Stampaggio dei metalli e progettazione degli stampi: La guida definitiva
Vi siete mai chiesti quale sia l'affascinante mondo dello stampaggio dei metalli? In questo post del blog, intraprenderemo un viaggio emozionante per esplorare le complessità di questo processo produttivo essenziale. In qualità di ingegnere meccanico esperto, vi guiderò attraverso i concetti chiave, condividendo preziose intuizioni ed esempi reali. Preparatevi a scoprire come lo stampaggio dei metalli modella la nostra vita quotidiana e ad apprendere i segreti della sua notevole efficienza e versatilità.
Conoscenza di base del processo di stampaggio dei metalli
Lo stampaggio dei metalli è un processo di produzione ad alto volume che trasforma lastre metalliche piatte in forme specifiche utilizzando forze meccaniche. Questa tecnica versatile è fondamentale in diversi settori, tra cui quello automobilistico, aerospaziale, elettronico e dei beni di consumo. Il processo coinvolge diversi componenti e fasi chiave:
Stampo e punzone: Lo stampo è uno strumento appositamente progettato per modellare il metallo, mentre il punzone viene utilizzato per applicare la forza e premere il metallo nello stampo.
Pressa: Una pressa meccanica o idraulica fornisce la forza necessaria per modellare il metallo.
Lamiera o grezzo di metallo: La materia prima, in genere sotto forma di bobine o di pezzi grezzi pretagliati, viene introdotta nella pressa.
Fasi della timbratura: a. Tranciatura: Taglio della forma iniziale dalla lamiera. b. Disegno: Formare il metallo in una forma tridimensionale. c. Foratura: Creazione di fori o aperture nel pezzo in lavorazione. d. Piegatura: Piegatura del metallo lungo una linea retta. e. Coniatura: Pressatura del metallo per ottenere dimensioni e finiture superficiali precise.
Stampaggio a stampo progressivo: Un metodo che combina più operazioni di stampaggio in un unico set di stampi, aumentando l'efficienza e la precisione.
Considerazioni sul materiale: La scelta del metallo (ad esempio, acciaio, alluminio, rame) influisce sul processo di stampaggio e sulle caratteristiche del prodotto finale.
Precisione e tolleranze: I moderni processi di stampaggio possono raggiungere tolleranze strette, spesso entro ±0,05 mm o meno, a seconda del materiale e della complessità del pezzo.
Automazione e sensori: Molte operazioni di stampaggio incorporano oggi robot e sensori avanzati per migliorare l'efficienza, la coerenza e il controllo della qualità.
Analisi a elementi finiti (FEA): Le simulazioni al computer vengono utilizzate per ottimizzare la progettazione degli stampi e prevedere il comportamento dei materiali durante lo stampaggio.
Operazioni successive alla timbratura: I pezzi possono essere sottoposti a processi aggiuntivi come sbavatura, trattamento termico o finitura superficiale per soddisfare le specifiche finali.
1.1 Caratteristiche e applicazioni del processo di stampaggio dei metalli
Che cos'è la timbratura?
Lo stampaggio, noto anche come pressatura, è un processo di produzione in cui lamiere piatte o materiali non metallici vengono formati in forme specifiche utilizzando strumenti e attrezzature specializzate. Questo processo avviene tipicamente a temperatura ambiente e si distingue come tecnica di formatura a freddo. La definizione di stampaggio può essere articolata come segue:
A temperatura ambiente, una lastra metallica (o non metallica) viene sottoposta a una forza controllata mediante un pressa di stampaggio e uno stampo di precisione. Questa azione induce la separazione del materiale o la deformazione plastica, dando vita a componenti con forme, dimensioni e proprietà meccaniche predeterminate.
Gli aspetti chiave del processo di stampaggio includono:
Temperatura: Lo stampaggio viene eseguito prevalentemente a temperatura ambiente, classificandolo come un processo di lavorazione a freddo. Ciò elimina la necessità di riscaldamento, migliorando l'efficienza energetica e la gestione dei materiali.
Materia prima: Il pezzo principale dello stampaggio è la lamiera, in genere metallica, da cui deriva il termine alternativo di "stampaggio della lamiera". I materiali più comuni sono acciaio, alluminio, ottone e varie leghe.
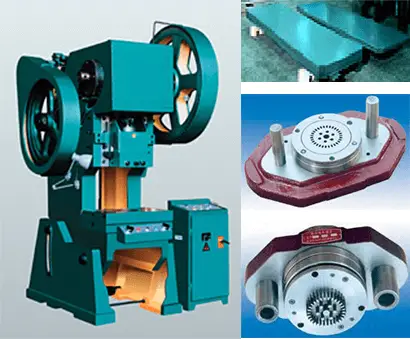
Attrezzature e utensili: Lo stampaggio richiede tre componenti essenziali:
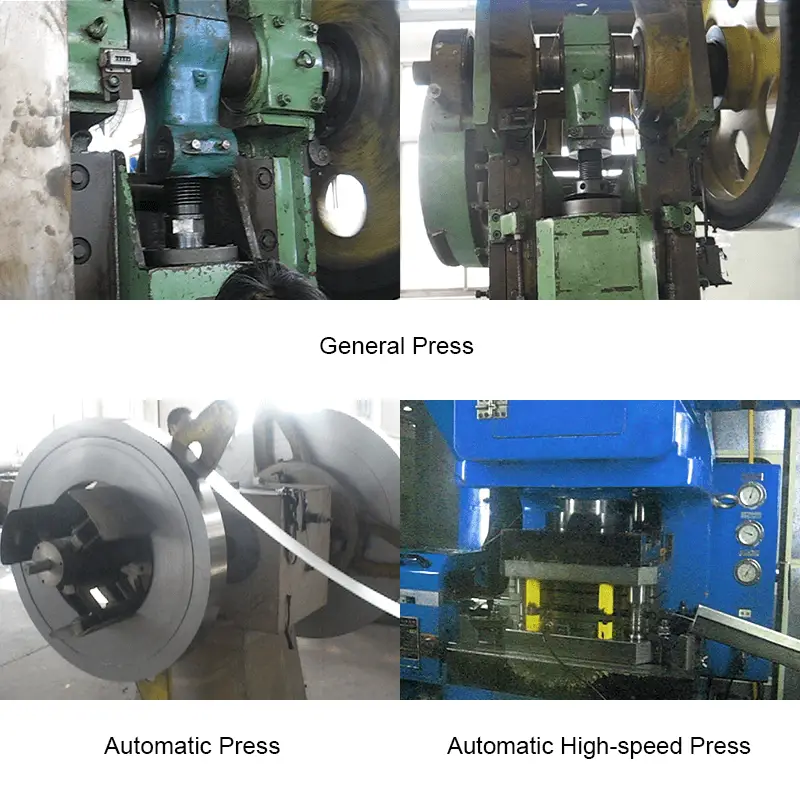
Pressa di stampaggio: La macchina che fornisce la forza necessaria.
Set di stampi: Strumenti di precisione che modellano il materiale.
Materia prima: La lamiera o il foglio non metallico da formare.
Meccanismo di deformazione: Lo stampaggio si basa sulla deformazione plastica, in cui il materiale viene sollecitato oltre il suo punto di snervamento ma al di sotto del suo carico di rottura. Ciò consente di modificare la forma in modo permanente senza che il materiale si rompa.
Versatilità: Lo stampaggio può produrre un'ampia gamma di pezzi, dalle semplici rondelle piatte ai complessi pannelli della carrozzeria automobilistica, attraverso varie operazioni quali tranciatura, foratura, piegatura e imbutitura.
Efficienza produttiva: Lo stampaggio è particolarmente adatto per la produzione di grandi volumi e offre tempi di ciclo rapidi e una qualità costante dei pezzi, se adeguatamente attrezzato e gestito.
Caratteristiche e applicazioni dello stampaggio dei metalli:
(1) Elevata produttività con operazioni semplificate, che facilitano la meccanizzazione e l'integrazione dell'automazione senza soluzione di continuità.
(2) Eccezionale precisione dimensionale e superiore coerenza tra i pezzi, per garantire un'intercambiabilità ottimale.
(3) Tassi di utilizzo dei materiali impressionanti, in genere compresi tra 70% e 85%, con alcuni processi avanzati che raggiungono un'efficienza di 95%.
(4) Capacità di produrre geometrie complesse, difficili o impossibili per i metodi di lavorazione convenzionali, come ad esempio componenti a parete sottile e imbutiti con caratteristiche complesse.
(5) Consente di produrre pezzi leggeri con un eccellente rapporto rigidità/peso ed elevata integrità strutturale.
(6) Il processo di formatura a freddo elimina la necessità di riscaldamento, con conseguente risparmio energetico e qualità superiore della finitura superficiale.
(7) Riduzione significativa dei costi unitari in scenari di produzione ad alto volume.
Questi attributi rendono lo stampaggio dei metalli un processo produttivo unico e versatile, che combina alta qualità, efficienza, risparmio energetico ed economicità in modo ineguagliabile rispetto ai metodi alternativi di lavorazione dei metalli.
Di conseguenza, lo stampaggio dei metalli trova ampie applicazioni in diversi settori industriali. Nei settori automobilistico e delle macchine agricole, i componenti stampati costituiscono da 60% a 70% dei pezzi. Allo stesso modo, l'industria della strumentazione e della misurazione si affida allo stampaggio per 60% - 70% dei suoi componenti. Il processo è altrettanto diffuso nella produzione di una vasta gamma di utensili da cucina in acciaio inox e di articoli di uso quotidiano.
La versatilità dello stampaggio dei metalli abbraccia una gamma impressionante di applicazioni, dai componenti elettronici miniaturizzati e dai puntatori di strumenti di precisione ai pannelli di carrozzeria e alle travi strutturali su larga scala. Anche nell'industria aerospaziale, componenti critici come le pelli degli aerei vengono prodotti con tecniche di stampaggio avanzate. Questa ampiezza di applicazioni sottolinea l'adattabilità del processo ai diversi requisiti di scala e complessità in molteplici settori.
Svantaggi della timbratura
Il ciclo di produzione degli stampi è lungo e il costo è elevato. Perché utilizza metodi e mezzi di lavorazione tradizionali e materiali di stampo tradizionali.
Tuttavia, con l'avvento di tecnologie avanzate di lavorazione degli stampi e di materiali non tradizionali, questa lacuna può essere gradualmente superata.
Come ad esempio:
Realizzazione di stampi da materiali in lega a basso punto di fusione
Produzione di stampi con la prototipazione rapida
Stampo economico
In breve, l'industria degli stampi è l'industria di base di un Paese, il livello di progettazione e produzione degli stampi è diventato una misura del livello di produzione dei prodotti di un Paese.
I Paesi sviluppati attribuiscono grande importanza allo sviluppo delle muffe.
Il Giappone ritiene che "lo stampo sia la forza trainante per entrare in una società ricca";
Germania: "l'imperatore dell'industria della lavorazione dei metalli";
Romania: "lo stampo è Golden Touch"; lo stampo è considerato una pietra nel settore dell'arena internazionale.
Tuttavia, le muffe qui includono anche le muffe, stampi per forgiatura, stampi per pressofusione, stampi per gomma, stampi per alimenti, stampi per materiali da costruzione, ecc. ma attualmente gli stampi a freddo e gli stampi per plastica sono i più utilizzati, ciascuno dei quali rappresenta circa 40%.
1.2 Classificazione del processo di stampaggio
Classificati in base alle proprietà di deformazione
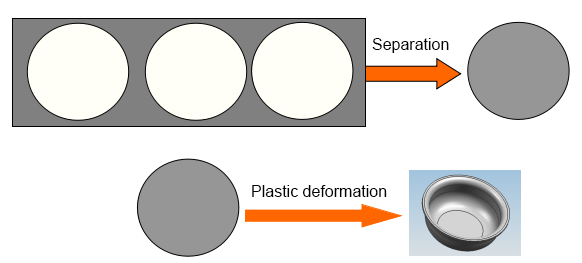
Processo di separazione
Processo di formatura
(1)Processo di separazione
Durante lo stampaggio, il materiale da lavorare viene deformato da una forza esterna.
Quando la sollecitazione di taglio del materiale nella zona di deformazione raggiunge la resistenza al taglio del materiale, il materiale viene tranciato e separato per formare una parte di una certa forma e dimensione.
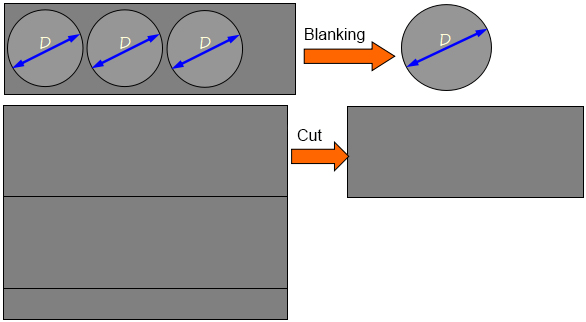
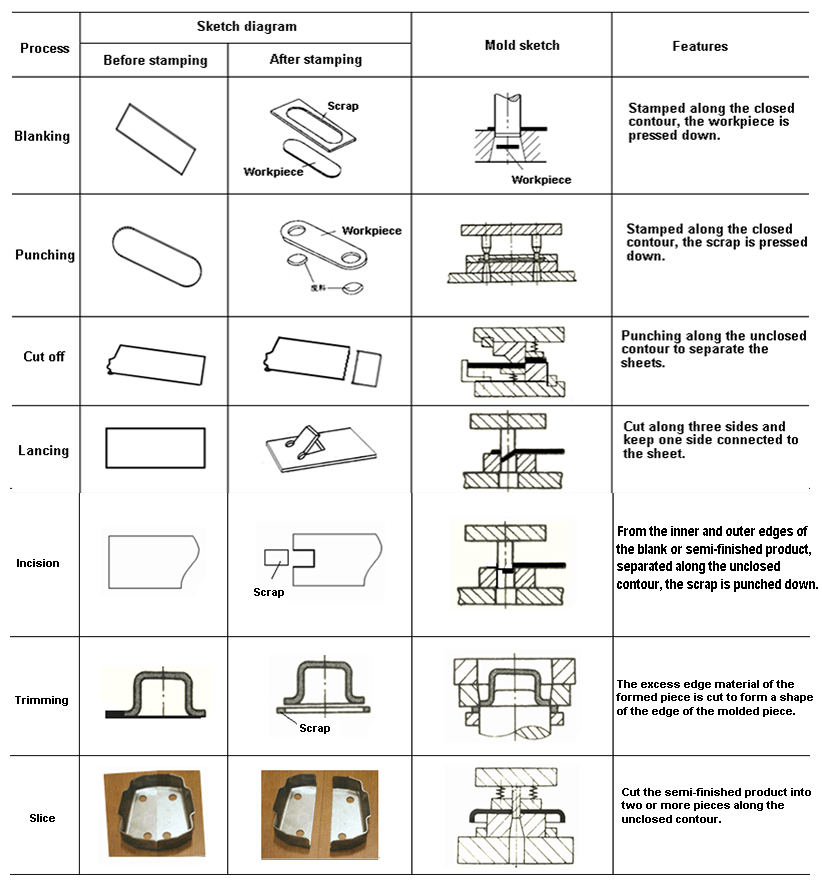
Il processo di separazione comprende principalmente il taglio, la punzonatura, tranciatura, intaglio, affettatura, ecc.
Il processo di separazione è indicato di seguito:
La separazione avviene ma non cambia la forma dello spazio.
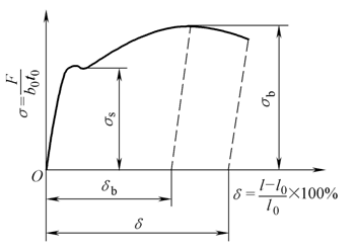
Durante lo stampaggio, il materiale sotto l'azione della forza esterna, la tensione equivalente del materiale nella zona di deformazione raggiunge il limite di snervamento σs del materiale, ma non raggiunge il limite di resistenza σb, in modo che il materiale si deformi solo plasticamente, ottenendo così pezzi di determinata forma e dimensione.
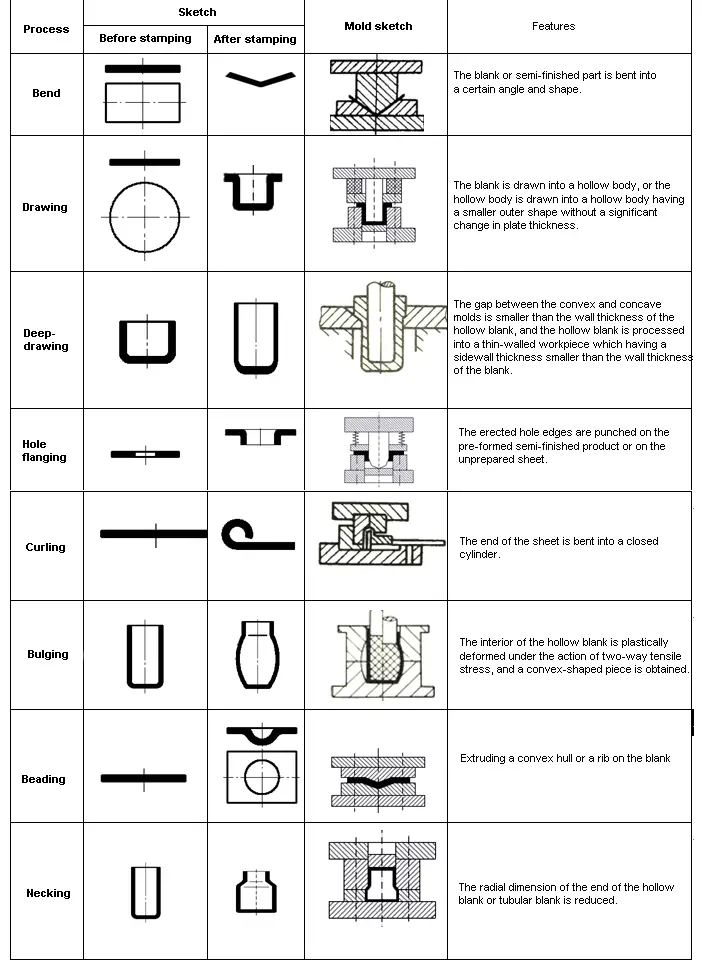
Il processo di formatura comprende principalmente la piegatura, l'imbutitura, la tornitura, il restringimento, il rigonfiamento, ecc.
Il processo di formatura è illustrato di seguito:
Modificando solo la forma del pezzo grezzo, non si verifica alcuna separazione.
Tabella 1-2 Processo di formatura
In base alla natura della zona di deformazione
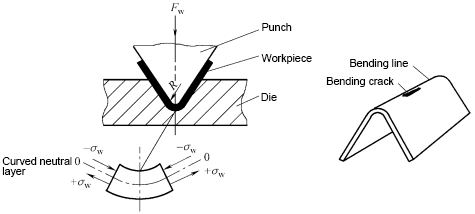
Formazione di tipo allungamento: La massima sollecitazione principale della zona di deformazione è la tensione di trazione e la modalità di rottura è la cricca di trazione, caratterizzata dall'assottigliamento dello spessore.
Formatura di tipo compressivo: La massima sollecitazione principale della zona di deformazione è una sollecitazione di compressione, che è caratterizzata da un ispessimento dello spessore e la forma di rottura è la rugosità.
Secondo il metodo della deformazione di base
Oscuramento
Piegatura
Disegno profondo
Formazione
In base alla combinazione di processi
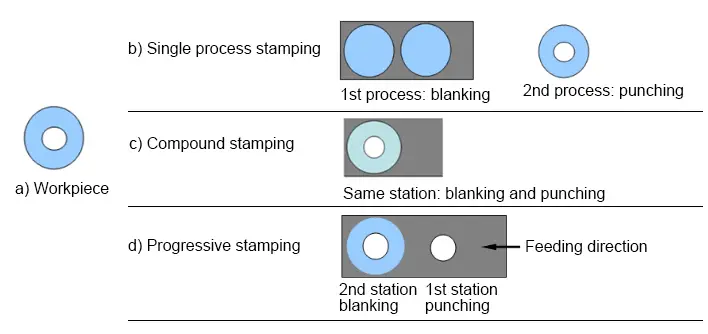
Stampaggio a processo singolo
Stampaggio composto
Stampaggio progressivo
1.3 Materiale per lo stampaggio
Requisiti di base per la timbratura su fogli
Soddisfare i requisiti di prestazione
Soddisfare i requisiti del processo di stampaggio
La soddisfazione dei requisiti di prestazione è la prima, e soddisfa il più possibile i requisiti del processo di stampaggio pur rispettando i requisiti di prestazione.
1.3.1 Requisiti di processo per i materiali di stampaggio
1.Stampaggio di prestazioni di formatura
Le prestazioni di formatura per lo stampaggio si riferiscono alla capacità del foglio di adattarsi al processo di stampaggio.
Due tipi di instabilità:
Instabilità da trazione - distacco o frattura locale sotto sforzo di trazione;
Instabilità da compressione - l'instabilità si raggrinzisce sotto sforzo di compressione.
Il primo è come il fenomeno del necking nella prova di trazione dell'acciaio a basso tenore di carbonio, mentre il secondo è il fenomeno di instabilità della barra di pressione.
Esiste quindi un limite di formatura, che si divide in un limite di formatura generale e in un limite di formatura locale. Più alto è il limite di formatura, migliori sono le prestazioni di formatura della pressa.
Come misurare le prestazioni di formatura della lamiera?
(1) La resistenza alle fessure si riferisce alla capacità di una lastra di resistere ai danni durante la deformazione.
(2) L'incollabilità si riferisce alla capacità della lastra di conformarsi alla forma dello stampo durante il processo di pressatura.
(3) La modellabilità si riferisce alla capacità di un pezzo di mantenere la sua forma nello stampo dopo lo stampaggio.
Le proprietà di stampaggio della lamiera possono essere misurate attraverso le proprietà meccaniche della lamiera. Le proprietà meccaniche possono essere ottenute mediante esperimenti.
Test diretto: Il processo di stampaggio vero e proprio viene simulato direttamente con un'apparecchiatura speciale.
Test indiretto: Le prestazioni generali del materiale si ottengono mediante stiramento, taglio, prove di durezza, prove metallografiche, ecc. utilizzando attrezzature generiche.
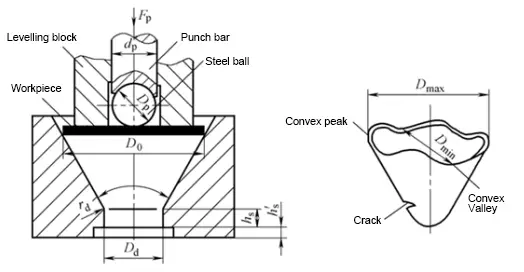
(1) Metodo di prova diretto
Come il test della tazza a cono (GB/T 15825.6-2008)
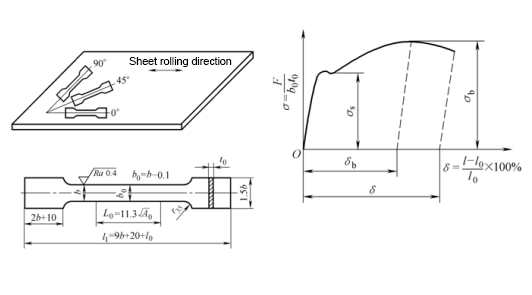
(2) Metodo di prova indiretto
Come la prova di trazione dell'acciaio a basso tenore di carbonio, ecc.
Indicatori meccanici che influenzano le proprietà di pressatura
γ = εb /εt è grande → Buona resistenza alla fessurazione
(6) Coefficiente di anisotropia specifica della deformazione plastica
Δγ =(γ0 +γ90 - 2γ45 )/2 è grande → Più diversa è l'anisotropia
Requisiti di composizione chimica: Il diverso contenuto di alcuni elementi nell'acciaio determina una diversa plasticità e fragilità del materiale.
Requisiti della struttura metallografica: Strutture metallografiche diverse possono determinare proprietà meccaniche diverse, come la resistenza e la plasticità.
Requisiti per la qualità della superficie: Richiede una superficie liscia, senza scaglie di ossido, crepe, graffi e altri difetti.
Requisiti per la tolleranza dello spessore del materiale: Un determinato spessore corrisponde a un determinato gap dello stampo e la tolleranza dello spessore del materiale deve essere conforme allo standard nazionale.
1.3.2 Materiali comuni per lo stampaggio e metodi di taglio
A.Materiali di stampaggio comuni
Lamiere metalliche: metallo ferroso; metallo non ferroso
Non metallico foglio: pannello di gomma, foglio di gomma, pannello di plastica, ecc.
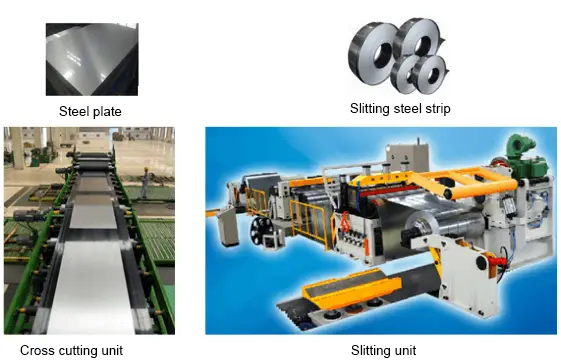
Specifiche della lamiera: nastro d'acciaio, lamiera d'acciaio, nastro d'acciaio tagliato, ecc.
Gamma di dimensioni delle lamiere e dei nastri di acciaio (GB/T708-2006)
1) Il valore nominale spessore della lamiera d'acciaio e nastri d'acciaio (compresi i nastri d'acciaio da taglio) è compreso tra 0,3 mm e 4,0 mm, e le lamiere e gli acciai con spessore nominale inferiore a 1 mm hanno qualsiasi dimensione in multipli di 0,05 mm; lo spessore nominale è superiore a 1 mm. Le lamiere e gli acciai sono disponibili in qualsiasi dimensione in multipli di 0,1 mm.
2) La larghezza nominale delle lamiere e dei nastri d'acciaio è compresa tra 600 mm e 2050 mm, e sono disponibili dimensioni in multipli di 10 mm.
3) La lunghezza nominale della piastra d'acciaio è compresa tra 1000 mm e 6000 mm, e qualsiasi dimensione in multipli di 50.
4) In base ai requisiti dell'acquirente, è possibile fornire piastre e nastri d'acciaio di altre dimensioni attraverso la negoziazione tra il fornitore e l'acquirente.
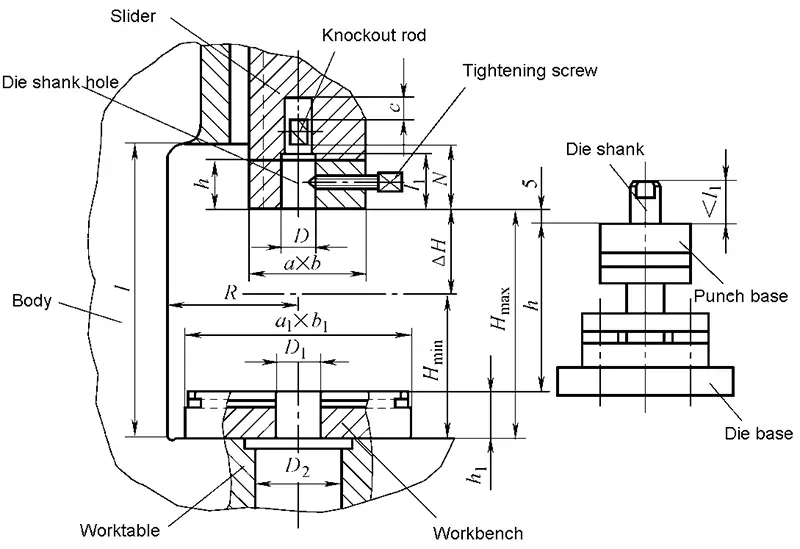
Altezza di chiusura dello stampo, dimensione del contorno
Lotto di produzione
Costo di produzione
Qualità del prodotto
Combinare le condizioni delle attrezzature esistenti dell'officina
Tipo di attrezzatura per lo stampaggio
In base alla diversa forza motrice del cursore, sono presenti presse meccaniche, presse idrauliche e presse pneumatiche;
In base alla struttura del letto, esistono presse aperte e chiuse;
In base al numero di cursori, esistono pressioni a singola azione (un cursore), a doppia azione (due cursori), ecc;
In base al numero di bielle, esistono presse a un punto (una biella), a due punti (due bielle), a quattro punti (quattro bielle), ecc.
……
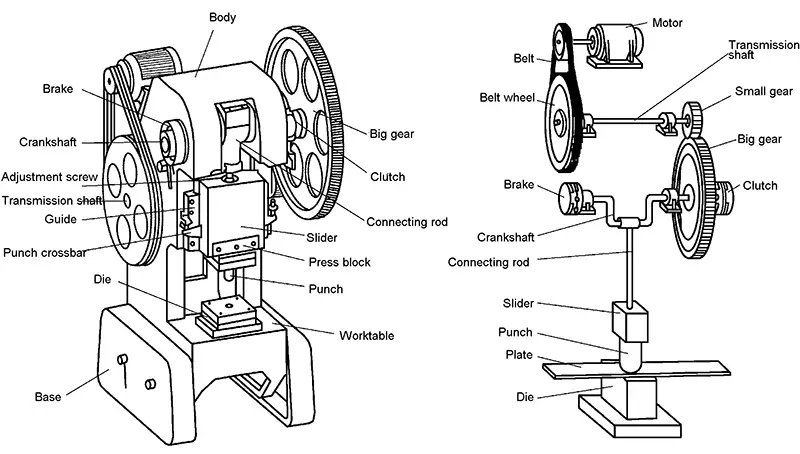
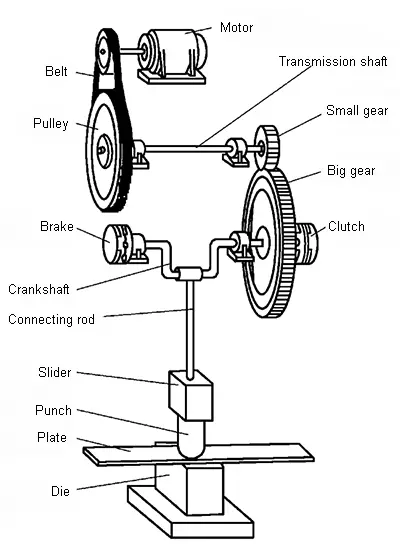
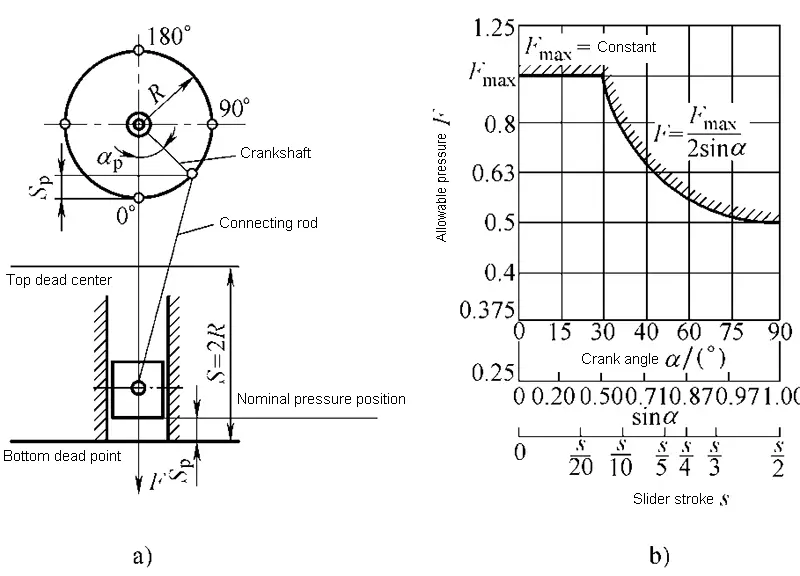
Principio di funzionamento e componenti principali della pressa a manovella
(1) Meccanismo di lavoro
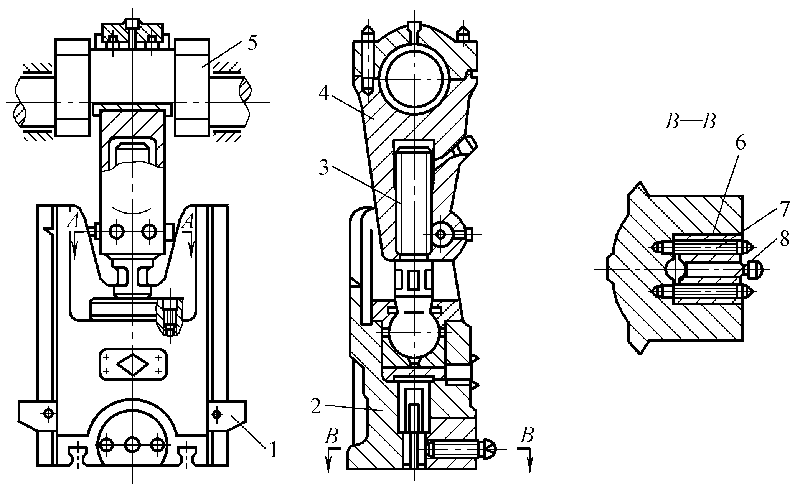
Manovella e meccanismo di collegamento: Il meccanismo di collegamento della manovella è composto da un albero a gomito, una biella e un cursore. La lunghezza della biella può essere regolata per adattarsi alle diverse dimensioni degli stampi.
Materiali diversi hanno una plasticità diversa a parità di condizioni di deformazione, e lo stesso materiale avrà una plasticità diversa a parità di condizioni di deformazione.
2.2 Meccanica di formatura della plastica
Stato di stress
Stato di deformazione
Criterio di snervamento (condizione plastica)
Relazione sforzo-deformazione durante la deformazione plastica
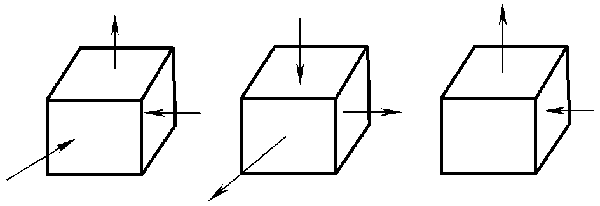
3 stati di deformazione principali:
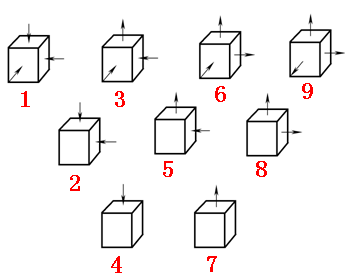
9 tipi di stati di sollecitazione principale:
2.3 Legge fondamentale della formatura plastica
Legge sull'inasprimento del lavoro
Legge sul recupero elastico dello scarico
Legge della minima resistenza
Legge di invarianza volumetrica della deformazione plastica
4 tipi di processo di stampaggio dei metalli
Ora analizziamo i seguenti quattro processi fondamentali di stampaggio dei metalli, ognuno dei quali svolge un ruolo cruciale nella produzione moderna:
Oscuramento
Piegatura
Disegno profondo
Formazione
La tranciatura è un'operazione di taglio di precisione in cui un pezzo di metallo piatto viene separato da una lamiera più grande. Questo processo utilizza una matrice e un punzone per creare una forma bidimensionale, che spesso serve come fase iniziale per le successive operazioni di formatura. Il pezzo risultante, chiamato grezzo, può essere il prodotto finale o essere sottoposto a ulteriori lavorazioni.
La piegatura comporta la deformazione plastica del metallo lungo un asse rettilineo, con la creazione di angoli, forme a U o a V. Questo processo impiega varie tecniche, come la piegatura ad aria, il bottoming e il coining, ognuna delle quali offre diversi livelli di precisione e di controllo della forza. La scelta del metodo di piegatura dipende da fattori quali le proprietà del materiale, l'angolo di piegatura desiderato e il volume di produzione.
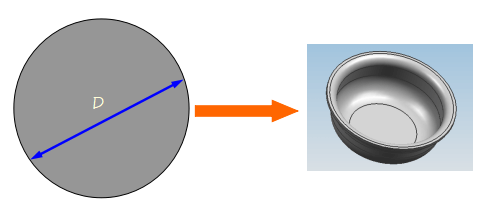
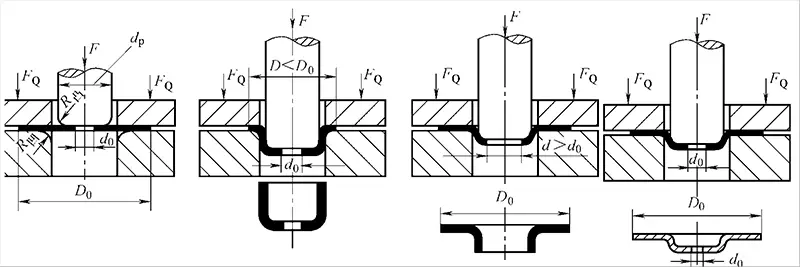
L'imbutitura profonda è un complesso processo di formatura che trasforma uno spezzone di metallo piatto in una forma cava e tridimensionale. Questa tecnica è ampiamente utilizzata nella produzione di articoli come pannelli di carrozzeria per automobili, lattine per bevande e lavelli da cucina. Il processo prevede l'imbutitura del materiale in una cavità dello stampo mediante un punzone, che spesso richiede più fasi per ottenere forme complesse. Un'attenta considerazione del flusso del materiale, della lubrificazione e della progettazione dello stampo è fondamentale per evitare difetti come grinze o strappi.
La formatura comprende una serie di operazioni che modellano il metallo senza alterarne significativamente lo spessore. Sono compresi processi come la goffratura, la coniatura e lo stiramento. Le operazioni di formatura possono creare geometrie complesse, aggiungere rigidità strutturale o conferire caratteristiche decorative al pezzo. Tecniche avanzate come l'idroformatura e la formatura a tampone in gomma consentono di creare forme complesse con una migliore distribuzione del materiale e finitura superficiale.
Cliccate sul link sottostante per conoscere tutti i dettagli:
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come vengono realizzate le parti metalliche della vostra auto o dei vostri elettrodomestici? La chiave è lo stampaggio dei metalli, un processo che prevede la sagomatura di lamiere con stampi. Questo metodo offre un'elevata...
Le rughe nello stampaggio dei metalli possono compromettere la qualità dei pezzi stampati, ma possono essere controllate attraverso pratiche specifiche. Questo articolo analizza fattori come la profondità di stiramento, la forza del supporto del pezzo grezzo e...
Vi siete mai chiesti come vengono realizzate le macchine che danno forma al nostro mondo? Questo blog vi accompagna in un viaggio attraverso i principali produttori di macchine punzonatrici. Imparerete a conoscere...
Vi siete mai chiesti come si producono le automobili in modo così rapido e sicuro? Questo articolo svela la magia delle linee di produzione automatizzate per lo stampaggio, dove i robot sostituiscono il lavoro manuale, aumentando l'efficienza...
Quali materiali rendono gli stampi di tranciatura robusti e precisi? Gli stampi di tranciatura richiedono un'elevata durata e precisione e materiali come l'acciaio, il metallo duro e varie leghe svolgono un ruolo fondamentale. Questo articolo esplora...
Siete incuriositi dalle meraviglie dello stampaggio dei metalli? In questo post del blog ci immergiamo nell'affascinante mondo della flangiatura dei fori, dell'incassatura e del rigonfiamento. Il nostro esperto ingegnere meccanico vi guiderà...
State lottando per scegliere la pressa di stampaggio giusta per le vostre esigenze di produzione? La scelta della pressa di stampaggio corretta è fondamentale per ottimizzare l'efficienza produttiva e garantire una produzione di alta qualità. Questa guida...
Vi siete mai chiesti perché alcuni pezzi di metallo si strappano durante l'imbutitura? È un problema comune che può rovinare la produzione. Questo articolo esplora le cause delle lacerazioni nelle trafile...
Vi siete mai chiesti come sia possibile trasformare una lastra di metallo piatta in un pezzo complesso e cavo? L'imbutitura, un affascinante processo di formatura, lo rende possibile. In questo articolo,...