivestimento del film controllando l'interruttore del rullo per far passare contemporaneamente il film protettivo e la lamiera d'acciaio attraverso la zona di laminazione.
Quando il lamiera d'acciaio rivestita L'operaio preme l'interruttore della ghigliottina secondo le necessità per tagliare la lamiera d'acciaio alla lunghezza desiderata.
#4. Intaglio d'angolo
La lastra, dopo il taglio, ha ora una forma rettangolare regolare.
Per conformarsi in modo approssimativo alla forma del lavello, è inoltre necessario introdurre la lastra nella cesoia per l'intaglio degli angoli.
La lamiera, dopo l'angolo intaglio, è generalmente poligonale e talvolta presenta bordi ad arco.
#5. Oliatura
Applicare l'olio per trafilatura in modo uniforme su entrambi i lati della lamiera dopo il rivestimento e il taglio.
L'olio di trafilatura aiuterà la lastra a essere sollecitata in modo uniforme, a ridurre la possibilità di crepe da trazione e a prolungare la vita dello stampo e della pressa.
#6. Disegno per la prima volta
Posizionare la lamiera sul piano di lavoro della trafilatrice.
Sul banco di lavoro sono presenti delle aperture sulle piastre laminate superiori e inferiori.
Lo stampo del prodotto si trova nell'apertura della piastra inferiore del banco di lavoro (in rosso nell'immagine seguente).
Dopo aver premuto l'interruttore del motore, la piastra superiore del piano di lavoro della pressa idraulica si abbassa e l'intero piano di lavoro si abbassa.
Durante il processo di affondamento, la posizione orizzontale dello stampo rimane invariata, in modo tale che la lamiera d'acciaio viene forzato verso l'alto per completare il disegno della forma.
La prima profondità di disegno deve essere pari o superiore a 80% della profondità totale del progetto.
#7. Pulizia
Smontate la vasca inizialmente formata e pulite il banco di lavoro contaminato dall'olio di trafilatura.
Il lavandino d'acqua dopo il primo processo di trafilatura sarà inviato alla stazione di pulizia per staccare la pellicola e l'olio di trafilatura residuo sarà lavato via per prepararsi al processo di trafilatura. ricottura processo.
Nel processo di imbutitura, se la profondità di progetto del lavello è inferiore a 160 mm, è possibile ottenere la profondità desiderata in un'unica imbutitura.
Quando la profondità del lavello raggiunge i 180 mm e i 250 mm, la probabilità che la lamiera di acciaio inossidabile si rompa a causa di una trafilatura aumenta notevolmente. Per evitare la rottura e garantire la qualità del lavello, è necessario un processo di ricottura.
Per soddisfare la domanda di imbutitura profonda, sono attualmente necessari trattamenti di ricottura e imbutitura secondaria.
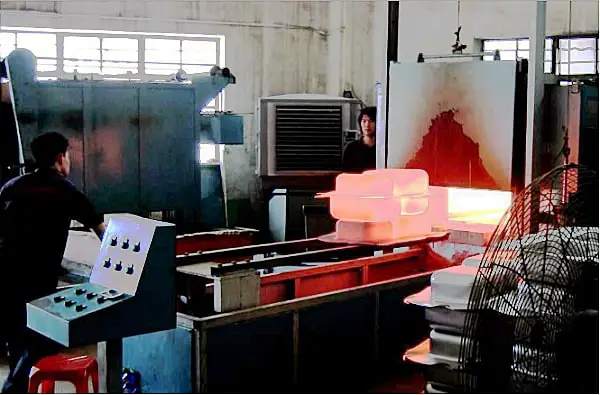
Il trattamento di ricottura ripristina l'attività della lamiera di acciaio inossidabile fortemente tesa durante il processo di prima trafilatura.
La linea di ricottura è una linea ad alta temperatura lunga 20 metri, con una temperatura del forno di circa 1150℃.
Le entrate e le uscite sono situate su entrambi i lati e i lavandini sono trasportati da una gru a cavo o da un nastro trasportatore.
La linea può lavorare 30 pezzi di lavelli ad acqua contemporaneamente.
Il processo di ricottura comprende anche la smagnetizzazione, che elimina le proprietà magnetiche dell'acciaio inossidabile causate dalla trafilatura.
Molti impianti di produzione di lavelli non dispongono di una propria linea di ricottura e affidano il processo a un'officina di ricottura di terzi.
In alcuni casi, l'impianto di produzione di lavelli utilizza un forno di ricottura per soddisfare le proprie esigenze di sostituzione.
#9. Secondo disegno
Il lavello ricotto viene sottoposto a un secondo processo di trafilatura con uno stampo e una pressa idraulica.
Il secondo disegno deve essere completamente teso fino alla profondità prevista.
#10. Rifinitura
Dopo il secondo processo di trafilatura del lavello ad acqua, il bordo della lamiera non presenta più alcun restringimento.
In questa fase, è necessario rimuovere le rifiniture in eccesso dal prodotto finito.
Durante il taglio del bordo, è essenziale riservare la posizione di installazione della nervatura di irrigidimento sopra la controvasca.
#11. Punzonatura
I fori di drenaggio e i fori di troppopieno vengono punzonati successivamente su uno stampo speciale dalla punzonatrice.
A seconda delle condizioni effettive della lastra e dell'attrezzatura di punzonatura, può essere necessario rimuovere eventuali bave sul piano di taglio.
#12. Saldatura
Se si tratta di un bacino di saldatura a rulli a due serbatoi o di un bacino di saldatura inferiore, deve essere saldato alla piastra superiore della piastra di irrigazione dopo la foratura.
La saldatura dei rotoli viene solitamente eseguita mediante saldatura a controllo numerico, ma può anche essere eseguita a mano dagli operai.
Se si tratta di un saldatura di testa è necessario eseguire una saldatura di testa su entrambi i lati del bacino.
Una caratteristica distintiva della vasca di saldatura di testa è la linea di saldatura tra i due lati della vasca.
Qui viene introdotto in modo specifico il processo di levigatura (imbutitura).
La macinazione si divide in tre o quattro fasi, a seconda della differenza tra il bacino e l'apparecchiatura.
La prima parte da lucidare è il fondo del lavello.
Si procede quindi alla rettifica della parete del lavello.
A seconda del grado di automazione dell'impianto di lavaggio, a volte esiste il seguente processo per alleviare la richiesta di abilità di rettifica dei lavoratori.
Poiché le due facce adiacenti sono levigate in direzioni diverse, è probabile che si verifichino linee caotiche ai bordi dove le texture si incontrano.
Con una mola si eliminano le linee disordinate tra le due facce verticali.
Al termine del processo di rettifica, la piastra superiore viene rettificata per rimuovere il punto di saldatura, le linee di saldatura e i difetti superficiali visibili nel bacino.
#15. Apertura del foro
Scavo del foro del rubinetto dell'acqua nella posizione richiesta dall'ordine.
Questo processo ha un elevato grado di libertà e può essere saltato direttamente in base ai requisiti dell'ordine, oppure può avvenire prima di qualsiasi processo successivo alla saldatura.
#16. Marcatura
La marcatura del lavello in acciaio inox comprende principalmente i due metodi seguenti: marcatura laser e marcatura a rilievo.
Spingere completamente il lavandino nella posizione a baionetta per garantire una posizione di stampa uniforme.
Marchio laser
Per la marcatura si utilizza l'incisione laser.
Oltre alla marcatura laser completamente automatizzata, esiste anche una marcatura laser a posizionamento manuale a basso costo (come mostrato nell'immagine seguente).
Posizionare la membrana semipermeabile con il logo del marchio sulla posizione di marcatura designata e utilizzare un emettitore laser portatile per illuminarla a distanza zero.
Il laser passa attraverso la porzione di membrana semipermeabile che trasmette la luce per ottenere la cauterizzazione sulla superficie dell'acciaio inossidabile.
#17. Restauro
Tutti i danni minori che si verificano in ogni fase della produzione, ma che hanno ancora un valore commerciale, vengono inviati al sito di riparazione a mano prima del processo di spruzzatura.
#18. Rivestimento a spruzzo
Viene eseguito un trattamento di nebulizzazione del fondo.
Gli scopi dell'irrorazione sono tre:
Per far aumentare di peso il lavandino sottile e leggero;
Per coprire le tracce di bruciatura causate dalla ricottura;
Per evitare la condensa nell'ambiente della cucina.
Tuttavia, la maggior parte dei produttori di lavelli applica la vernice solo durante la spruzzatura e non ha una funzione anticondensa.
Oltre alla spruzzatura, il decapaggio può anche eliminare le bruciature causate dalla ricottura.
#19. Pulizia e imballaggio
Il lavoro di pulizia comprende la rimozione dell'olio di trafilatura residuo, dello sporco e degli spruzzi dalla parte anteriore del lavello, nonché dei residui della mola e dell'acciaio inossidabile, delle impronte digitali e di altra polvere.
Il lavello può essere confezionato in staffe, scatole di grandi dimensioni o anche in confezioni per la vendita al dettaglio, in base alle esigenze dei diversi clienti.
#20. Calza
Infine, il prodotto viene depositato in magazzino e attende di essere consegnato nel luogo indicato dall'acquirente.
Video di lavoro dei lavelli in acciaio inox che rendono il processo
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si realizzano gli intricati disegni in rilievo sulle porte in acciaio? Una macchina per la goffratura di porte in acciaio è la risposta. Questo articolo approfondisce i diversi tipi di queste macchine, dalla goffratura di telai...
Vi siete mai chiesti cosa rende una lamiera più adatta allo stampaggio rispetto a un'altra? Conoscere le proprietà e le specifiche dei vari materiali per lo stampaggio è fondamentale per chiunque...
La scelta della giusta attrezzatura per punzonatura a torretta può avere un impatto significativo sull'efficienza produttiva e sulla qualità del prodotto. Avete problemi di bave o di usura degli stampi nella lavorazione della lamiera? Questa guida...
State lottando per scegliere la pressa di stampaggio giusta per le vostre esigenze di produzione? La scelta della pressa di stampaggio corretta è fondamentale per ottimizzare l'efficienza produttiva e garantire una produzione di alta qualità. Questa guida...
Vi siete mai chiesti quale sia l'affascinante mondo dello stampaggio dei metalli? In questo blog post, intraprenderemo un viaggio emozionante per esplorare le complessità di questo processo produttivo essenziale....
Vi siete mai chiesti quale sia l'incredibile potenza delle presse idrauliche? Queste meraviglie dell'ingegneria possono esercitare una forza immensa, trasformando i materiali in modi che sembrano quasi magici. In questo blog...
Vi siete mai chiesti come si realizzano con precisione le parti metalliche più complesse? Questo articolo esplora l'affascinante mondo delle filiere di filettatura e flangiatura, svelando i segreti della loro progettazione...
Vi siete mai chiesti come calcolare la deformazione nella flangiatura dei fori? La comprensione dei coefficienti di flangiatura è fondamentale per la precisione nella lavorazione dei metalli. Questo articolo approfondisce i fattori chiave che influenzano...
Immaginate di prolungare in modo significativo la durata dei vostri stampi: quale impatto avrebbe sull'efficienza e sui costi di produzione? Questo articolo esplora 12 misure tecniche innovative per migliorare la durata degli stampi,...