Piegatura della lamiera senza segni: Suggerimenti e soluzioni
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e la progettazione degli stampi. Scoprirete metodi come gli stampi a rullo, gli inserti in nylon e le pellicole antigraffio, tutti progettati per mantenere la qualità incontaminata delle superfici metalliche. Alla fine, comprenderete le pratiche e gli strumenti migliori per ottenere pieghe impeccabili, migliorando l'aspetto e la precisione dei vostri lavori in metallo.
Gli stampi di piegatura sono componenti cruciali nella formatura della lamiera e svolgono un ruolo fondamentale nel modellare le lamiere nelle configurazioni desiderate. Con la continua evoluzione di settori quali i macchinari per l'ingegneria, l'industria automobilistica, la cantieristica, l'aerospaziale, la strumentazione elettrica e la decorazione architettonica, le aziende di lavorazione devono far fronte a una crescente richiesta di maggiore precisione, maggiore complessità e qualità superficiale superiore dei prodotti in lamiera.
Il processo di piegatura di materiali come l'acciaio inossidabile e le leghe di alluminio presenta sfide uniche, in particolare per ottenere superfici prive di graffi. Questi materiali, noti per la loro resistenza alla corrosione e per il loro fascino estetico, richiedono una gestione meticolosa per mantenere il loro aspetto immacolato durante il processo di formatura.
Per affrontare il problema critico dei segni di piegatura sulle superfici delle lamiere durante la piegatura con presse piegatrici, è essenziale un'analisi completa di cinque fattori chiave:
Metodo di piegatura: La scelta di tecniche di piegatura appropriate, come la piegatura ad aria, il bottoming o il coining, può avere un impatto significativo sulla qualità della superficie. Ciascun metodo implica diverse distribuzioni di sollecitazioni e schemi di flusso del materiale, influenzando la probabilità di formazione di segni.
Proprietà del materiale: La durezza, il carico di snervamento e la finitura superficiale della lamiera influenzano direttamente la sua suscettibilità alla marcatura. I materiali più morbidi possono essere più inclini alla deformazione superficiale, mentre le leghe più dure possono richiedere forze di piegatura più elevate, aumentando potenzialmente il rischio di impronte dell'utensile.
Struttura dello stampo concavo: Il design dello stampo concavo, compresi il raggio, l'angolo e la finitura superficiale, svolge un ruolo cruciale nella prevenzione dei segni superficiali. Geometrie ottimizzate dello stampo possono minimizzare le concentrazioni di stress localizzate e ridurre il potenziale di difetti superficiali.
Scelta della pressa piegatrice: Le caratteristiche della pressa piegatrice, tra cui la capacità di tonnellaggio, la precisione e i sistemi di controllo, sono fondamentali per eseguire operazioni di piegatura precise. Le macchine avanzate a controllo numerico con funzionalità di monitoraggio della forza possono aiutare a mantenere una distribuzione uniforme della pressione, riducendo il rischio di piegatura eccessiva e di marcatura della superficie.
Precisione dello stampo: La precisione e la qualità della superficie del punzone e dello stampo hanno un impatto significativo sul prodotto finale. Utensili di alta precisione, ben mantenuti e con trattamenti superficiali appropriati possono ridurre al minimo l'attrito e prevenire il trasferimento di imperfezioni al pezzo.
1. Difetti della piegatura tradizionale
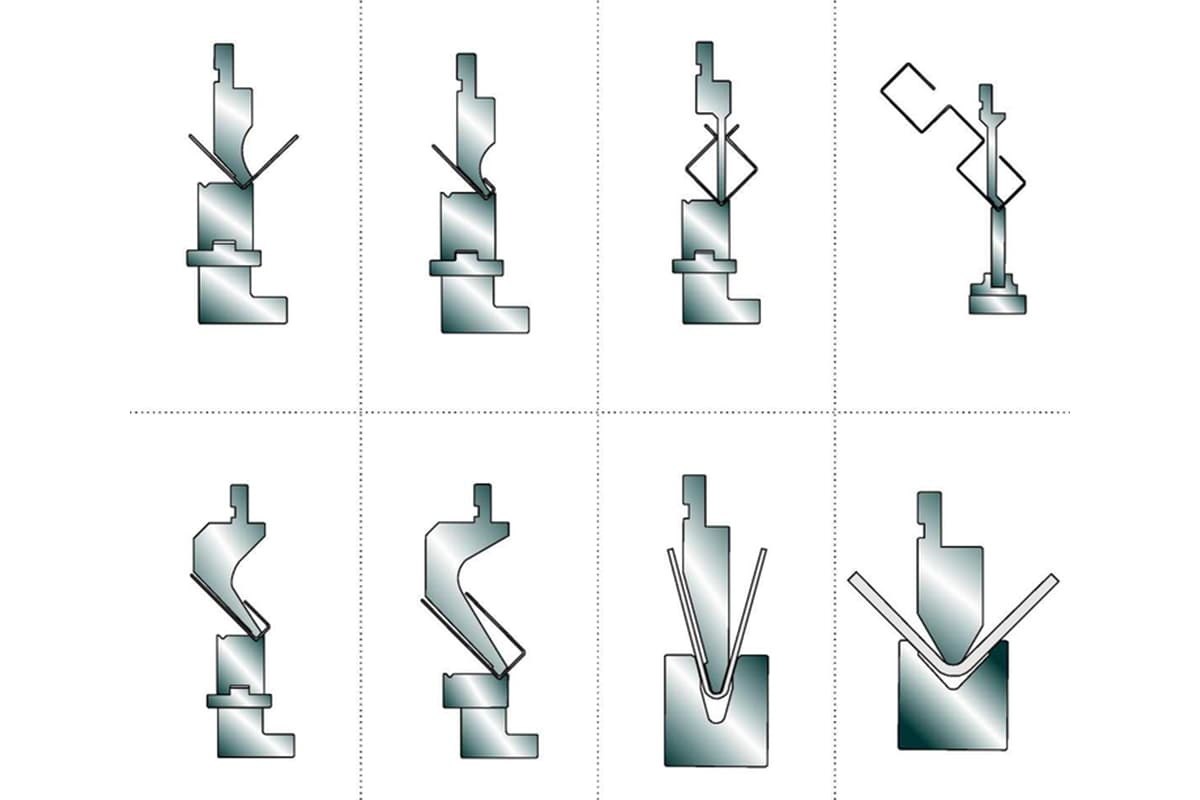
Fig.1
La Figura 1 illustra la configurazione convenzionale dello stampo inferiore nelle operazioni tradizionali di piegatura della lamiera. Questa configurazione incorpora tipicamente una scanalatura a V di dimensioni variabili per accogliere lamiere di diverso spessore. Durante il processo di piegatura, il materiale della lamiera subisce una complessa interazione con i bordi della scanalatura a V dello stampo inferiore. Questa interazione genera forze di compressione e attrito significative, con conseguenti segni di piegatura pronunciati sulla superficie del pezzo. Questi difetti superficiali, comunemente chiamati "segni di testimone" o "linee di stampo", hanno una larghezza pari a circa 0,414 volte quella dell'apertura della scanalatura a V. Queste imperfezioni compromettono in modo significativo sia l'estetica che la qualità funzionale del componente in lamiera formato.
Per attenuare questi difetti superficiali inerenti ai metodi di piegatura tradizionali, è indispensabile intervenire su tre fattori primari: il movimento relativo tra la lamiera e la superficie della matrice, le forze di attrito all'interfaccia e la pressione di estrusione localizzata indotta dalla geometria della scanalatura a V. I progetti di stampi avanzati e le modifiche al processo sono essenziali per ridurre al minimo questi effetti negativi e migliorare la qualità complessiva dei prodotti in lamiera piegata.
2. Tecnologia di piegatura senza marcatura e struttura dello stampo
Se è richiesto un prodotto in lamiera senza graffi o segni, un pressa piegatrice L'operatore deve scegliere soluzioni adeguate che evitino l'attrito tra la lamiera e gli utensili.
Il problema più comune è come nascondere le due linee che possono comparire nell'area di contatto tra la matrice e la lamiera. Esistono diversi modi per evitarle:
(1) Pulire e lubrificare gli stampi:
Lo sfregamento dei metalli e i graffi e le macchie che ne derivano possono essere ridotti rimuovendo i detriti come le incrostazioni o lo zinco dagli stampi e applicando un lubrificante per ridurre l'attrito.
(2) Stampi con raggio maggiore:
Alcuni stampi hanno un raggio di curvatura maggiore tra la superficie superiore e il bordo della vena. In pratica, per una data apertura dello stampo a V, l'area di contatto tra lo stampo e la lamiera è arrotondata per ridurre l'attrito tra i metalli.
Si tratta di una soluzione molto efficace che non comporta costi aggiuntivi, se non quello delle matrici che hanno la stessa durata di lavoro delle matrici standard. L'unico inconveniente dell'arrotondamento della zona di appoggio è la necessità di aumentare leggermente il bordo interno minimo per evitare la caduta della lamiera. nella V della matrice
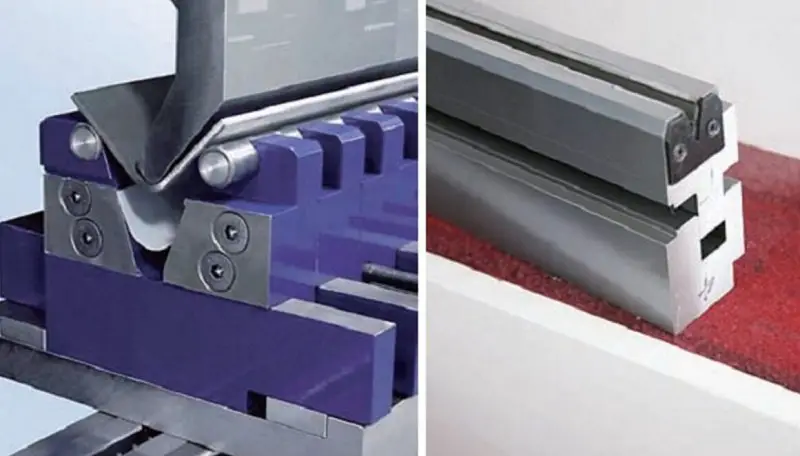
(3) Stampo senza marcatura a rulli
Figura 2 Struttura dello stampo senza crocini a rulli
Durante il processo di piegaturaIl pezzo entra in contatto con il mandrino in carburo cementato della matrice inferiore e il mandrino ruota in direzione della piastra mobile.
In questo modo l'attrito passa dal tradizionale attrito radente all'attrito volvente, riducendo i segni di piegatura e le abrasioni dovute all'estrusione sulla superficie del pezzo e migliorandone l'aspetto e la precisione.
Tuttavia, durante il processo di piegatura esiste ancora una pressione di schiacciamento tra il rullo matrice inferiore e la piastra, per cui non è possibile evitare completamente i segni di piegatura, soprattutto quando si piegano piastre di metallo morbido.
Gli stampi con rulli riducono notevolmente l'attrito ed evitano graffi superficiali sulla lamiera, ma sono anche piuttosto costosi e richiedono una pulizia frequente per garantire che i detriti non impediscano al rullo di ruotare nella sua sede.
Gli stampi con rulli sono molto utili per la piegatura di lamiere spesse in quanto diminuire la forza necessaria.
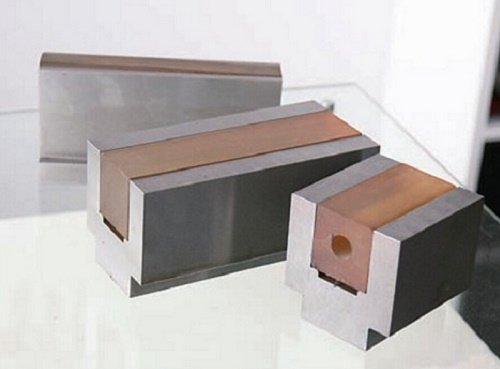
(4) Piastra girevole senza marcature
Fig.3
La Figura 3 illustra la struttura dello stampo senza crocini a rotazione su piastra.
Durante il processo di pressatura, il punzone superiore spinge il pezzo nello stampo inferiore e, quando il pezzo entra in contatto con la superficie rotante, la piastra girevole dello stampo inferiore ruota.
In questo modo si elimina lo scorrimento relativo tra il pezzo e lo stampo inferiore, con conseguente contatto superficie-superficie tra il pezzo e la piastra di tornitura.
In questo modo si eliminano i segni di piegatura e le abrasioni dovute all'estrusione sulla superficie del pezzo, migliorandone efficacemente l'aspetto e la precisione.
(5) Filiere con inserti in nylon
Alcune matrici in acciaio sono dotate di una sede per inserti in nylon, solitamente fissati con viti di fissaggio.
Questi inserti possono avere una forma a vena nella forma richiesta per la piegatura o una forma rettangolare per premere la lamiera contro l'utensile a raggio.
Questi strumenti sono molto efficaci nell'eliminare le imperfezioni, ma richiedono la sostituzione dell'inserto quando si usura a causa della lamiera.
Queste matrici possono essere utilizzate solo con lamiere sottili, perché l'uso di un carico eccessivo deformerà presto in modo permanente la nervatura.
(6) Pellicola antigraffio
Una pellicola antigraffio posta tra la lamiera e la matrice protegge la superficie da graffi e segni. La sua durata dipende dagli utensili utilizzati, dall'angolo e soprattutto dal raggio di punzonatura.
Deve essere realizzato in materiale non elastico per non deformarsi sotto pressione.
Quando viene utilizzato, l'operatore deve diminuire la corsa Y della slitta dello stesso valore dello spessore del film, che rimane costante durante la piegatura.
Le pellicole antigraffio possono essere fornite con tenditori per il corretto posizionamento della pellicola e per una facile sostituzione quando inizia a rompersi quando è usurata.
(7) Corretto supporto della lamiera
La lamiera deve essere adeguatamente sostenuta durante la piegatura e durante il ritorno della trave superiore. Questo è un fattore chiave per le grandi prodotti in lamierail cui peso può causare deformazioni da flessione nell'area vicina allo stampo se la lamiera non è sostenuta correttamente.
(8) Raggio della punta del punzone
Sebbene sia piuttosto raro, a volte è necessario proteggere la parte interna di un profilo dai graffi. In questi casi, è importante scegliere un punzone con un raggio di punta molto vicino al raggio interno richiesto.
Questo aspetto è fondamentale se è richiesta una forza elevata, poiché un punzone con un raggio di punta troppo piccolo tenderà a penetrare nel materiale lasciando un solco nella lamiera.
Oltre alle due strutture di stampo prive di segni sopra citate, per evitare segni di piegatura sulla superficie delle piastre metalliche durante il processo di piegatura si possono utilizzare anche tappetini antitraccia, manicotti in gomma a prova di pressione per stampi concavi a forma di V singola, rivestimenti in poliuretano a blocchi+AT e stampi concavi in gomma dura. Questi materiali contribuiscono a soddisfare i requisiti di qualità del prodotto.
Tuttavia, i cuscini di gomma, i manicotti di gomma, i blocchi di gomma forte e la gomma dura sono soggetti a deformazione durante il processo di piegatura, hanno una breve durata e possono influire sulla precisione dimensionale del pezzo piegato. Sono adatti solo per pezzi che non richiedono un'elevata precisione dimensionale.
3. Tecnologia di piegatura senza marcatori magnetici
Vantaggi:
1. Implementazione economicamente vantaggiosa: I produttori possono creare guarnizioni magnetiche personalizzate internamente, riducendo in modo significativo le spese per gli utensili rispetto ai metodi di marcatura tradizionali. Questo approccio fai-da-te consente di adattarsi rapidamente alle varie geometrie dei pezzi e ai requisiti di piegatura.
2. Maggiore longevità dell'utensile: Le guarnizioni magnetiche dimostrano una resistenza all'usura superiore rispetto agli utensili di marcatura convenzionali. La natura senza contatto dell'interazione magnetica riduce al minimo l'abrasione e le sollecitazioni meccaniche, con il risultato di cicli di sostituzione sostanzialmente più lunghi e tempi di fermo ridotti per la manutenzione degli utensili.
3. Miglioramento della qualità della superficie:
Eliminazione delle impronte superficiali: La forza magnetica senza contatto guida efficacemente il pezzo senza lasciare segni o impronte fisiche, preservando l'integrità estetica e strutturale del materiale.
Riduzione dell'arricciamento dei bordi: Il controllo preciso del campo magnetico aiuta a mantenere una distribuzione uniforme della pressione lungo la linea di piegatura, riducendo in modo significativo la tendenza all'arricciamento dei bordi, soprattutto nei materiali a spessore ridotto.
4. Maggiore flessibilità del processo: I sistemi magnetici possono essere rapidamente riconfigurati per diversi angoli di curvatura e spessori di materiale, consentendo una produzione efficiente in piccoli lotti e la creazione di prototipi.
5. Potenziale di automazione: La tecnologia è compatibile con i sistemi di feedback basati su sensori, facilitando l'integrazione in celle di piegatura automatizzate per una maggiore precisione e ripetibilità.
Nota: sebbene questa tecnologia offra vantaggi significativi, è importante considerare la compatibilità dei materiali (proprietà ferromagnetiche) e le potenziali limitazioni nelle applicazioni di alta precisione che richiedono tolleranze estremamente strette.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Immaginate di modellare il metallo con una precisione tale da trasformarlo in forme complesse e personalizzate senza sforzo. Questa è la magia dell'utensileria per presse piegatrici, un processo vitale nella fabbricazione di lamiere. In questo...
Immaginate di acquistare una pressa piegatrice e di accorgervi che non soddisfa le vostre esigenze: un errore costoso! Questa guida spiega i principi e i fattori critici da considerare quando si acquista una pressa piegatrice. Da...