Guida alla risoluzione dei problemi della cesoia meccanica
La vostra cesoia meccanica non funziona come dovrebbe? In questa guida troverete i passaggi dettagliati per la risoluzione dei problemi più comuni, come larghezze di taglio incongruenti, problemi di rettilineità della superficie, sbavature eccessive e altro ancora. Imparate a diagnosticare e risolvere questi problemi per mantenere il funzionamento della vostra apparecchiatura in modo fluido ed efficiente. Questo articolo fornisce soluzioni pratiche per garantire precisione e affidabilità nelle operazioni di cesoiatura.
1. Principio di trasmissione della cesoia meccanica
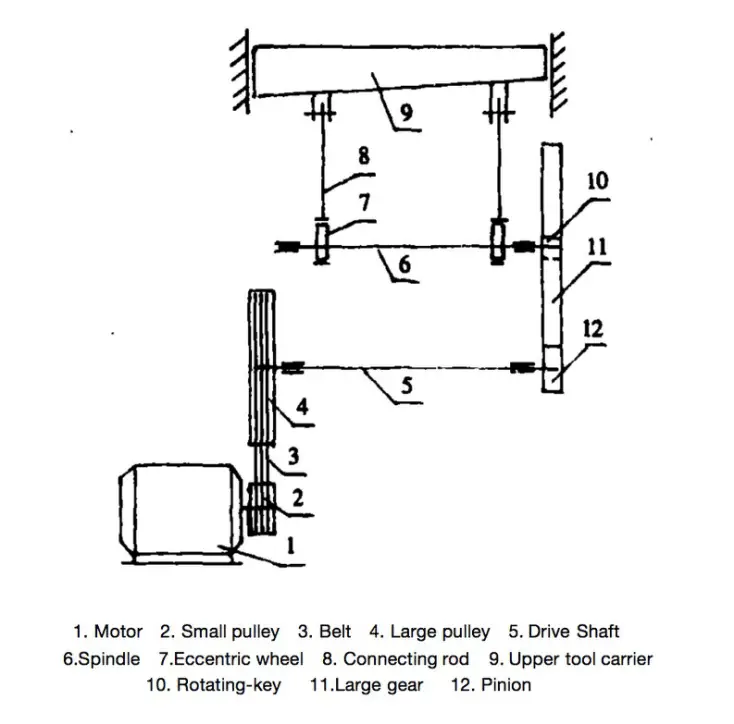
Come illustrato nella Figura 1, la cesoia meccanica impiega un sistema di trasmissione di potenza a più stadi per convertire il moto rotatorio in un'azione di taglio lineare. Il processo inizia con un motore, che funge da fonte di energia primaria. Il motore aziona una piccola puleggia, che è collegata tramite una cinghia a una puleggia più grande, creando il primo stadio di riduzione della velocità e di amplificazione della coppia.
La puleggia grande è montata su un albero di trasmissione che trasferisce l'energia di rotazione a un treno di ingranaggi composto da un piccolo pignone e da un ingranaggio più grande. Questo gruppo di ingranaggi riduce ulteriormente la velocità di rotazione e aumenta la coppia in uscita. L'ingranaggio più grande è accoppiato all'albero principale, che supporta una ruota eccentrica (nota anche come camma).
Quando l'albero principale ruota, la ruota eccentrica trasforma il movimento rotatorio in movimento lineare alternato. Ciò avviene tramite un meccanismo a biella che collega la ruota eccentrica al cursore (portautensili superiore). Il cursore, guidato da cuscinetti lineari di precisione, si muove verticalmente in modo controllato.
Il culmine di questa catena cinematica si traduce nel movimento ciclico di salita e discesa del portautensili superiore, che sostiene la lama in movimento. Quando è sincronizzato con la lama inferiore ferma, questo movimento produce l'azione di taglio necessaria per operazioni precise di taglio del metallo.
Il design di questo sistema meccanico consente un'elevata trasmissione della forza, un controllo accurato della corsa di taglio e la possibilità di regolare i parametri di taglio modificando i rapporti di trasmissione o le dimensioni delle ruote eccentriche per adattarsi a diversi spessori e proprietà del materiale.
Fig. 1 Schema del principio di trasmissione di cesoia
2. Analisi e risoluzione dei problemi delle macchine cesoie meccaniche
2.1 La larghezza dei pezzi di taglio non è costante e la precisione ripetuta dei pezzi del lotto è fuori tolleranza.
Analisi delle cause:
L'errato posizionamento del deflettore e l'ampio spazio tra esso e la lama della cesoia causano il movimento durante il bloccaggio.
Il movimento del deflettore non è sincronizzato su entrambi i lati, con conseguente grande divario tra gli organi di trasmissione.
Una regolazione errata della forza della molla di pressatura comporta una pressione e un movimento non uniformi del materiale della piastra durante la cesoiatura.
La deformazione della piastra del deflettore e la rettilineità Il mancato rispetto della tolleranza provoca un posizionamento impreciso dei pezzi.
La distanza tra la guida mobile superiore e inferiore del cursore della lama della cesoia e la piastra di pressatura non è regolata correttamente.
Metodo di eliminazione:
Lo spazio deve essere eliminato per rendere coerente la distanza tra la piastra del deflettore e la lama della cesoia. L'errore di posizionamento ripetuto dovrebbe essere entro 0,03/1000 dopo il bloccaggio.
Lo spazio tra le parti della trasmissione deve essere eliminato.
Lo spazio tra la trave di pressatura e il lamiera deve essere regolata a circa 10 mm e la forza di compressione della molla deve essere impostata a 11kn e mantenuta uniforme su entrambe le estremità.
L'errore di planarità e rettilineità della piastra del deflettore deve essere riparato entro lo 0,02/1000.
Lo spazio tra la guida e la piastra di pressatura deve essere regolato entro 0,03 mm.
2.2 La rettilineità della superficie dei pezzi a taglio è fuori tolleranza, con fenomeni convessi o concavi.
Analisi delle cause:
L'ampio errore orizzontale nell'installazione del piano di lavoro causa la distorsione dell'apparecchiatura.
L'ampio errore di planarità della superficie di supporto verticale delle forbici superiori e inferiori causa il superamento della tolleranza di rettilineità della lama della cesoia dopo il fissaggio.
Il movimento della lama della cesoia verso l'alto e verso il basso, la torsione di entrambi i lati della superficie della guida (non sullo stesso piano) o l'usura della guida causano un'irregolarità della rettilineità.
Metodo di eliminazione:
Riallineare il livello di installazione dell'apparecchiatura per garantire una precisione di 0,05/1000.
Correggere la superficie di appoggio del raccordo della parte superiore e di quella inferiore. lame di cesoia e garantire una planarità di 0,03/1000.
Riparare e raschiare la guida del letto per assicurarsi che entrambe le estremità siano parallele tra loro e che la rettilineità sia garantita tra 0,02/1000.
2.3 La bava nella parte di taglio del pezzo è troppo grande.
Analisi delle cause:
Lo spazio tra le lame della cesoia superiore e inferiore non è regolato correttamente.
Il tagliente si è consumato e opacizzato.
Lo spazio tra le lame di taglio superiori e inferiori è irregolare, con conseguente comparsa di bave in corrispondenza dello spazio maggiore.
Metodo di eliminazione:
Regolare lo spazio tra 5% e 8% dello spessore della lastra.
Sostituire o affilare il tagliente.
Regolare e ispezionare ogni 500 mm per garantire che lo spazio sia uniforme e non superi 0,05 mm.
2.4 Il nastro stretto viene tranciato e le parti vengono contorte e deformate.
Analisi delle cause:
Il gioco della superficie di guida della lama della cesoia è troppo grande.
Entrambi i lati della superficie di guida del cursore della lama della cesoia sono attorcigliati o fuori tolleranza a causa dell'usura.
Metodo di eliminazione:
Regolare la piastra di pressatura in modo che il gioco della guida su entrambi i lati sia compreso tra 0,03 mm.
Raschiare il blocco di scorrimento e la guida del letto in modo che la superficie di contatto tra il blocco di scorrimento e la guida del letto sia di (25 x 25) mm.2 con 12 punti e la rettilineità è compresa tra 0,02/1000.
2.5 Nelle parti della striscia stretta a taglio sono presenti materiali storici e materiali di spinta.
Analisi delle cause:
Il piano del deflettore è inclinato e non perpendicolare al piano orizzontale.
Il parallelismo del piano di appoggio verticale dotato di lama superiore non è in tolleranza.
Metodo di eliminazione:
Riparare il piano del deflettore per assicurarsi che sia perpendicolare al piano orizzontale.
Quando la torretta superiore si sposta verso il basso, regolare la distanza tra le due superfici verticali che montano la lama superiore e la lama inferiore per garantire un errore di 0,02/1000.
2.6 La frizione della corsa singola non si innesta e la lama della cesoia non agisce.
Analisi delle cause:
L'usura della parte rotante della chiave e dell'intaglio triangolare del manicotto tampone provoca lo slittamento della frizione durante l'innesto con l'albero a gomiti.
La molla di controllo della chiave rotante è rotta o allentata, causando una forza insufficiente e una mancanza di flessibilità nel movimento della chiave rotante.
La fascia e il disco del freno sono regolati troppo stretti, con conseguente slittamento della frizione.
Metodo di eliminazione:
Sostituire la chiave rotante e riparare la tacca triangolare del manicotto tampone per verificare che la chiave rotante si muova liberamente e che la combinazione sia sicura quando la tacca triangolare è inserita.
Sostituire la molla e regolare la tensione per garantire che la chiave rotante si muova liberamente.
Regolare il serraggio della fascia frenante.
2.7 Il taglio continuo si verifica durante la corsa singola.
Analisi delle cause:
La testa del perno e il blocco di controllo dell'impugnatura della chiave rotante sono usurati e la testa del perno della chiave rotante non si blocca in posizione.
Una regolazione errata della posizione della piastra di comando impedisce alla testa del perno della chiave rotante di bloccarsi in posizione.
Metodo di eliminazione:
Riparare la testa del perno della chiave rotante saldandola e riportandola alle dimensioni originali.
Regolare la posizione reciproca del blocco di controllo e ripararlo.
2.8 Si verifica un fenomeno impulsivo e un rumore anomalo in una corsa del cursore a taglio.
Analisi delle cause:
La chiave rotante non si inserisce correttamente nella scanalatura triangolare del manicotto tampone, causando usura e un angolo di rotazione improprio della chiave rotante. Ciò provoca urti e rumori durante il movimento alternato del tagliente.
La forza della molla della chiave rotante è troppo debole per tenerla in posizione, causando un impatto quando il cursore si sposta dall'alto verso il basso.
La forza della molla di bilanciamento del movimento di salita e discesa del cursore della lama della cesoia non è regolata correttamente.
Metodo di eliminazione:
Riparare la superficie di contatto tra la parte rotante della chiave e la scanalatura triangolare del manicotto tampone per garantire una rotazione libera e affidabile della chiave.
Regolare o sostituire la molla per ottenere una forza sufficiente.
Regolare la forza della molla finché il cursore non si muove in modo fluido senza urti o vibrazioni.
2.9 Quando il volano è al minimo, la frizione emette un suono ritmico.
Analisi delle cause:
La parte rotante della chiave rotante non si sgancia completamente dalla scanalatura triangolare del manicotto tampone, provocando un suono dopo un giro.
Metodo di eliminazione:
Per risolvere il problema, rettificare la superficie di accoppiamento della chiave rotante e regolarne la posizione.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si tagliano con tanta precisione quelle enormi lastre d'acciaio? Entrate nel mondo delle cesoie idrauliche, gli eroi non celebrati dell'industria metallurgica....
Vi siete mai chiesti quali siano le aziende leader nel settore delle cesoie idrauliche? Questo articolo esplora i 26 principali produttori a livello mondiale, illustrandone la storia, le specialità e la portata globale. Dalle aziende di lunga data...
Vi siete mai chiesti come massimizzare l'efficienza e la sicurezza della vostra cesoia? Questa guida approfondisce i consigli essenziali per il funzionamento e la manutenzione di questi potenti strumenti. Dalla scelta del giusto...
Vi siete mai chiesti cosa rende perfetta la lama di una cesoia? In questo articolo esploreremo l'affascinante mondo degli acciai per stampi, dalle varietà per lavorazione a freddo a quelle per lavorazione a caldo. Scoprirete i segreti della loro...
Vi siete mai chiesti come fanno le potenti macchine a trasformare il metallo grezzo in pezzi precisi e utilizzabili? Questo articolo svela i segreti della cesoia idraulica, una meraviglia dell'ingegneria. Scoprite come taglia...
Vi siete mai chiesti chi sono i principali operatori del settore delle cesoie? In questo articolo esploreremo i principali produttori di cesoie in Cina per il 2023. Scoprirete le aziende che...
Vi siete mai chiesti come precisione ed efficienza si uniscano nel taglio industriale? Questo articolo esplora l'affascinante mondo delle cesoie a ghigliottina, illustrandone i vantaggi e le sfide. Scoprite come la meccanica...
Come potete assicurarvi che la vostra cesoia a ghigliottina funzioni in modo sicuro e duri più a lungo? Questo articolo esplora le pratiche di manutenzione essenziali per le cesoie a ghigliottina, dai controlli quotidiani alle revisioni annuali. Imparerete a conoscere le...
La cesoia per lamiera, come dice il nome, è una macchina utilizzata per tagliare la lamiera. La selezione del materiale si basa sulla lamiera Q235. Se il taglio della lamiera Q345...