Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto ingegnere meccanico vi guiderà attraverso i concetti chiave, le sfide e le tecniche coinvolte nella creazione di componenti piegati di precisione. Preparatevi a scoprire il mondo nascosto dietro le parti metalliche curve che ci circondano ogni giorno!
La piegatura è un processo fondamentale di formatura dei metalli che prevede la deformazione controllata di un pezzo per creare la forma angolare desiderata. Questa operazione viene tipicamente eseguita utilizzando utensili specializzati su una pressa piegatrice o una macchina simile. Il processo applica una sollecitazione localizzata al materiale, inducendolo a deformarsi plasticamente lungo un asse lineare mantenendo il suo profilo trasversale.
Gli aspetti chiave della piegatura includono:
Utensili: Per ottenere angoli e raggi di curvatura specifici si utilizzano punzoni e stampi di precisione.
Proprietà del materiale: Lo spessore del pezzo, la resistenza allo snervamento e l'orientamento dei grani influenzano in modo significativo il processo di piegatura e la qualità del prodotto finale.
Compensazione del ritorno elastico: Il recupero elastico del materiale dopo la piegatura viene tenuto in considerazione nella progettazione degli utensili e nei parametri di processo.
Tolleranza di curvatura: La quantità di materiale necessaria nel modello piatto per ottenere la geometria di piegatura desiderata viene calcolata attentamente.
Controllo della forza: L'applicazione corretta della forza di piegatura è fondamentale per evitare difetti come cricche o sovracurvature.
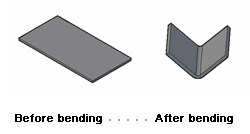
Esempio di curva
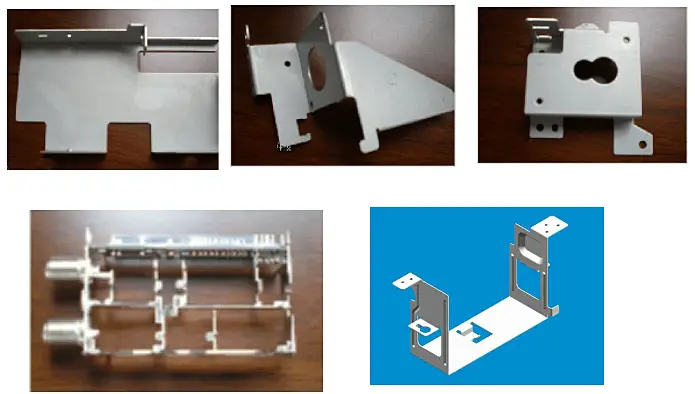
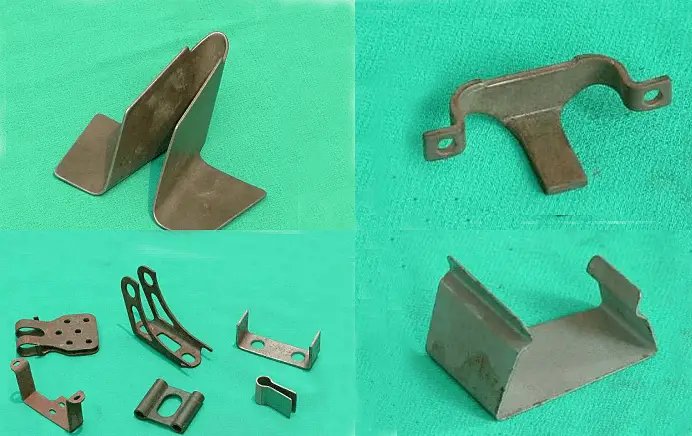
Parti piegate nella vita
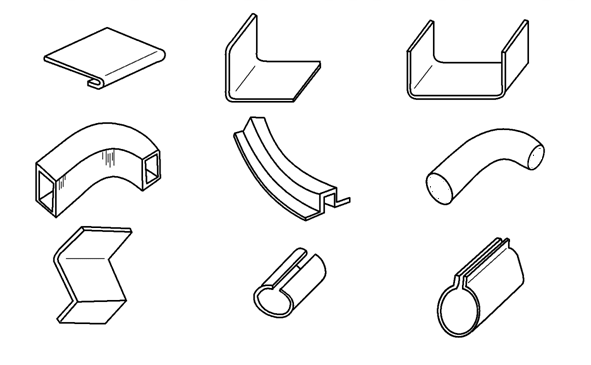
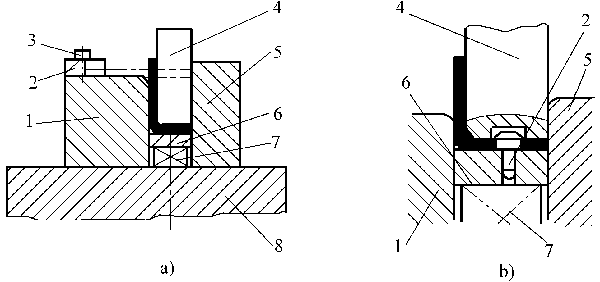
Formare parti curve con uno stampo-1
Formare parti piegate con uno stampo-2
Lo stampo utilizzato per la piegatura è chiamato stampo di piegatura.
Analisi del processo di deformazione per flessione
1.2 Caratteristiche della deformazione a flessione
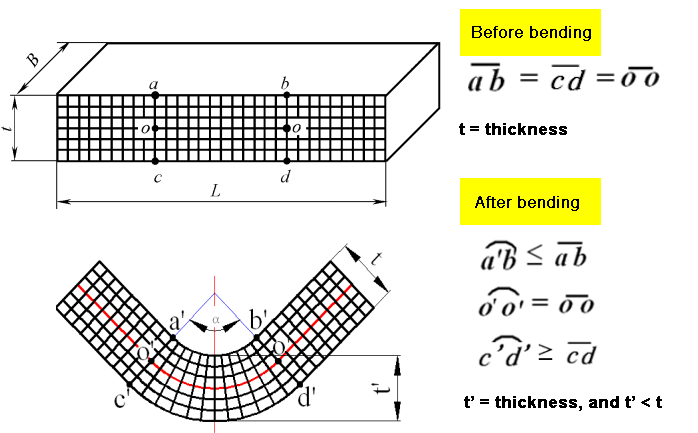
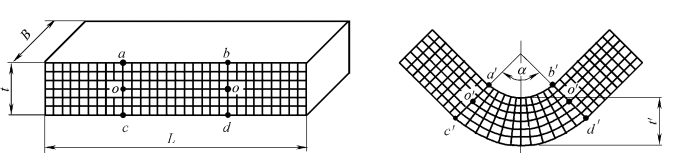
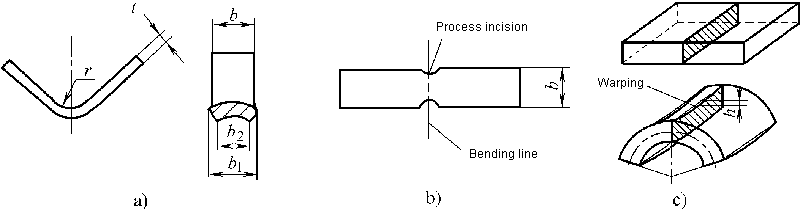
Modifica della sezione trasversale del pezzo grezzo curvo
Caratteristiche di deformazione della zona di deformazione per flessione:
Il pezzo da lavorare è diviso in due parti, bordi dritti e angoli arrotondati. La deformazione si verifica principalmente sugli angoli arrotondati. Gli angoli arrotondati sono la principale area di deformazione da flessione.
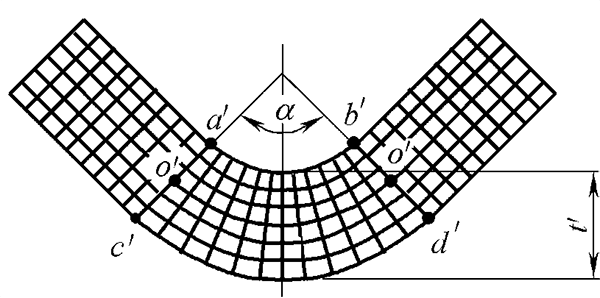
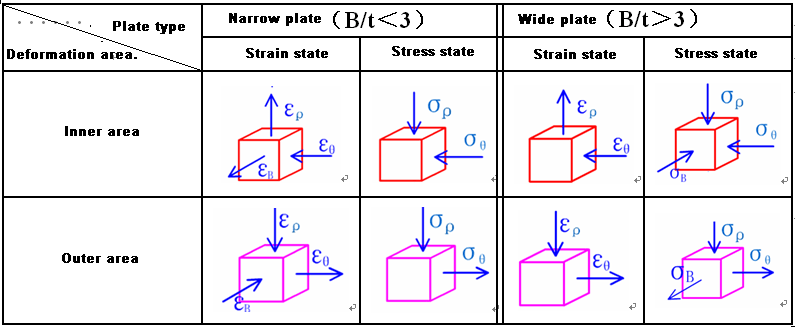
La zona di deformazione non è uniformemente deformata: la zona esterna è allungata in direzione tangenziale; la zona interna è compressa in direzione tangenziale e compare uno strato neutro alla deformazione, uno strato metallico la cui lunghezza non cambia prima e dopo la deformazione.
Lo spessore della zona di deformazione si assottiglia, η= t '/ t≤1, e il grado di assottigliamento è correlato alla dimensione di r.
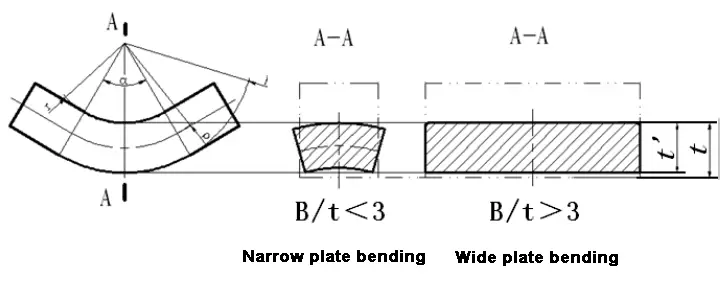
Cambiamenti nella sezione trasversale: la piastra larga rimane invariata, l'area interna della piastra stretta diventa più ampia e l'area esterna più stretta.
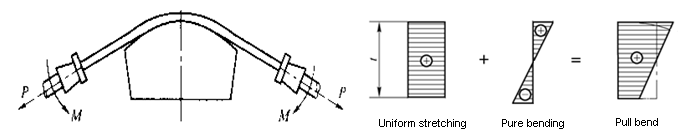
1.3 Stato di sollecitazione e deformazione nella zona di deformazione a flessione
Analisi e controllo della qualità dei pezzi piegati
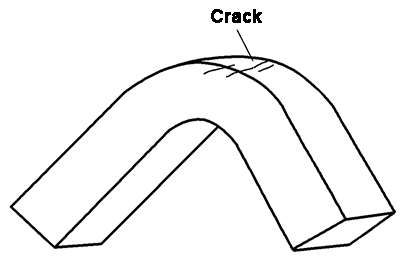
2.1 Fessura di flessione
La cricca da flessione è un fenomeno in cui si verificano cricche nello strato esterno del materiale nella zona di deformazione da flessione.
Il motivo principale per cui si verificano le cricche da flessione è che il grado di deformazione da flessione supera il limite di formazione del materiale da piegare.
È possibile evitare le fessurazioni da flessione.
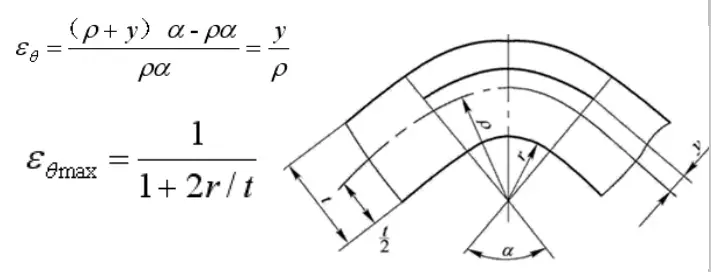
Deformazione a flessione
r / t: rappresenta il grado di deformazione a flessione.
Quanto più piccolo è r/t, tanto maggiore è il grado di deformazione flessionale; esiste un minimo relativo raggio di curvatura rmin /t.
Raggio di curvatura relativo minimo e fattori che lo influenzano
Il raggio di curvatura minimo relativo si riferisce al rapporto tra il raggio di curvatura della fibra più esterna e lo spessore della lastra quando questa è piegata e quasi fessurata.
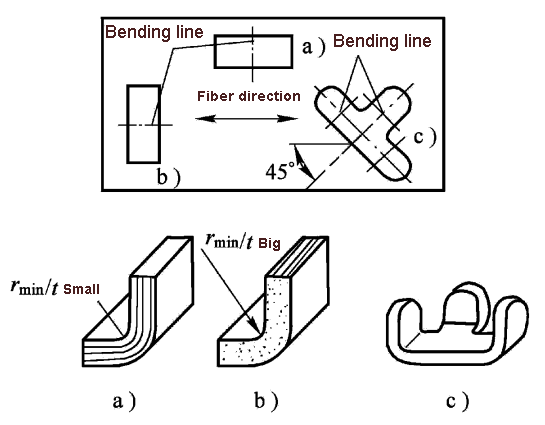
Fattori che influenzano il raggio di curvatura minimo relativo:
1) Proprietà meccaniche del materiale: buona plasticità, piccolo rmin/t.
2) La direzione della fibra della lastra: la linea di piegatura è perpendicolare alla direzione della fibra, rmin/t è piccolo
3) Qualità superficiale e laterale della lastra: la qualità superficiale e laterale è buona, rmin/t è piccolo
4) Lo spessore del foglio è sottile: rmin/t è piccolo
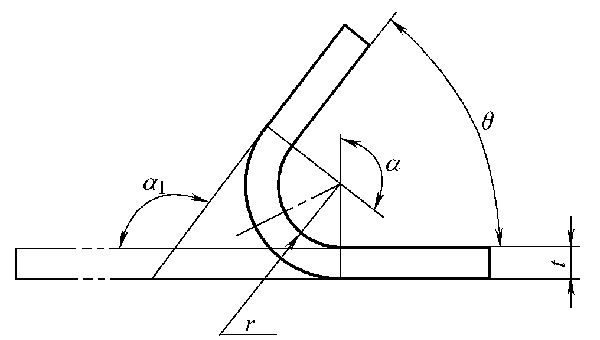
Definizione di vari parametri del processo di piegatura:
(1) Il raggio di raccordo r dell'area di deformazione di flessione è chiamato raggio di flessione.
(2) Il rapporto r/t tra il raggio di curvatura e lo spessore della lastra è chiamato raggio di curvatura relativo.
(3) Il raggio di curvatura quando la fibra più esterna della lastra è prossima allo strappo durante la piegatura è chiamato raggio di curvatura minimo rmin.
(4) Il rapporto tra il raggio di curvatura minimo e lo spessore della lastra è chiamato raggio di curvatura relativo minimo rmin/t.
(5) L'angolo di curvatura del pezzo, cioè l'angolo complementare α1 dell'angolo retto del pezzo dopo la curvatura, è chiamato angolo di curvatura angolo di curvatura.
(6) L'angolo diagonale α dell'angolo retto tra le parti piegate è chiamato angolo centrale di piegatura.
(7) L'angolo θ del lato rettilineo del prodotto dopo la piegatura è chiamato angolo della parte piegata.
Misure per il controllo della flessione
(1) Selezionare un materiale con una buona plasticità per la piegatura ed eseguire una ricottura trattamento sul materiale temprato a freddo prima della piegatura.
(2) Curvatura con r/t maggiore di rminViene utilizzata la funzione /t.
(3) Durante la disposizione, la linea di piegatura deve essere perpendicolare alla direzione della struttura della fibra del foglio.
(4) Orientare il lato della bava verso il lato del punzone di piegatura o rimuovere la bava prima della piegatura. Evitare graffi, crepe e altri difetti all'esterno del pezzo grezzo curvo.
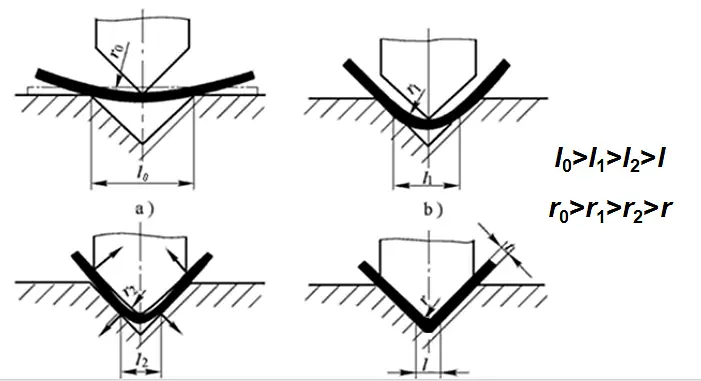
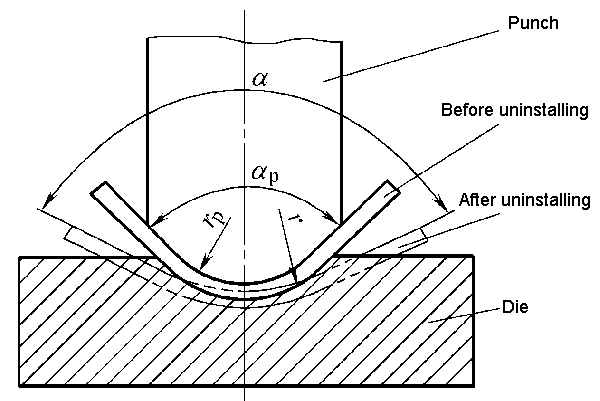
2.2 Rimbalzo
Il rimbalzo di curvatura si riferisce al fenomeno per cui la forma e le dimensioni del pezzo piegato diventano incoerenti con lo stampo quando viene estratto dallo stampo, fenomeno che viene definito rimbalzo o ritorno a molla.
Il motivo del rimbalzo è che la deformazione totale durante la flessione plastica è composta da due parti: la deformazione plastica e la deformazione elastica. Quando il carico esterno viene rimosso, la deformazione plastica rimane e la deformazione elastica scompare completamente.
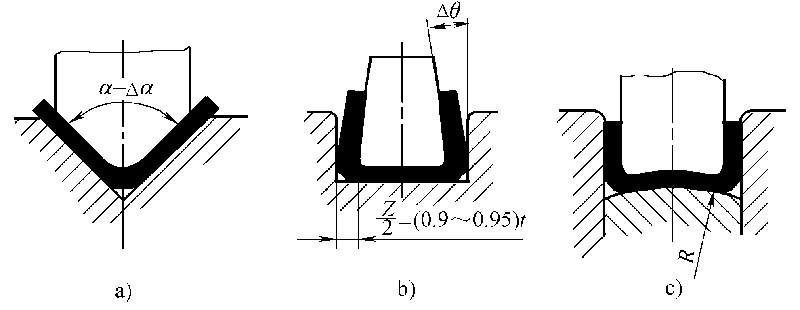
Forma di rimbalzo
(1) Il raggio di curvatura passa da rp durante il carico a r durante lo scarico.
(2) Variazione dell'angolo del pezzo piegato, entità della variazione:
Δα=α-αP
Quando Δα> 0, si chiama rimbalzo positivo
Quando Δα<0, si parla di rimbalzo negativo.
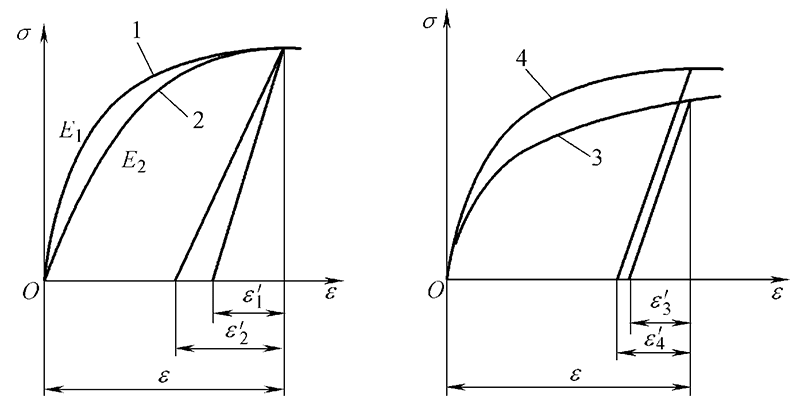
Fattori che influenzano il rimbalzo
1) Proprietà meccaniche del materiale: Maggiore è il limite di snervamento e maggiore è l'indice di indurimento, maggiore è il ritorno elastico; maggiore è il modulo elastico, minore è il ritorno elastico.
2) Maggiore è il raggio di curvatura relativo, maggiore è il rimbalzo.
3) Più grande è l'angolo centrale di flessione, più lunga è la lunghezza della zona di deformazione e più grande è l'angolo di flessione. ritorno a molla valore di accumulo, quindi il ritorno elastico aumenterà.
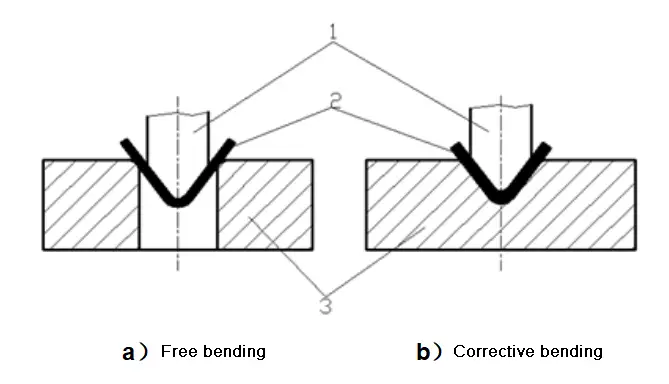
4) Metodo di piegatura: Il ritorno elastico della piegatura correttiva è notevolmente ridotto rispetto alla piegatura libera.
5) Forma del pezzo: Più complicata è la forma, maggiore è l'angolo di piegatura, minore è il ritorno elastico.
(1) Migliorare il design delle parti piegate e selezionare i materiali appropriati.
1) Evitare di scegliere r/t troppo grandi.
2) Cercare di utilizzare una lastra con un piccolo limite di snervamento, un piccolo indice di indurimento e un grande modulo elastico per la flessione.
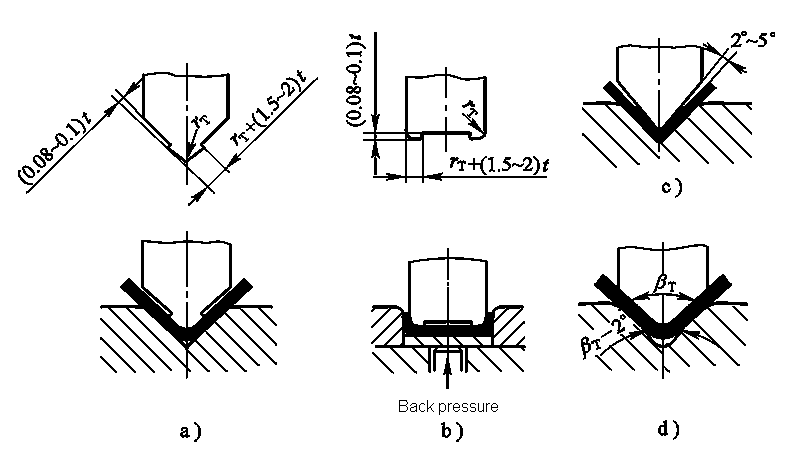
(2) Adottare un corretto processo di piegatura per modificare lo stato di tensione-deformazione della zona di deformazione.
1) Utilizzare la piegatura correttiva anziché quella libera.
2) Utilizzo del processo di piegatura
3) Il materiale per la tempra a freddo deve essere prima ricotto per ridurre il punto di snervamento σs. Per i materiali con grandi rimbalzi, se necessario, si può ricorrere alla piegatura a caldo.
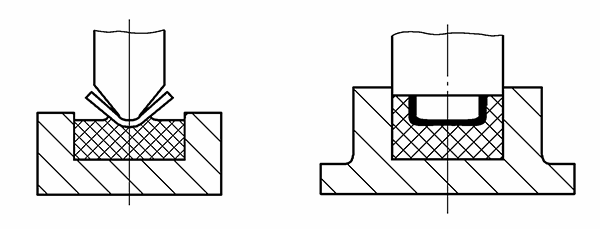
(3) Progettazione ragionevole dello stampo di piegatura
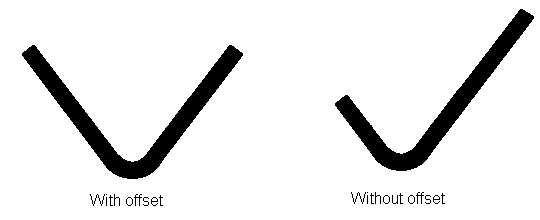
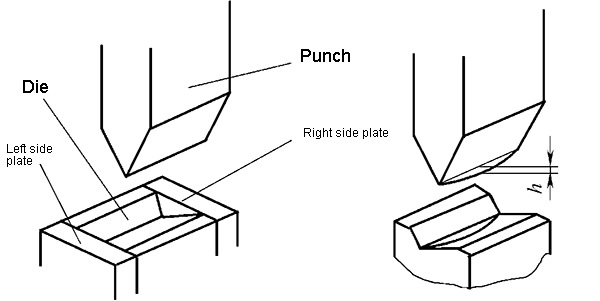
L'offset si riferisce al fenomeno dello spostamento della lamiera grezza nello stampo durante il processo di piegatura.
A causa dell'offset, la lunghezza dei due lati rettilinei del pezzo piegato non soddisfa i requisiti del disegno, per cui l'offset deve essere eliminato.
Motivi della compensazione
(1) La forma del pezzo grezzo della parte piegata è asimmetrica a destra e a sinistra.
(2) Il posizionamento del fustellato è instabile e l'effetto della pressatura non è ottimale.
(3) La struttura dello stampo è asimmetrica a destra e a sinistra.
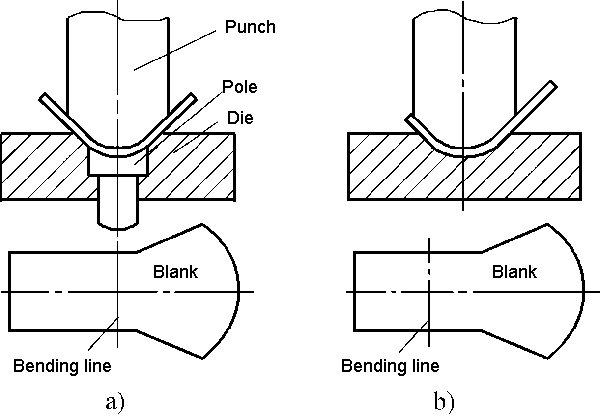
Misure per il controllo dell'offset
1) Scegliere un metodo di posizionamento e pressatura affidabile e utilizzare una struttura di stampo adeguata
2) Per piccoli pezzi di piegatura asimmetrica, si dovrebbe adottare il processo di piegatura accoppiata e poi di taglio.
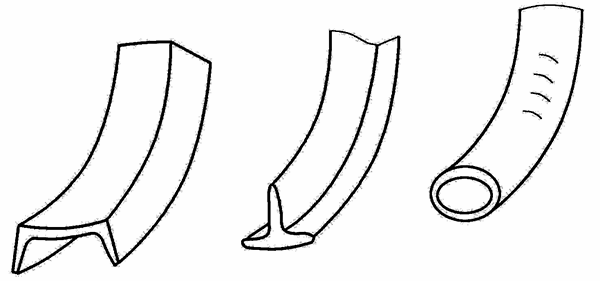
2.4 Distorsione e deformazione delle sezioni trasversali delle lamiere
2.5 La zona di deformazione diventa più sottile e la lunghezza del pezzo piegato aumenta
Ciò rende difficile determinare con precisione le dimensioni del grezzo.
La fase di progettazione dello stampo di piegatura consiste nel progettare prima lo stampo di piegatura, e poi il matrice di tranciatura.
Calcolo del processo di piegatura
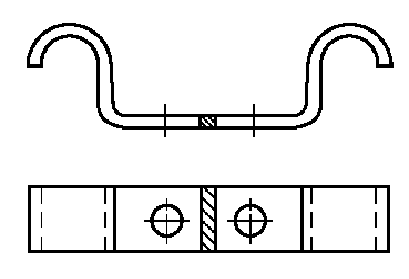
3.1 Calcolo della dimensione dello spezzone del pezzo piegato
Posizione dello strato neutro di deformazione
Lo strato neutro alla deformazione si riferisce a uno strato metallico di lunghezza costante prima e dopo la deformazione di flessione o a uno strato metallico con deformazione tangenziale nulla in una regione di deformazione di flessione.
Volume uguale prima e dopo la piegatura: Lbt=π(R2-r2)bα/2π
Semplificando: ρ=(r+ηt/2)η
Abbreviato in: ρ=r+χt
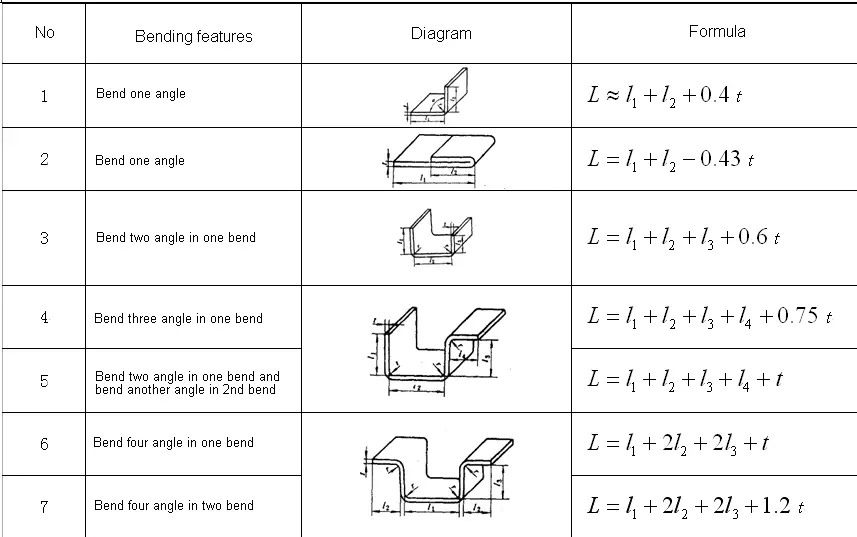
2. Calcolo della lunghezza dello spezzone del pezzo in flessione
(1) Pezzi piegati con raggio di raccordo r> 0,5t
1) Partendo da un'estremità del pezzo da piegare, dividerlo in diversi segmenti rettilinei e circolari.
2) Trovare il coefficiente di spostamento dello strato neutro χ secondo la Tabella 4-3.
3) Determinare il raggio di curvatura ρ dello strato neutro di ogni segmento di arco secondo la formula (4-3)
4) In base al raggio di curvatura ρ1, ρ2 di ogni strato neutro e ai corrispondenti angoli centrali di curvatura α1, α2 ..., calcolare la lunghezza di ogni segmento d'arco ll, l2 ... li=πρiαi/180°
5) Calcolare la lunghezza di espansione totale L = a + b + c + ... + l1 + l2 + l3 + …
(2) Curve con raggio di raccordo r <0,5t- formula empirica
Esempio di calcolo della lunghezza di svolgimento di un pezzo curvo
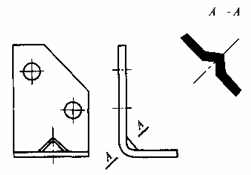
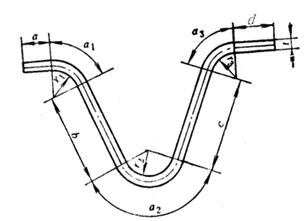
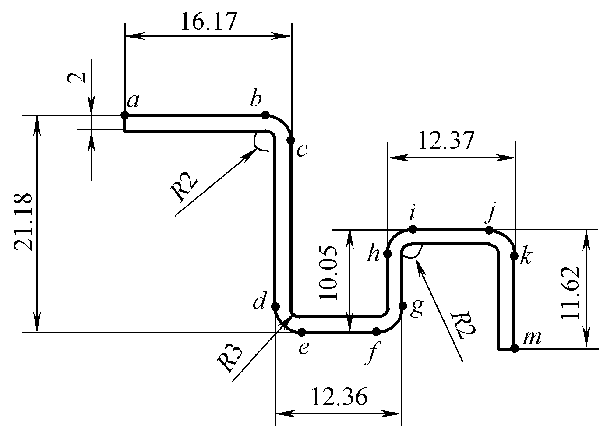
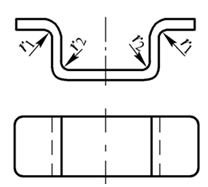
Esempio 4-1 Piegate il pezzo illustrato nella Figura 4-30 e cercate di calcolare la sua lunghezza da aperto.
Soluzione: (1) Il pezzo viene suddiviso in segmenti di retta lab, lcd, lef, lgh, ljj, lkm e i segmenti di arco lbc, lde, lfg, lCiao, ljk dal punto a.
(2) Calcolare la lunghezza estesa del segmento d'arco.
Per gli archi lbc, lCiao, ljk: R = 2mm, t = 2mm, allora r/t = 2/2 = 1, e se χ= 0,3 è trovato nella Tabella 4-3, allora:
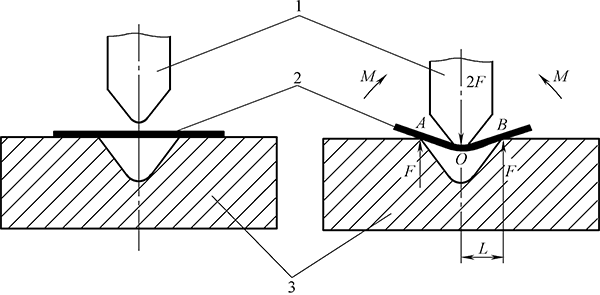
Determinazione della pressione nominale della pressa
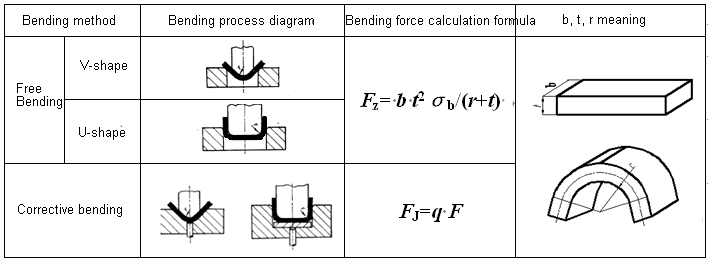
Per la piegatura libera con pressatura, la scelta del tonnellaggio della pressa deve tenere conto della forza di piegatura e della forza di pressatura, vale a dire:
Fstampa≥1,2(Fz+FY)
Per la correzione della flessione, quando si seleziona il tonnellaggio della pressa si può considerare solo la correzione della forza di flessione, ossia:
Fstampa≥1.2FJ
Esempio di selezione della stampa
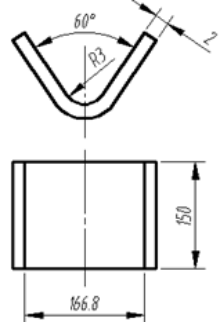
Esempio 4-2 Piegare il pezzo a forma di V mostrato nella Figura 4-32. Il materiale noto è acciaio 20 e la resistenza alla trazione è di 400 MPa. Provate a calcolare la flessione libera e a correggere la forza di flessione. Quando si utilizza il dispositivo di pressatura, provare a selezionare il tonnellaggio della pressa.
Soluzione: Dalla formula della Tabella 4-6:
Quando si piega liberamente: FZ = b * t2σb / (r + t) = 150 × 2 × 2 × 400 / (3 + 2) = 48000 (N)
FY = CYFZ = 0.4 × 48000 = 19200 (N)
La potenza totale del processo è quindi: FZ + FY = 48000 + 19200 = 67,2 (KN) quindi il tonnellaggio dell'attrezzatura: Fstampa ≥ 1.2 (FZ + FY) = 1,2 × 67,2 = 80,64 (KN).
Quando la flessione è corretta, q può essere considerato pari a 50MPa dalla Tabella 4-7, e può essere ottenuto dalla formula della Tabella 4-6:
FJ = q * A = 50 × 166,8 × 150 = 1251 (KN)
Poi il tonnellaggio dell'attrezzatura: Fstampa ≥ 1.2 * FJ = 1,2 × 1251 = 1501,2 (KN).
Progettazione del processo di piegatura
4.1 Analisi del processo di piegatura
La producibilità della parte di piegatura si riferisce al fatto che la forma, le dimensioni, la precisione, i materiali e i requisiti tecnici della parte di piegatura soddisfano i requisiti tecnologici del processo di piegatura, cioè l'adattabilità della parte di piegatura al processo di piegatura, un requisito dal punto di vista della progettazione del prodotto.
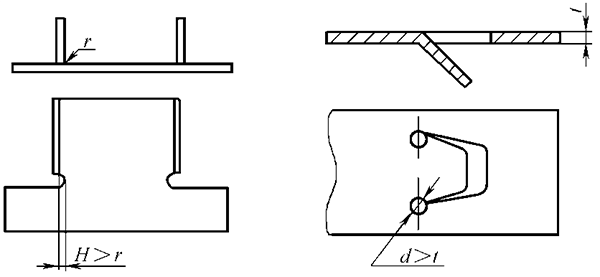
Requisiti di forma per i pezzi curvi
(1) Per evitare spostamenti durante la piegatura, è necessario che la forma e le dimensioni del pezzo da piegare siano il più possibile simmetriche.
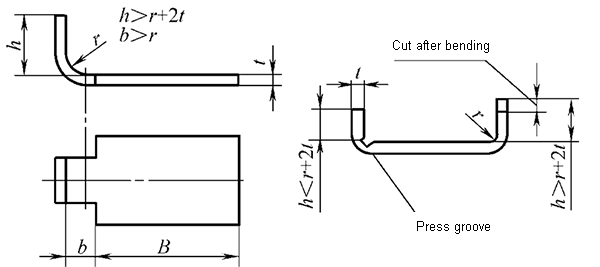
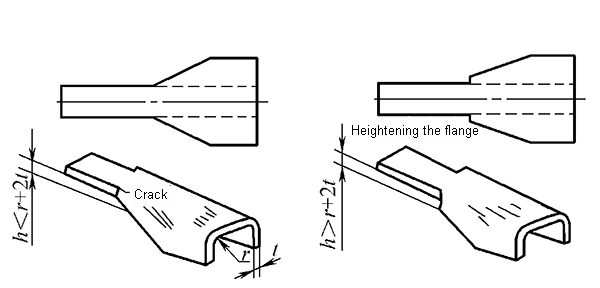
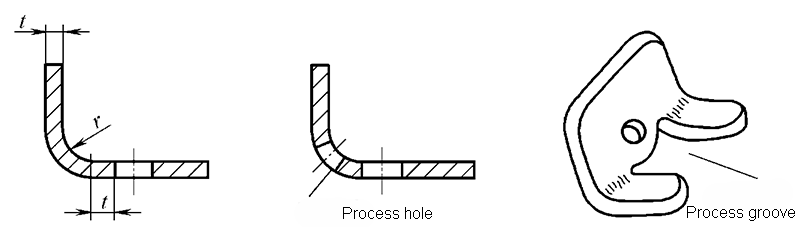
(2) Quando si piega localmente una sezione di bordo, per evitare lo strappo della radice della piegatura, è necessario tagliare una scanalatura tra la parte piegata e la parte non piegata o praticare un foro di processo prima della piegatura.
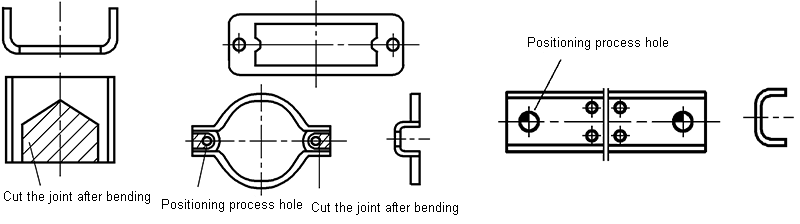
(3) Aggiungere le cinghie di collegamento e i fori di posizionamento.
2.Requisiti dimensionali delle parti piegate
(1) Il raggio di curvatura non deve essere inferiore al raggio di curvatura minimo.
(2) L'altezza del lato retto della parte curva deve incontrare: h> r + 2t
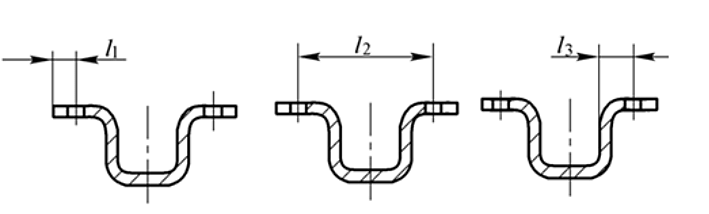
(3) La distanza tra il bordo del foro della parte piegata deve soddisfare i seguenti requisiti:
Requisiti di precisione per la piegatura dei pezzi
La tolleranza dimensionale delle parti piegate deve essere conforme a GB / T13914-2002,
La tolleranza angolare è conforme a GB / T13915-2002,
La tolleranza di posizione non marcata è conforme a GB / T13916-2002,
La deviazione limite delle dimensioni senza tolleranze è conforme a GB / T15055-2007.
Requisiti dei materiali per i pezzi curvi
Il materiale della parte in flessione deve avere una buona plasticità, un piccolo rapporto di snervamento e un grande modulo elastico.
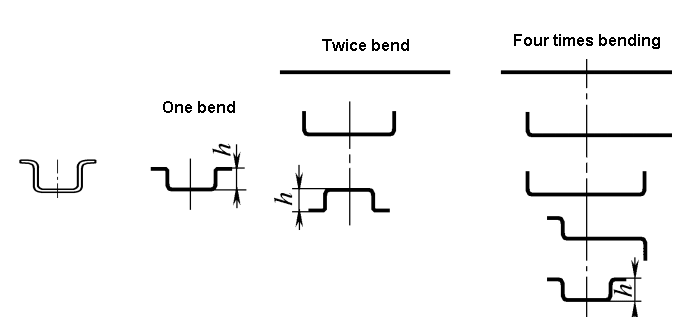
4.2 Disposizione del processo di piegatura delle parti
1) Pezzi curvi semplici: piegatura unica. Piegatura di parti con forme complesse: Due o più forme di flessione.
2) Piegatura di pezzi con lotti grandi e dimensioni ridotte: Utilizzare il più possibile stampi progressivi o composti.
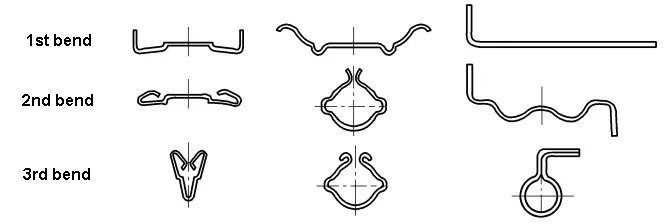
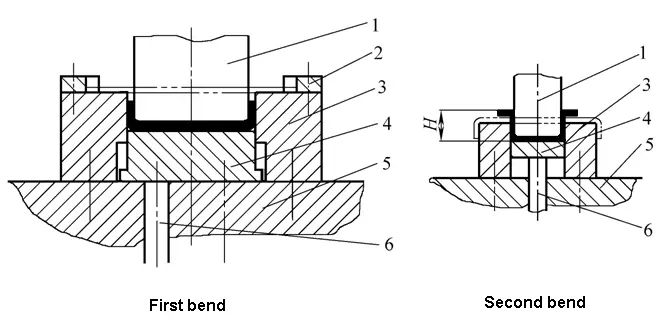
3) Quando sono necessarie più piegature: piegare prima le due estremità e poi la parte centrale. La piegatura precedente deve tenere conto del posizionamento affidabile di quella successiva.
4) Quando la forma del pezzo da piegare non è simmetrica: piegare il più possibile e poi tagliare.
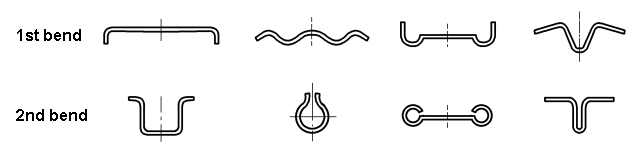
Disposizione di processo di parti tipiche di piegatura
Una curva
Piegare due volte
Tripla curva
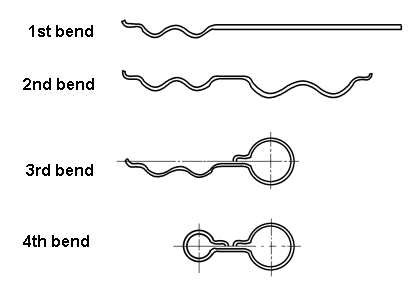
Quattro curve
Disposizione flessibile delle parti di piegatura
Forma del pezzo da lavorare
Requisiti di precisione
Dimensione del lotto
Progettazione dello stampo di piegatura
5.1 Tipo e struttura dello stampo di piegatura
In base al grado di combinazione del processo, lo stampo di piegatura può essere suddiviso in:
Stampo di piegatura a processo singolo
Stampo di piegatura composto
Stampo di piegatura progressiva
In base alla forma del pezzo, lo stampo di piegatura può essere suddiviso in:
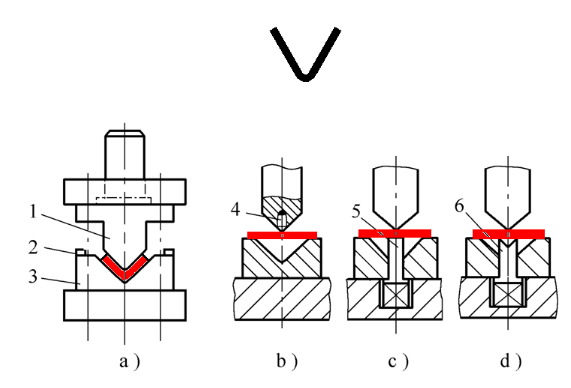
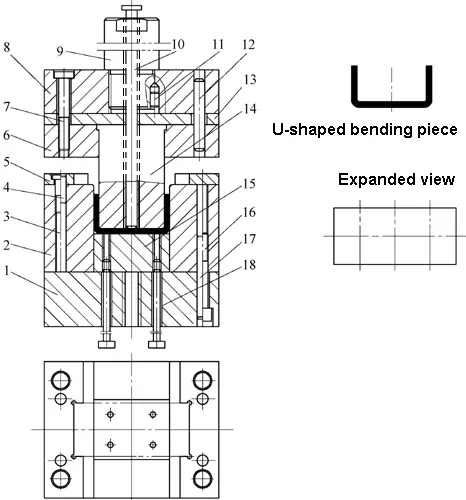
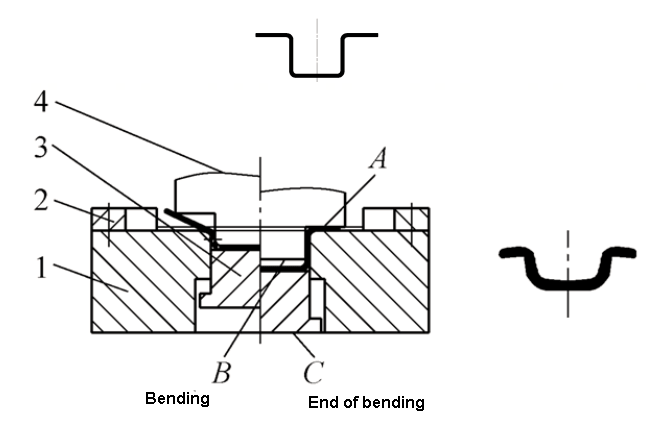
Stampo di piegatura a quadrilatero in una sola volta
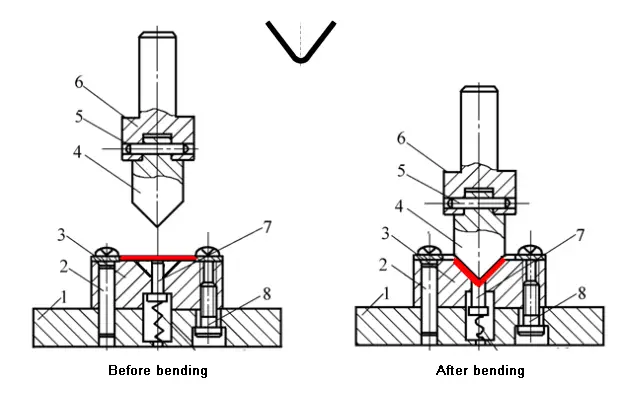
Stampo di piegatura per la formatura doppia di quadrilateri
Stampo di piegatura composto per quadrilatero
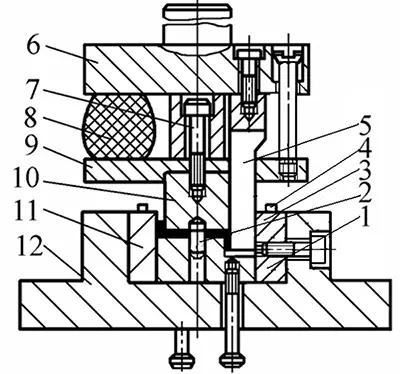
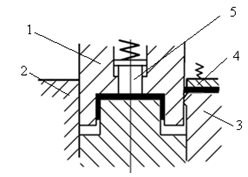
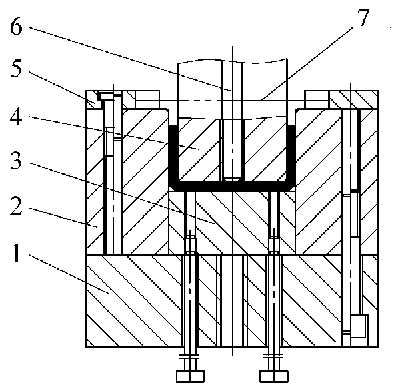
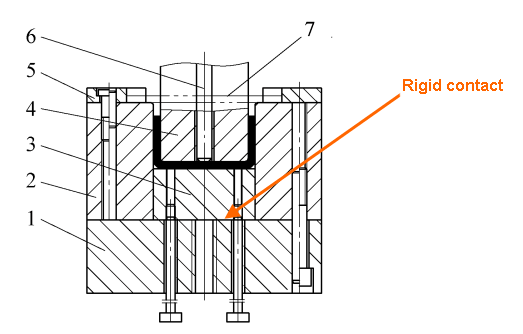
1-Matrice concava e concava
2-Femmina morire
3-Punzone in movimento
Espulsore 4
5-Base stampo inferiore
Scheda di posizionamento a 6 posizioni
7-Blocco di spinta
Asta di spinta 8
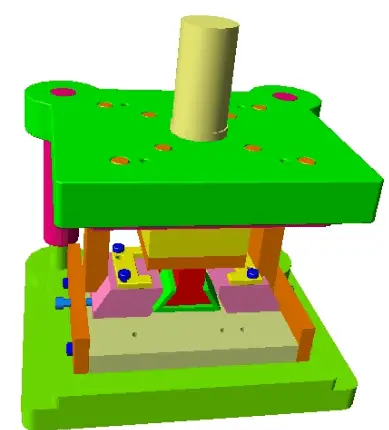
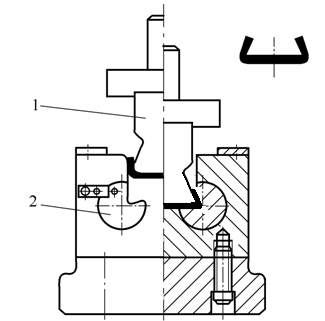
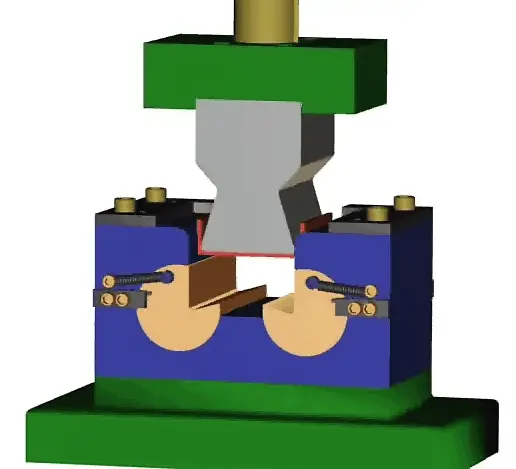
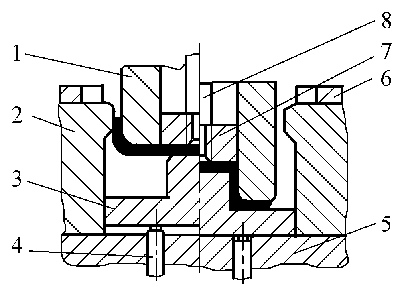
Stampo di piegatura composto per quadrilatero
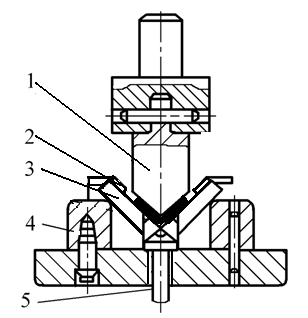
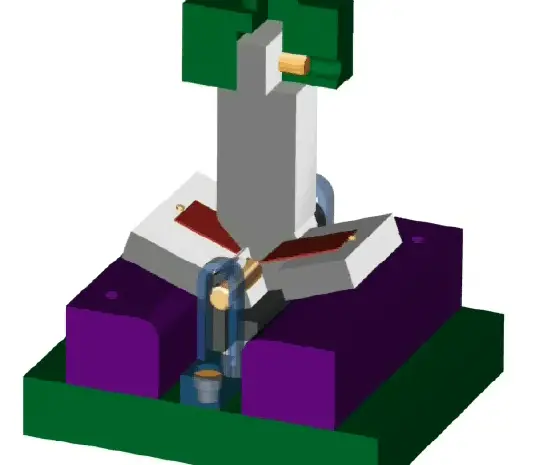
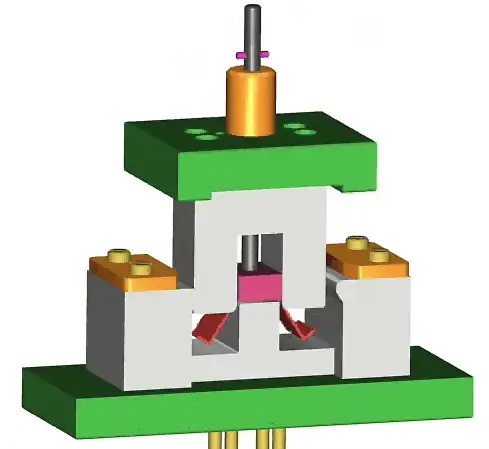
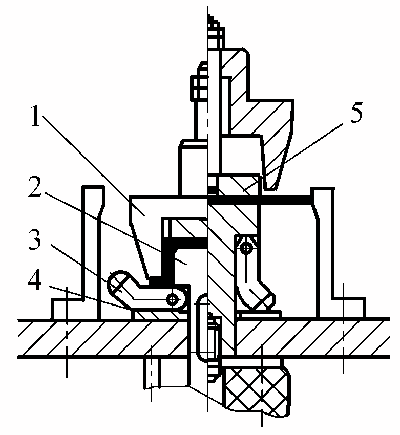
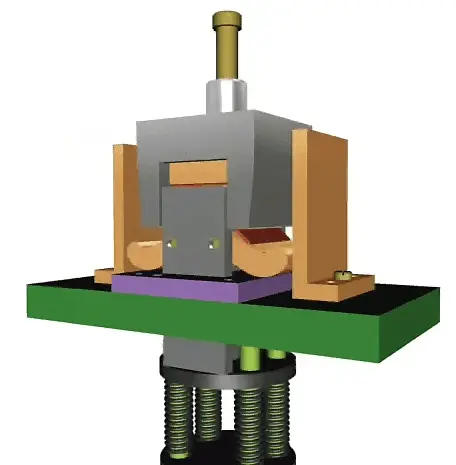
Stampo di flessione quadrilatero con pendolo
1-Die
Punzone a 2 elementi mobili
Blocco a 3 pendoli
4-Lastra di supporto
Blocco a 5 spinte
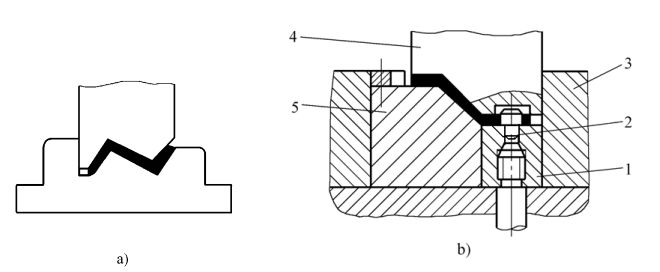
Stampo di piegatura del quadrilatero di oscillazione dello stampo concavo
Stampo di piegatura a Z
Stampo di piegatura a Z per una sola volta
Stampo di piegatura per la piegatura di pezzi a Z in due fasi
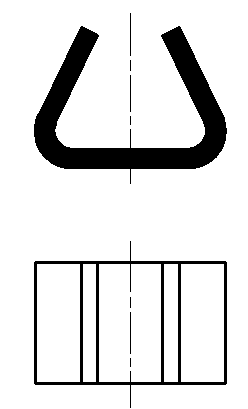
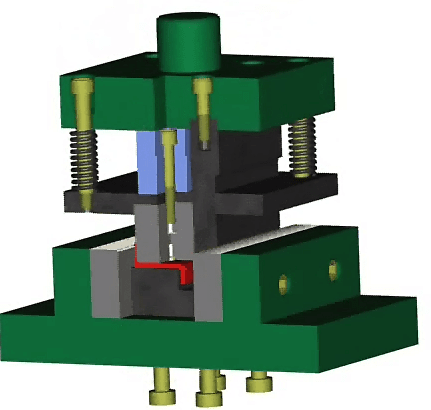
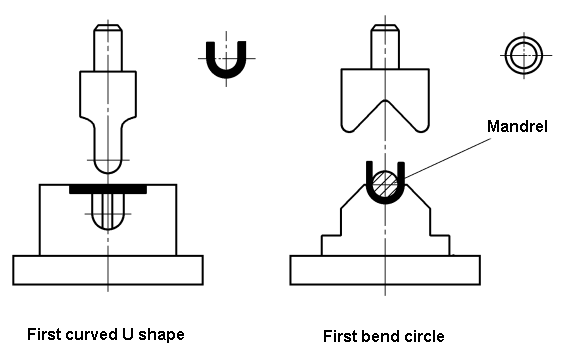
Stampo di piegatura tondo
Stampo di piegatura rotondo-doppia piegatura
Stampo di piegatura rotondo - una piega
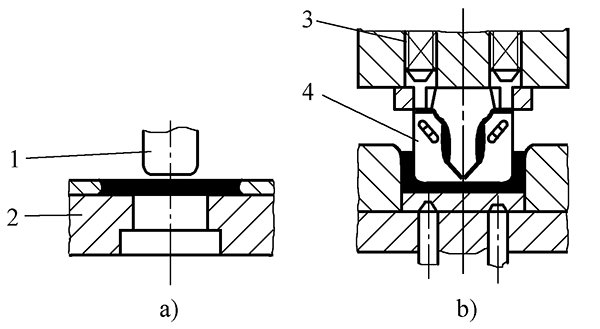
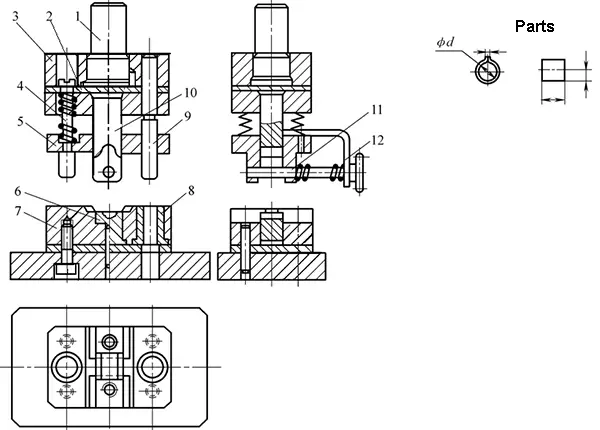
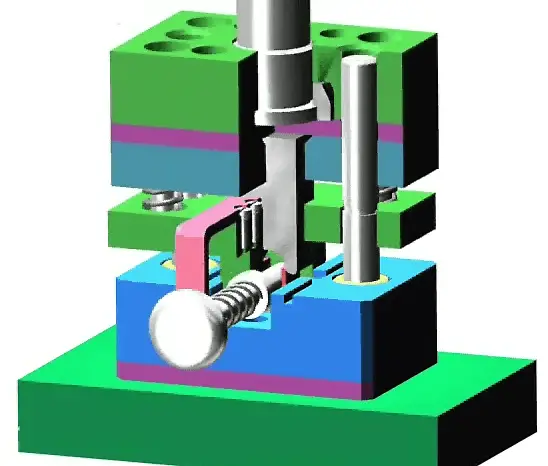
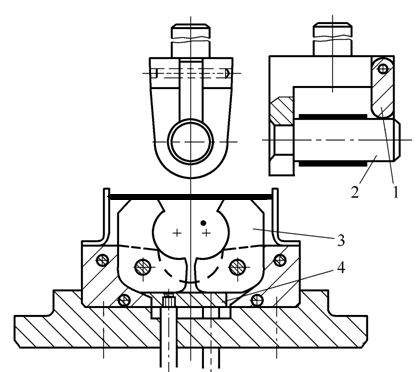
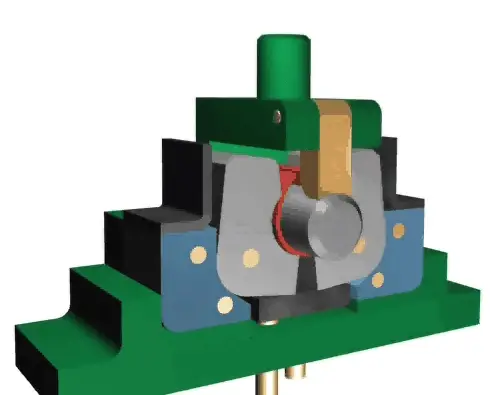
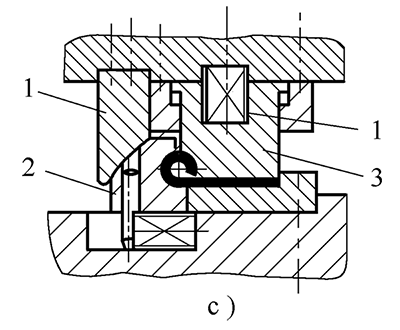
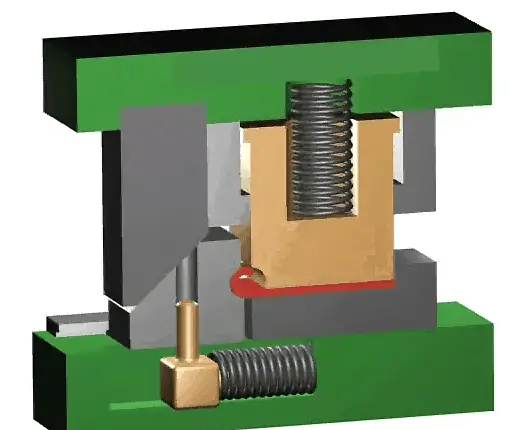
Piegatura una tantum stampo di formatura per pezzo circolare con matrice oscillante
1- supporto
A 2 punzoni
Stampo a 3 oscillazioni
Piastra a 4 espulsori
Stampo di formatura a piegatura unica per pezzi rotondi di grandi dimensioni con stampo oscillante
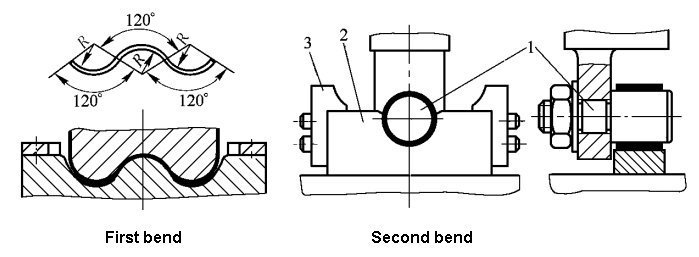
Due processi che piegano un grande cerchio
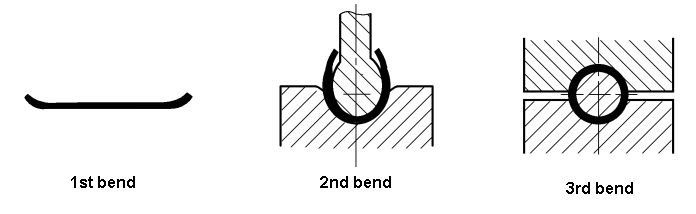
Tre passi che piegano il cerchio grande
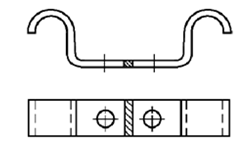
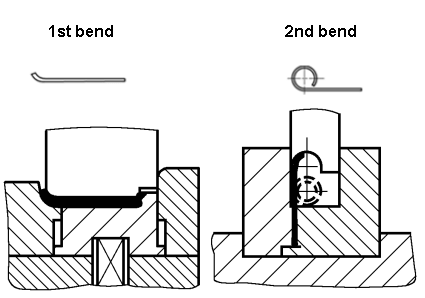
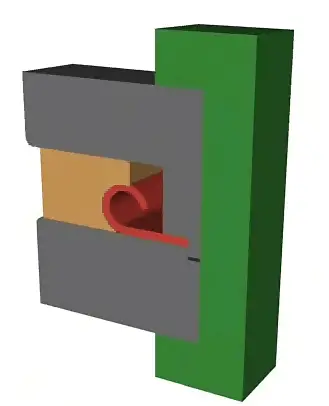
Stampo di piegatura per cerniera
Pezzo di cerniera a due tempi di piegatura
Pezzo di cerniera piegato una sola volta
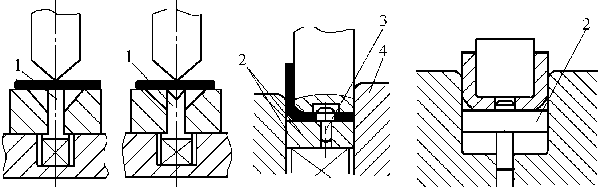
Altri stampi di piegatura
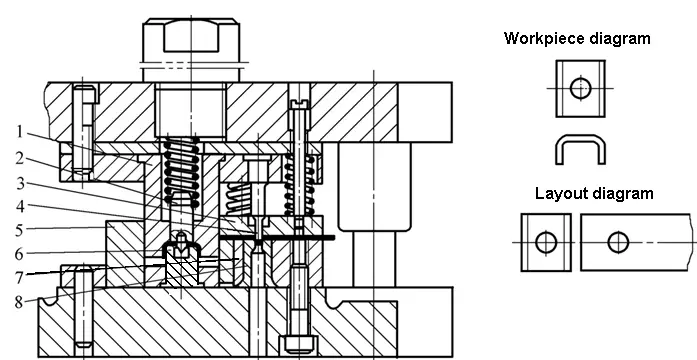
(1) Taglio e piegatura dello stampo in composito
(2) Stampo di piegatura progressiva
5.2 Progettazione dello stampo di piegatura
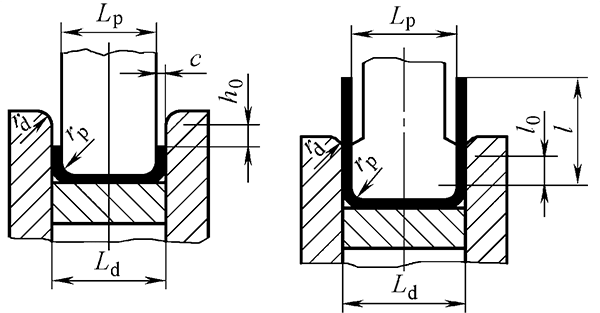
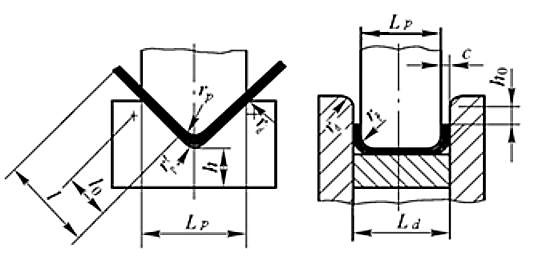
Progettazione di parti di lavoro
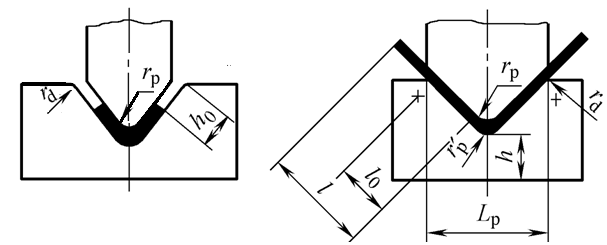
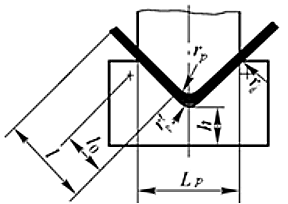
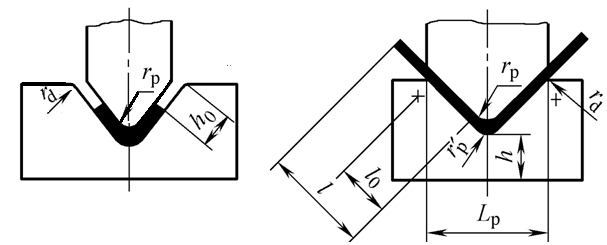
(1) Raggio di raccordo del punzone
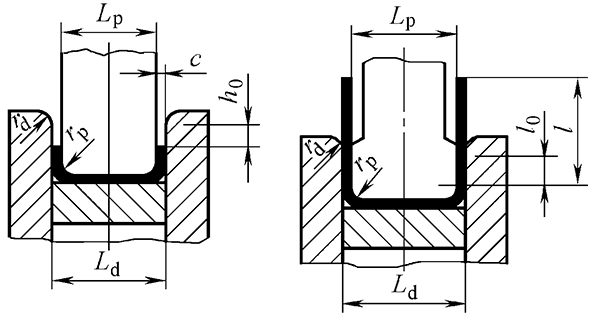
(2) Raggio di raccordo dello stampo
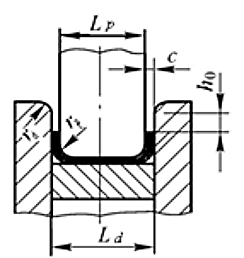
(3) Profondità dello stampo
(4) Gioco dello stampo convesso e concavo
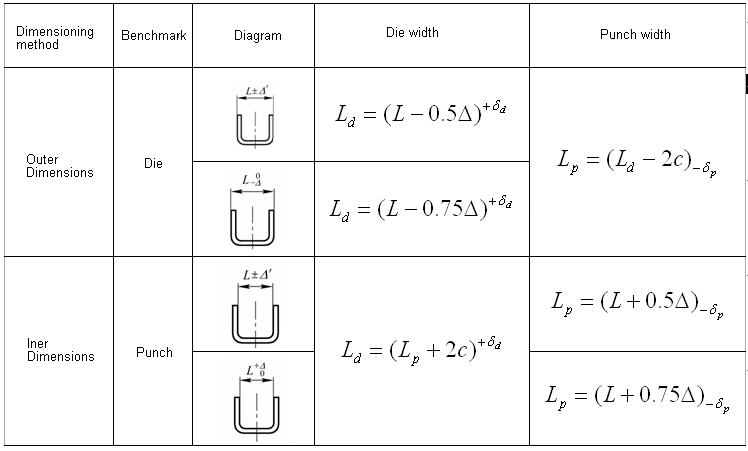
(5) Larghezza dello stampo a U convesso e concavo
(1)Raggio del filetto di punzonatura
1) Quando r≥rmin, prendere rp = r, dove rmin è il raggio di curvatura minimo consentito dal materiale.
2) Quando r <rmin, prendere rp> rmin. Il raggio di raccordo r del pezzo è ottenuto mediante sagomatura, anche se il raggio di raccordo rz del punzone di sagomatura è uguale al raggio di raccordo r del pezzo.
3) Quando r/t> 10, occorre considerare il ritorno elastico e correggere il raggio di raccordo del punzone.
4) Il fondo dello stampo di piegatura a V può essere aperto o retratto con una scanalatura o un raggio di raccordo: r'p = (0.6-0.8) (rp + t).
(2) Raggio di raccordo dello stampo
La dimensione del raggio d'angolo dello stampo influisce sulla forza di piegatura, sulla durata dello stampo di piegatura e sulla qualità del pezzo da piegare durante il processo di piegatura.
La dimensione dello spazio tra la matrice maschio e femmina influisce sulla forza di piegatura, sulla durata della matrice di piegatura e sulla qualità del pezzo da piegare.
Quando l'accuratezza della parte in flessione è elevata, il valore dello scarto deve essere opportunamente ridotto e si può assumere c = t.
Il gioco dello stampo del pezzo di piegatura a V non deve essere progettato. Si può ottenere regolando l'altezza di chiusura della pressa.
(5)U) Larghezza dello stampo curvo convesso e concavo
2. Progettazione delle parti di posizionamento
Poiché lo spezzone alimentato nella filiera di piegatura è un unico spezzone, gli elementi di posizionamento utilizzati nella filiera di piegatura sono piastre o perni di posizionamento.
3.Progettazione di parti di pressatura, scarico e alimentazione
4.Progettazione delle parti fisse
Comprende: impugnatura della matrice, sede della matrice superiore, sede della matrice inferiore, montante di guida, manicotto di guida, piastra di supporto, piastra di fissaggio, viti, perni, ecc. tranciatura progettazione dello stampo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Immaginate di piegare la lamiera senza lasciare alcun segno o graffio. In questo articolo esploriamo tecniche innovative per la piegatura della lamiera senza segni, affrontando sfide come l'attrito, la durezza del materiale e...
Avete mai lottato per ottenere piegature perfette della lamiera? Questo articolo analizza i consigli e i trucchi essenziali per padroneggiare la piegatura della lamiera, dalla sequenza del processo all'analisi della piegabilità....
Come si ottengono piegature precise nella lamiera? Comprendere gli stampi e le tecniche alla base di questo processo è fondamentale. Questo articolo approfondisce i vari metodi di piegatura, dalla piegatura libera alla...
Vi siete mai chiesti perché alcune parti di locomotive non possono essere realizzate direttamente dai disegni di progetto? Questo articolo esplora l'affascinante mondo della piegatura della lamiera, evidenziando le sfide più comuni e le innovazioni...
In che modo le piegature a Z e le piegature a N trasformano la lamiera piatta in forme complesse? Questo articolo approfondisce le tecniche e le precauzioni essenziali per la piegatura a Z e a N delle lamiere...
Cosa garantisce una piegatura perfetta della lamiera? Questo articolo illustra i cinque fattori cruciali che possono rendere vani i vostri progetti di piegatura delle lamiere, coprendo aspetti essenziali come la piegatura minima...
Vi siete mai chiesti come ottenere una perfetta piegatura della lamiera? Questo articolo approfondisce le tecniche di piegatura essenziali, dal calcolo dell'espansione del materiale alla scelta degli strumenti giusti. Potrete...
Avete mai pensato che la piegatura della lamiera potesse essere così complessa? La piegatura chiusa, una tecnica fondamentale nella lavorazione della lamiera, utilizza metodi specializzati per ottenere piegature precise e durature senza bisogno di un professionista...