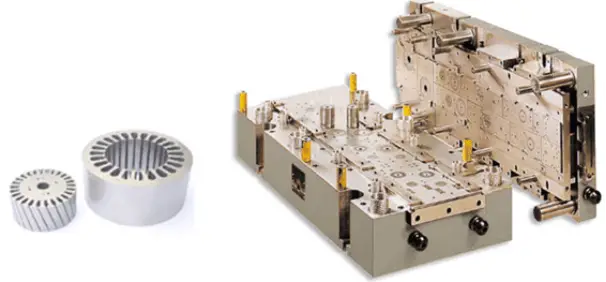
La guida definitiva alla tranciatura dei metalli: Tutto quello che c'è da sapere
Vi siete mai chiesti quale sia il processo che sta alla base delle forme precise ricavate dalle lamiere? In questo affascinante articolo ci addentriamo nel mondo della tranciatura, una tecnica cruciale nello stampaggio dei metalli. Il nostro esperto ingegnere meccanico vi guiderà attraverso le complessità di questo processo, dai principi di base alle misure avanzate di controllo della qualità. Preparatevi a scoprire la scienza e l'arte della creazione di componenti metallici perfetti!
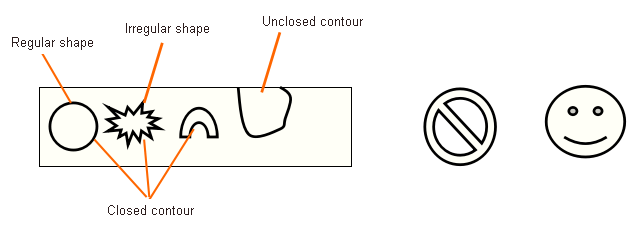
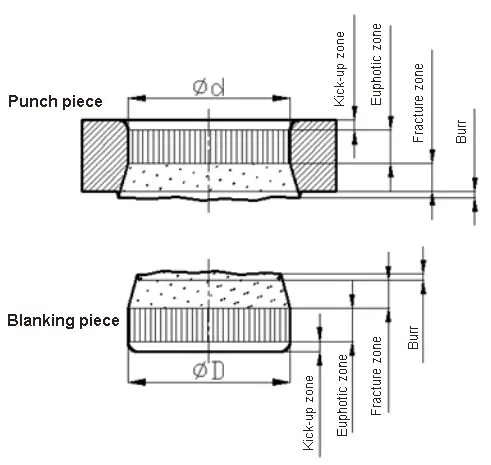
Oscuramento è un processo di stampaggio in cui uno stampo viene utilizzato per separare una porzione di foglio da un'altra porzione lungo una determinata forma di contorno. In termini più semplici, la tranciatura consiste nell'utilizzo di uno stampo per separare le lastre.
Segno della fine della tranciatura: il punzone passa attraverso il foglio nella matrice.
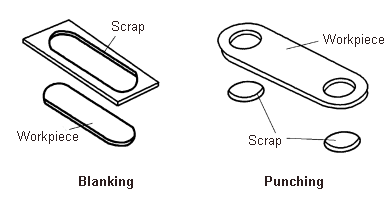
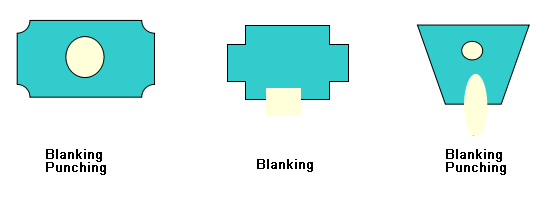
Principale processo di tranciatura di base: tranciatura e perforazione
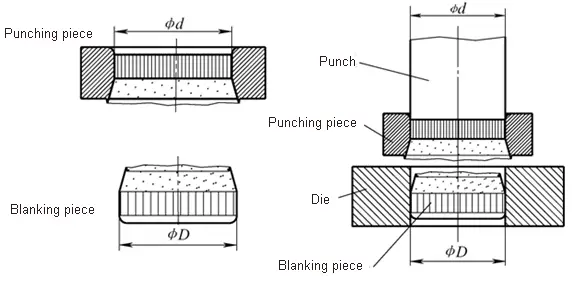
Sia la tranciatura che la perforazione utilizzano uno stampo per separare una porzione di foglio da un'altra porzione lungo un contorno chiuso.
Lo scopo della tranciatura è quello di portare il pezzo all'interno del contorno chiuso.
Lo scopo del piercing è quello di ottenere una parte al di fuori del contorno chiuso
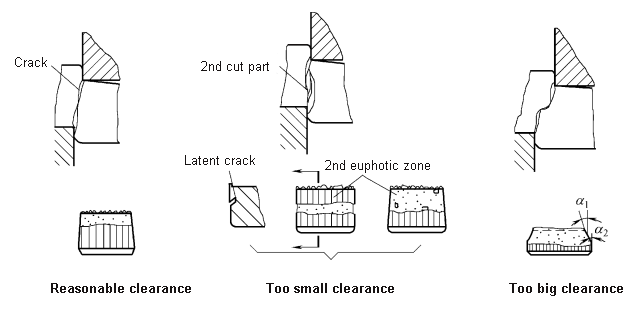
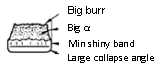
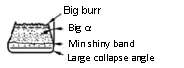
La distanza è adeguata, le fessure superiori e inferiori coincidono e la qualità della sezione è buona.
Lo spazio è ridotto e la qualità della sezione è buona.
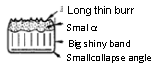
Se la fessura è troppo piccola, si verifica un taglio secondario che dà origine a una seconda banda luminosa.
Lo scarto è troppo grande e la qualità della sezione si degrada.
Lo spazio è troppo grande e la qualità della sezione è la peggiore.
Effetto del gioco sulla qualità della fessura di taglio e della sezione.
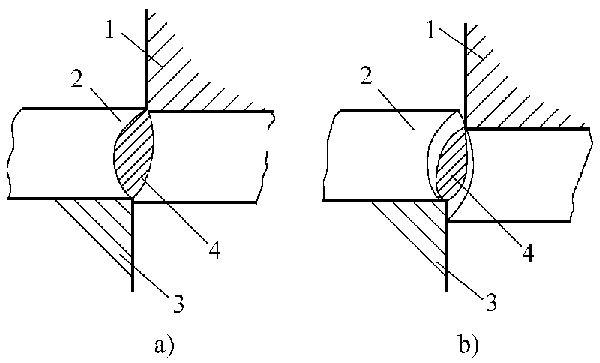
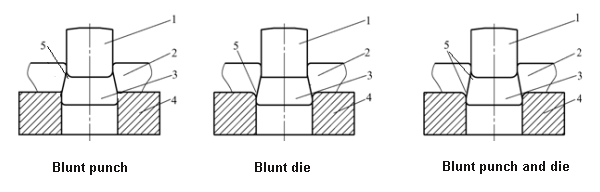
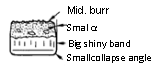
(3) Influenza dello stato dei bordi dello stampo
Quando il bordo del punzone è smussato, si generano bave all'estremità superiore dei pezzi tranciati;
Quando il bordo dello stampo è smussato, si generano bave all'estremità inferiore del foro delle parti da perforare;
Quando i bordi del punzone e della matrice sono contemporaneamente smussati, si generano bave sulle estremità superiori e inferiori dei pezzi tranciati.
2.2 Precisione delle dimensioni di tranciatura e fattori che la influenzano
La precisione dimensionale del pezzo grezzo è la differenza tra le dimensioni reali del pezzo grezzo e le dimensioni di base del disegno.
La differenza comprende due deviazioni:
Una è la deviazione della parte di tranciatura dalle dimensioni del punzone o della matrice;
Il secondo è la deviazione di produzione dello stampo stesso.
Fattori d'influenza:
Precisione di produzione dello stampo (lavorazione e assemblaggio delle parti dello stampo)
Proprietà del materiale
Spazio di oscuramento
2.3 Errore di forma della camera bianca e fattori che lo influenzano
Errore di forma dei pezzi tranciati: si riferisce a difetti quali deformazione, distorsione e deformazione.
La deformazione si riferisce all'irregolarità delle parti tranciate.
La deformazione è causata dall'estrusione dovuta alla perforazione del bordo del pezzo grezzo o alla distanza del foro troppo piccola.
2.4 Controllo qualità dei pezzi tranciati
Controllo della deviazione dimensionale della parte di lavoro dello stampo
Controllo della distanza tra gli stampi
Controllo del materiale di tranciatura
Controllo di altri fattori
Calcolo del processo di tranciatura
3.1 Progettazione del layout 1. Layout e utilizzo dei materiali
(1) Layout
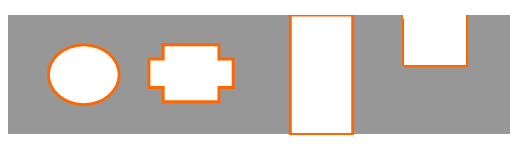
Il layout si riferisce alla disposizione dei fustellati sui fogli o sulle strisce.
Layout ragionevole: migliorare l'utilizzo del materiale, ridurre i costi, garantire la qualità dello stampaggio e migliorare la durata dello stampo.
(2) Tasso di utilizzo dei materiali
L'utilizzo del materiale è la percentuale dell'area effettiva del pezzo rispetto all'area del materiale utilizzato.
Utilizzo del materiale in una sola fase:
Utilizzo totale del materiale su un foglio (o striscia, striscia):
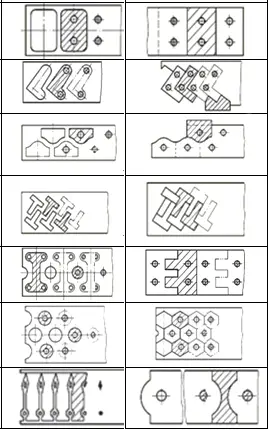
(3) Modi per migliorare l'utilizzo dei materiali
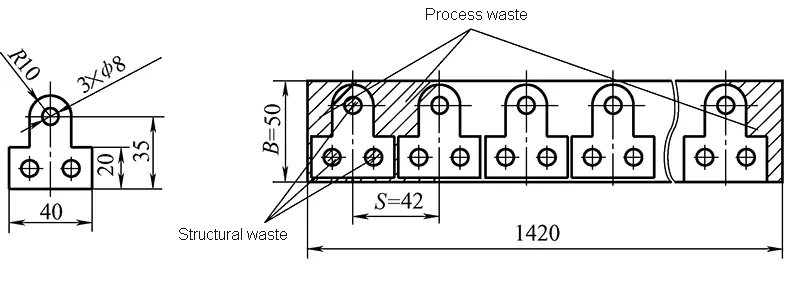
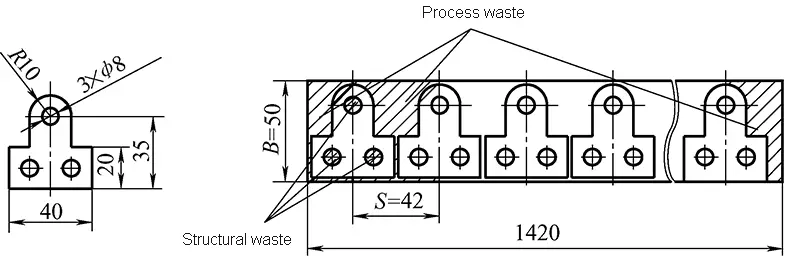
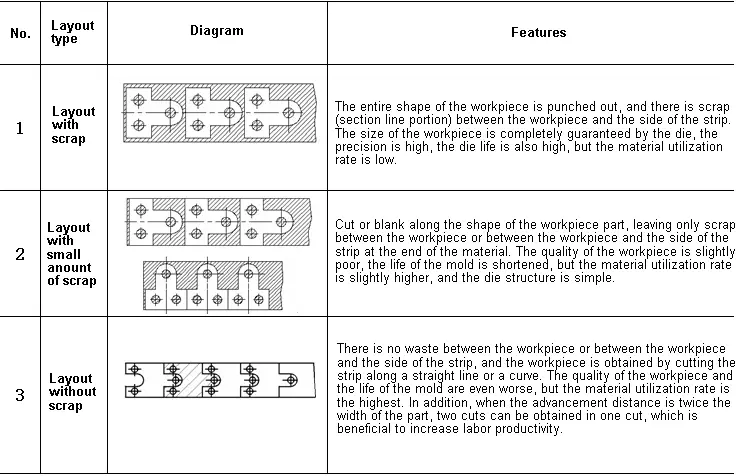
Tipo di rifiuti:
Scarti strutturali: prodotti dai requisiti strutturali del pezzo, come gli scarti di perforazione.
Scarti del processo: Gli scarti che devono essere impostati per completare il processo di stampaggio, compresi quelli tra il pezzo e il pezzo, tra il pezzo e il lato del nastro, il foro di posizionamento, la testa del materiale, la coda, ecc.
Misure per ridurre gli scarti di processo:
Pianta ben progettata;
Scegliere il formato del foglio giusto e ragionevole metodo di taglio (materiale ridotto in testa, coda e bordo);
Utilizzare gli scarti come piccole parti.
Misure per l'utilizzo dei rifiuti strutturali:
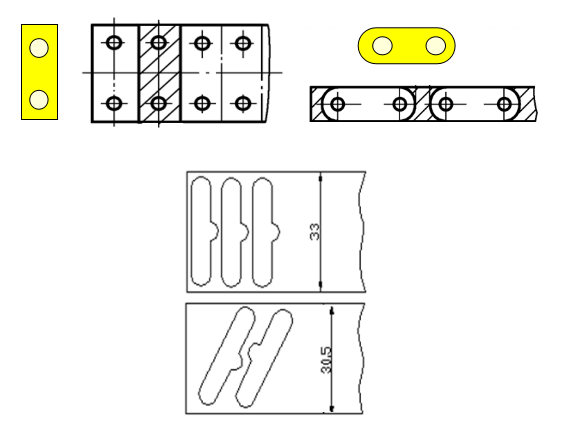
Quando il materiale e lo spessore sono uguali, è possibile punzonare un pezzo di tranciatura di dimensioni più piccole dal pezzo di scarto di dimensioni maggiori, in base alle dimensioni consentite.
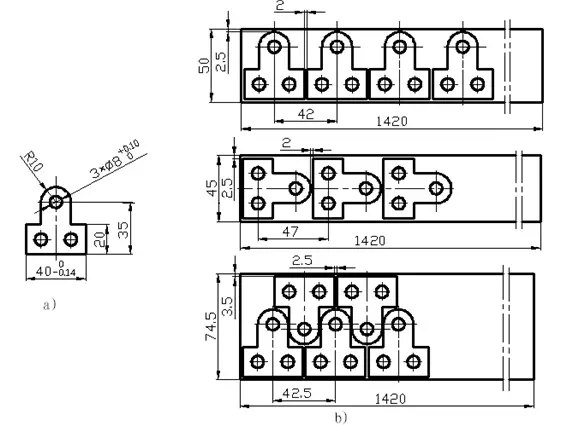
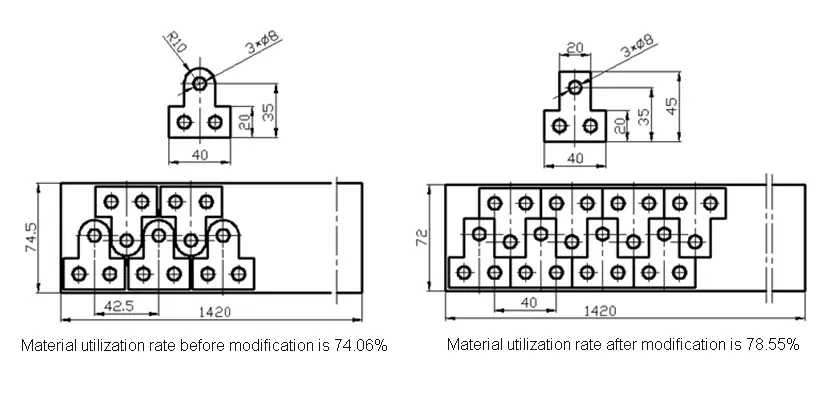
In base alle condizioni di utilizzo, la forma strutturale del pezzo può anche essere modificata per migliorare l'utilizzo del materiale.
Modificare la forma della struttura per migliorare l'utilizzo del materiale.
Quale struttura è più favorevole al risparmio di materiali?
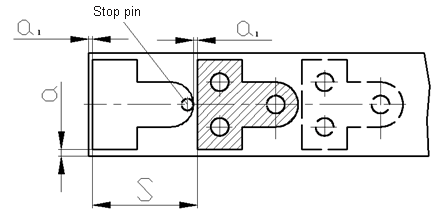
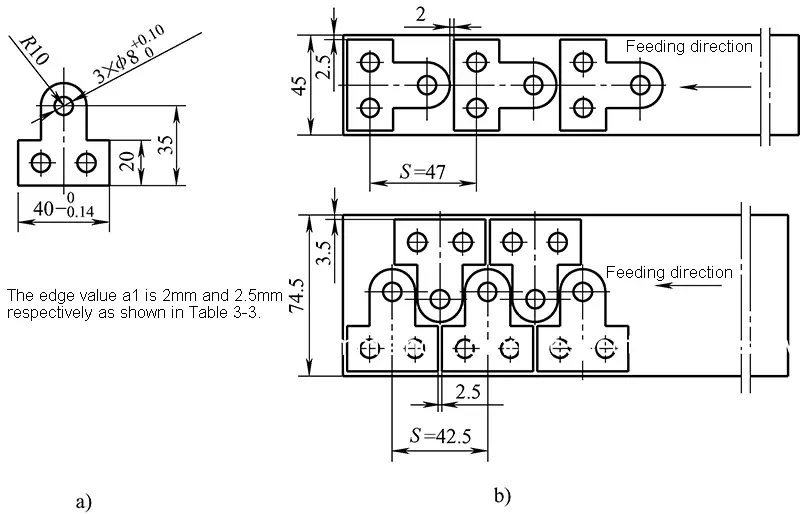
Lappatura: Il residuo del processo tra pezzo e pezzo e tra pezzo e bordo del nastro. Esistono la lappatura a1 e la lappatura laterale a.
Funzione di lappatura:
Utilizzato per il posizionamento;
Compensare l'errore di posizionamento e l'errore della piastra di taglio per garantire la punzonatura di pezzi qualificati;
Aumentare la rigidità del nastro per facilitare l'alimentazione del nastro e migliorare la produttività del lavoro;
Migliorare la durata dello stampo.
Determinazione del valore di lappatura:
Proprietà meccaniche del materiale: il valore di lappatura del materiale duro può essere minore; il valore di lappatura del materiale morbido e del materiale fragile è maggiore.
Spessore del materiale: Maggiore è lo spessore del materiale, maggiore è il valore di lappatura.
Forma e dimensioni del pezzo grezzo: Più complessa è la forma del pezzo, minore è il raggio del filetto e maggiore è il valore di lappatura.
Metodo di alimentazione e blocco: alimentazione manuale, il valore di lappatura del dispositivo di pressione laterale può essere inferiore.
Metodo di scarico: Lo scarico elastico è più piccolo della lappatura dello scarico rigido.
Determinazione del principio: prendere il valore minimo sulla base del soddisfacimento dell'effetto e consultare le informazioni di progettazione specifiche.
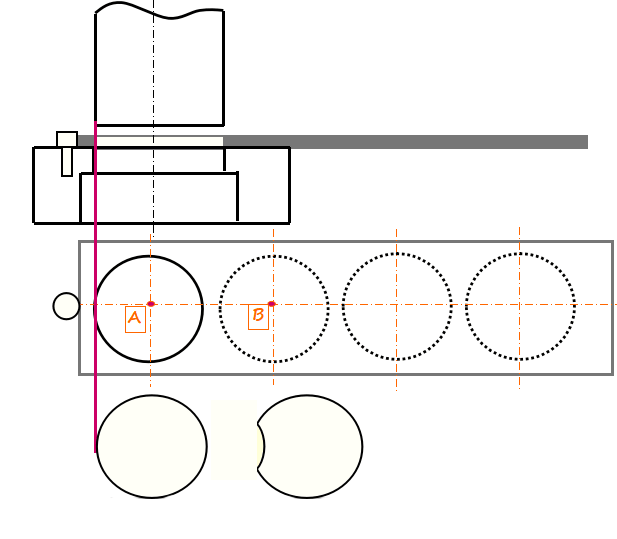
Determinazione della distanza di avanzamento:
La distanza di avanzamento è chiamata anche distanza di passo, e si riferisce alla distanza che il nastro avanza sullo stampo ogni volta che lo stampo viene tagliato.
Determinazione della larghezza del materiale:
La determinazione della larghezza del nastro è legata al modo in cui il nastro viene posizionato nello stampo:
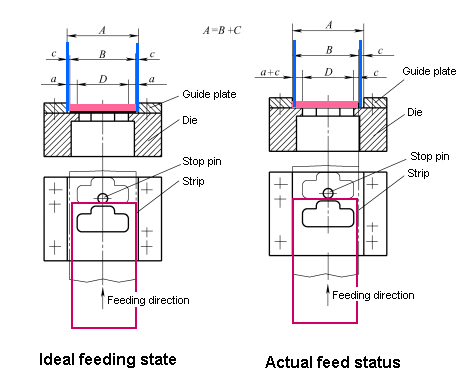
Posizionamento della piastra di guida e del perno di fissaggio
Piastra di guida con dispositivo di pressione laterale
Non è presente alcun dispositivo di pressione laterale nella piastra di guida.
Posizionamento della piastra di guida e del bordo laterale
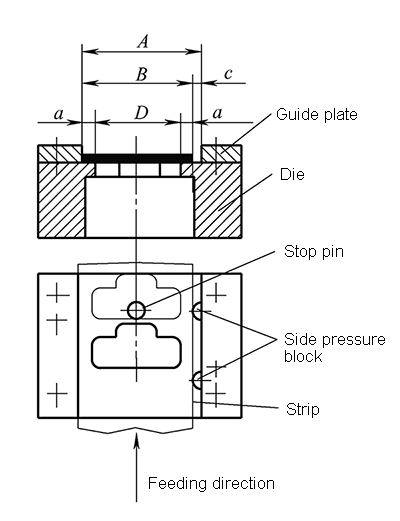
1)Determinazione della larghezza del nastro con dispositivo di pressione laterale
Le strisce vengono alimentate sempre su un lato della piastra di guida, quindi:
Errore di taglio
2)Determinazione della larghezza del nastro senza dispositivo di pressione laterale
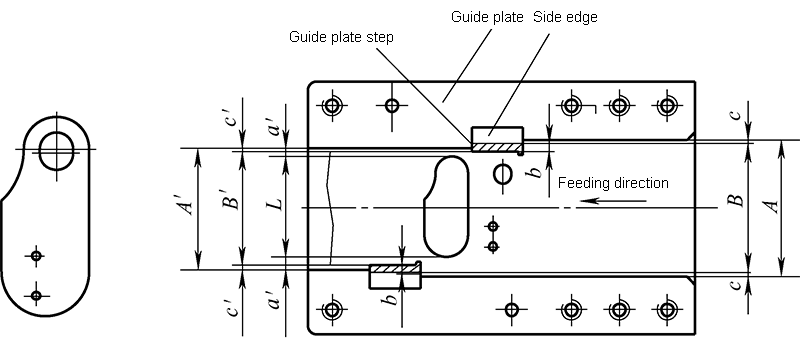
3)Determinazione della larghezza della striscia durante il posizionamento del bordo laterale
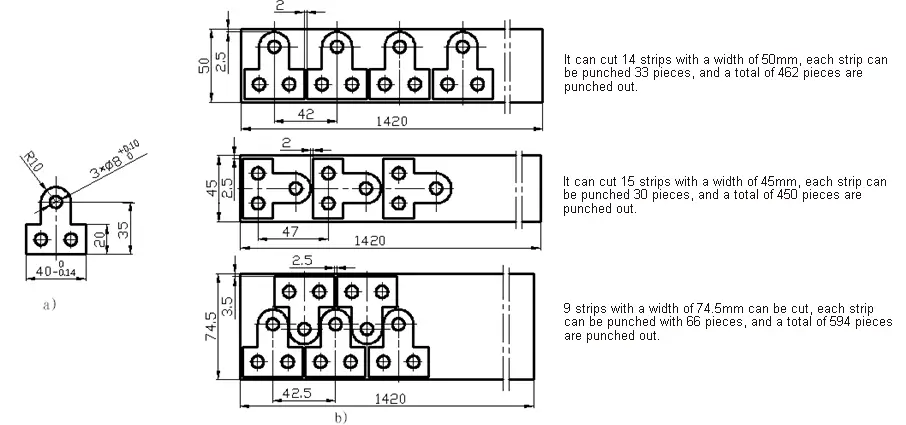
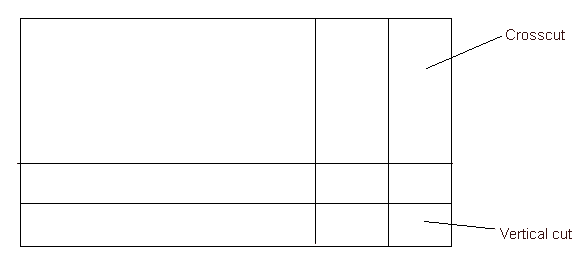
4)Metodo di taglio
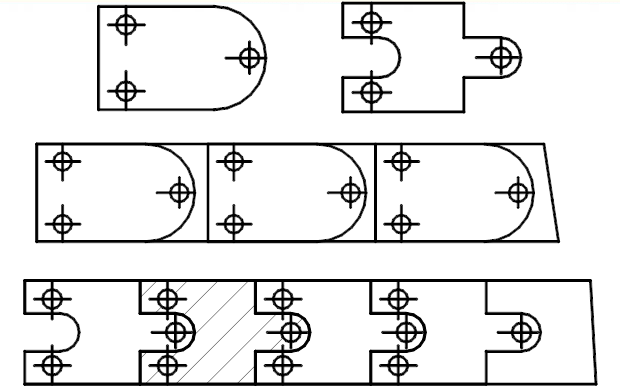
Può essere tagliato in verticale o in orizzontale.
Calcolare rispettivamente ηverticale e ηorizzontale e scegliere i più grandi dopo il confronto.
Nella produzione reale, è necessario considerare anche l'efficienza produttiva e la facilità d'uso.
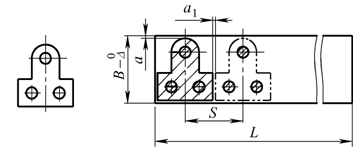
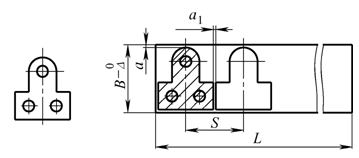
5)Disegno del diagramma di layout
Un layout completo deve essere contrassegnato con le dimensioni della larghezza della striscia, la distanza di passo S, i giri tra i pezzi e i giri laterali. Il disegno del layout viene solitamente tracciato nell'angolo superiore destro del disegno generale di assemblaggio.
b) Stampaggio composto
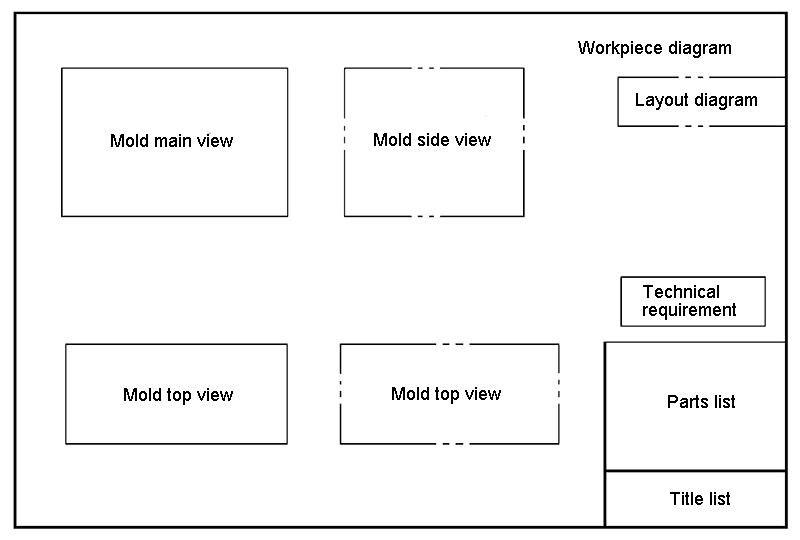
Requisiti per i disegni di assemblaggio degli stampi
3.2 Calcolo della forza del processo di tranciatura e del centro di pressione
La forza del processo di tranciatura comprende principalmente:
Forza di tranciatura
Forza di scarico
Forza di spinta
Forza di espulsione
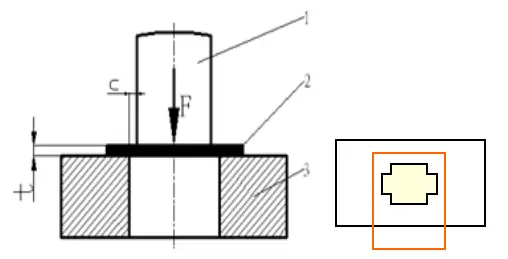
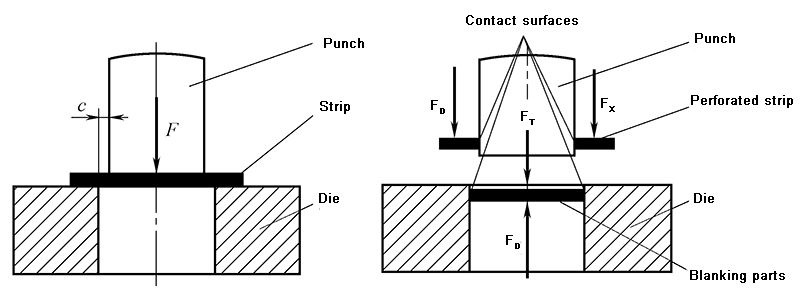
1.Calcolo della forza di tranciatura
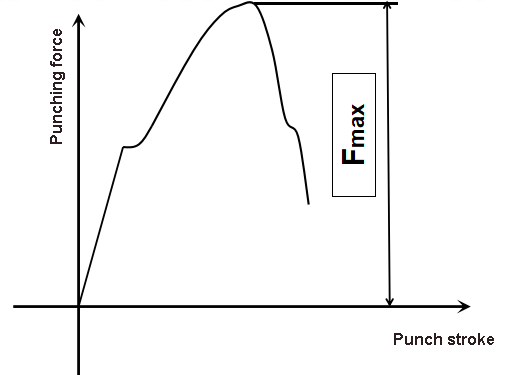
La forza di tranciatura si riferisce alla pressione richiesta durante la tranciatura. Si riferisce al valore massimo durante la tranciatura.
Quando si punzona con un comune stampo a lama piatta, la forza di tranciatura F viene generalmente calcolata come segue:
Nota:
F -Forza d'urto; L -Lunghezza di taglio; t -Spessore del materiale; τ --Resistenza al taglio del materiale; K -Fattore di sicurezza, in genere K = 1,3
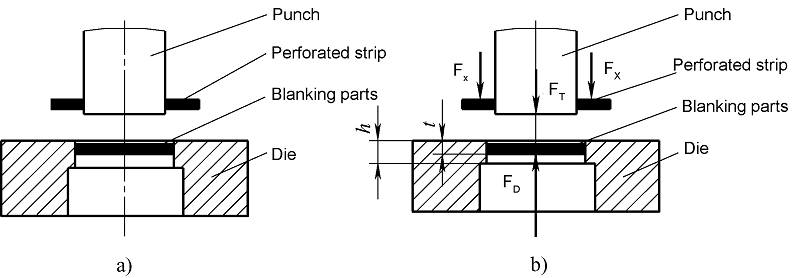
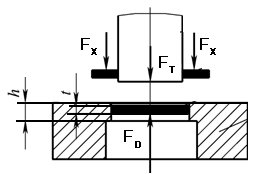
2.Calcolo della forza di scarico, della forza di spinta e della forza di espulsione
La forza di scarico si riferisce alla forza necessaria per scaricare il pezzo o il materiale di scarto dal punzone o dalla matrice.
La forza di spinta si riferisce alla forza necessaria per spingere il pezzo o il materiale di scarto nella direzione di tranciatura dallo stampo.
La forza di espulsione si riferisce alla forza che spinge il prodotto fuori dal foro dello stampo, controbattendo la direzione dello stampo.
Formula di calcolo della forza di scarico, della forza di spinta e della forza di espulsione
Forza di scarico: FX=KXF
Forza di spinta: FT=nKTF
Forza di espulsione: FD=KDF
KX、KT、KD--Coefficiente della forza di scarico, della forza di spinta e della forza di espulsione, vedere la tabella sottostante;.
Spessore del materiale t(mm)
KX
KT
KD
Acciaio
≤0.1
0.065~0.075
0.1
0.14
>0.1~0.5
0.045~0.055
0.063
0.08
>0.5~2.5
0.04~0.05
0.055
0.06
>2.5~6.5
0.03~0.04
0.045
0.05
>6.5
0.02~0.03
0.025
0.03
Alluminio, lega di alluminio, rame, ottone
0.025~0.08
0.02~0.06
0.3~0.07
0.03~0.09
Nota: il coefficiente della forza di scarico KX è considerato il limite superiore per la perforazione di fori, grandi sovrapposizioni e contorni complessi.
n--il numero di parti di tranciatura (o scarti) presenti contemporaneamente nel bordo della matrice.
Nella formula:
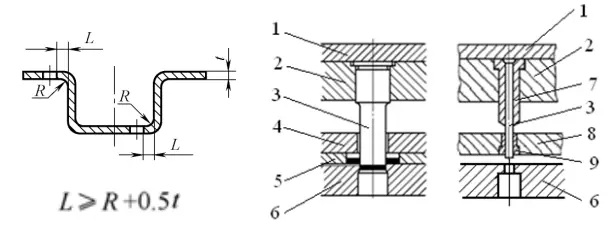
F-一Forza di bloccaggio (N)) h- Altezza della parete del bordo rettilineo dell'orifizio della matrice t- Spessore del foglio
Il forza di punzonatura durante la tranciatura è la somma della forza di tranciatura, della forza di scarico e della forza di espulsione.
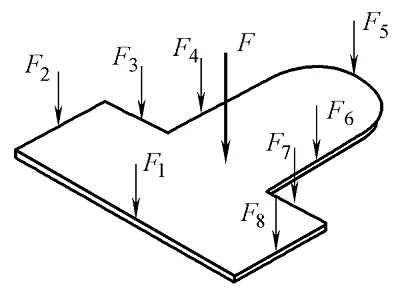
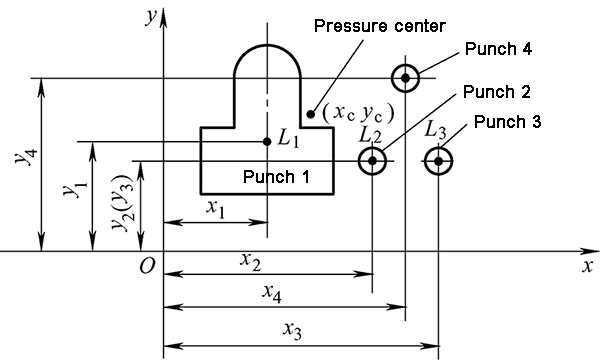
3.Calcolo del centro di pressione
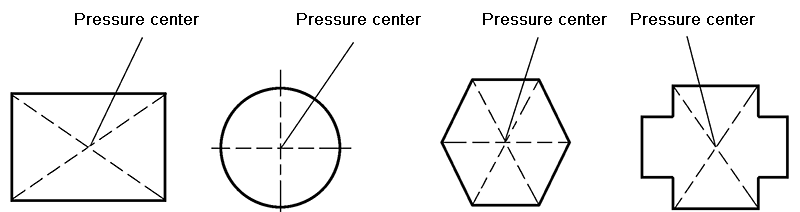
Il centro di pressione è il punto di lavoro della forza risultante dello stampaggio.
Il centro simmetrico dell'elemento di tranciatura ha il suo centro di pressione sul centro geometrico del profilo di tranciatura.
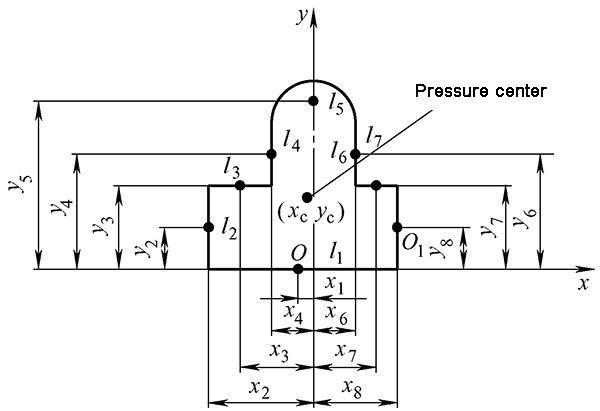
Il centro di pressione di tranciatura di un pezzo di forma complessa o di uno stampo multiconvesso può essere calcolato analiticamente secondo il principio dell'equilibrio dei momenti.
Calcolo del centro di pressione di un pezzo di tranciatura complesso con un singolo punzone
1) Disegnare il contorno di tranciatura del pezzo da tranciare in proporzione.
2) Stabilire un sistema di coordinate rettangolari xoy.
3) Il profilo di tranciatura della parte di tranciatura viene scomposto in una serie di segmenti di linea retta e segmenti di arco circolare L1, L2, L3 ... Ln e altri segmenti di linea di base.
4) Calcolare la lunghezza di ogni segmento di linea di base e la distanza y1, y2, y3 ... yn e x1, x2, x3 ... xn dal baricentro all'asse delle coordinate x, y.
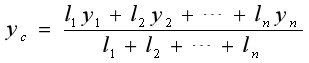
5) Calcolare le coordinate xc e yc del centro di pressione.
Calcolo del centro di pressione nella punzonatura multipla
1) Disegnare il contorno di ogni punzone in proporzione
2) Stabilire il sistema di coordinate cartesiane xoy
3) Trovare le coordinate del baricentro di ogni matrice convessa (xi, yi)
4) Calcolare la lunghezza di punzonatura Li di ogni punzone
5) Calcolare le coordinate xc e yc del centro di pressione
Progettazione del processo di tranciatura
4.1 Analisi della processabilità dei pezzi tranciati
La tecnicità del pezzo tranciato si riferisce all'adattabilità del pezzo tranciato al processo di tranciatura. Si tratta di un requisito dal punto di vista della progettazione del prodotto.
Un buon processo di punzonatura significa che i metodi di punzonatura ordinari possono essere utilizzati per ottenere pezzi di punzonatura qualificati in condizioni di maggiore durata e produttività dello stampo e di costi inferiori.
La realizzabilità del pezzo tranciato è determinata dalla sua forma strutturale, dai requisiti di precisione, dalle tolleranze di forma e posizione e dai requisiti tecnici.
1.Tecnologia di struttura delle parti di tranciatura
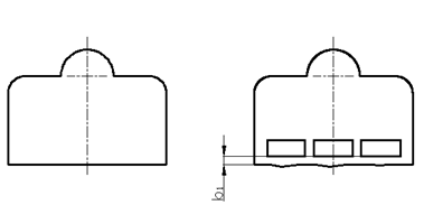
(1)La struttura della parte di tranciatura è il più semplice e simmetrica possibile, a vantaggio di un uso il più possibile razionale dei materiali.
(2)La forma e il foro interno della parte di tranciatura devono evitare gli spigoli vivi e devono avere angoli arrotondati.
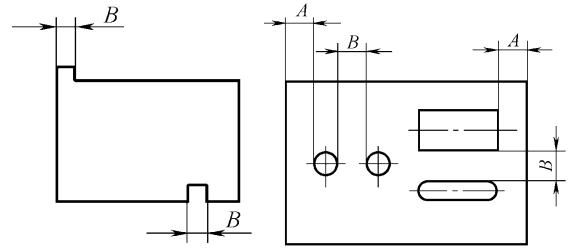
(3)Evitare sbalzi e scanalature lunghe e strette sulla parte tranciata. In generale, la larghezza B delle parti convesse e concave deve essere maggiore o uguale a 1,5 volte lo spessore t della piastra, cioè B≥1,5 t.
(4)La distanza tra i bordi dei fori e la distanza tra i fori deve essere maggiore o uguale a 1,5 volte lo spessore t della piastra.
(5)Quando si eseguono fori su pezzi curvi o profondi, è necessario mantenere una certa distanza tra il bordo del foro e la parete diritta.
(6)Quando si pratica il piercing, la dimensione del foro non deve essere troppo piccola.
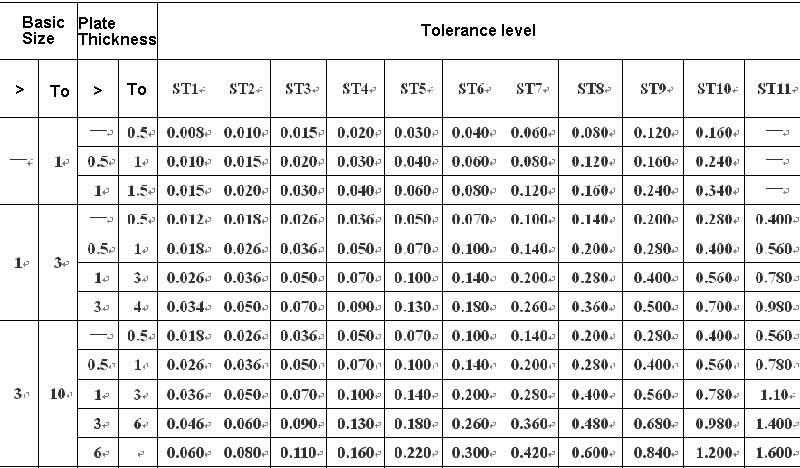
Precisione dimensionale delle parti tranciate (GB / T13914-2002)
È suddiviso in 11 livelli, rappresentati dal simbolo ST, che si riducono gradualmente da ST1 a ST11.
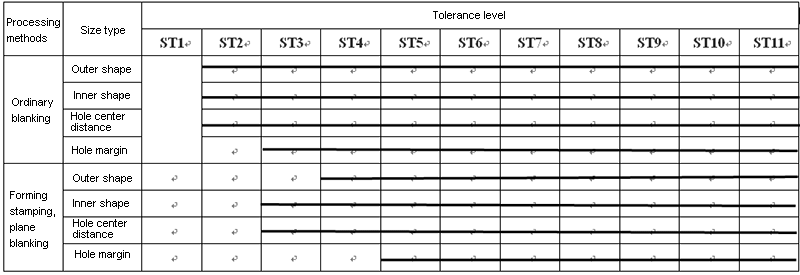
Tabella 3-12 Selezione dei gradi di tolleranza per parti comuni di tranciatura (GB / T13914-2002)
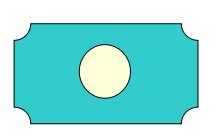
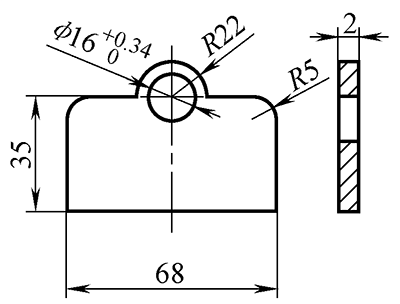
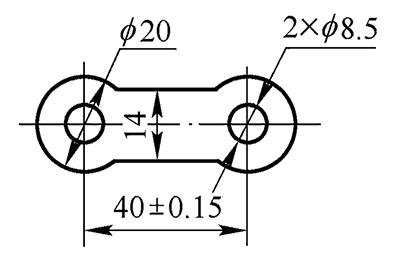
Esempio 3-3 Il pezzo da tranciare mostrato in figura è realizzato in materiale Q235 con uno spessore di 2 mm. Cercate di analizzare la lavorabilità della tranciatura.
Analisi:
(1) La struttura della tranciatura è simmetrica, priva di scanalature, sbalzi, angoli vivi, ecc. e soddisfa i requisiti del processo di tranciatura.
(2) Come si evince dalla Tabella 3-11 e dalla Tabella 3-12, la precisione del foro interno e delle dimensioni esterne e la precisione del foro distanza dal centro sono tutti requisiti di precisione generali, che possono essere punzonati con la normale tranciatura.
(3) Come si può vedere dalla Figura 3-42 e dalla Tabella 3-9, le dimensioni dei fori punzonati, i margini dei fori e le dimensioni della spaziatura dei fori soddisfano tutti i requisiti minimi e la punzonatura composita può essere utilizzata.
(4) Q235 è un prodotto comunemente usato materiale di stampaggio e ha una buona lavorabilità di stampaggio.
In sintesi, il pezzo da tranciare ha una buona lavorabilità ed è adatto alla punzonatura.
4.2 Determinazione del piano di processo
Sulla base dell'analisi del processo, devono essere risolte le considerazioni globali relative a struttura, precisione, dimensioni, lotto, ecc:
Processo di stampaggio di base
Combinazione di processi di stampaggio di base
Disposizione dell'ordine di tranciatura
Determinazione del numero di processi di base
Il numero di processi di base necessari per un pezzo tranciato può essere giudicato direttamente dalla sua forma.
Esempio di determinazione del numero di operazioni di base
Combinazione di processi di stampaggio di base
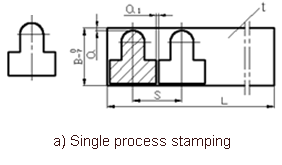
Punzonatura a processo singolo: è possibile completare un solo processo di punzonatura con un solo colpo di punzone.
Punzonatura composita: c'è una sola stazione e in una sola corsa della pressa vengono completati contemporaneamente due o più processi di punzonatura.
Punzonatura progressiva: in una corsa della pressa, più processi di punzonatura vengono completati simultaneamente su più stazioni disposte in direzione di alimentazione.
Gli stampi corrispondenti sono a passo singolo stampo di punzonatura, stampo di punzonatura composto e stampo di punzonatura progressivo.
Stampo di punzonatura composito
C'è una sola stazione e in una sola corsa della pressa vengono completati contemporaneamente due o più processi di punzonatura.
Stampo di punzonatura progressivo
In una corsa della pressa, gli stampi per i processi di punzonatura multipli vengono completati simultaneamente su una pluralità di stazioni disposte in modo continuo nella direzione di alimentazione.
Confronto tra tre tipi di stampi
Tipo di stampo
Stampo a processo singolo
Modalità composta
Stampo progressivo
Numero di stazioni
1
1
2 o più tipi
Numero di operazioni completate
1 tipo
2 o più tipi
2 o più tipi
Dimensione del fustellato adatta
Grandi e medi
Grande, medio e piccolo
Medio e piccolo
Requisiti del materiale
La larghezza della striscia non è rigida e gli scarti possono essere utilizzati.
La larghezza della striscia non è rigida e gli scarti possono essere utilizzati.
Requisiti rigorosi per le strisce o i nastri
Precisione di punzonatura
Basso
Alto
Tra i due
Produttività
Basso
Alto
Molto alto
La possibilità di meccanizzazione e automazione
Più facile
Rimozione di pezzi e scarti difficili e complicati
Facile
Applicazione
Adatta per la produzione di lotti medi e piccoli di grandi pezzi di precisione, di pezzi di grandi e medie dimensioni o per la produzione di massa di pezzi di grandi dimensioni
Adatto per la produzione in serie di pezzi grandi, medi e piccoli con forme complesse e requisiti di alta precisione
Adatto per la produzione in serie di pezzi di piccole e medie dimensioni con forme complesse e requisiti di alta precisione
Il processo è complesso e come sceglierlo?
Dimensione della struttura
Produttività
Precisione
Funzionamento facile e sicuro
Lotto di produzione
Costo della muffa
I principi generali sono:
Per la produzione di massa, si ricorre allo stampaggio composito o progressivo. Per la produzione di piccoli lotti, si utilizza la produzione di stampi a processo singolo.
Le grandi dimensioni dovrebbero utilizzare un processo singolo o uno stampo composito.
Requisiti di piccole dimensioni e alta precisione, anche se il lotto è piccolo, deve essere prodotto con stampi composti o progressivi.
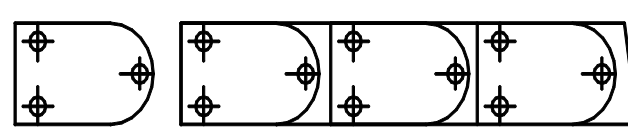
Disposizione dell'ordine di tranciatura
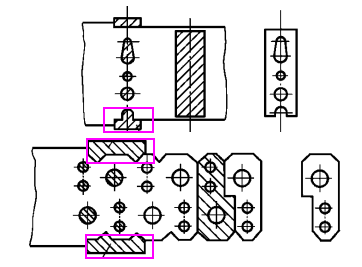
(1) Disposizione dell'ordine di punzonatura progressiva
Prima si praticano i fori (tacche o scarti strutturali del pezzo), quindi si trancia o si taglia per separare il pezzo dal nastro.
Quando si utilizzano lame laterali a raggio fisso, il processo di taglio dei bordi laterali è generalmente disposto per primo e viene eseguito contemporaneamente alla prima punzonatura per controllare la distanza di alimentazione. Quando si utilizzano due lame laterali a raggio fisso, queste possono anche essere disposte una dietro l'altra.
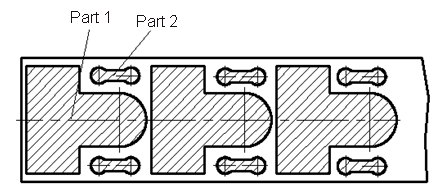
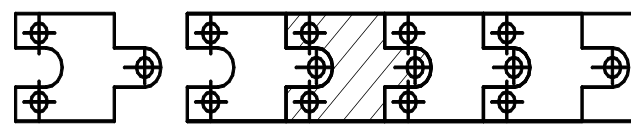
(2) Disposizione della sequenza per la tranciatura a passo singolo di parti di tranciatura a passo multiplo:
Il fustellato viene prima separato per separare il fustellato dalla striscia e poi forato o punzonato.
Quando si eseguono fori di dimensioni diverse e a distanze ravvicinate, per ridurre la deformazione dei fori, punzonare prima i fori più grandi e poi quelli più piccoli.
Esempio di ordine di sequenza per lo stampaggio progressivo
Fasi fondamentali per la determinazione del piano del processo di tranciatura
Analizzare il processo di tranciatura del prodotto
Elencare le operazioni di stampaggio di base richieste
Elenco delle opzioni possibili
Analizzare e confrontare per ottenere la soluzione migliore
Esempi di metodi di determinazione dello schema di timbratura
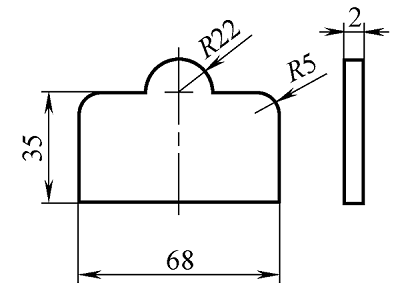
Esempio 3-4 Stampaggio di pezzi illustrati, con una produzione annua di 3 milioni di pezzi, è necessario sviluppare un piano del processo di stampaggio.
(1) Analisi della tecnologia di stampaggio
1) La struttura della tranciatura è simmetrica, priva di scanalature, sbalzi, angoli vivi, ecc. e soddisfa i requisiti del processo di tranciatura.
2) Come si evince dalle tabelle 3-11 e 3-12, l'accuratezza del foro interno e delle dimensioni esterne e l'accuratezza dell'interasse del foro appartengono ai requisiti di accuratezza generali, che possono essere punzonati con la punzonatura ordinaria.
3) Come si può vedere dalla Figura 3-42 e dalla Tabella 3-9, le dimensioni dei fori, la distanza dai bordi e la dimensione del passo dei fori soddisfano i requisiti minimi e la punzonatura composita può essere utilizzata.
4) Il Q235 è un materiale comunemente utilizzato per lo stampaggio e ha una buona lavorabilità.
In sintesi, il pezzo tranciato ha una buona lavorabilità di punzonatura ed è adatto alla punzonatura.
(2) Determinare il piano del processo di stampaggio
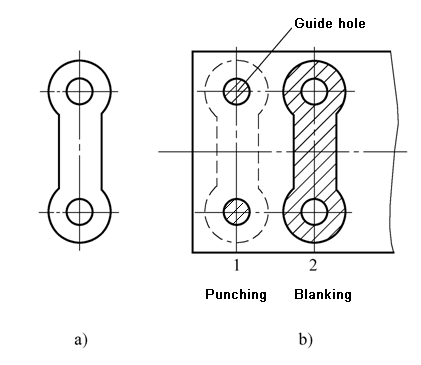
Questo pezzo richiede due procedure di tranciatura di base, la tranciatura e la perforazione. In base all'analisi del processo di cui sopra, si possono elencare le seguenti tre soluzioni di processo:
Opzione 1: utilizzare la produzione di stampi a processo singolo, cioè prima la tranciatura e poi la foratura.
Opzione 2: produzione con stampo composito, cioè tranciatura-perforazione allo stesso tempo
Opzione 3: utilizzare la produzione progressiva di stampi, cioè la perforazione e la tranciatura continua.
(3) Analisi e confronto
La prima soluzione ha una struttura di stampo semplice, ma richiede due processi e due coppie di stampi, con una bassa produttività e difficoltà a soddisfare i requisiti di efficienza per la produzione di massa.
La seconda soluzione richiede solo una coppia di stampi. L'accuratezza di forma e posizione e la precisione dimensionale del pezzo tranciato possono essere facilmente garantite. La produttività è maggiore rispetto alla prima soluzione, ma la struttura dello stampo è più complicata rispetto alla prima soluzione e il funzionamento è scomodo.
L'opzione tre richiede anche una coppia di stampi, che è comoda e sicura da utilizzare e ha la massima produttività. La struttura dello stampo è più complessa rispetto all'opzione uno. La precisione dei pezzi tranciati si colloca tra l'opzione uno e l'opzione due. Tuttavia, poiché la precisione del prodotto stesso non è elevata, è in grado di soddisfare i requisiti di precisione del prodotto.
Attraverso l'analisi e il confronto dei tre schemi sopra citati, è preferibile adottare lo schema tre per il produzione di stampaggio di questa parte.
Struttura complessiva dello stampo di tranciatura
5.1 Classificazione degli stampi di tranciatura
No.
Base di classificazione
Nome
1
Proprietà del processo di stampaggio
Stampo di tranciatura, stampo di piegatura, stampo di imbutitura, stampo di formatura, ecc.
2
Diverse combinazioni di processi
Stampo a processo singolo (stampo semplice), stampo composto, stampo progressivo (stampo continuo, stampo a salto)
3
Diversi metodi di orientamento
Nessuno stampo di guida, stampo di piastra di guida, stampo di colonna di guida, ecc.
4
Diversi metodi di scarico
Stampo di scarico rigido, stampo di scarico elastico
5
Diversi modi per controllare la distanza
Tipo a perno di arresto, tipo a lama laterale, tipo a perno di guida, ecc.
6
I materiali per le parti di lavorazione dello stampo sono diversi.
Stampo in carburo, stampo in lega a base di zinco, stampo in gomma, ecc.
7
…
…
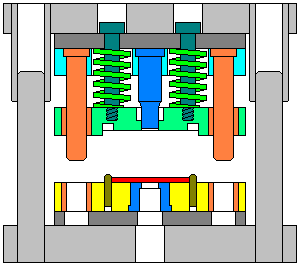
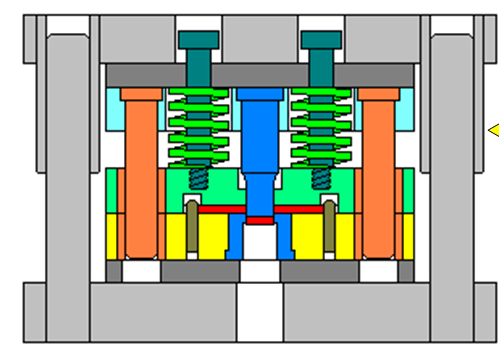
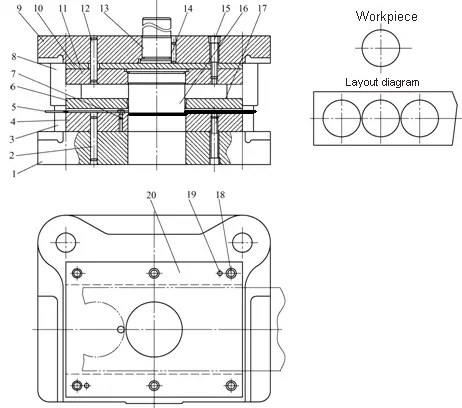
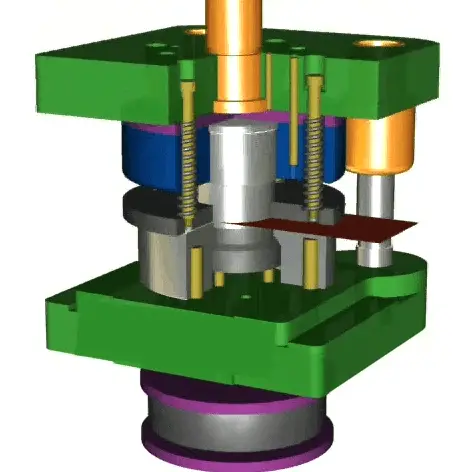
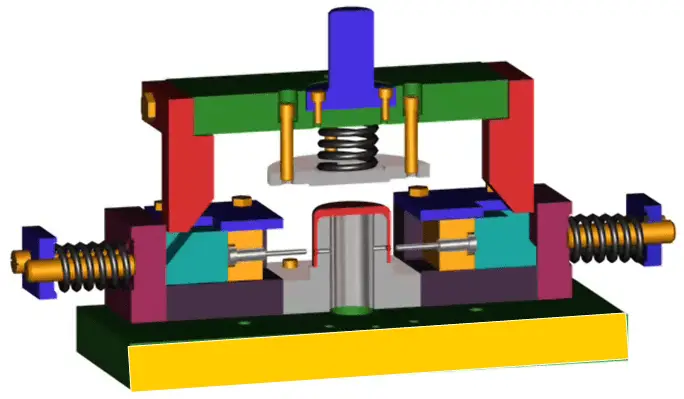
5.2 Struttura tipica dello stampo di tranciatura
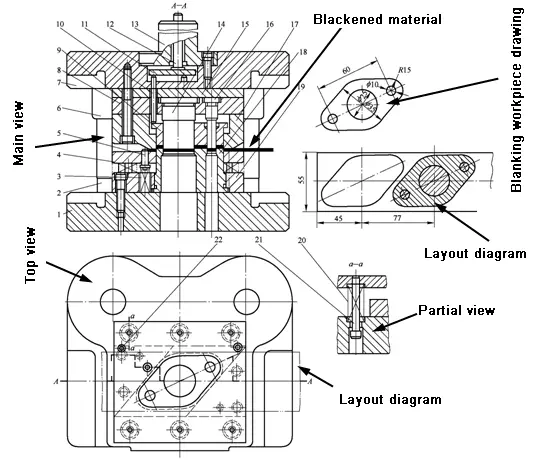
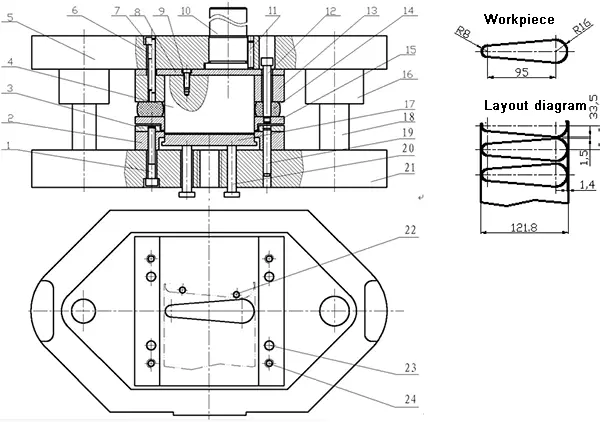
Metodo di visualizzazione del diagramma della struttura dello stampo
Metodo e fasi di visualizzazione:
-Guardate la barra del titolo per i nomi degli stampi.
-Guardare il pezzo in lavorazione
-Guardare il diagramma di layout, capire la direzione di alimentazione e conoscere la posizione approssimativa del pezzo da posizionare.
-Guardate la vista principale
Trovare materiali e pezzi neri
Trovare parti funzionanti che modellano la lamiera
Trovare le parti di posizionamento, in combinazione con la vista dall'alto
Trova i pezzi
Trova le parti della guida
Trovare le parti fisse
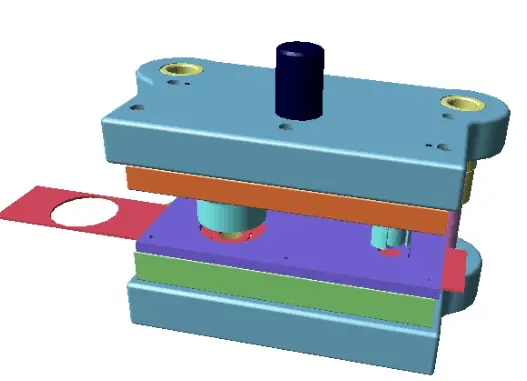
Struttura tipica della modalità a processo singolo
Uno stampo a processo singolo è anche chiamato stampo semplice, che si riferisce a uno stampo che completa un solo processo di stampaggio in una sola corsa della pressa.
Stampo di tranciatura con dispositivo di scarico rigido
Stampo di tranciatura con dispositivo di scarico elastico
Stampo di tranciatura a processo singolo con dispositivo di scarico ed espulsione elastico
La separazione avviene
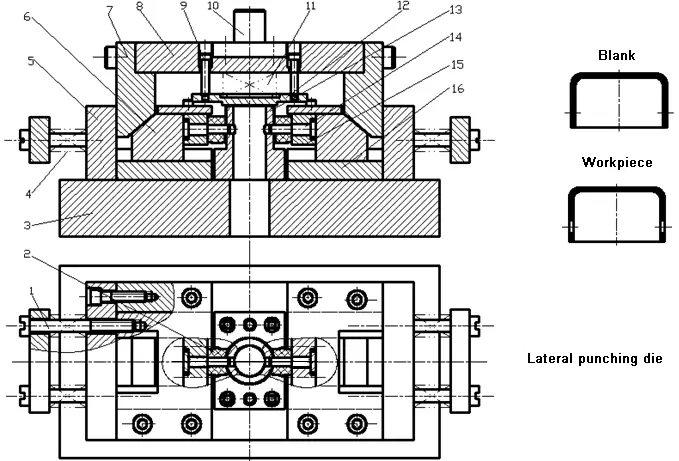
Stampo per piercing
Stampo di perforazione laterale orizzontale a cuneo obliquo
2.Struttura tipica della matrice progressiva
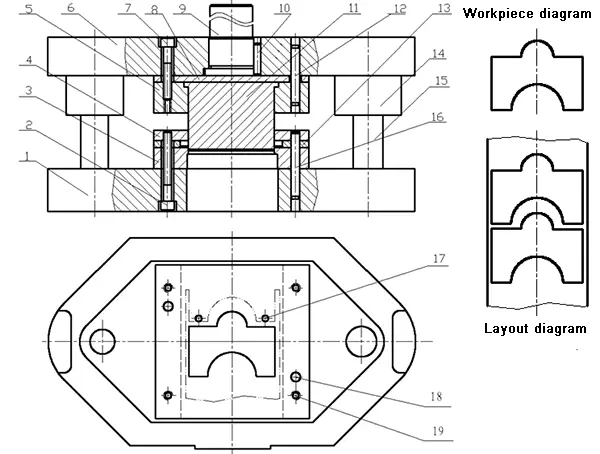
Lo stampo progressivo, noto anche come stampo continuo o stampo a salto, si riferisce a uno stampo che completa simultaneamente più processi di stampaggio in più stazioni nella direzione di avanzamento in un'unica corsa della pressa.
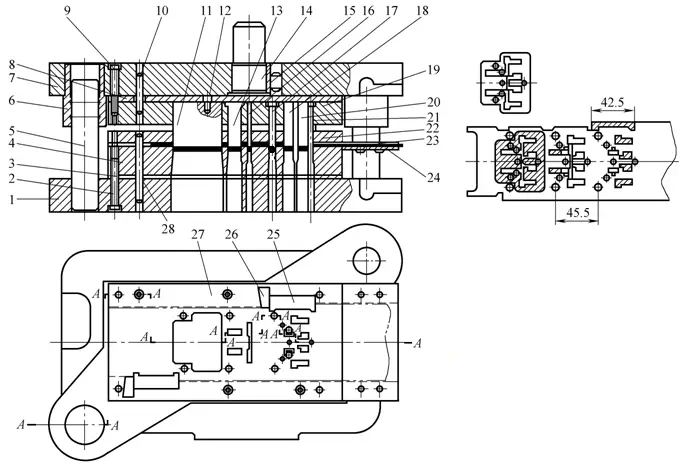
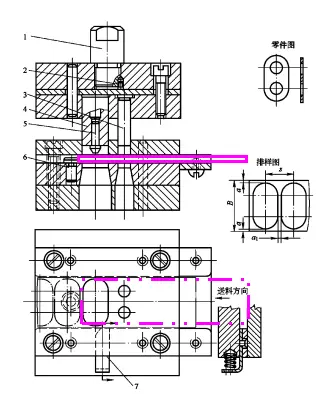
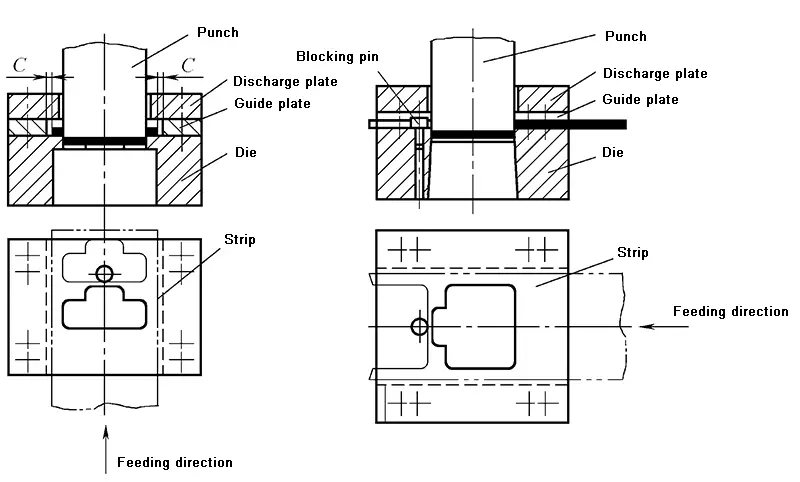
Stampo progressivo di perforazione e tranciatura con distanza tra le lame su due lati
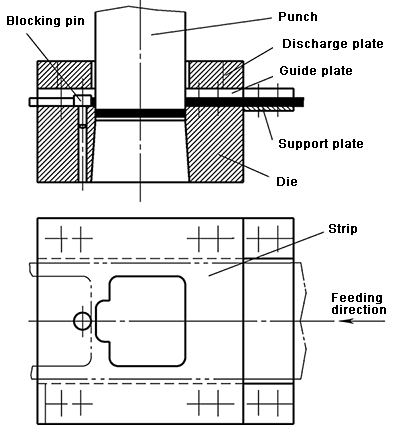
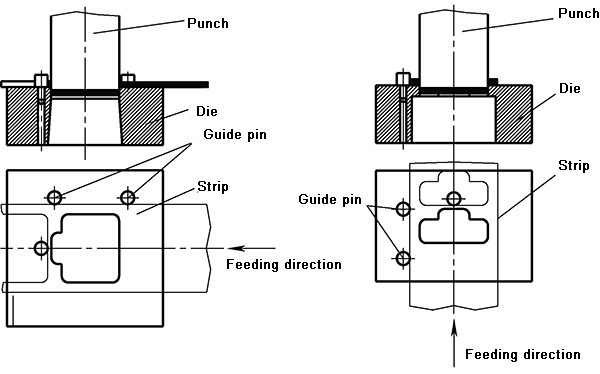
Stampo di tranciatura progressivo con bordo laterale e distanza di giunzione del perno di guida
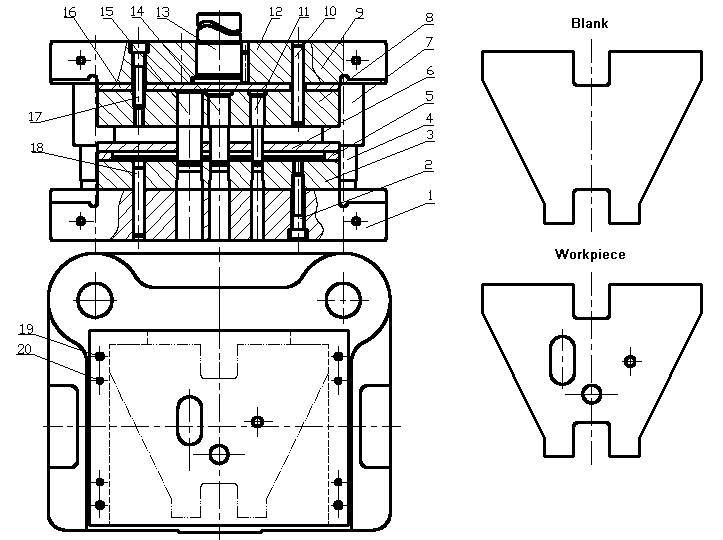
3.Struttura tipica della matrice composta
Uno stampo composto è uno stampo che ha una sola stazione e completa due o più processi di stampaggio contemporaneamente in una sola corsa della pressa.
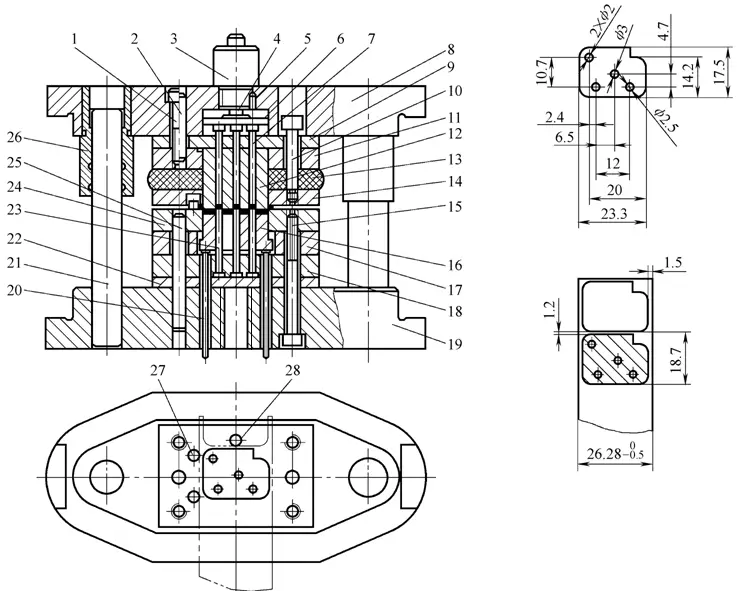
Stampo composto per flip chip
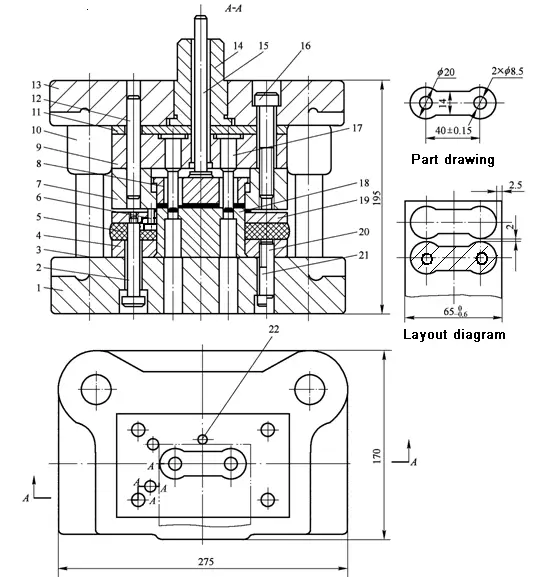
Stampo per la formatura del composto
Confronto tra stampi di formatura e stampi composti per flip-chip
Punzonatura di pezzi con materiali più morbidi, più sottili e con maggiore planarità
Ampia gamma di applicazioni
Stampo per la formatura del composto
Stampo composto flip-chip
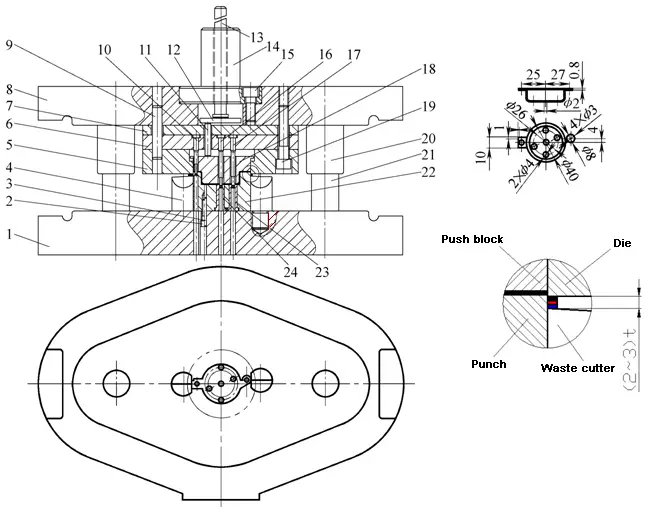
Stampo composto di rifilatura e perforazione
Stampo composito rovesciato con dispositivo di spinta rigido-elastico
5.3 Selezione del tipo di matrice di tranciatura
Per gli stampi a processo singolo, grazie alla convenienza degli stampi della struttura a montaggio frontale, si preferisce la struttura a montaggio frontale;
Per quanto riguarda gli stampi compositi, data la convenienza e la sicurezza degli stampi compositi flip-chip, nella produzione effettiva viene data priorità alle strutture flip-chip. Quando la lamiera punzonata è sottile, la distanza tra i fori è leggermente inferiore ed è richiesta la planarità del pezzo, è opportuno scegliere uno stampo composito con struttura frontale.
Nella produzione di massa di pezzi di piccole e medie dimensioni, lo stampo progressivo con alimentazione automatica è ampiamente utilizzato per risparmiare manodopera e migliorare l'efficienza produttiva.
Progettazione delle parti principali dello stampo e selezione degli standard
Lavorare le parti strutturali:
Parti di lavoro: matrice maschio, matrice femmina, matrice maschio e femmina, lama laterale
Parti di posizionamento: piastra di guida, perno di bloccaggio, perno di guida, ecc.
Parti di scarico e di spinta: pannello di scarico, blocco di spinta, blocco di espulsione, taglierina per rottami
Parti della struttura ausiliaria:
Parti della guida: montante di guida, manicotto di guida, piastra di guida
Parti fisse: piastra di fissaggio, piastra di supporto, maniglia dello stampo, base superiore dello stampo, base inferiore dello stampo, viti, perni, ecc.
6.1 Progettazione degli elementi di lavoro e selezione degli standard
La funzione è quella di separare i materiali e ottenere la forma e le dimensioni richieste del pezzo grezzo.
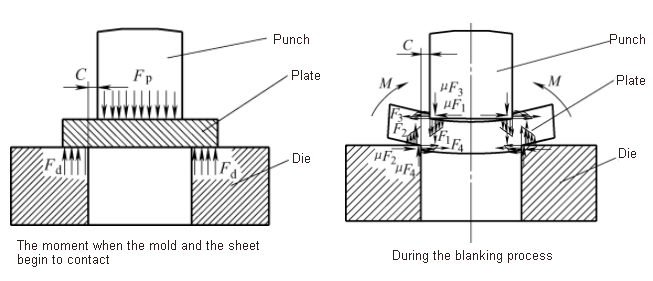
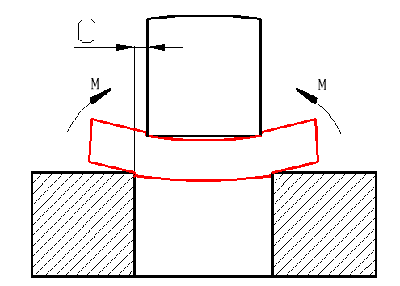
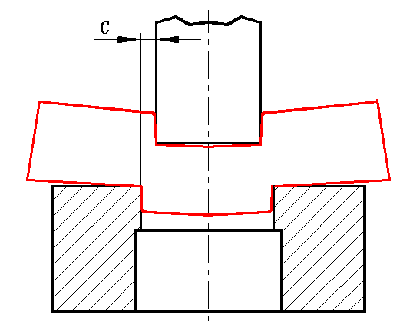
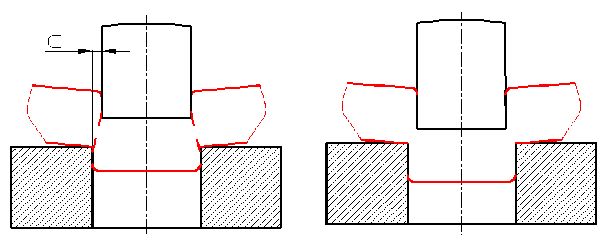
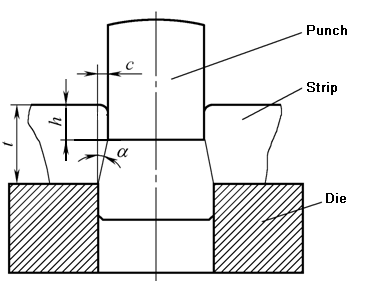
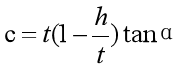
Il gioco della matrice di tranciatura si riferisce alla distanza tra la matrice e la parete laterale del bordo del punzone nella matrice di tranciatura. È rappresentato dal simbolo c, che si riferisce a una distanza su un solo lato. (GB / T16743-2010)
(1) Impatto del gioco sul processo di tranciatura
1) L'influenza del gioco C sulla qualità del pezzo. Il valore del gioco può essere opportunamente ridotto, migliorando così la qualità della sezione del pezzo tranciato.
2) Influenza del gioco C sulla forza del processo di punzonatura
All'aumentare di C, la forza di punzonatura F si riduce in una certa misura.
All'aumentare di C, FX, FT, e FE diminuisce, la pressione di punzonatura totale diminuisce.
Al contrario, quando Z si riduce, la forza del processo di tranciatura aumenta e la pressione di tranciatura totale aumenta.
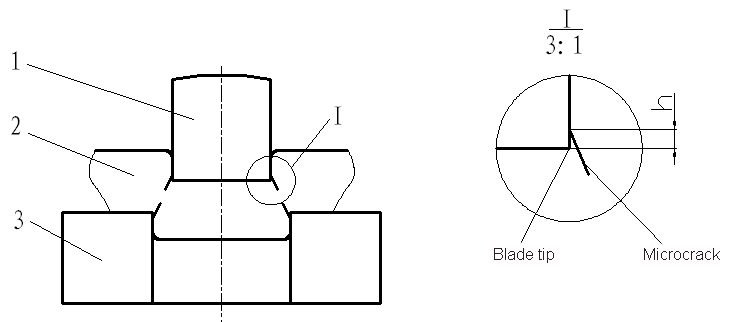
3) Influenza della clearance C sulla durata dello stampo
Forme di rottura dello stampo: usura, fessurazione del bordo dello stampo, scheggiatura, deformazione, ecc.
La distanza C influisce principalmente sull'usura dello stampo e sulla cricca del bordo.
Quando C aumenta, poiché la forza del processo di tranciatura si riduce, l'usura dello stampo si riduce e le cricche del bordo dello stampo si riducono, quindi la durata aumenta. Al contrario, la durata si riduce.
Risultati dell'analisi:
Una migliore qualità dei pezzi richiede una minore distanza dallo stampo
La riduzione della pressione del punzone richiede un maggiore spazio tra gli stampi
L'aumento della durata dello stampo richiede una maggiore distanza dallo stampo stesso
(2) Determinazione del valore ragionevole del divario
1) Calcolo teorico del valore di gap ragionevole
Base: Le fessure sui bordi di taglio superiore e inferiore si sovrappongono e lo spazio tra gli stampi è ragionevole.
Quando si scelgono i giochi di tranciatura delle lamiere, in base ai requisiti tecnici delle parti tranciate, alle caratteristiche di utilizzo e alle specifiche condizioni di produzione, ecc. si determina innanzitutto il tipo di gioco da adottare in base alla Tabella 3-19, quindi si seleziona di conseguenza il valore di questo tipo di gioco in base alla Tabella 3-20.
Il gap del nuovo stampo deve essere il più piccolo dei valori di gap.
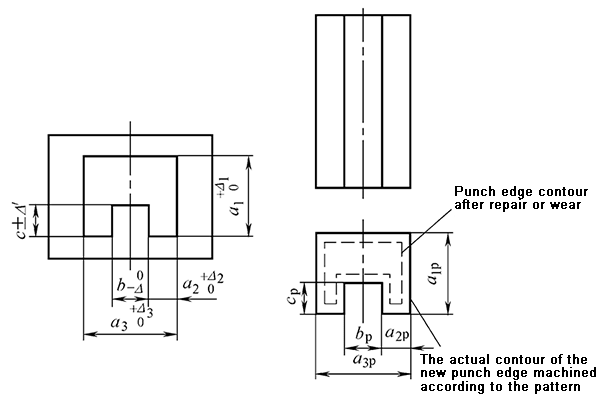
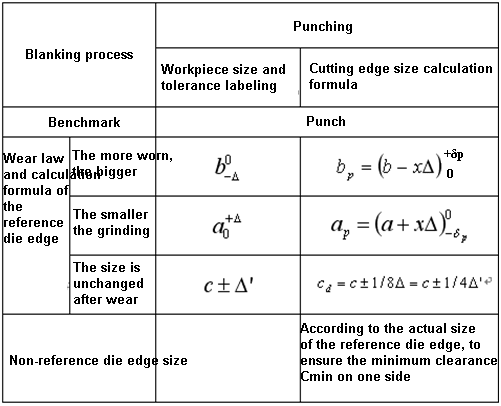
2.Determinazione delle dimensioni e delle tolleranze dei bordi di punzonatura e fustellatura
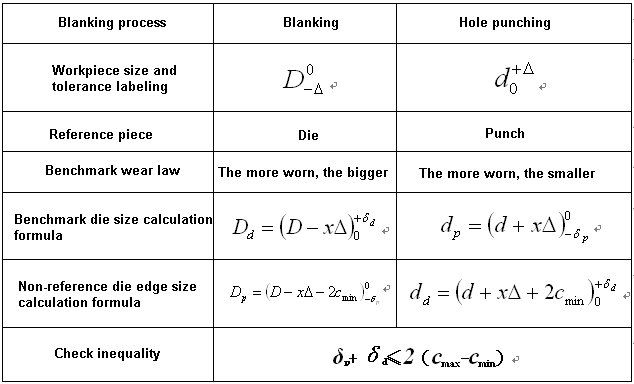
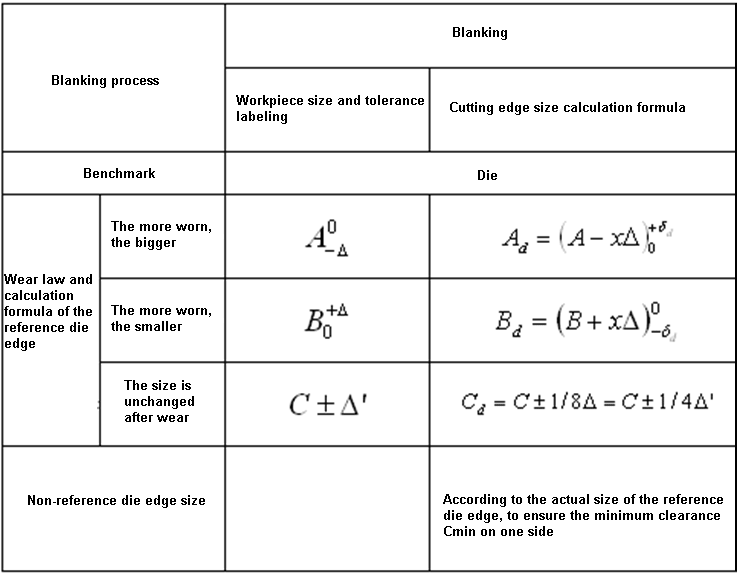
(1) Principio di calcolo delle dimensioni del tagliente di punzoni e matrici
Quando si esegue la tranciatura, si seleziona lo stampo come riferimento, si progetta prima la dimensione del bordo dello stampo e lo spazio si ottiene riducendo la dimensione del bordo dello stampo.
Per la perforazione, il punzone viene scelto come riferimento. La dimensione del bordo del punzone viene prima progettata e il gioco si ottiene aumentando la dimensione del bordo del punzone.
La dimensione del bordo della matrice di riferimento con la dimensione aumentata dopo l'usura è uguale o vicina alla dimensione limite minima del pezzo; la dimensione della matrice di riferimento con la dimensione ridotta dopo l'usura è uguale o vicina alla dimensione limite massima del pezzo. La dimensione del tagliente che non cambia prima e dopo l'usura è uguale alla dimensione del pezzo.
In linea di principio, le tolleranze di produzione delle dimensioni dei pezzi e dei bordi di fustellatura sono contrassegnate come deviazioni unidirezionali secondo il principio "in-body", ovvero le dimensioni delle parti di tranciatura e dei bordi di fustellatura sono contrassegnate come deviazioni negative unidirezionali, le parti di perforazione e i bordi di fustellatura. Le dimensioni sono contrassegnate come deviazioni positive unidirezionali, mentre le dimensioni che non cambiano dopo l'abrasione sono generalmente etichettate come deviazioni bidirezionali.
(2) Metodo di calcolo della dimensione del tagliente
Il metodo di calcolo delle dimensioni del tagliente è legato al metodo di lavorazione dello stampo. Esistono due metodi comuni di lavorazione dello stampo:
Elaborazione separata
Metodo di elaborazione cooperativa
Confronto tra due metodi di lavorazione degli stampi
Metodo di lavorazione dello stampo
Metodo di elaborazione separato (metodo di elaborazione interscambio)
Elaborazione cooperativa
Definizione
Il punzone e la matrice vengono lavorati rispettivamente alla dimensione finale secondo i rispettivi disegni.
La matrice di riferimento viene lavorata per prima e la dimensione del bordo della matrice non di riferimento viene configurata in base alla dimensione effettiva del bordo della matrice di riferimento già tagliata, in conformità con il gioco minimo ragionevole.
Vantaggi
(1) Il punzone e lo stampo possono essere prodotti in parallelo, riducendo così il ciclo di produzione dello stampo; (2) Le parti dello stampo possono essere intercambiate
(1) Il gap dello stampo è garantito dalla preparazione, il che riduce la difficoltà di lavorazione dello stampo; (2) È necessario disegnare solo un modello di riferimento dettagliato per ridurre il carico di lavoro del disegno.
Svantaggi
(1) È necessario tracciare un disegno parziale del punzone e dello stampo separatamente; (2) Il gap dello stampo è garantito dalla precisione della lavorazione dello stampo, che aumenta la difficoltà di lavorazione dello stampo.
Lo stampo non di riferimento deve essere prodotto dopo la fabbricazione dello stampo di riferimento e il ciclo di produzione dello stampo è lungo.
Applicazione
Con lo sviluppo della tecnologia di produzione degli stampi, la maggior parte degli stampi nella produzione reale sono realizzati con metodi di lavorazione separati e l'applicazione dei metodi di lavorazione sta diventando sempre meno. .
1) Lavorazione separata delle matrici maschili e femminili
Coefficiente di usura x valore
Spessore del materiale t/mm
Valore x del pezzo non circolare
Valore x del pezzo circolare
1
0.75
0.5
0.75
0.5
Tolleranza del pezzo Δ/mm
1
<0.16
0.17~0.35
≥0.36
<0.16
≥0.16
1~2
<0.20
0.21~0.41
≥0.42
<0.20
≥0.20
2~4
<0.24
0.25~0.49
≥0.50
<0.24
≥0.24
>4
<0.30
0.31~0.59
≥0.60
<0.30
≥0.30
Esempio di calcolo della dimensione del tagliente
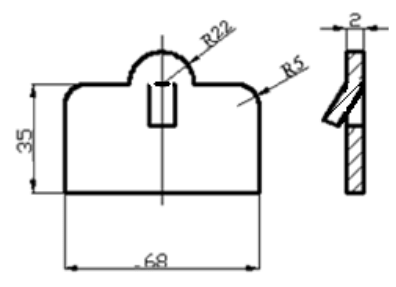
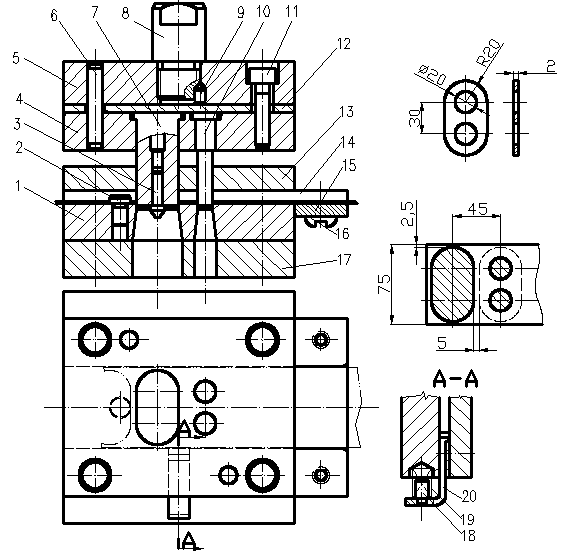
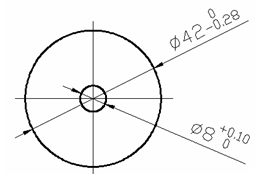
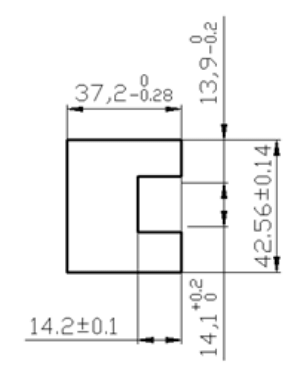
Esempio 3-7 Il pezzo illustrato nella Figura 3-73 viene punzonato. Il materiale è Q235 e lo spessore del materiale è t = 2 mm. Calcolare le dimensioni e le tolleranze dei bordi di punzonatura e fustellatura.
Soluzione: Come mostrato nella Figura 3-73, questo pezzo richiede due processi di tranciatura, ovvero tranciatura e perforazione. Le dimensioni del bordo dello stampo e la tolleranza sono calcolate di seguito.
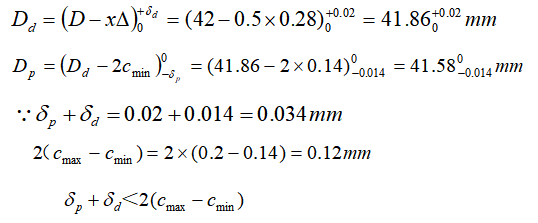
1) Blanking
Sulla base dello stampo concavo, a causa della forma regolare, lo stampo viene lavorato separatamente.
Controllando la Tabella 3-19 e la Tabella 3-20 si ottiene c = (7% ~ 10%) t, cioè:
cmin =7%t=0,07×2=0,14mm;
cmax=10%t=0.10×2=0.2mm;
Consultare la tabella 3-24 per ottenere il coefficiente di usura: x = 0,5;
Le deviazioni di produzione degli stampi convessi e concavi ottenute consultando la Tabella 3-25 sono: δp = 0,014 mm, δd = 0,02 mm;
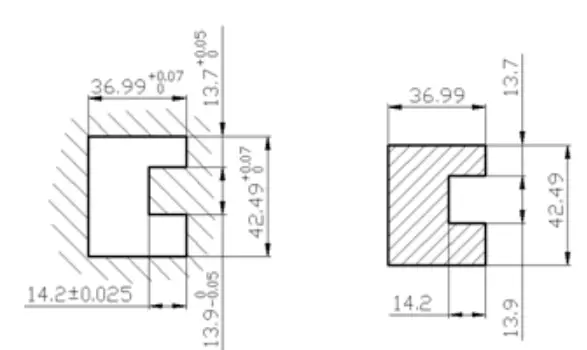
Calcolato dalla formula:
Pertanto, l'accuratezza dello stampo è appropriata.
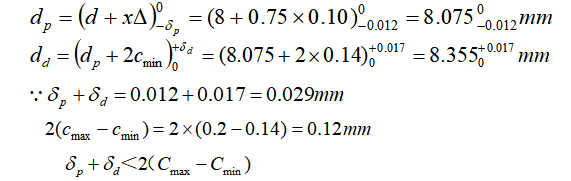
2) Piercing
Prendendo come riferimento il punzone, poiché la forma del foro è semplice, si utilizza il metodo di produzione separato per elaborare lo stampo.
Consultare la tabella 3-24: χ=0,75
Controllare la tabella 3-25 per ottenere: δp = 0,012 mm, δd = 0,017 mm
Calcolato in base alla formula della Tabella 3-23:
Pertanto, l'accuratezza dello stampo è appropriata.
2) Coordinare la lavorazione delle matrici maschili e femminili
Formula di calcolo della dimensione del bordo della matrice di tranciatura durante la lavorazione cooperativa
Formula di calcolo della dimensione del bordo dello stampo di punzonatura durante la lavorazione cooperativa
Disegno esemplificativo di parti convesse e concave quando si utilizza il metodo di lavorazione
Prestare attenzione alla tolleranza dimensionale del tagliente
3.Progettazione strutturale delle parti di lavoro e selezione degli standard
(1)La forma strutturale della matrice convessa e il suo metodo di fissaggio
Problemi da risolvere nella progettazione dei punzoni
Requisiti di durezza: Cr12MoV, Cr12, Cr6WV tagliente 58 ~ 62HRC, testa parte fissa 40 ~ 50HRC; CrWMn tagliente 56 ~ 60HRC, testa parte fissa 40 ~ 50HRC
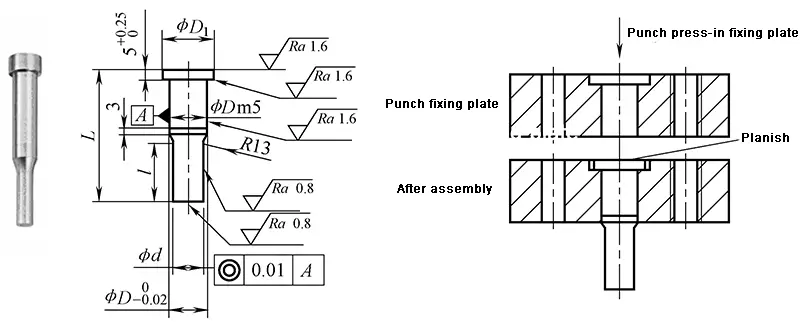
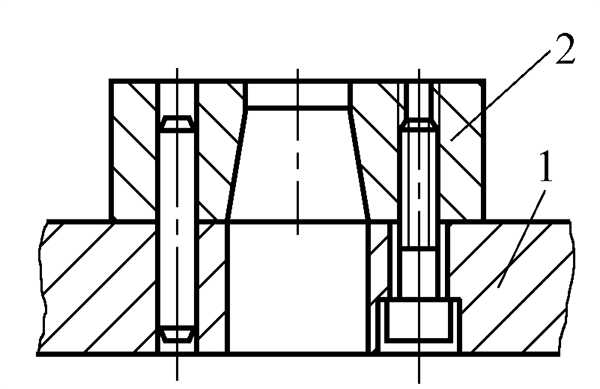
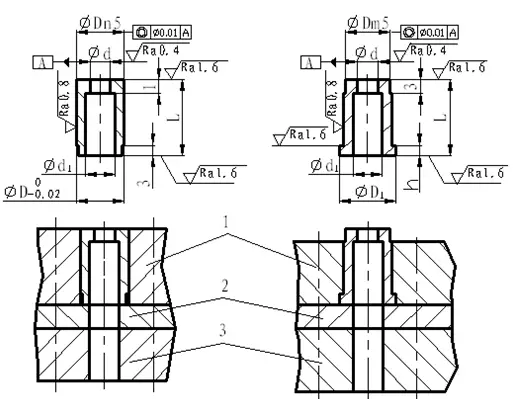
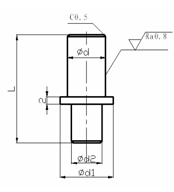
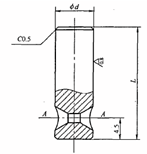
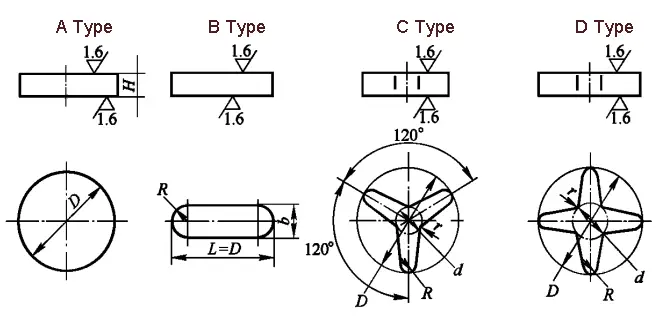
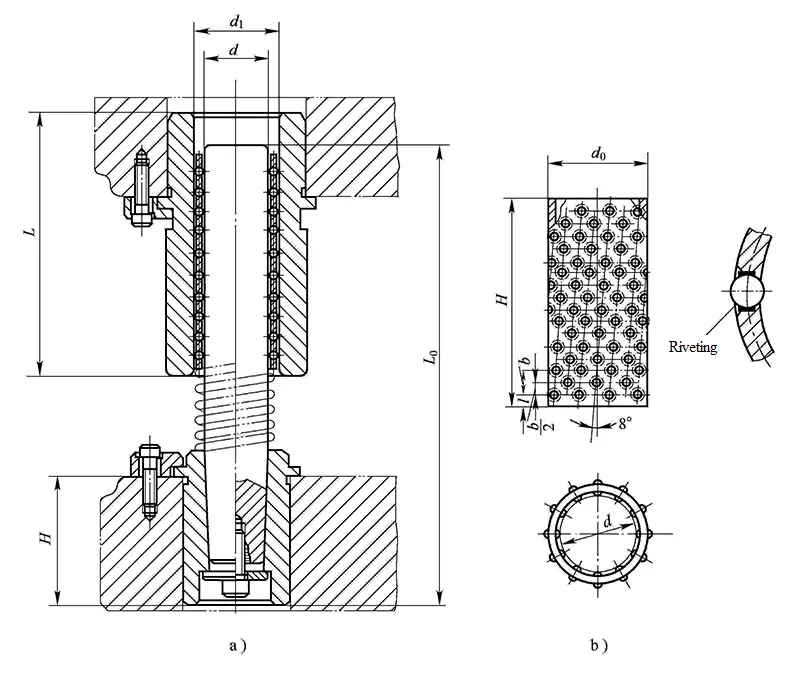
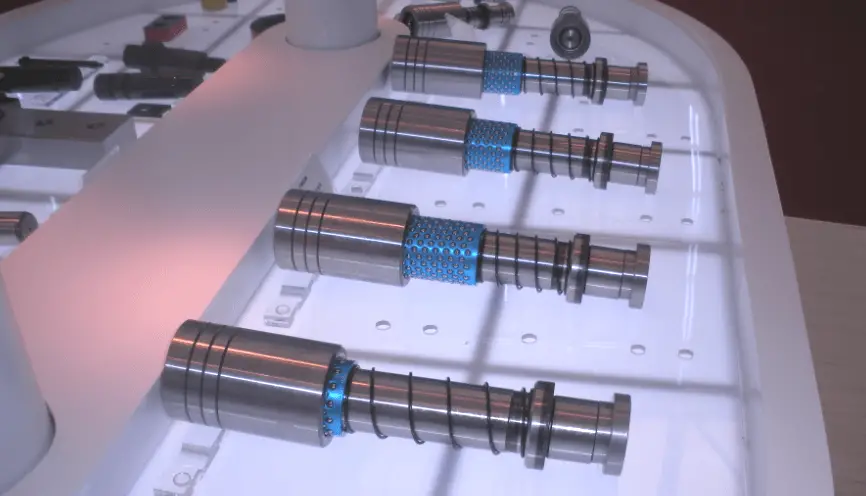
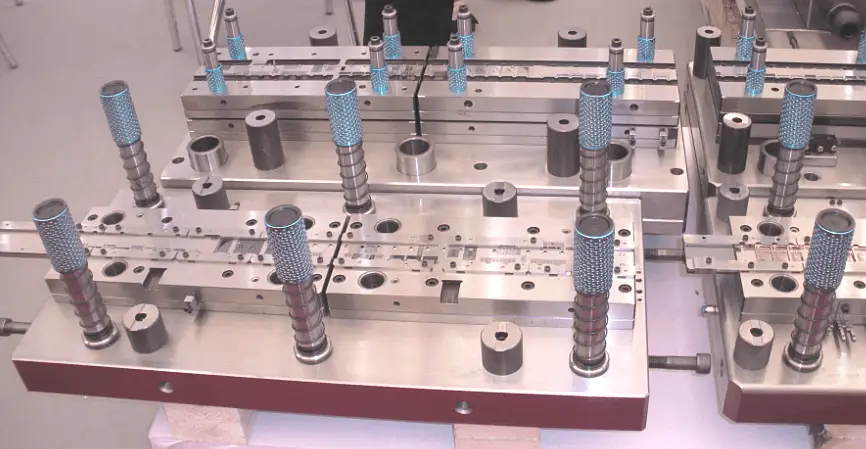
Struttura e metodo di fissaggio della matrice circolare convessa con testa cilindrica per termoretrazione
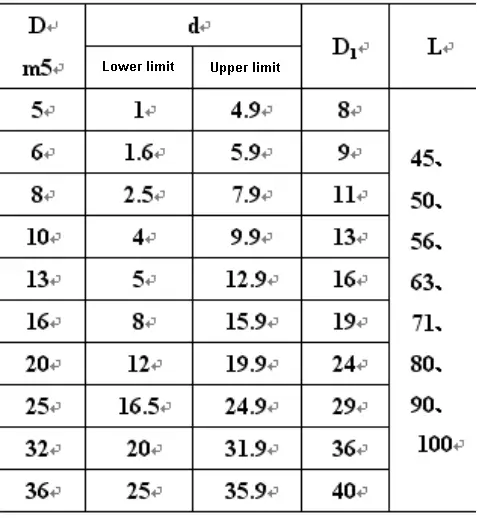
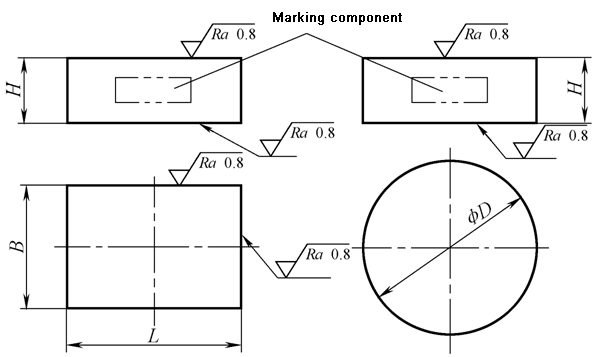
Dimensioni standard ed esempi di marcatura di punzoni circolari con testa cilindrica (JB/T5826-2008)
Esempio di marcatura: D = 5mm, d = 2mm, L = 56mm punzone circolare cilindrico per termoretrazione marcatura dello stampo: punzone circolare cilindrico per termoretrazione 5×2×56 JB / T5826-2008
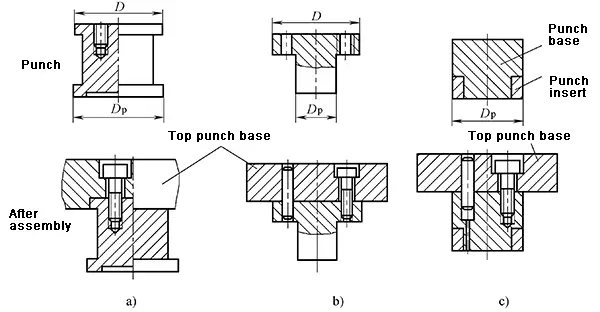
Forma strutturale e metodo di fissaggio di stampi circolari convessi di grandi e medie dimensioni
Struttura e metodo di fissaggio del punzone da perforazione
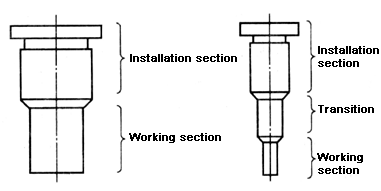
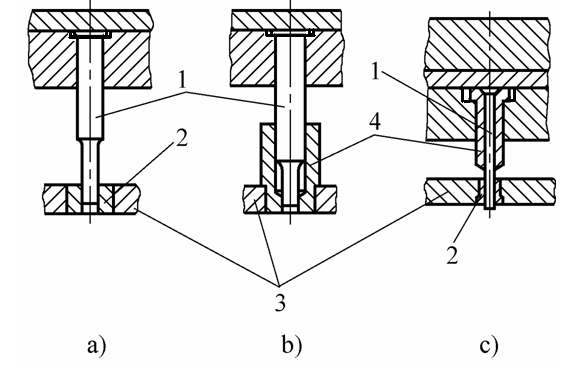
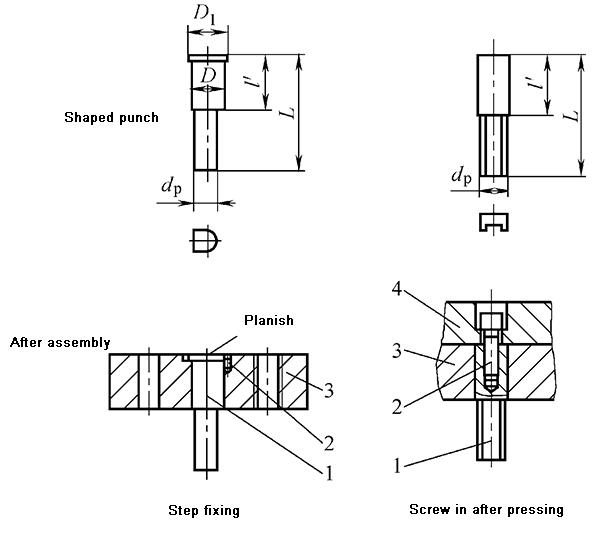
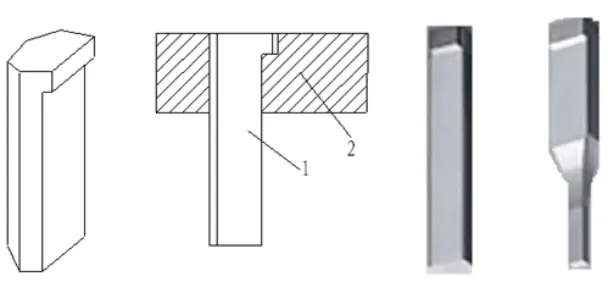
2) Forma strutturale e metodo di fissaggio dello stampo convesso di forma speciale
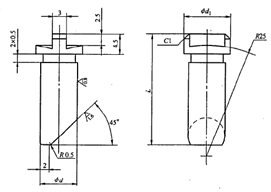
Struttura a gradini: la parte fissa è rotonda o rettangolare
Struttura rettilinea
Lo stampo convesso di forma speciale adotta una struttura a gradini e un metodo di fissaggio
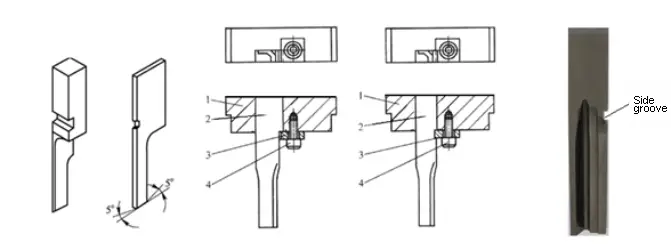
Punzone speciale a scanalatura laterale fissa con piastra di pressione
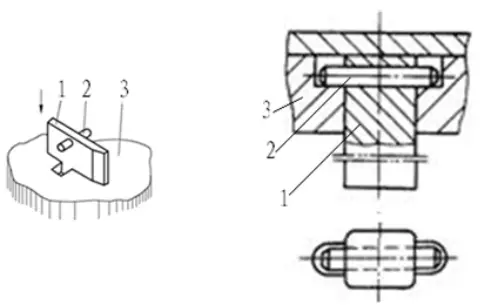
Fissaggio del punzone profilato con perno trasversale
Fissaggio del punzone profilato con una piattaforma di sospensione
3)Determinazione delle dimensioni del punzone in relazione alla struttura dello stampo
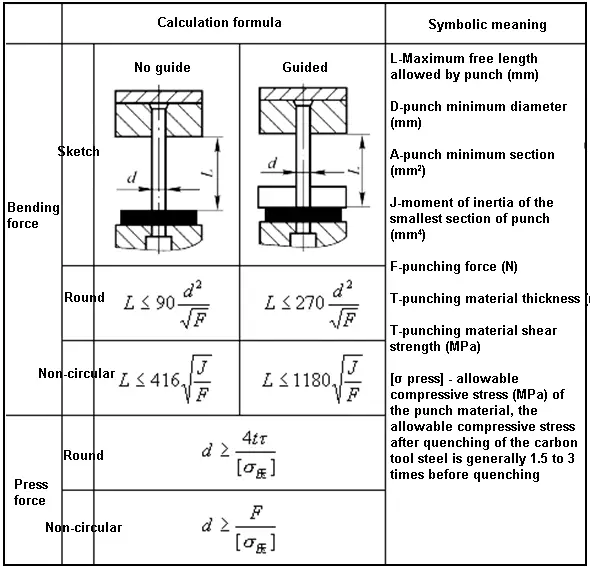
(3) Verifica della resistenza del punzone
Verifica della capacità di pressione
Controllo anti-stabilità
(2) Progettazione della struttura dello stampo e selezione degli standard
Struttura dello stampo femmina e metodo di fissaggio
1) Forma strutturale e metodo di fissaggio della matrice
Integrale
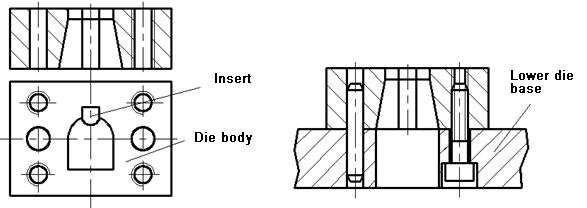
Combinato
Tipo di blocco
Struttura integrale dello stampo comunemente utilizzata negli stampi di tranciatura ordinari.
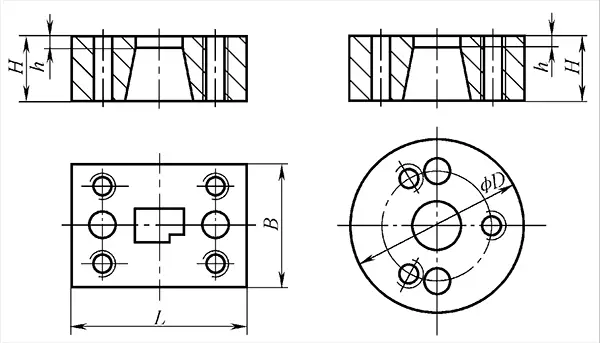
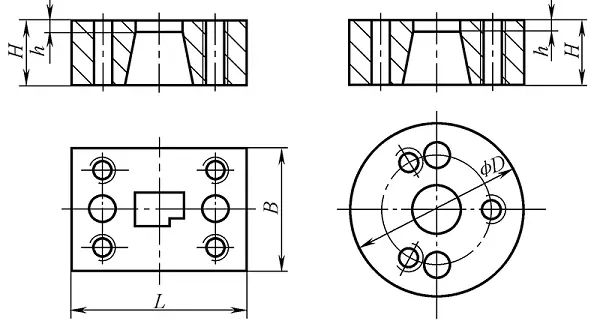
Esistono due tipi di matrice integrale: rettangolare e rotonda.
Esempio di marcatura: L = 125mm, B = 100mm, H = 20mm marcatura stampo rettangolare concavo: sagoma rettangolare concava 125×100×20 JB / T7643.1-2008
Metodo di fissaggio integrale della matrice:
Materiali consigliati:
T10A,
9Mn2V,
Cr12,
Cr12MoV
Durezza del trattamento termico: 60 ~ 64HRC
Metodo di fissaggio: viti e perni sono fissati direttamente nella base dello stampo inferiore.
Struttura combinata dello stampo e metodo di fissaggio
Materiali consigliati:
Cr12MoV
Cr12
Cr6WV
CrWMn
Durezza del trattamento termico: 58 ~ 62HRC
Fustella di blocco
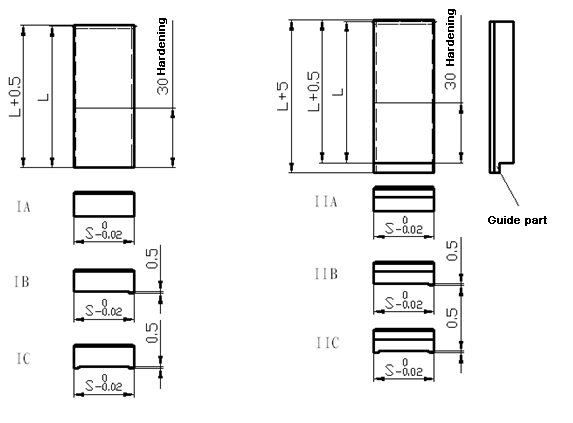
2) Forma del bordo di taglio della matrice
3) Progettazione della forma e delle dimensioni dello stampo
Forma: rotonda o rettangolare
Progettazione delle dimensioni degli stampi - Formula empirica
La dimensione calcolata della forma della matrice ottenuta da questo è:
Fasi di progettazione dello stampo di tranciatura:
Esempio di progettazione della forma dello stampo
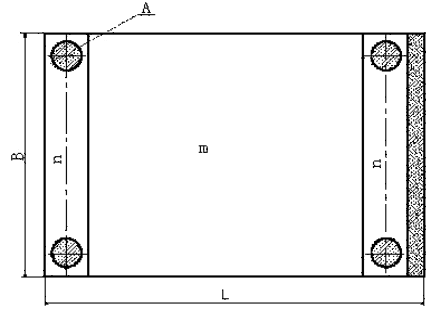
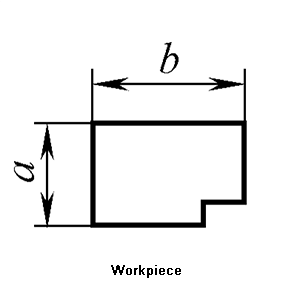
Esempio 3-9 Cercate di progettare la forma e le dimensioni dello stampo di tranciatura per il pezzo mostrato nella Figura 3-92.
Soluzione: Poiché la forma del punzone si avvicina a un rettangolo, la forma della matrice è rettangolare.
In base alle dimensioni esterne massime del pezzo b = 40 + 20 = 60 mm e allo spessore del materiale di 2 mm, verificare la Tabella 3-29: K = 0,28, le dimensioni dello stampo possono essere calcolate come segue:
H = Kb = 0,28×60 = 16,8 mm
c = (1,5 ~ 2) H = (1,5 ~ 2)×16,8 = 25,2 mm ~ 33,6 mm,
Prendiamo c = 30 mm.
Quindi: L = 40 + 19,88 + 30×2 = 119,88 mm
B = 19,88 + 30×2 = 79,88 mm
Queste sono le dimensioni esterne calcolate dello stampo. In base alle dimensioni calcolate nella Tabella 3-31, sappiamo che le dimensioni effettive dello stampo devono essere:
L×B×H = 125mm×80mm×18mm
Dati parziali della sagoma concava rettangolare
(3) Progettazione di stampi convessi e concavi
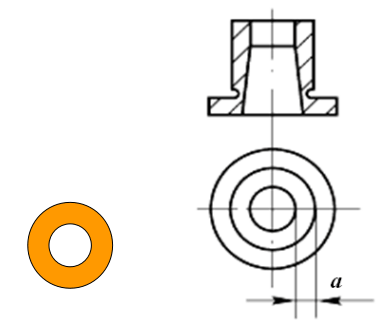
Lo stampo convesso e concavo è una parte di lavoro dello stampo composito che ha le funzioni di stampo di tranciatura e punzonatura. I suoi bordi interni ed esterni sono taglienti e lo spessore della parete tra i bordi interni ed esterni dipende dalle dimensioni della parte da tranciare.
Spessore minimo della parete dello stampo maschio e femmina
Schizzo
Spessore t/mm
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1.2
1.5
1.75
Spessore minimo della parete a/mm
1.4
1.6
1.8
2.0
2.3
2.5
2.7
3.2
3.8
4.0
Spessore t/mm
2.0
2.1
2.5
2.7
3.0
3.5
4.0
4.5
5.0
5.5
Spessore minimo della parete a/mm
4.9
5.0
5.8
6.3
6.7
7.8
8.5
9.3
10.0
12.0
6.2 Progettazione degli elementi di posizionamento e selezione degli standard
Ruolo: Determinare l'esatta posizione dello spezzone nello stampo.
Esistono due forme di pezzi grezzi che vengono introdotti nello stampo:
Striscia (nastro o bobina)
Singolo vuoto
La striscia viene fatta "avanzare" lungo lo stampo
I singoli pezzi grezzi vengono "piazzati" nella posizione designata dello stampo.
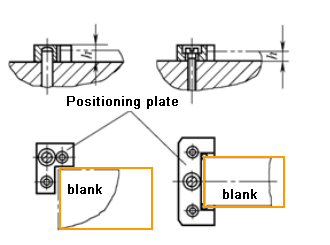
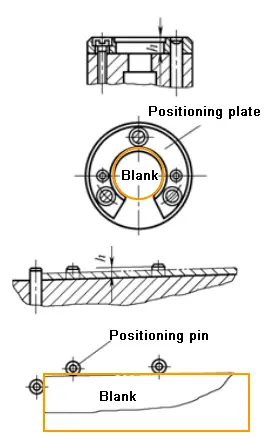
Esempio di posizionamento di un singolo vuoto
Parti leader
Il ruolo è quello di garantire che il nastro venga introdotto nello stampo nella direzione corretta.
Le parti in piombo più comuni sono:
Piastra guida
Perno di guida
Dispositivo di pressione laterale
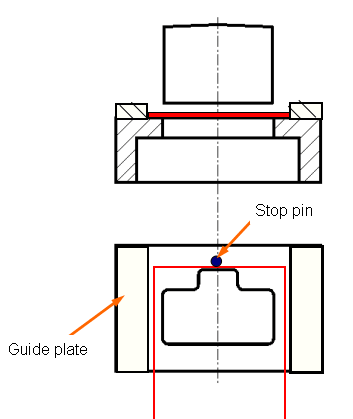
(1) Piastra di guida
Il ruolo è quello di controllare la direzione di alimentazione del nastro.
Di solito si tratta di due pezzi, distribuiti su due lati della direzione di alimentazione del nastro, e fissati direttamente alla matrice con perni a vite. Esistono due forme:
Struttura non standard: piastra di guida e piastra di scarico nel loro insieme
Metodo di fissaggio della piastra di guida della struttura standard
Le dimensioni della piastra di guida e della sagoma concava sono le stesse.
Piastra di guida a struttura non standard
La piastra di guida e la piastra di scarico sono integrate
Struttura con piastra di ricezione
La piastra di guida è più lunga della mascherina concava.
(2) Perno di guida
In genere, ne sono necessari almeno due, situati sullo stesso lato della striscia. Si consiglia la struttura standard. Il materiale è acciaio 45 e la durezza del trattamento termico è 43 ~ 48HRC.
(3) Dispositivo di pressione laterale
Parti di fissaggio
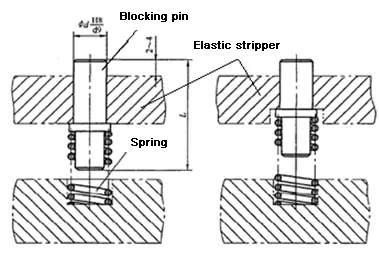
Il ruolo è quello di controllare la distanza di alimentazione del nastro nello stampo, ovvero il controllo della distanza. Le strutture più comuni includono perni di blocco del materiale, bordi laterali, perni di guida e così via.
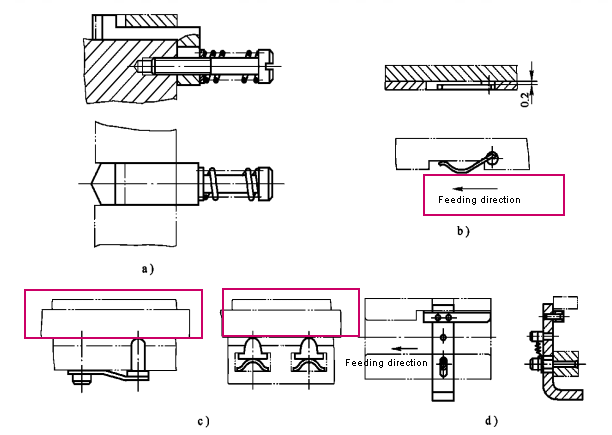
Il perno di blocco si divide in perno di blocco fisso e perno di blocco mobile.
Il perno di arresto fisso comprende un perno di arresto a testa tonda e un perno di arresto a forma di gancio.
Il perno di arresto mobile comprende: perno di arresto iniziale, perno di arresto di ritorno e perno di arresto elastico superiore.
(1) Perno di arresto fisso
La funzione è quella di controllare la distanza di alimentazione del nastro, ovvero di controllare la distanza di alimentazione del pezzo standard. È fissato direttamente allo stampo davanti all'alimentazione.
Base di selezione: Spessore t della lastra punzonata, vedi Tabella 3-34
Principio di funzionamento del perno di arresto fisso
Perno di arresto del gancio
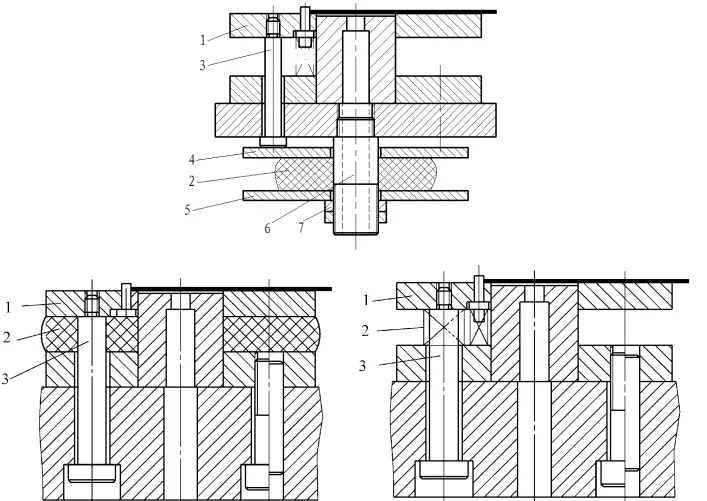
(2)Perno di arresto attivo
Tutti sono struttura standard, 45 acciaio è raccomandato per il materiale di blocco o perno, trattamento termico durezza è 43 ~ 48HRC
Il dispositivo di blocco del materiale di partenza è solitamente installato nella piastra di guida e viene utilizzato soprattutto per la prima alimentazione dello stampo progressivo.
Dispositivo antiproiettile
È installata nella piastra di scarico elastica e viene utilizzata principalmente nello stampo composto di tipo flip.
Esistono tre forme:
Dispositivo di blocco del materiale a molla
Dispositivo di blocco a cupola in gomma
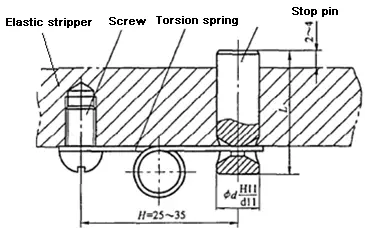
Dispositivo di blocco del materiale di espulsione a molla di torsione
Dispositivo di blocco del materiale a molla
Dispositivo di blocco a cupola in gomma
Dispositivo di blocco del materiale di espulsione a molla di torsione
Tappo di alimentazione a nastro
Installato in una piastra di scarico rigida, utilizzato soprattutto negli stampi ad alimentazione manuale
Il principio di funzionamento del dispositivo di blocco a nastro
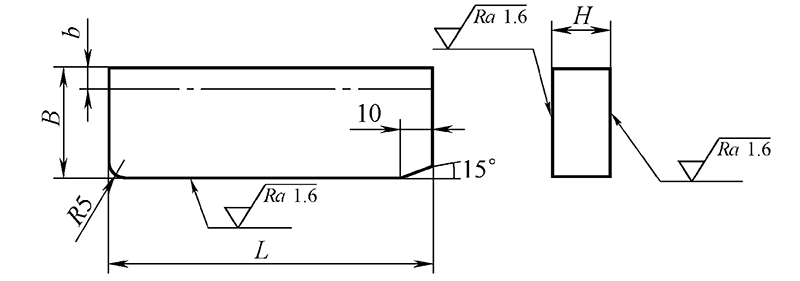
(3) Lama laterale
La funzione è quella di controllare la distanza di alimentazione del nastro, cioè di controllare la distanza di alimentazione.
Bordo laterale: Nello stampo progressivo, per limitare la distanza di alimentazione del nastro, un pezzo di lavoro di una certa forma viene punzonato sul lato del nastro.
La lama laterale ha parti standard e si consiglia il T10A. La durezza del trattamento termico è di 56 ~ 60HRC.
Metodo di selezione della lama laterale standard: In base alla distanza, la lunghezza del bordo laterale = la distanza
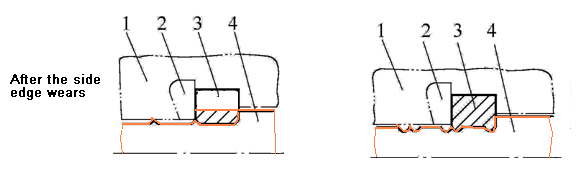
Bordo laterale standard
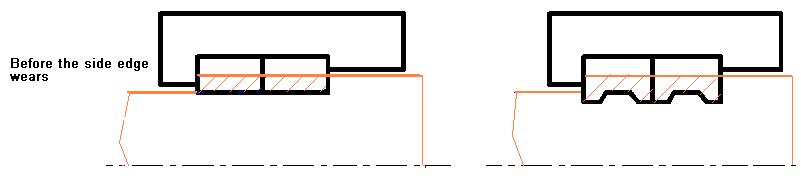
Posizione delle bave dopo il taglio laterale smussato
Lama laterale speciale
I pezzi non standard sono determinati dalla forma del punzone.
Arresto del bordo laterale
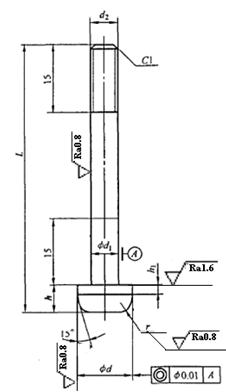
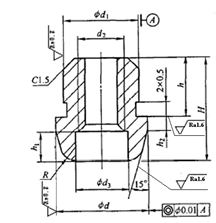
(4) Perno di guida
Utilizzato principalmente per il posizionamento preciso del nastro nello stampo progressivo. È un componente standard. È composto da testa e asta. L'asta del perno di guida viene utilizzata per il fissaggio. Per il perno di guida si raccomanda l'uso di 9Mn2V in base al diametro d del foro preforato.
Dimensioni di base:
Diametro d dell'elemento conduttore: utilizzare H7 / h6 o H7 / h7 per collaborare con il foro di guida.
Altezza dell'elemento di guida h: assumere h = (0,8 ~ 2) t
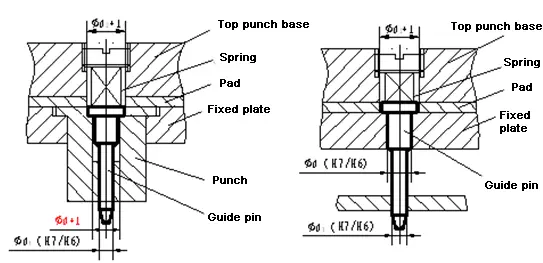
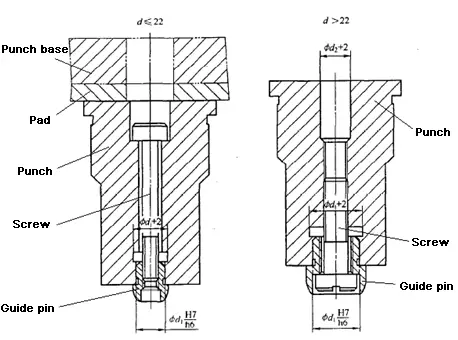
Struttura e metodo di fissaggio del perno di guida standard di tipo A
Perno di guida di tipo A
Struttura e metodo di fissaggio del perno di guida standard di tipo B
Perno di guida di tipo B
Struttura e metodo di fissaggio del perno di guida C standard
Perno di guida di tipo C
Struttura e metodo di fissaggio del perno di guida standard di tipo D
Perno di guida di tipo D
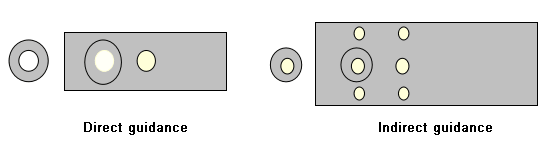
Due modi di guidare i perni:
Il perno di guida può essere allineato direttamente o indirettamente.
L'allineamento diretto si riferisce all'uso di fori nel pezzo per l'allineamento. I perni di allineamento sono solitamente installati nello stampo di tranciatura.
L'allineamento indiretto consiste nell'utilizzare i fori di processo preforati per l'allineamento e i perni di allineamento sono spesso installati nella piastra di fissaggio dello stampo convesso.
I perni di guida non possono essere utilizzati indipendentemente! !!
Il perno di guida viene solitamente utilizzato in combinazione con un perno di bloccaggio, un bordo laterale e un dispositivo di alimentazione automatica.
Rapporto di posizione con il perno di blocco:
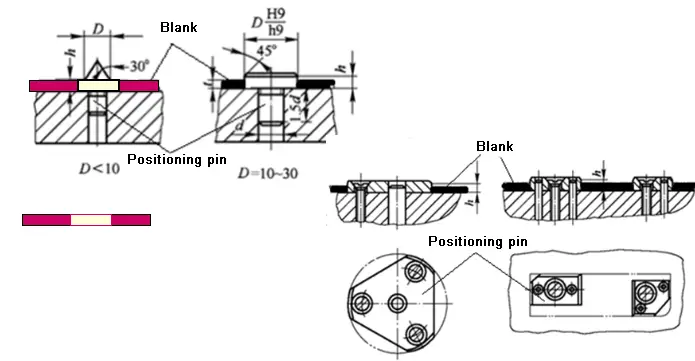
(3) piastra di posizionamento e perno di posizionamento
Posizionamento tramite forma vuota
Posizionamento tramite forma interna vuota
6.3 Progettazione e selezione standard dei componenti di pressatura, scarico e alimentazione
Il ruolo consiste nel tenere il foglio e nello scaricare o spingere fuori pezzi e scarti.
Dispositivo di scarico (taglierina per rifiuti)
Dispositivo di spinta
Espulsione del dispositivo
Dispositivo di scarico
Lo scopo è quello di rimuovere le parti o gli scarti agganciati all'esterno della matrice maschio o femmina.
Secondo le diverse fonti di forza di scarico:
Dispositivo di scarico rigido
Dispositivo di scarico flessibile
Coltello di taglio degli scarti (per lo scarico durante la trafilatura di pezzi con bordi profondi)
(1) Dispositivo di scarico rigido (fisso)
È costituito da una piastra (chiamata piastra di scarico), che viene fissata direttamente sulla matrice con viti e perni. La forza di scarico è causata dall'impatto rigido tra il pezzo grezzo della piastra e la piastra di scarico. È adatto soprattutto per lo scarico di lastre spesse con una grande forza di scarico e senza requisiti di planarità della lastra.
Principio di scarico del dispositivo di scarico rigido
La forza causata dall'impatto rigido tra la piastra di scarico e il materiale viene utilizzata per lo scarico.
Design della piastra di scarico (rigida)
La forma e le dimensioni della forma esterna sono generalmente uguali a quelle dello stampo.
La forma del foro dipende dalla forma del punzone per questa punzonatura e c'è uno spazio tra i due. Se funge contemporaneamente da piastra di guida, con il punzone si utilizza un gioco di H7 / h6.
Lo spessore della piastra di scarico è determinato dallo spessore della piastra, vedi tabella seguente.
Il materiale consigliato è l'acciaio 45 e la durezza è di 43 ~ 48HRC.
Spessore della lastra
t(mm)
Larghezza della pinzaB(mm)
≤50
50~80
80~125
125~200
>200
S
S'
S
S'
S
S'
S
S'
S
S'
0.8
6
8
6
10
8
12
10
14
12
16
0.8~1.5
6
10
8
12
10
14
12
16
14
18
1.5~3
8
–
10
–
12
–
14
–
16
–
3~4.5
10
–
12
–
14
–
16
–
18
–
>4.5
12
–
14
–
16
–
18
–
20
–
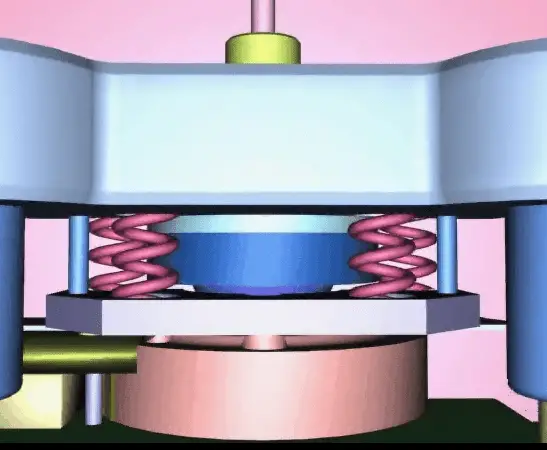
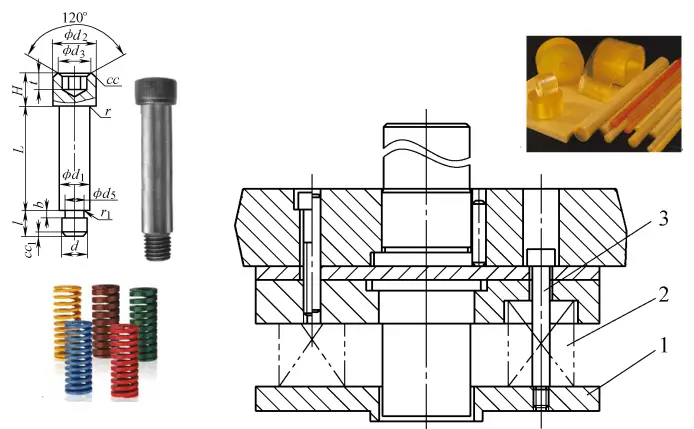
(2) Dispositivo di scarico elastico
È costituito da una piastra di scarico, un elemento elastico e una vite di scarico. Di solito è installato nello stampo superiore e può essere installato anche nello stampo inferiore.
La forza di scarico è causata dalla compressione dell'elemento elastico.
Questo tipo di piastra di scarico viene spesso utilizzato per la punzonatura di materiali sottili, con una forza di scarico ridotta e con requisiti di planarità della piastra.
Processo di lavoro del dispositivo di scarico elastico
Diverse forme strutturali di dispositivi a scarica elastica
Il dispositivo di scarico è installato sullo stampo superiore
Dispositivo di scarico installato nello stampo inferiore
Necessità di progettare: piastra di scarico, elemento elastico e vite di scarico.
In generale, la forma e le dimensioni della piastra di scarico sono coerenti con lo stampo. Se gli elementi elastici sono troppi o troppo grandi, è possibile aumentare le dimensioni della piastra di scarico per facilitare il posizionamento dell'elemento elastico.
Lo schema dei fori della piastra di scarico è coerente con la forma dello stampo di punzonatura. Esiste un certo spazio tra i due. Lo spessore della piastra di scarico dipende dallo spessore della piastra punzonata.
La vite di scarico è un componente standard (a differenza della vite di fissaggio, che è dedicata allo stampo) e può essere selezionata direttamente dallo standard.
Gli elementi elastici comunemente utilizzati sono molle e gomme, che sono parti standard e possono essere selezionate in base alle condizioni.
Collegamento dispositivo di scarico elastico-vite di scarico
(3) Coltello per il taglio dei rifiuti
Quando si taglia il pezzo trafilato, utilizzare una fresa per scarti per scaricare.
Il coltello per il taglio degli scarti è solitamente installato sul bordo della punzone da taglioe il suo bordo di taglio è circa 2 o 3 volte più spesso del bordo di taglio. Durante la tranciatura, la matrice preme gli scarti sul tagliente della lama di taglio per tagliare gli scarti da scaricare.
Struttura standard della taglierina per rifiuti
Dispositivo di spinta
Il ruolo è quello di spingere il pezzo o lo scarto incastrato nella cavità della matrice lungo la direzione di punzonatura.
A seconda della fonte della forza di spinta:
Dispositivo di spinta rigido
Dispositivo di spinta elastico
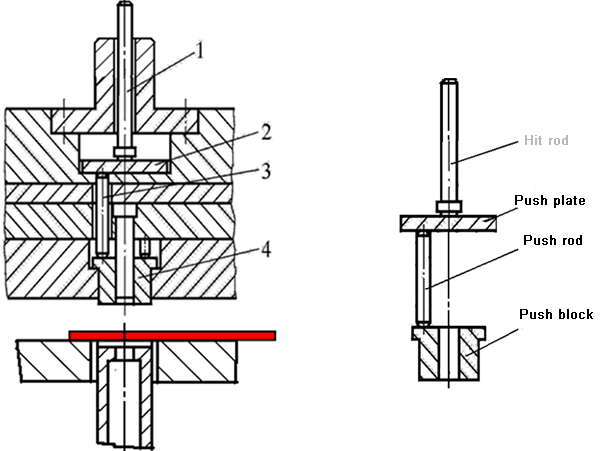
(1) Dispositivo di spinta rigido
Componenti del dispositivo di spinta rigido
Principio del dispositivo di spinta rigido
Progettazione di un dispositivo di spinta rigido
Progettazione del blocco di spinta
Struttura della piastra di spinta: parti standard opzionali
Dispositivo di spinta elastico
Composto da elementi elastici e blocchi di spinta
Necessità di progettazione: blocco di spinta ed elemento elastico.
Dispositivo di espulsione
L'effetto è quello di spingere fuori il materiale bloccato nella cavità dello stampo contro la direzione di punzonatura.
Processo di lavoro del dispositivo superiore
6.4 Progettazione degli elementi di guida e selezione degli standard
Il ruolo è quello di assicurare la guida del movimento e determinare le posizioni relative degli stampi superiori e inferiori. Lo scopo è quello di far entrare correttamente le matrici maschio nelle matrici femmina e di rendere il più possibile uniformi i giochi periferici delle matrici maschio e femmina.
Manicotto di guida della colonna: manicotto di guida scorrevole della colonna; manicotto di guida a sfera della colonna.
Piastra guida
(1) Palo di guida e bussola di guida
Manicotto di guida del montante scorrevole
La bussola di guida del montante scorrevole è standard
Montaggio del montante di guida scorrevole e del manicotto di guida
Manicotto di guida del palo di guida della sfera
Guida della palla
a) Guida a sfera
b) Gabbia a sfere in acciaio
Guida della palla
La posizione di installazione della bussola di guida a sfere nello stampo
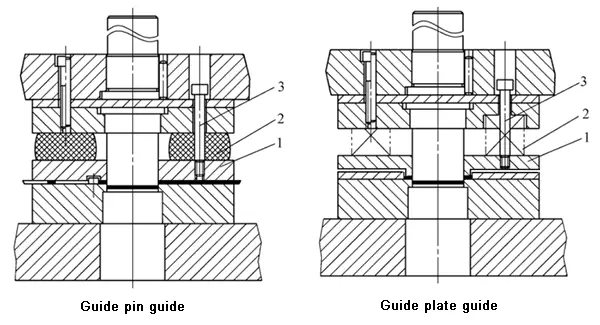
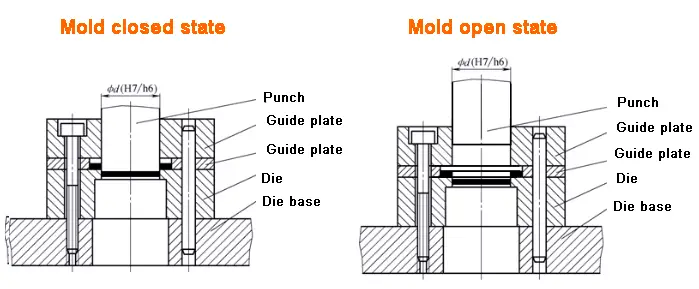
(2) Guida della piastra di guida
La piastra di guida è una piastra di scarico rigida.
La differenza è che lo spazio tra la piastra di guida e il punzone è H7/h6. Per garantire che la piastra di guida svolga un ruolo di guida, la piastra di guida deve avere una lunghezza di contatto sufficiente con il punzone. Lo spessore H è generalmente considerato come:
H = (0,8~1) Hdado (Hdado è lo spessore della matrice)
Allo stesso tempo, durante l'intero processo di lavorazione dello stampo (compreso il ritorno dello stampo), il punzone e il foro della piastra di guida non vengono separati.
6.5 Progettazione e selezione standard delle parti di collegamento e fissaggio
Il ruolo consiste nel fissare gli stampi maschio e femmina sulle matrici superiori e inferiori e gli stampi superiori e inferiori sulla pressa:
Base dello stampo (telaio)
Maniglia dello stampo
Tampone
Piastra di fissaggio
Vite
Spillo
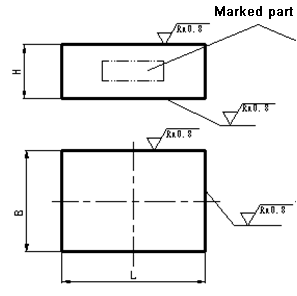
(1) Base dello stampo
Esistono una base dello stampo superiore e una base dello stampo inferiore, che vengono utilizzate per assemblare e sostenere le parti utilizzate per lo stampo superiore o per lo stampo inferiore.
Cassaforma standard
Base superiore dello stampo
Base inferiore dello stampo
Post di guida
Manicotto di guida
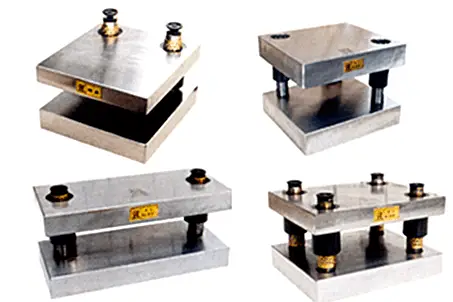
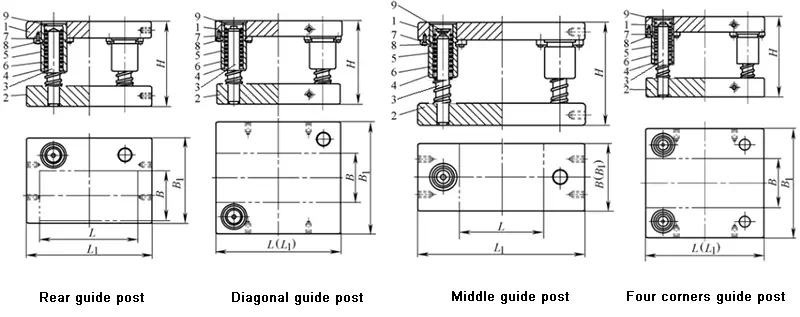
A seconda dell'adattamento del palo di guida e del manicotto di guida, la cassaforma standard comprende:
Cassaforma a guida scorrevole
Cassaforma a guida rotante
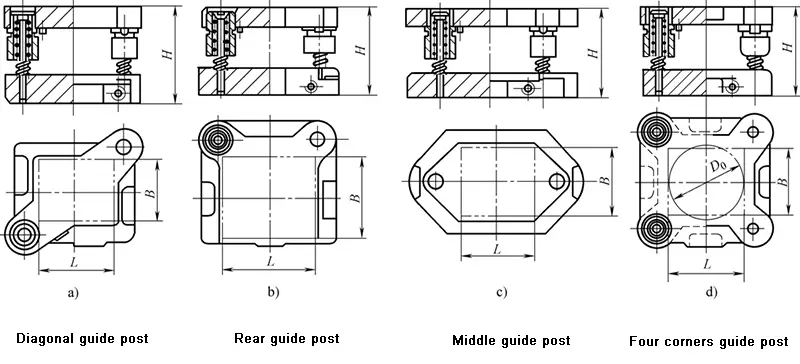
A seconda della posizione del palo di guida e del manicotto di guida, la cassaforma standard comprende:
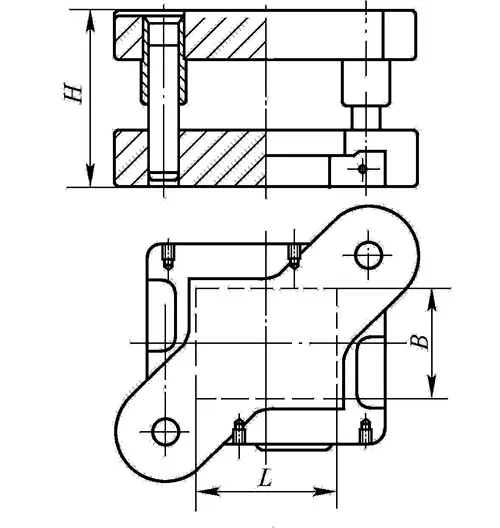
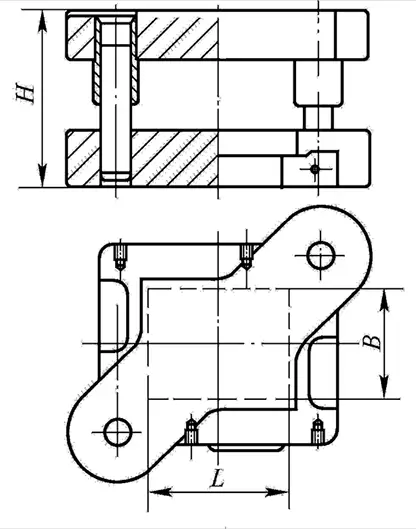
Cassaforma per pali a guida diagonale
Cassaforma per pali di guida posteriore
Cassaforma per pali guida intermedia
Cassaforma per pali guida a quattro angoli
Base stampo standard - base stampo superiore, base stampo inferiore, montante di guida, manicotto di guida
Guida scorrevole cassaforma standard
Cassaforma in acciaio a guida scorrevole
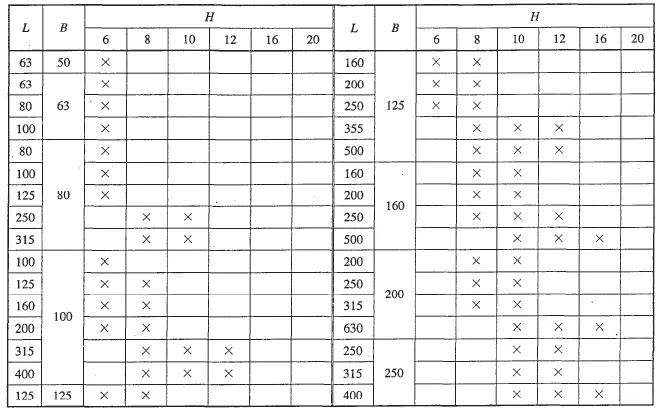
Principio di selezione della base dello stampo: selezionare in base al perimetro dello stampo
(2) Parti standard della maniglia dello stampo
Il ruolo è quello di fissare lo stampo superiore sulla slitta della pressa, di solito applicato a stampi di piccole e medie dimensioni.
Le maniglie standard più comuni sono:
Maniglia dello stampo a pressione
Impugnatura dello stampo a vite
Maniglia dello stampo a flangia
Maniglia galleggiante dello stampo
Si raccomanda l'uso di materiale per stampi in acciaio Q235A o #45.
Principio di selezione: il diametro del foro del manico della pressa
Quattro strutture standard di maniglie di stampi comuni
(3) Piastra fissa
Il ruolo è quello di installare e fissare piccoli stampi maschili o femminili, e infine installarli sulla base dello stampo superiore o sulla base dello stampo inferiore nel suo complesso.
È un pezzo standard ed è disponibile in due tipi: rettangolare e circolare.
Design della piastra di fissaggio
La scelta della piastra di fissaggio della matrice maschio si basa sulla forma e sulle dimensioni della matrice femmina.
La dimensione del piano della piastra fissa è uguale a quella della matrice e lo spessore è generalmente da 0,6 a 0,8 volte lo spessore della matrice.
I fori di montaggio e i punzoni della piastra di fissaggio adottano un accoppiamento di transizione H7 / m6 o H7 / n6 o H7 / m5. Dopo la pressatura, le superfici terminali della piastra di fissaggio e della piastra di fissaggio vengono rettificate insieme.
Si consiglia di utilizzare l'acciaio 45 come materiale della piastra di fissaggio e la durezza del trattamento termico è di 28 ~ 32HRC.
Piastra di fissaggio rettangolare
(4) Piastra di supporto
Si trova tra gli stampi convessi e concavi e la base dello stampo e sostiene e disperde il carico di pressatura per evitare che le basi superiori e inferiori dello stampo vengano spinte fuori dalla cavità.
L'utilizzo di un tampone nello stampo dipende da due condizioni:
La pressione unitaria generata dall'estremità fissa del punzone sulla base dello stampo supera la pressione che la base dello stampo può sopportare.
Ovvero: σ = P / F≥ [σpress]
L'uso di un dispositivo di spinta rigido nello stampo superiore richiede la lavorazione di fori nella base dello stampo.
Design della piastra
La piastra di supporto è un componente standard, che dispone di una piastra di supporto rotonda (JB / T7643.6-2008) e di una piastra di supporto rettangolare (JB / T7643.6-2008).
La base di selezione è la forma e la dimensione dello stampo.
La dimensione del piano della piastra di supporto è uguale a quella della matrice e lo spessore è generalmente di 5-12 mm.
Come materiale si consiglia l'acciaio 45 e la durezza del trattamento termico è di 43 ~ 45HRC.
Quando si progetta uno stampo composito, a volte è necessario installare un cuscinetto tra gli stampi convessi e concavi e la base dello stampo.
Piastra di supporto standard
(5) Viti e perni - parti standard
Le parti di fissaggio nello stampo comprendono principalmente viti e perni. La vite collega principalmente le parti dello stampo per renderlo un tutt'uno, mentre il perno svolge il ruolo di posizionamento. Le viti esagonali sono la scelta migliore per le viti. I perni cilindrici sono spesso utilizzati per i perni. In fase di progettazione, i perni cilindrici non devono essere meno di due.
La distanza tra il perno e la vite non deve essere troppo piccola per evitare che la resistenza diminuisca. Le specifiche, le quantità, le distanze e le altre dimensioni delle viti e dei perni nello stampo possono essere progettate facendo riferimento alla combinazione tipica di stampi a freddo della norma nazionale.
Il diametro della vite è determinato dallo spessore della matrice.
Selezione del diametro della vite
Spessore dello stampo
<13
13-19
19-25
25-32
>32
Diametro della vite
M4, M5
M5, M6
M6, M8
M8, M10
M10, M12
Selezione e controllo delle apparecchiature di tranciatura
7.1 Selezione di attrezzature
La scelta si basa sulle dimensioni della forza di tranciatura e sulla struttura dello stampo.
Le fasi di selezione sono:
(1) Calcolare la forza di tranciatura F totale in base alle caratteristiche della struttura dello stampo.
Quando si utilizza il dispositivo di scarico rigido e il metodo di scarico inferiore, la forza totale del processo di tranciatura è pari a:
Ftotale=F+FT
Utilizzando il dispositivo di scarico elastico e il metodo di scarico superiore, la forza totale del processo di tranciatura è pari a:
Ftotale=F+FX+FD
Utilizzando il dispositivo di scarico elastico e il metodo di scarico inferiore, la forza totale del processo di tranciatura è pari a:
Ftotale=F+FX+FT
(2) Controllare i dati dell'apparecchiatura in base alla potenza totale del processo di soppressione, impostare la pressione nominale F dell'apparecchiatura ≥ Ftotalee quindi selezionare inizialmente l'apparecchiatura e ottenerne i relativi parametri.
7.2 Apparecchiatura primaria selezionata dopo il controllo
(1) Controllare l'altezza di chiusura
(2) Verifica delle dimensioni del piano
(3) Controllare le dimensioni del foro della maniglia dello stampo
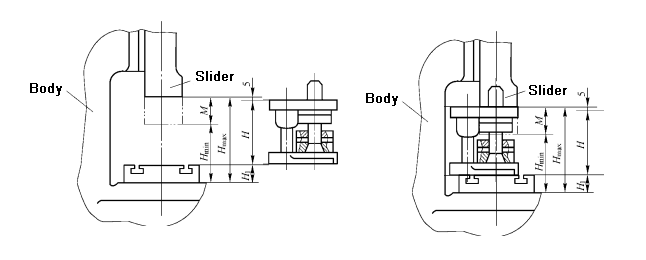
L'altezza di chiusura della pressa si riferisce alla distanza tra la superficie inferiore del cursore e la superficie superiore della tavola quando il cursore si trova nella posizione limite inferiore. L'altezza di chiusura della pressa ha un'altezza massima di chiusura Hmassimo e un'altezza minima di chiusura Hmin.
L'altezza di chiusura H dello stampo si riferisce alla distanza tra il piano inferiore della base dello stampo inferiore e il piano superiore della base dello stampo superiore quando lo stampo si trova al polo inferiore della posizione di lavoro.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai pensato al potenziale rivoluzionario della tecnologia delle servo-presse nella produzione? In questo articolo esploreremo come queste macchine avanzate stiano rivoluzionando il settore, offrendo una precisione, un'efficienza e una...
Vi siete mai chiesti come vengono realizzate le macchine che danno forma al nostro mondo? Questo blog vi accompagna in un viaggio attraverso i principali produttori di macchine punzonatrici. Imparerete a conoscere...
Come ingegnere, sapete che il diavolo si nasconde nei dettagli quando si tratta di progettare e produrre macchinari. Un aspetto cruciale che può fare la differenza nella qualità...
La scelta della giusta attrezzatura per punzonatura a torretta può avere un impatto significativo sull'efficienza produttiva e sulla qualità del prodotto. Avete problemi di bave o di usura degli stampi nella lavorazione della lamiera? Questa guida...
Quale azienda è in cima alla lista dei produttori di macchine per la lavorazione del ferro? Questo articolo esplora i marchi leader del settore, illustrandone la storia, le innovazioni e l'offerta di prodotti. Leggendo, si otterranno informazioni...
Vi siete mai chiesti come vengono realizzate le parti metalliche della vostra auto o dei vostri elettrodomestici? La chiave è lo stampaggio dei metalli, un processo che prevede la sagomatura di lamiere con stampi. Questo metodo offre un'elevata...
Vi siete mai chiesti come si producono le automobili in modo così rapido e sicuro? Questo articolo svela la magia delle linee di produzione automatizzate per lo stampaggio, dove i robot sostituiscono il lavoro manuale, aumentando l'efficienza...
Quali materiali rendono gli stampi di tranciatura robusti e precisi? Gli stampi di tranciatura richiedono un'elevata durata e precisione e materiali come l'acciaio, il metallo duro e varie leghe svolgono un ruolo fondamentale. Questo articolo esplora...
Siete incuriositi dalle meraviglie dello stampaggio dei metalli? In questo post del blog ci immergiamo nell'affascinante mondo della flangiatura dei fori, dell'incassatura e del rigonfiamento. Il nostro esperto ingegnere meccanico vi guiderà...