La guida definitiva alle prestazioni dei materiali metallici
Perché alcuni metalli resistono ad ambienti estremi mentre altri si guastano? La comprensione delle prestazioni dei materiali metallici è fondamentale per scegliere quello giusto per la vostra applicazione. Questo articolo esplora le proprietà fisiche, chimiche e meccaniche che determinano il comportamento dei metalli in varie condizioni. Immergetevi per conoscere fattori come l'elasticità, la resistenza alla corrosione e la resistenza alla trazione e scoprite come queste proprietà influenzano la scelta dei materiali nella progettazione e nella produzione.
La scelta dei materiali si basa principalmente sulle prestazioni dei materiali metallici.
Le proprietà dei materiali metallici possono essere classificate in due categorie: prestazioni di lavorazione e prestazioni di servizio.
Le prestazioni di servizio si riferiscono alle prestazioni dei componenti metallici in condizioni d'uso reali.
Le prestazioni dei materiali metallici ne determinano l'ambito di applicazione.
Queste prestazioni comprendono proprietà fisiche, chimiche e meccaniche.
1. Prestazioni fisiche
Le proprietà fisiche del metallo sono caratterizzate dal suo comportamento sotto le azioni fisiche di forza, calore, luce ed elettricità.
Per i principali indicatori di prestazione fisica, vedere la Tabella 1.
Tabella 1 proprietà fisiche dei metalli
Nome e simbolo
Formula di calcolo o metodo di espressione
Significato e descrizione
Modulo elastico E (MPa)
Dove: σ - sollecitazione, MPa; ξ - ceppo,%; Carico di trazione F, N; Lo - lunghezza originale del campione, mm; S0 - area della sezione trasversale originale del campione, mm²; Δ L - allungamento assoluto, mm.
Nell'ambito della deformazione elastica, il rapporto tra sollecitazione e deformazione è chiamato modulo elastico, che rappresenta la capacità dei materiali di resistere alla deformazione elastica. Il valore numerico riflette la difficoltà di deformazione elastica del materiale ed è equivalente alla sollecitazione necessaria per far produrre al materiale una deformazione elastica unitaria. Per i componenti con piccole deformazioni elastiche richiesti nelle applicazioni ingegneristiche, è necessario scegliere materiali con un elevato modulo elastico. Il modulo elastico può essere misurato con una prova di trazione.
Modulo di taglio G (MPA)
Dove: d。- Diametro del campione, mm; L0 - Lunghezza del calibro del campione, mm; Coppia M, n - mm; Φ- Angolo di torsione, (°).
Nell'ambito della deformazione elastica, il rapporto tra sforzo di taglio e deformazione di taglio è chiamato modulo di taglio. È una costante del materiale, che rappresenta la capacità di un materiale di resistere alla deformazione da taglio. Nei materiali isotropi, ha la seguente relazione con il modulo elastico E e il rapporto di Poisson: G = E / [2 (1 + V). La prova di torsione viene spesso utilizzata in laboratorio per determinare il modulo di taglio dei materiali.
Sotto l'azione di una sollecitazione assiale uniformemente distribuita ed entro il limite proporzionale della deformazione elastica, il valore assoluto del rapporto tra deformazione trasversale e deformazione longitudinale è chiamato rapporto di Poisson, noto anche come coefficiente di deformazione trasversale. Per i materiali isotropi, questo valore è una costante all'interno dell'intervallo limite proporzionale della deformazione elastica. Al di là di questo intervallo, il valore cambia in funzione della sollecitazione media e dell'intervallo di sollecitazione utilizzato e non viene più chiamato rapporto di Poisson. Per i materiali anisotropi, esistono più rapporti di Poisson. Il rapporto di Poisson dei comuni materiali in acciaio al carbonio è di 0,24 ~ 0,28. Il rapporto di Poisson ha la seguente relazione con il modulo elastico E e il modulo di taglio G:v=E/2G-1.
Densità ρ (t / m3)
Ρ=m/v Dove: m-massa dell'oggetto, t1; V - volume dell'oggetto, m3.
Rappresenta la massa per unità di volume del metallo. La densità dei diversi materiali metallici è diversa e il valore della densità del materiale è direttamente correlato al peso e alla compattezza dei pezzi che lo compongono.
Punto di fusione tR (℃)
–
La temperatura alla quale lo stato cristallino e lo stato liquido di una sostanza coesistono in equilibrio è chiamata punto di fusione. Il punto di fusione del cristallo è legato alla pressione. Sotto una certa pressione, il punto di fusione del cristallo è uguale al punto di congelamento. Il punto di fusione è una delle basi importanti per la formulazione delle specifiche del processo di lavorazione a caldo dei materiali. Per i materiali amorfi come il vetro, non esiste un punto di fusione, ma solo un intervallo di temperatura di rammollimento.
Nome e simbolo
Formula di calcolo o metodo di espressione
Significato e descrizione
Capacità termica specifica C [J / (kg - K)]
Dove: dQ / dT - capacità termica, J / K; m-massa, kg.
Il calore assorbito da un oggetto per unità di massa per 1 ℃ di aumento o il calore rilasciato per 1 ℃ di diminuzione diventa la capacità termica specifica della sostanza. È un parametro di processo importante per formulare le specifiche del processo di lavorazione a caldo del materiale.
Diffusività termica a (m ²/ s))
Dove: λ - conduttività termica, w / (m - K); Cp - capacità termica specifica a pressione costante, J / (kg - K); ρ- Densità, kg / m3.
È una grandezza fisica che riflette la velocità di omogeneizzazione della temperatura in un oggetto a temperatura non uniforme e rappresenta le caratteristiche di variazione della velocità del processo di conduzione termica instabile.
Conducibilità termica [W / (m - K)]
Dove: q - densità del flusso di calore, w / m2;dt / dn - il gradiente di temperatura nella direzione della fase normale di un'interfaccia, e il segno meno rappresenta la direzione della caduta di temperatura; λ - conduttività termica, W / (m - K).
La grandezza fisica che caratterizza la conduttività termica di un materiale metallico. Quando la differenza di temperatura lungo l'unità di lunghezza della direzione del flusso di calore è di 1°C per unità di tempo, il calore ammissibile per unità di superficie è chiamato conduttività termica del materiale. I materiali con una grande conduttività termica hanno una buona conduttività termica; E viceversa. È un importante indice di prestazione per misurare la conduttività termica dei materiali.
Coefficiente di espansione lineare a (1 / K o 1 / ℃)
Dove: l2 - lunghezza dopo il riscaldamento, mm; l1 lunghezza originale, mm; t2-t1 - differenza di temperatura, K o ℃; Δl - lunghezza maggiorata, mm.
Il rapporto tra la lunghezza aumentata e la lunghezza originale diventa il coefficiente di espansione lineare quando la temperatura del metallo aumenta di 1 ℃. Nelle diverse zone di temperatura, il tasso di espansione lineare dei materiali è diverso. In generale, il valore indicato si riferisce al coefficiente di espansione lineare medio di una specifica zona di temperatura. È un indice di prestazione che misura l'espansione termica dei materiali. Il materiale con un elevato coefficiente di espansione lineare ha un'elevata proprietà di rigonfiamento dopo il riscaldamento; E viceversa.
Resistività ρ (Q-m)
Dove: R - resistenza del conduttore, Q; S - area della sezione trasversale del conduttore, m2; l - lunghezza del conduttore, m.
La lunghezza è di 1 m e l'area della sezione trasversale è di 1 m ². Il valore di resistenza del conduttore è la resistività, che indica la resistenza del materiale al passaggio della corrente. Il materiale ad alta resistività presenta un'elevata resistenza e una scarsa conduttività; Al contrario, la conduttività è buona.
Conduttività y (s / M)
Dove: 1 / R - conduttività, S; S - area della sezione trasversale del conduttore, m ²; l - lunghezza del conduttore, m.
Quando un conduttore mantiene un gradiente di potenziale unitario (cioè una differenza di potenziale), la corrente che attraversa l'unità di superficie è chiamata conduttività. È una grandezza fisica che riflette la relazione tra il campo elettrico e la densità di corrente nel conduttore. È un indicatore per misurare la conduttività del conduttore. È reciproco della resistività. Tra i metalli, l'argento ha la migliore conduttività e la sua conduttività è specificata a 100%. La percentuale ottenuta dal confronto con altri materiali metallici con l'argento è la conduttività del materiale.
Perdita di ferro P (w / kg)
In generale, la perdita unitaria del nucleo di ferro alla frequenza di alimentazione di 50 Hz in corrente alternata può essere ricavata direttamente dalla curva di perdita specifica (cioè la perdita unitaria del ferro) o dalla scheda tecnica del materiale.
La potenza consumata dal materiale del nucleo di ferro del motore o del trasformatore per unità di peso sotto l'azione del campo magnetico alternato è chiamata perdita del nucleo di ferro, in breve perdita di ferro. Comprende la perdita per isteresi, la perdita per correnti parassite e la perdita residua. L'utilizzo di materiali a bassa perdita di ferro può ridurre la perdita totale dei prodotti e migliorarne l'efficienza.
Permeabilità P (H / M)
Dove: B - intensità dell'induzione magnetica, T; H - intensità del campo magnetico, A/ m.
Il rapporto tra l'intensità dell'induzione magnetica e l'intensità del campo magnetico è chiamato permeabilità, che è un indice di prestazione per misurare la difficoltà di magnetizzazione dei materiali magnetici. Più alta è la permeabilità, più facile è la magnetizzazione del materiale. Per i materiali magnetici come il ferro e l'acciaio, la permeabilità non è un valore fisso, ma è legata alle proprietà del ferro e dell'acciaio e al grado di saturazione magnetica. In base alla permeabilità, i materiali magnetici si dividono generalmente in due categorie: materiali magnetici morbidi (con un valore p di decine di migliaia o addirittura milioni) e materiali magnetici duri (con un valore di circa 1).
Nome e simbolo
Formula di calcolo o metodo di espressione
Significato e descrizione
Intensità di induzione magnetica B (T)
Dove: F - forza del campo magnetico, N; Intensità di corrente I, A; l - lunghezza del conduttore, m.
L'intensità dell'induzione magnetica in un determinato punto del campo magnetico è pari al rapporto tra la forza del campo magnetico sul filo elettrificato posto in quel punto perpendicolarmente alla direzione del campo magnetico e il prodotto dell'intensità di corrente nel filo e della lunghezza del filo. È una grandezza fisica che caratterizza l'intensità del campo magnetico e le caratteristiche di direzione, ed è un indice di prestazione ponderale per misurare la forza magnetica dei materiali magnetici. L'uso di materiali con un'elevata forza di induzione magnetica consente di ridurre il volume del nucleo di ferro, di ridurre il peso del prodotto, di risparmiare il conduttore e di ridurre le perdite causate dalla resistenza del conduttore.
Forza coercitiva Ho (A / m)
–
La forza coercitiva è un indice di prestazione per misurare la capacità di smagnetizzazione e di ritenzione magnetica dei materiali magnetici. Dopo che il materiale magnetico è stato magnetizzato una volta e l'intensità del campo magnetico è stata rimossa, l'intensità dell'induzione magnetica non scompare e rimane una certa intensità di induzione magnetica residua, cioè il magnetismo residuo. Questa proprietà è chiamata forza coercitiva. Il valore assoluto dell'intensità del campo magnetico inverso applicato per eliminare l'intensità dell'induzione ferromagnetica è la forza coercitiva del ferromagnete o semplicemente la forza coercitiva. Per i materiali magnetici morbidi, più bassa è la coercitività, meglio è; Per i materiali magnetici duri, più alta è la coercitività, meglio è.
2. Proprietà chimiche
La proprietà chimica di materiali metallici è definita come la resistenza dei materiali metallici all'attacco chimico di varie sostanze corrosive, sia a temperatura ambiente che ad alta temperatura.
La caratteristica principale dei materiali metallici in termini di proprietà chimiche è la resistenza alla corrosione.
La resistenza alla corrosione si riferisce alla capacità dei materiali metallici di resistere agli effetti dannosi degli elementi corrosivi presenti nel loro ambiente.
Incisione chimica
La corrosione chimica si verifica quando c'è un'interazione chimica diretta tra il metallo e l'ambiente circostante.
Comprende sia la corrosione da gas che quella da metallo in mezzi non elettrolitici.
Questo tipo di corrosione è caratterizzato dall'assenza di corrente elettrica durante il processo di corrosione e dalla formazione di prodotti di corrosione sulla superficie del metallo.
Un esempio di corrosione chimica è l'arrugginimento del ferro puro, causato dalla reazione di vapore e gas in acqua o ad alte temperature.
Corrosione galvanica
La corrosione elettrochimica è un tipo di corrosione che si verifica quando il metallo entra in contatto con soluzioni elettrolitiche, come acidi, alcali e sali.
Questo tipo di corrosione è caratterizzato dalla generazione di corrente elettrica (nota come "effetto microcella") durante il processo di corrosione e dalla formazione di prodotti di corrosione (ruggine) che non si depositano direttamente sulla superficie metallica, ma piuttosto a una certa distanza dall'anodo metallico.
La causa della corrosione elettrochimica è tipicamente legata al potenziale elettrodico del metallo.
Rispetto alla corrosione chimica, il processo di corrosione elettrochimica è più complesso e le sue conseguenze sono più gravi.
La maggior parte dei danni da corrosione subiti dai materiali metallici è dovuta a questo tipo di corrosione.
Tabella 2 tipi comuni di corrosione dei metalli
Tipo di corrosione
Significato e caratteristiche
Attacco uniforme [corrosione]
La corrosione uniforme si riferisce al fenomeno per cui le reazioni chimiche o elettrochimiche si verificano uniformemente sull'intera superficie esposta o su un'ampia area di materiali metallici, con un assottigliamento macroscopico del metallo. È anche chiamata corrosione generale o corrosione continua. La corrosione si distribuisce uniformemente sulle superfici interne ed esterne dell'intero metallo, riducendo la superficie e distruggendo infine le parti sollecitate. Si tratta della forma di corrosione più comune dell'acciaio, con danni minori e scarso impatto sulle proprietà meccaniche del metallo.
Il fenomeno della corrosione lungo il confine dei grani metallici è chiamato corrosione intergranulare. Questo tipo di corrosione si verifica nel metallo lungo il bordo della grana, ed è la corrosione più pericolosa nei materiali metallici. Dopo la corrosione intergranulare, le dimensioni complessive del metallo sono quasi invariate e la maggior parte di esse può ancora mantenere la lucentezza metallica. Tuttavia, la resistenza e la duttilità del metallo diminuiscono e, dopo la piegatura a freddo, compaiono delle crepe sulla superficie e, nei casi più gravi, si perde il suono del metallo. Durante l'esame metallografico della sezione, si può notare che la corrosione locale si verificherà in corrispondenza del confine dei grani o dell'area adiacente, persino il grano si staccherà e la corrosione si diffonderà lungo il confine dei grani, che è più uniforme.
Corrosione selettiva
Il fenomeno per cui un elemento o una struttura di una lega viene corroso selettivamente durante il processo di corrosione è chiamato corrosione selettiva. Le leghe non ferrose, la ghisa e l'acciaio inossidabile possono subire una corrosione selettiva.
Cricca da corrosione sotto sforzo
Il fenomeno della cricca fragile del metallo sotto l'azione combinata di una sollecitazione permanente di trazione (compreso il carico esterno, la sollecitazione termica), sollecitazione residua dopo la lavorazione a freddo e a caldo e la saldatura) e il mezzo di corrosione specifico è chiamato stress corrosion cracking. Quando si verifica una cricca da tensocorrosione nel metallo, si verifica una cricca da corrosione alla base della frattura. Il punto di partenza della cricca è spesso il piccolo foro della corrosione puntiforme e il fondo della fossa di corrosione. La propagazione della cricca comprende tre tipi: lungo il bordo del grano, attraverso il grano e di tipo misto. Le fessure principali sono di solito perpendicolari alla direzione delle sollecitazioni e la maggior parte di esse ha delle ramificazioni. L'estremità della cricca è tagliente, il grado di corrosione della parete interna della cricca e della superficie esterna del metallo è solitamente molto lieve e la velocità di espansione dell'estremità della cricca è molto rapida. La frattura ha le caratteristiche della frattura fragile, che è molto dannosa.
Fatica da corrosione
Il fenomeno di danneggiamento del metallo causato dall'azione combinata di un mezzo corrosivo e di una sollecitazione alternata o di una sollecitazione pulsante è chiamato fatica da corrosione, caratterizzata dalla generazione di fosse di corrosione e di un gran numero di cricche, tanto che il limite di fatica del metallo non esiste più. La fatica da corrosione è generalmente caratterizzata da molteplici fonti di cricche. La maggior parte delle fessure sono transgranulari e generalmente non ramificate. Le estremità delle fessure sono relativamente pure. La maggior parte delle fratture è coperta da prodotti di corrosione e una piccola parte è fragile. Il mezzo principale per eliminare questa corrosione è quello di eliminare le sollecitazioni del metallo nel tempo.
Corrosione da vaiolatura
La maggior parte della superficie del metallo non si corrode o la corrosione è molto lieve, ma ci sono fori di corrosione a livello locale; il fenomeno di corrosione che si sviluppa in profondità è chiamato corrosione puntiforme. Questo tipo di corrosione si concentra in una piccola area sulla superficie del metallo, si sviluppa rapidamente in profondità e infine penetra nel metallo. Si tratta di una sorta di danno corrosivo con grande danno. Si verifica spesso in un mezzo statico e di solito si sviluppa lungo la direzione della gravità.
Erosione Corrosione
Il fluido corrosivo scorre relativamente alla superficie metallica, soprattutto quando si verifica una corrente parassita e il fluido cambia bruscamente direzione. Il fluido non solo provoca l'erosione meccanica e la distruzione dei prodotti di corrosione generati sulla superficie del metallo, ma provoca anche una reazione chimica o elettrochimica con il metallo nudo per accelerare la corrosione del metallo, chiamata corrosione da usura. Quando si verifica la corrosione da usura, il metallo si separa dalla superficie metallica sotto forma di prodotti di corrosione piuttosto che sotto forma di polvere metallica solida come l'usura meccanica pura, e la superficie metallica appare spesso con scanalature direzionali, canali, ondulazioni, fori rotondi e altre forme di corrosione.
L'infragilimento da idrogeno è un cedimento fragile causato dalla riduzione della resistenza dei materiali metallici dovuta all'interazione tra idrogeno e metallo durante la corrosione. È il risultato dell'interazione tra idrogeno e stress. L'idrogeno prodotto dalla corrosione esiste solitamente allo stato atomico e si concentra nel metallo lungo il confine dei grani fino all'area di massima concentrazione bidimensionale delle sollecitazioni. Una volta che c'è la possibilità, si possono formare molecole, e enormi stress interno possono essere generati nel metallo, con conseguente rottura fragile del materiale. La frattura da infragilimento da idrogeno può essere intergranulare o transgranulare. Il fenomeno di biforcazione della cricca da infragilimento da idrogeno è molto più piccolo di quello della corrosione sotto sforzo, e decarburazione è accompagnata dalla fessura.
Tasso di corrosione
La velocità di corrosione si riferisce alla velocità con cui un materiale subisce una corrosione uniforme, determinata misurando la variazione di peso di un campione in un mezzo di prova per un determinato periodo di tempo.
Può essere espressa come perdita di massa per unità di tempo e di superficie e può essere calcolata con la seguente formula:
Dove:
K - velocità di corrosione, g / (m2 - h);
S - superficie del campione prima del test, m2;
T - tempo di prova, h;
mo - massa del campione prima del test, g;
m - massa del campione dopo il test, g;
La velocità di corrosione può essere espressa anche in termini di profondità di corrosione annuale (R). La relazione tra R e K (una costante) è la seguente:
Dove:
R - profondità di corrosione annua, mm / a;
ρ- Densità del metallo, g / cm3.
Tabella 3 Classificazione e grado di resistenza alla corrosione dei materiali metallici
Numero di classe
Nome della classificazione:
Livello
Profondità di corrosione annuale (mm / a)
I
Resistenza alla corrosione estremamente forte
1
≤0.001
II
Forte resistenza alla corrosione
23
0.001~0.0050.005~0.01
III
Forte resistenza alla corrosione
45
0.01~0.050.05~0.10
IV
Forte resistenza alla corrosione
67
0.10~0.500.50~1.0
V
Debole resistenza alla corrosione
89
1.0~5.05.0~10.0
VI
Resistenza alla corrosione estremamente debole
10
>10
3. Proprietà meccaniche
Le proprietà meccaniche dei materiali si riferiscono alle loro caratteristiche sotto vari carichi esterni, come tensione, compressione, flessione, torsione, impatto e sollecitazione alternata, e in ambienti diversi, come temperatura, mezzo e umidità.
Il comportamento dei metalli in queste condizioni può variare notevolmente, a causa delle diverse modalità di applicazione del carico e delle complesse variazioni dell'ambiente e del mezzo, il che ha portato a un'ampia gamma di ricerche nel campo della ricerca. proprietà meccaniche del metallo materiali.
Questo campo si è evoluto in un'area interdisciplinare tra la metallurgia e la meccanica dei materiali.
I componenti metallici sono solitamente caratterizzati da vari parametri meccanici, come le sollecitazioni, le deformazioni e l'energia d'urto, e i valori critici o specificati di questi parametri sono indicati come indici di prestazione meccanica dei materiali metallici, tra cui l'indice di resistenza, l'indice di plasticità e l'indice di tenacità.
Per le proprietà meccaniche dei metalli, consultare la Tabella 4.
Tabella 4 proprietà meccaniche del metallo
Nome e simbolo
Significato e descrizione
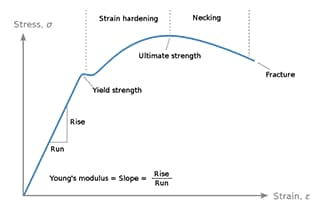
Resistenza alla trazione Rm (MPa)
La sollecitazione massima che caratterizza la resistenza dei materiali metallici a frattura da trazione è chiamata resistenza alla trazione, nota anche come limite di resistenza, che può essere misurata con una prova di trazione. Per i materiali plastici, rappresenta la resistenza alla massima deformazione uniforme del materiale e non rappresenta la vera resistenza alla frattura del materiale; Per i materiali fragili con poca o nessuna deformazione plastica, si può riflettere la resistenza alla frattura diretta del materiale.
Resistenza alla compressioneσbc (MPa)
La sollecitazione massima che caratterizza la resistenza dei materiali metallici al carico di compressione senza cedimenti è chiamata resistenza alla compressione, nota anche come resistenza alla compressione, che può essere misurata mediante test di compressione. Per i materiali fragili o poco plastici, la frattura avviene sotto pressione e la resistenza alla compressione ha un valore definito; Per i materiali plastici, la frattura fragile non si verifica durante la compressione e la resistenza alla compressione in questo momento può essere definita dalla sollecitazione di compressione necessaria per produrre una determinata deformazione di compressione.
Resistenza alla flessione cm σbb(MPa)
La capacità dei materiali metallici di resistere alla rottura della superficie di azione del momento flettente è chiamata resistenza alla flessione, nota anche come resistenza alla flessione, che può essere misurata con la prova di flessione. Per i materiali fragili, la resistenza alla flessione può essere misurata se la frattura avviene durante la flessione; Per i materiali plastici, il provino non si rompe quando viene piegato, quindi la prova di piegatura viene utilizzata solo per confrontare la capacità di deformazione plastica di vari materiali in determinate condizioni di piegatura o per identificare la qualità della superficie dei pezzi.
Resistenza torsionale ζb (MPa)
La capacità dei materiali metallici di resistere alla torsione senza cedimenti è chiamata resistenza alla torsione, nota anche come resistenza torsionale, che può essere misurata mediante test di torsione.
Resistenza al taglioζ (MPa)
La capacità di materiale metallico per resistere al carico di taglio senza cedimenti è chiamata resistenza al taglio. Per i materiali fragili, può essere misurata direttamente con una prova di taglio. Per i materiali plastici, a causa della grande deformazione plastica durante il taglio, viene misurata con la prova di torsione.
Punto di snervamento Rp0,2Tensione di snervamento condizionataRp0,2(MPa)
Rappresenta la capacità dei materiali metallici di resistere alla deformazione plastica. Quando i materiali metallici sono sottoposti a un carico di trazione, il fenomeno per cui il carico non aumenta ma la deformazione continua ad aumentare è chiamato snervamento. La sollecitazione in cui si verifica lo snervamento è chiamata punto di snervamento. La sollecitazione massima prima della prima caduta della tensione di snervamento è il punto di snervamento superiore; Quando non si considera l'effetto transitorio iniziale, la sollecitazione minima allo stadio di snervamento è pari a punto di rendimento inferiore. Per un materiale con punto di snervamento evidente, la sua resistenza allo snervamento è pari alla sollecitazione corrispondente al punto di snervamento; Per i materiali senza un evidente punto di snervamento, la sollecitazione quando la deformazione plastica è pari a 0,2% è specificata come limite di snervamento condizionale.
Velocità di scorrimentoξVelocità di scorrimento allo stato stazionarioξk (% / h)
Sotto l'azione a lungo termine di determinate temperature e sollecitazioni, il fenomeno della lenta deformazione plastica dei materiali metallici con il prolungarsi del tempo è chiamato creep. La quantità di deformazione per unità di tempo, cioè la pendenza della curva di creep, è chiamata velocità di creep o velocità di creep.
Limite di scorrimento (σV)(MPa)
La capacità di un materiale metallico di resistere alla deformazione, che può essere suddivisa in limite di scorrimento fisico e limite di scorrimento condizionale. Il limite di scorrimento fisico si riferisce alla capacità dei materiali metallici di non subire deformazioni terminali a una certa temperatura. È ovvio che il limite fisico di creep dipende dalla capacità della deformazione minima che può essere rilevata dall'apparecchiatura di prova della deformazione. Il limite di deformazione finale condizionale è comunemente usato in ingegneria, ovvero la sollecitazione che fa sì che il materiale metallico produca la velocità di scorrimento specificata a una determinata temperatura o la deformazione plastica totale specificata entro un determinato tempo.
Allungamento dopo la rottura (A)(%)
L'indice che caratterizza la capacità di deformazione plastica dei materiali metallici può essere determinato mediante la prova di trazione. La percentuale dell'allungamento effettivo della parte di distanza del calibro del campione dopo la rottura rispetto alla distanza del calibro originale è chiamata allungamento dopo la rottura, espresso da A. L'allungamento dopo la rottura del campione circolare la cui lunghezza del calibro è pari a 10 volte il diametro e del campione a sezione rettangolare la cui l= 11,3 √ s (s è l'area della sezione trasversale del campione) viene registrato come A11,3; Per il campione cilindrico con l = 5d0 e il campione a sezione rettangolare con l = 5,65 √ s, l'allungamento dopo la frattura viene registrato come A. Più alto è il valore di A, migliore è la plasticità del materiale.
Riduzione dell'area (Z)(%)
L'indice che caratterizza la capacità di deformazione plastica dei materiali metallici può essere determinato mediante la prova di trazione. Dopo l'estrazione del provino, la percentuale della massima riduzione dell'area della sezione trasversale in corrispondenza della costrizione e dell'area della sezione trasversale originale è chiamata riduzione dell'area, espressa da Z. Più alto è il valore di Z, migliore è la plasticità del materiale.
Nome e simbolo
Significato e descrizione
Plasticità durevole σ (%)
Ed è caratterizzato dall'allungamento A e dalla riduzione dell'area Z del provino dopo la frattura per scorrimento. Riflette le proprietà plastiche dei materiali sotto l'azione a lungo termine delle sollecitazioni termiche ed è un indice importante per misurare la fragilità da scorrimento dei materiali.
La robustezza
È un indice di prestazione completo della resistenza e della plasticità dei materiali metallici per caratterizzare la capacità dei materiali metallici di assorbire energia durante la deformazione plastica e la propagazione delle cricche prima della frattura. I principali parametri che caratterizzano la tenacità dei materiali includono l'energia di assorbimento dell'impatto, la tenacità all'impatto, la temperatura di transizione fragile, la temperatura di transizione non plastica e la tenacità alla frattura.
Energia di assorbimento dell'impatto KV, KU (J)
Si utilizza un provino con intaglio a V o a U di forma e dimensioni specifiche. Sotto la forza d'urto, l'energia necessaria per generare due nuove superfici libere e una parte della deformazione plastica del volume durante una frattura è l'energia di assorbimento dell'impatto. Più alto è il valore, migliore è la tenacità del materiale e più forte è la resistenza ai danni da impatto.
Durezza all'urto Akv(J/cm2)
Caratterizza la capacità dei materiali metallici di resistere ai danni da impatto. Il quoziente dell'energia di assorbimento dell'impatto ottenuta durante la prova d'impatto diviso per l'area della sezione trasversale alla base dell'intaglio del provino è la tenacità all'impatto del materiale. Viene spesso utilizzato per mostrare la sensibilità del provino all'intaglio e per verificare la fragilità a freddo, a caldo e per tempra del materiale, ma il valore è facilmente influenzato dalla forma e dalle dimensioni dell'intaglio, dall'accelerazione, dalla temperatura e da altri fattori. I valori di tenacità all'urto di forme e dimensioni diverse non possono essere confrontati direttamente tra loro.
Temperatura di transizione fragile FTP (temperatura di transizione del cedimento plastico) FTE (temperatura di transizione del cedimento elastico) Fatt (temperatura di transizione della morfologia della nuova bocca) NDT (temperatura di transizione non plastica) (e_FF09↩)
Quando la temperatura diminuisce, l'intervallo di temperatura in cui il materiale metallico passa dallo stato duttile allo stato fragile è chiamato temperatura di transizione fragile o temperatura di transizione duttile-fragile. Al di sopra dell'intervallo di temperatura di transizione fragile, il materiale metallico si trova in uno stato duttile e la modalità di frattura è principalmente la frattura duttile; Al di sotto dell'intervallo di temperatura di transizione fragile, il materiale si trova in uno stato fragile e la forma di frattura è principalmente la frattura fragile (come la frattura da scissione). La temperatura di transizione fragile esiste generalmente nei materiali a reticolo BCC e a struttura esagonale ravvicinata. Per i materiali cubici a facce centrate non esiste una temperatura di transizione verso la fragilità, perché sono ancora duttili alla temperatura dell'ammoniaca liquida. Oltre a fattori quali la dimensione del campione, la modalità di caricamento e la velocità di caricamento, è anche legato al metodo di espressione. Materiali diversi possono essere confrontati solo nelle stesse condizioni. Nelle applicazioni ingegneristiche, per evitare la frattura fragile dei componenti, è necessario scegliere materiali con una temperatura di transizione fragile inferiore alla temperatura di esercizio limite inferiore dei componenti. Per i materiali contenenti molte impurità come N, P, As, Bi e Sb, l'infragilimento e la fragilità da tempra possono verificarsi durante il funzionamento a lungo termine; la temperatura di transizione della fragilità aumenta con il prolungarsi del tempo di funzionamento. Negli ultimi anni, la temperatura di transizione fragile e l'incremento della temperatura di transizione fragile sono diventati uno degli indici di valutazione della proprietà del materiale dei componenti.
durezza
Indice di proprietà meccanica che rappresenta la durezza e la morbidezza relativa di un materiale metallico. Per la determinazione vengono comunemente utilizzati tre metodi: metodo della pressatura, metodo dinamico e metodo del graffio. La durezza da indentazione rappresenta la capacità dei materiali metallici di resistere alla deformazione plastica; La durezza dinamica rappresenta il lavoro di deformazione del materiale; La durezza ai graffi rappresenta la capacità di un materiale di resistere alla smerigliatura. Maggiore è la durezza dei materiali metallici generici, maggiore è la forza, maggiore è la resistenza all'usura e peggiore è la plasticità e la tenacità.
Durezza Brinell HBHBS (sfere d'acciaio) HBW (sfere in lega dura)
È stata proposta per la prima volta dallo svedese J.A. Brinell. La durezza Brinell viene misurata con il metodo della pressatura e la sfera d'acciaio temprato o lega dura La sfera viene premuta sulla superficie metallica. Il quoziente ottenuto dividendo l'area di indentazione per il carico applicato alla sfera di acciaio è il valore di durezza Brinell HB del metallo. Quando il penetratore è una sfera di acciaio (applicabile a HB < 450), la durezza Brinell è rappresentata da HBS; quando il penetratore è una sfera di lega dura (applicabile a hb650), è rappresentata da HBW.
Durezza Rockwell HRHRA HRB HRC
L'americano S.P. Rockwell ha proposto il metodo della pressatura per misurare la durezza Rockwell. Utilizzando come penetratore un cono di diamante con un angolo di 120 o una sfera d'acciaio con un diametro di 1,588 mm, premere prima il carico iniziale F0 sulla superficie del provino, quindi applicare il carico principale F1rimuovere il carico principale dopo un certo tempo, misurare la profondità di indentazione residua sotto il carico iniziale e calcolare il valore di durezza in base alla profondità di indentazione. In base alla combinazione di diversi tipi di penetratori e carichi, la durezza Rockwell può ottenere una varietà di scale di durezza, tra cui HRA, HRB e HRC.
Durezza Vickers HV
La durezza Vickers è stata misurata con il metodo della pressatura. Si prende come penetratore la piramide quadrata a diamante con un angolo relativo di 136, la si preme sulla superficie del provino sotto l'azione del carico F e si calcola l'area della superficie di indentazione in base alla lunghezza diagonale media dell'indentazione. Il quoziente ottenuto dividendo il prodotto dell'indentazione per il carico è il valore di durezza Vickers.
Nome e simbolo
Significato e descrizione
Durezza Shore (HS)
L'americano A.F. shore ha proposto di misurare la durezza shore con il metodo del carico dinamico e di indentare una sfera di diamante o di acciaio di peso e forma specifici. Dopo essere caduto dall'altezza specificata fino alla superficie del provino, rimbalza sotto l'energia di deformazione elastica del metallo testato. Il valore di durezza calcolato in base al valore di rimbalzo H è il valore di durezza shore HS.
Durezza dinamica Brinell HB
Il durometro Brinell a martello manuale è comunemente utilizzato per misurare la durezza Brinell con il metodo del carico dinamico. Posizionare una sfera d'acciaio di diametro d tra l'asta di durezza standard (valore di durezza HB) e il pezzo in esame, battere con un martello, misurare il diametro dell'impronta dell'asta standard e del pezzo in esame e calcolare il valore di durezza Brinell.
Il tedesco F. Mohs propose di misurare la durezza con il metodo del graffio e di utilizzare 10 materiali di riferimento con durezza e morbidezza diverse da confrontare con il materiale testato per determinare il valore di durezza del materiale.
Tenacità alla frattura per deformazione piana K I C(N / mm3 / 2)
KI è il valore critico del fattore di intensità delle sollecitazioni KI misurata secondo il metodo di prova standard. Rappresenta la capacità del materiale di resistere alle cricche ed è un indice quantitativo per misurare la tenacità del materiale. I si riferisce alla punta della cricca di modo I in stato di deformazione piana.
Dislocazione di apertura della fessura (COD)(mm)
Si riferisce allo spostamento di apertura della punta della cricca originaria quando il materiale elastico è caricato di tipo J (tipo aperto), che è una misura indiretta dell'intensità del campo di sollecitazione e di deformazione sulla punta della cricca del materiale elastico-plastico. Quando lo spostamento di apertura della cricca σ raggiunge un certo valore critico, la cricca inizia a espandersi. I valori di COD di innesco della cricca o di instabilità misurati nel test possono essere utilizzati per la valutazione della sicurezza delle strutture ingegneristiche. A parità di dimensione del campione, il valore COD misurato può essere utilizzato per la valutazione relativa della qualità del materiale e del processo.
Tenacità alla frattura duttile JIC (N / mm)
L'integrale J è un'espressione matematica dell'integrale di linea da una superficie della cricca all'altra superficie intorno alla punta della cricca. Viene utilizzato per caratterizzare l'intensità del campo di sollecitazione-deformazione nell'area del fronte di frattura. Alcuni dei suoi valori caratteristici possono essere utilizzati come misura della tenacità alla frattura dei materiali. La tenacità intrinseca alla frattura JIC è vicino al valore di J quando la fessura inizia a espandersi ed è una stima ingegneristica di J quando la fessura inizia a espandersi in modo costante.
Tasso di crescita della cricca da fatica da/ dN (mm / cerchio)
Il meccanica della frattura è utilizzato per descrivere la distanza della cricca di fatica che si propaga nella direzione perpendicolare alla sollecitazione di trazione in ogni ciclo nella fase di propagazione critica della compressione. La velocità di propagazione della cricca da fatica è espressa in da/ dN e dipende principalmente dall'intervallo del fattore di intensità delle sollecitazioni △ K.
Velocità di crescita delle cricche da corrosione sotto sforzo da / dt (mm / ciclo)
I parametri della meccanica della frattura sono utilizzati per descrivere la legge di propagazione della cricca del provino con cricche sotto carico statico nel mezzo.
Valore di soglia della crescita della cricca da fatica△Kth(N/mm)3/2)
Nella prova di fatica, l'intervallo del fattore di intensità delle sollecitazioni corrispondente al tasso di crescita della cricca da fatica che si avvicina a zero o si arresta è △ Kth. La norma prevede che quando da / dN = 107 mm / settimana, il corrispondente △ K è △ kth.
Resistenza al rilassamento (MPa)
Se la deformazione totale del campione o della parte viene mantenuta costante a una determinata temperatura, la sua variazione elastica si trasformerà continuamente in deformazione plastica con il prolungarsi del tempo, e il processo di riduzione della sollecitazione è chiamato rilassamento. La curva della sollecitazione che cambia con il tempo è la curva di rilassamento della sollecitazione. La curva è suddivisa in due fasi. Nella prima fase, la sollecitazione diminuisce bruscamente con il passare del tempo; Nella seconda fase, la sollecitazione diminuisce lentamente e infine non diminuisce. Pertanto, il valore estremo della caduta di tensione residua del secondo stadio è definito come limite di rilassamento; In ingegneria, la tensione residua che raggiunge un certo tempo di progettazione è chiamata resistenza al rilassamento. È una base importante per la selezione dei materiali dei componenti che lavorano in condizioni di relax.
Sensibilità alla tacca
L'intaglio sul campione o sul componente metallico causerà uno stato di tensione di trazione bidimensionale disuguale e genererà una concentrazione di tensioni, che favorisce la frattura fragile. In condizioni di intaglio, il materiale tende alla frattura fragile precoce, che è la sensibilità all'intaglio. La sensibilità alla tacca di ghisa grigia è inferiore a quello dell'acciaio. La sensibilità all'intaglio degli acciai ad alto o medio tenore di carbonio sottoposti a tempra e rinvenimento a bassa temperatura è maggiore rispetto a quella degli acciai ricotti o temprato e rinvenuto acciaio.
Sensibilità alla tacca qJ sotto carico statico
Si tratta di un indice di prestazione che misura la tendenza all'infragilimento di un materiale sottoposto a carichi statici di trazione o flessione. Questo indice può fornire un'importante base tecnica per la selezione di parti di bulloni e la determinazione della loro tecnologia di lavorazione a freddo e a caldo.
Sensibilità dell'intaglio a fatica q
Caratterizzato il grado di resistenza alla fatica riduzione dovuta all'esistenza di una superficie di intaglio sulla superficie del materiale. Ghisa grigia, q = 0, insensibile all'intaglio; acciaio a media resistenza, q = 0,4 ~ 0,5; acciaio ad alta resistenza (σb = 1200 ~ 1400MPa), q = 0,6 ~ 0,8.
Nome e simbolo
Significato e descrizione
Coefficiente di smorzamento delle vibrazioni σ
Anche se un oggetto in stato di libera vibrazione viene posto nel vuoto, la sua energia di vibrazione verrà gradualmente convertita in energia termica e consumata. Questo fenomeno di consumo di energia di vibrazione causato da ragioni interne è chiamato attrito interno. La capacità dei materiali metallici di assorbire l'energia delle vibrazioni attraverso l'attrito interno e di convertirla in energia termica è chiamata smorzamento delle vibrazioni. Lo smorzamento delle vibrazioni è espresso dal coefficiente di smorzamento delle vibrazioni σ. Più σ è grande, maggiore è lo smorzamento delle vibrazioni.
Stanchezza
Sotto l'azione a lungo termine di sollecitazioni o deformazioni cicliche, i materiali, le parti o le strutture si incrinano in corrispondenza di alcune parti deboli o di concentrazione delle sollecitazioni fino al cedimento o alla frattura.
Fatica ad alto ciclo
Rottura per fatica con basse sollecitazioni (inferiori al limite di snervamento o elastico del materiale) e lunga durata (in genere più di 10 anni).5 cicli). È caratterizzata da difetti improvvisi, altamente locali e sensibili, e dalla concentrazione delle sollecitazioni.
Fatica a basso ciclo
Sotto l'azione di una deformazione ciclica (la sollecitazione supera la resistenza allo snervamento del materiale), la fatica di cui il ciclo è solitamente inferiore al 105 La fatica da sforzo è chiamata anche fatica da deformazione o fatica plastica. La prova di fatica a basso ciclo viene solitamente eseguita in condizioni di deformazione costante controllata e il ciclo di isteresi sforzo-deformazione del materiale è prodotto principalmente dalla deformazione plastica.
Fatica ad alta temperatura
Il fenomeno di rottura dei materiali sottoposti a temperature elevate e a sollecitazioni o sforzi ciclici è chiamato fatica ad alta temperatura. Per alta temperatura si intende generalmente una temperatura superiore alla temperatura di creep del materiale (la temperatura di creep è di circa 0,3Tm ~ 0,5Tm, Tm è la temperatura del punto di fusione espressa in temperatura assoluta) o superiore alla temperatura di ricristallizzazione.
Fatica termica
Rottura per fatica causata da sollecitazioni termiche o da cicli di deformazione termica dovuti a variazioni di temperatura è chiamata fatica termica, che è anche il risultato dell'accumulo graduale di danni da deformazione plastica e può essere considerata come fatica a basso numero di cicli in presenza di variazioni di temperatura.
Fatica da corrosione
La fatica causata dal mezzo di corrosione e dalle sollecitazioni cicliche o dalla deformazione ciclica è chiamata fatica da corrosione. Non esiste una sezione orizzontale sulla curva di durata delle sollecitazioni, cioè non esiste un limite di fatica di durata infinita.
contatto con la fatica
L'affaticamento delle parti sotto l'azione ripetuta di un'elevata pressione di contatto è chiamato fatica da contatto. Dopo diversi cicli di sollecitazione, piccoli pezzi o pezzetti di metallo si staccheranno nell'area locale della superficie di lavoro del pezzo, formando buche o pozzetti.
Abrasione
Una serie di interazioni meccaniche, fisiche e chimiche si verificano sulla superficie di attrito della parte della macchina a causa dell'attrito durante il funzionamento della stessa, con conseguenti variazioni dimensionali, perdite e persino la distruzione della superficie della parte della macchina, che viene chiamata usura.
Usura da ossidazione
Quando la superficie della macchina si muove relativamente (attrito volvente o attrito radente). Durante la deformazione plastica, nessun nuovo film di ossido si separa dalla superficie metallica a causa della continua distruzione del film di ossido formato nel punto di contatto per attrito e della formazione di un nuovo film di ossido. Processo attraverso il quale le parti si consumano gradualmente per attrito. L'usura ossidativa può verificarsi a varie pressioni specifiche (pressioni per unità di superficie) e velocità di scorrimento. Quando la velocità di usura è inferiore a 0,10,5μm/h, la superficie è brillante e le linee di rettifica estremamente fini sono uniformemente distribuite.
Usura del morso
L'usura occlusale si riferisce alla distruzione della pellicola di ossido in alcuni punti di attrito sulle superfici di due coppie di parti molate, formatura del metallo e la resistenza di questi punti di legame è spesso superiore a quella del metallo di base. Durante il successivo movimento relativo, il danno si verifica nell'area a debole resistenza. A questo punto, i trucioli di metallo vengono bloccati e tirati verso il basso, oppure la superficie della parte della macchina viene abrasa dal punto di giunzione rinforzato. Questo tipo di usura si chiama usura da morso. Questo tipo di usura si verifica solo in condizioni di attrito radente. In presenza di una grande pressione specifica e di una piccola velocità di scorrimento, si formano gravi cicatrici da attrito sulla superficie della parte della macchina.
Usura termica
A causa della grande quantità di calore generato dall'attrito, l'olio lubrificante si deteriora e il metallo di superficie si riscalda fino alla temperatura di rammollimento. Nel punto di contatto si verifica un'adesione locale del metallo e le particelle metalliche di grandi dimensioni si staccano o addirittura si fondono. L'usura termica si verifica solitamente durante l'attrito radente, ovvero in presenza di una grande pressione specifica e di una grande velocità di scorrimento (ad esempio, V > 3-4 m/s), la superficie della parte della macchina si ricopre di strappi e graffi.
Usura abrasiva
In condizioni di attrito radente, nell'area di attrito della superficie della parte della macchina sono presenti particelle abrasive dure (particelle abrasive che entrano dall'esterno o detriti staccati dalla superficie) che provocano una deformazione plastica locale della superficie di rettifica, l'inglobamento delle particelle abrasive e il taglio da parte delle particelle abrasive, con conseguente graduale usura della superficie di rettifica. L'usura abrasiva può verificarsi a varie pressioni specifiche e velocità di scorrimento.
Nome e simbolo
Significato e descrizione
Quantità di usura (valore di usura)
La quantità di usura è un indice per misurare la resistenza all'usura dei materiali metallici. Viene solitamente misurato con il tester di usura Amsler. Viene misurato con il metodo della pesatura o con il metodo delle dimensioni dopo che il campione viene sfregato per un certo tempo o per una certa distanza nelle condizioni di prova specificate.
Coefficiente di resistenza all'usura relativa (g)
Indicatore utilizzato per indicare relativamente la resistenza all'usura dei materiali metallici. Viene misurato su una macchina per prove di resistenza all'usura simulata. In genere, come campione standard si utilizza l'acciaio 65Mn con durezza HRC52-53. Nelle stesse condizioni di prova, il rapporto tra il valore assoluto di usura (usura di peso o di volume) del campione standard e il valore assoluto di usura del materiale misurato è il coefficiente di resistenza all'usura relativa del materiale testato. Maggiore è il valore del coefficiente di resistenza all'usura relativa, migliore è la resistenza all'usura di questo materiale e viceversa.
4. Prestazioni di saldatura
Metallo saldabilità si riferisce all'idoneità dei materiali metallici alla lavorazione di saldatura. Considera principalmente la facilità di ottenere giunti saldati di alta qualità in condizioni di saldatura specifiche, come ad esempio materiali di saldatura, metodi, parametri di processo e forme strutturali.
Comprende due aspetti:
Il primo è la qualità del giunto saldatoin particolare, la capacità di ottenere un giunto di alta qualità e privo di difetti in condizioni di saldatura specifiche.
La seconda è la prestazione di servizio, che valuta se il giunto saldato o l'intero componente dopo la saldatura può soddisfare i requisiti tecnici per le condizioni di servizio specificate.
Sono diversi i fattori che influenzano la saldabilità. Per i materiali in acciaio, questi fattori includono la selezione del materiale, la struttura e la progettazione del giunto, i metodi e le specifiche di processo e le condizioni ambientali durante il servizio del giunto.
Struttura di base della zona termicamente alterata del giunto saldato
I giunti saldati sono tipicamente costituiti dalla zona del metallo saldato, dalla linea di fusione e dalla zona termicamente interessata.
La zona colpita dal calore si riferisce alla regione in cui la struttura e le proprietà del metallo adiacente alla saldatura vengono alterate a causa del calore generato durante la saldatura.
La modifica della microstruttura e delle proprietà della zona colpita dal calore non è influenzata solo dal ciclo termico, ma anche dalla composizione e dallo stato iniziale del metallo base, come illustrato nella Figura 2.
Fig. 2 caratteristiche di distribuzione di calore di saldatura zona interessata
Distribuzione della microstruttura e proprietà della zona termicamente alterata di un acciaio non temprabile
Per "acciaio non temprabile" si intende un acciaio che non si forma facilmente in martensite durante il raffreddamento naturale dopo la saldatura, come un normale acciaio a basso tenore di carbonio.
Come mostrato nella Figura 2, la zona termicamente alterata di un acciaio non temprabile è composta da quattro parti: zona di fusione, zona di surriscaldamento, zona di normalizzazione e zona di ricristallizzazione incompleta.
(1) Zona di fusione:
La zona di fusione è costituita dalla zona di fusione del metallo d'apporto e dalla zona di semi-fusione (dove la temperatura è compresa tra liquidus e solidus). La zona di semifusione ha una scarsa resistenza e tenacità a causa della sua eterogeneità nella composizione chimica e nelle proprietà strutturali, che devono essere prese in considerazione.
(2) Zona di surriscaldamento:
La temperatura in questa zona è tipicamente di circa 1100°C e la dimensione dei grani inizia a crescere rapidamente. Dopo il raffreddamento, si ottiene una struttura surriscaldata grossolana, nota anche come zona a grana grossa. Questa zona è soggetta a infragilimento e cricche.
(3) Zona di normalizzazione (zona di ricristallizzazione a cambiamento di fase):
Quando la temperatura è superiore a AC3 e il grano inizia a crescere rapidamente, il grano in questa zona non cresce in modo significativo. Dopo il raffreddamento, si ottengono perlite e ferrite uniformi e fini, che sono equivalenti alla trattamento termico normalizzato struttura e hanno buone proprietà generali.
(4) Zona di ricristallizzazione incompleta:
La temperatura in quest'area è compresa tra AC1 e AC3. La microstruttura in quest'area è irregolare, con granulometrie e proprietà meccaniche variabili.
Queste quattro zone rappresentano le caratteristiche strutturali di base della zona termicamente alterata degli acciai a basso tenore di carbonio e a bassa lega. Tuttavia, alcuni metalli di base possono subire una ricristallizzazione nell'intervallo di temperatura compreso tra 500°C e AC1 dopo la laminazione a freddo o la deformazione a freddo prima della saldatura, con conseguente perdita dell'incrudimento e aumento della plasticità e della tenacità.
Per gli acciai sensibili all'invecchiamento, se il tempo nell'intervallo di temperatura AC1-300°C è leggermente più lungo, è probabile che si verifichi un invecchiamento da deformazione, con conseguente infragilimento in questa zona. Quest'area è nota anche come area di infragilimento da invecchiamento.
Sebbene la sua struttura metallica non cambi in modo significativo, presenta una sensibilità all'intaglio, che deve essere tenuta in considerazione durante la saldatura.
Distribuzione della microstruttura e proprietà della zona termicamente alterata di un acciaio facilmente temprabile
Per "acciaio facilmente temprabile" si intende un acciaio che si tempra facilmente e forma una struttura indurita, come la martensite, attraverso il raffreddamento ad aria dopo la saldatura. Questo include acciaio bonificato e acciaio a medio tenore di carbonio.
(1) Zona completamente temprata:
La temperatura di riscaldamento cade tra la linea del solidus e A, con conseguente formazione di martensite grossolana dovuta alla crescita dei grani. Se la velocità di raffreddamento varia, si forma una martensite mista. struttura della martensite e si può formare anche la bainite. Tuttavia, la struttura temprata può essere soggetta a fragilità e cricche.
(2) Zona di quenching incompleta:
La temperatura di riscaldamento è compresa tra AC1 e AC3, che corrisponde alla zona di ricristallizzazione incompleta. Il diverso contenuto di elementi del metallo di base o la velocità di raffreddamento possono dare origine a strutture miste come bainite, sorbite e perlite.
(3) Zona di tempra:
Se il metallo base è un acciaio che ha subito un rinvenimento prima della saldatura, ci sarà una zona di rammollimento da rinvenimento. Se la temperatura di rinvenimento del metallo di base prima della saldatura era t1, se la temperatura di riscaldamento supera t1 (ma è inferiore a AC1) durante la fase di saldatura, si avrà una zona di rammollimento. processo di saldaturasi verificherà un rammollimento per sovratemperatura. Se la temperatura di riscaldamento è inferiore a t1, la struttura e le proprietà dell'acciaio rimarranno invariate.
Cricca di saldatura
Cricche da saldatura possono essere rilevati attraverso l'ispezione visiva o i metodi di rilevamento dei difetti.
Classificazione delle cricche da saldatura: Esistono diversi tipi di saldatura cricche, tra cui cricche di saldatura, cricche della zona di fusione, cricche alla radice, cricche della punta della saldatura e cricche del cratere dell'arco, che possono essere classificate in base al luogo in cui si verificano.
Inoltre, il meccanismo di generazione della cricca può essere utilizzato anche per classificare le cricche di saldatura in crepe caldecricche da riscaldo, cricche da freddo, cricche da tensocorrosione e altre ancora.
È importante notare che le cricche da saldatura sono il difetto più grave in giunti di saldatura e non sono ammessi nelle parti strutturali o di equipaggiamento.
Tabella 5 Classificazione delle varie cricche di saldatura
Classificazione delle crepe
Caratteristiche di base
Intervallo di temperatura sensibile
Metallo di base
Posizione
Tendenza al cracking
Crack caldo
Crepa del prodotto finito
Nella fase successiva della cristallizzazione, la pellicola liquida formata dall'eutettico indebolisce la connessione tra le particelle e si rompe sotto lo sforzo di trazione.
Temperatura leggermente superiore alla temperatura di solidus (stato solido-liquido)
Acciaio al carbonio, basso e medio acciaio legato, acciaio austenitico, lega a base di nichel e alluminio con più impurità
Sulla saldatura, una piccola quantità nella zona interessata dal calore
Sotto l'azione dell'alta temperatura e delle sollecitazioni, i difetti reticolari nella parte anteriore dei prodotti solidificati si spostano e si riuniscono per formare un confine secondario. Ad alta temperatura si trova in uno stato poco plastico e sotto l'azione delle sollecitazioni si generano cricche.
Temperatura di ricristallizzazione inferiore al solidus
Metallo puro e lega austenitica monofase
Sulla saldatura, una piccola quantità nella zona interessata dal calore
Sotto l'azione della temperatura più alta del ciclo termico di saldaturatra la zona colpita dal calore e gli strati della saldatura multistrato si verifica una rifusione e si generano cricche sotto l'azione delle sollecitazioni.
Temperatura leggermente inferiore al solidus
Acciaio al nichel-cromo ad alta resistenza, acciaio austenitico e lega a base di nichel contenente più s, P e C
Zona termicamente alterata e interstrato della saldatura multistrato
Cricche lungo il confine del prodotto
Riscaldare la crepa
Durante il trattamento di distensione di una struttura saldata a piastre spesse, quando ci sono diversi livelli di concentrazione delle tensioni nell'area a grana grossa della zona termicamente interessata, la deformazione aggiuntiva dovuta al rilassamento delle tensioni è maggiore della plasticità di scorrimento della parte, quindi si verificheranno cricche da riscaldo.
Trattamento di tempra a 600 ~ 700 ℃
Acciaio ad alta resistenza, acciaio perlato, acciaio austenitico e lega a base di nichel contenente elementi di rinforzo per precipitazione
Zona a grana grossa della zona interessata dal calore
Cricche lungo il confine del prodotto
Crepa ritardata
La cricca con caratteristiche di ritardo è prodotta dall'azione combinata della struttura indurita, dell'idrogeno e delle sollecitazioni di contenimento.
Zona termicamente interessata, una piccola quantità nella saldatura
Articoli intergranulari o indossabili
Crepa fredda
Fessurazione da infragilimento plastico ridotta
A una temperatura inferiore, si generano cricche perché la deformazione da ritiro del metallo di base supera la riserva plastica del materiale stesso.
Sotto i 400 ℃
Ghisa, metallo duro
Zona interessata dal calore e saldatura
Articoli intergranulari o indossabili
Lacerazione lamellare
È dovuto principalmente alla presenza di inclusioni stratificate (lungo la direzione di laminazione) nella lamiera d'acciaioe la sollecitazione perpendicolare alla direzione di laminazione generata durante la saldatura, con conseguente formazione di cricche stratificate a "gradini" nella zona termicamente interessata o leggermente distante
Sotto i 400 ℃ circa
Struttura a lastre spesse di acciaio basso legato ad alta resistenza contenente impurità
Vicino alla zona colpita dal calore
Prodotto transgranulare o perimetrale
Cricca da corrosione sotto sforzo (SCC)
Fessurazione ritardata di alcune strutture saldate (come recipienti e tubi) sotto l'azione combinata di un mezzo corrosivo e di una sollecitazione
Qualsiasi temperatura di esercizio
Acciaio al carbonio, acciaio debolmente legato, acciaio inossidabile, lega di alluminio, ecc.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Come si evolve la lamiera da materiale grezzo a componenti intricati dei nostri dispositivi quotidiani? Questo articolo si immerge nell'affascinante mondo della lavorazione della lamiera, esplorando materiali come SPCC,...
Vi siete mai chiesti perché alcuni metalli sono perfetti per il vostro progetto mentre altri non lo sono? In questo articolo esploriamo i fattori chiave per selezionare il materiale metallico giusto per il vostro progetto...
Vi siete mai chiesti quale sia l'affascinante mondo della durezza dei metalli? In questo blog post, ci immergeremo negli intriganti concetti e metodi che stanno alla base della misurazione e del miglioramento della durezza dei...
Vi siete mai chiesti quale sia l'affascinante mondo della densità dei metalli? In questo post del blog, approfondiremo l'importanza della comprensione delle densità dei metalli per gli ingegneri meccanici. Come esperto...
Immaginate materiali in grado di rivoluzionare interi settori: più forti, più leggeri e più intelligenti. Questo articolo esplora 50 materiali innovativi destinati a trasformare la tecnologia e la produzione. Dalla forza ineguagliabile del grafene...
Vi siete mai chiesti come calcolare con precisione il peso dell'acciaio o del metallo per i vostri progetti? In questo post esploreremo l'affascinante mondo del calcolo del peso dell'acciaio...
Vi siete mai chiesti quale sia il mondo nascosto della densità dei metalli? In questo avvincente post del blog, intraprenderemo un viaggio per svelare i misteri che si celano dietro i pesi di vari...
Vi siete mai chiesti perché l'acciaio inossidabile non arrugginisce come l'acciaio normale? Questo blog post esplorerà l'affascinante mondo dell'acciaio inossidabile, le sue proprietà uniche e il suo ruolo fondamentale...
Cosa rende un metallo il più forte? In questo articolo esploriamo l'affascinante mondo dei metalli, dall'impareggiabile resistenza alla trazione del tungsteno all'incredibile resistenza alla corrosione del titanio. Scoprite come questi potenti...