Vi siete mai chiesti come sia possibile trasformare una lastra di metallo piatta in un pezzo complesso e cavo? L'imbutitura profonda, un affascinante processo di formatura, lo rende possibile. In questo articolo ci addentreremo nella complessità dell'imbutitura profonda, esplorandone i principi, le sfide e le applicazioni. Che siate ingegneri curiosi o appassionati di produzione, unitevi a noi in questo viaggio alla scoperta dei segreti di questo straordinario processo.
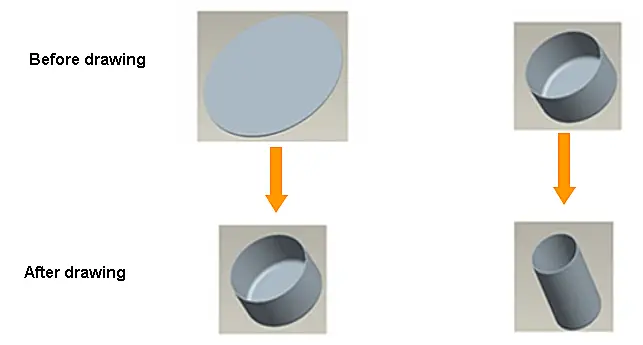
L'imbutitura profonda è un metodo di lavorazione che utilizza uno stampo di imbutitura per pressare lo spezzone piatto in varie parti cave aperte o per trasformare le parti cave prodotte in altre forme di parti cave sotto la pressione di una pressa.
Lo stampo per l'imbutitura profonda è chiamato stampo per imbutitura profonda.
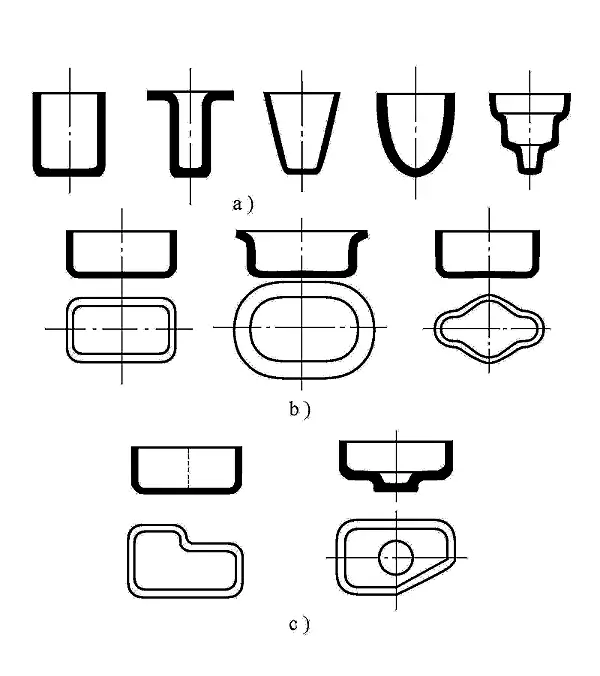
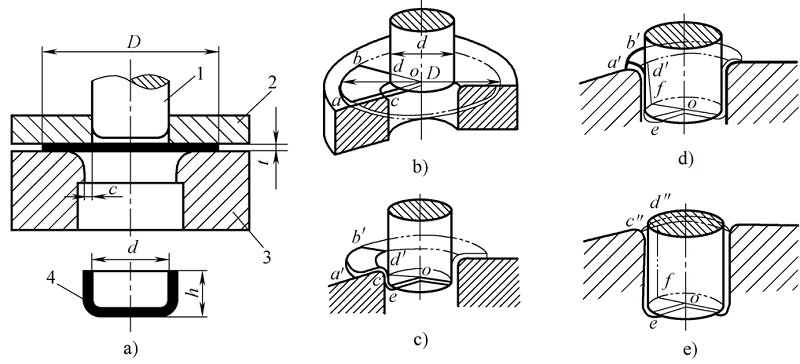
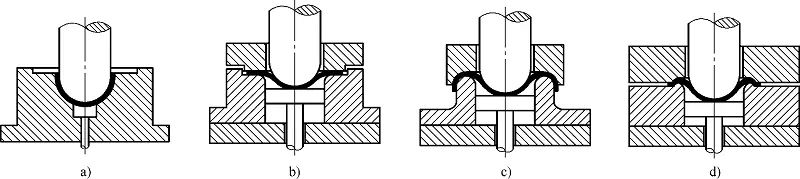
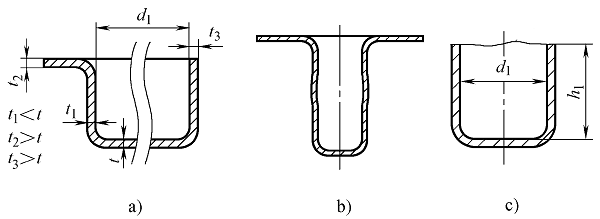
Tipi di parti per imbutitura
a) Disegno in profondità di parti rotanti asimmetriche
b) Parti della scatola
c) Parti di disegno asimmetriche
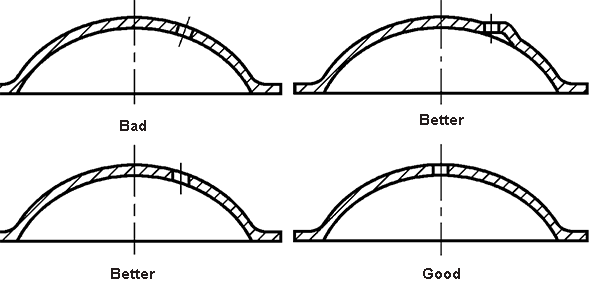
Imbutitura profonda di pezzi dalla forma più complessa
Analisi del processo di deformazione profonda
1.1 Processo di deformazione profonda e caratteristiche
L'imbutitura profonda è il processo di flusso plastico di materiali
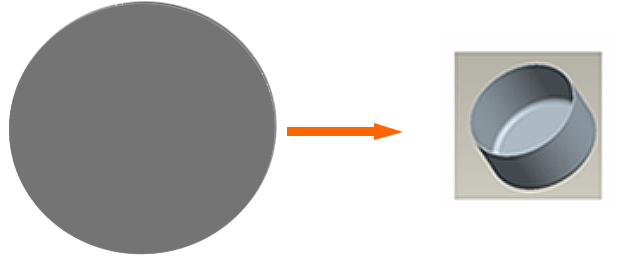
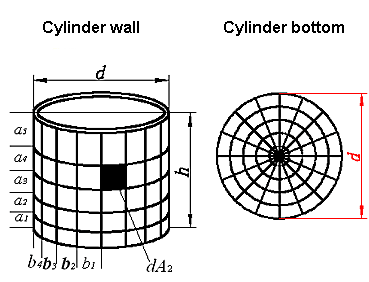
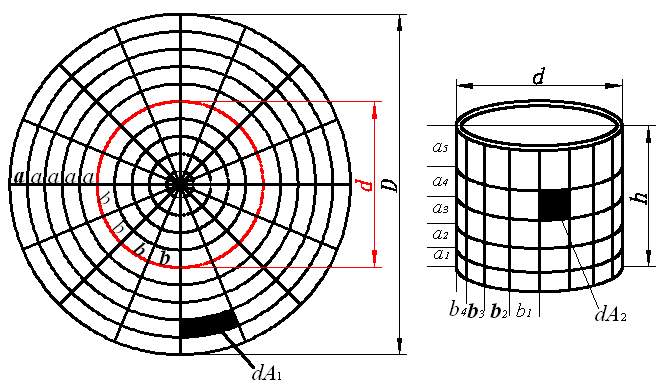
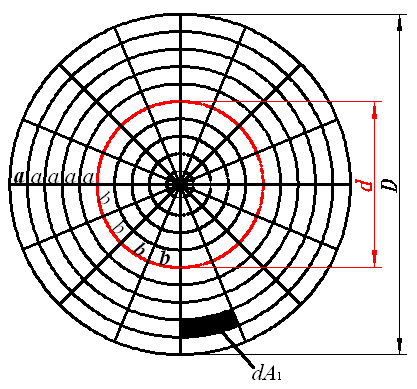
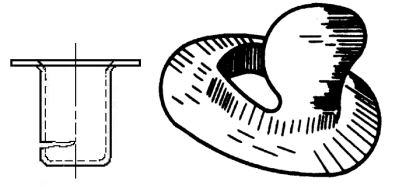
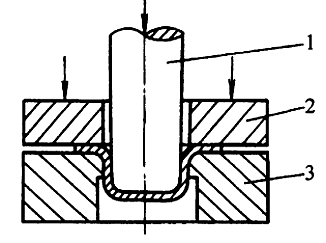
Come trasformare un pezzo piatto rotondo in un pezzo cavo aperto senza stampo?
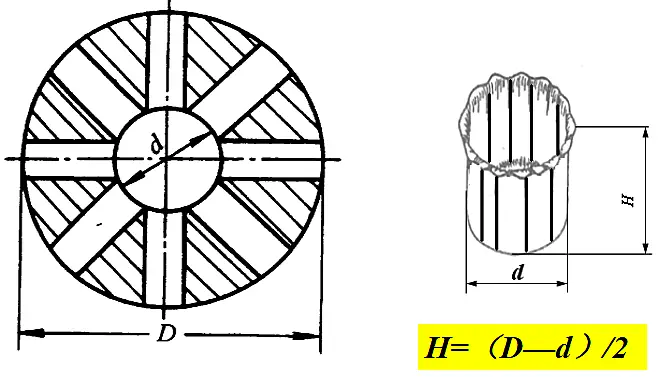
Prima del disegno profondo:
a=a=......=a
b=b=......=b
Spessore del materiale t
Dopo un'estrazione profonda:
a<a1<a2<a3<a4<a5
b1=b2=... ...=b
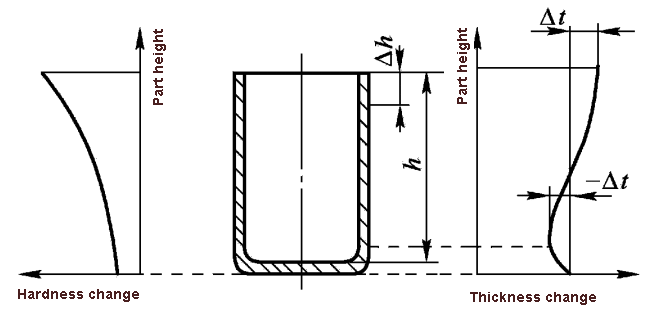
Lo spessore del materiale varia lungo l'altezza e la bocca si ispessisce.
h>(D-d)/2
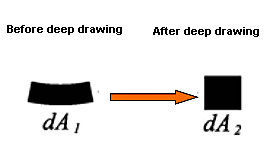
Cambiamenti prima e dopo il disegno profondo della griglia.
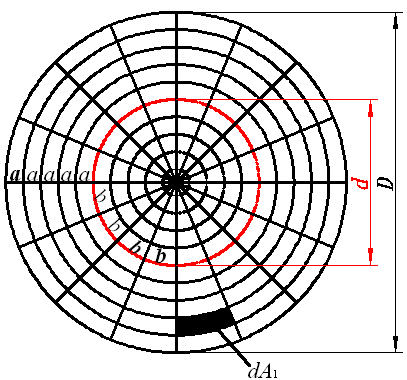
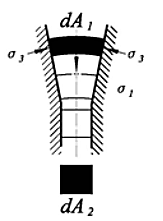
Forze sulla griglia durante l'imbutitura
Variazione dello spessore della lastra in direzione dell'altezza
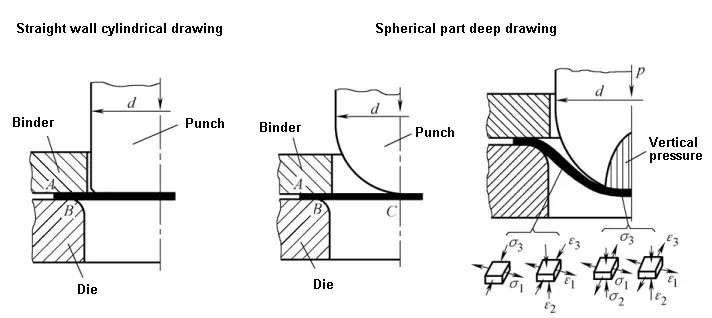
Caratteristiche di deformazione profonda:
Il materiale sotto la filiera subisce poche variazioni durante il processo di trafilatura. La deformazione si concentra principalmente nella porzione di anello circolare (D-d) sul piano della matrice, che rappresenta la principale area di deformazione della trafilatura.
La deformazione nella zona di deformazione è irregolare. Sotto l'azione combinata di sollecitazioni di compressione tangenziale e di trazione radiale, il metallo viene compresso in direzione tangenziale e più si comprime all'imbocco, più si estende in direzione radiale e più l'imbocco si allunga.
Lo spessore varia da un punto all'altro nella direzione dell'altezza e lo spessore all'imbocco della parte disegnata aumenta maggiormente.
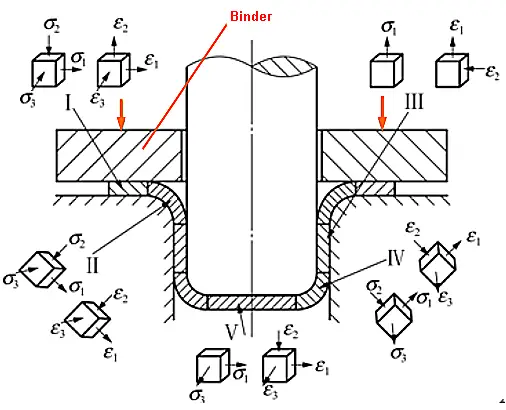
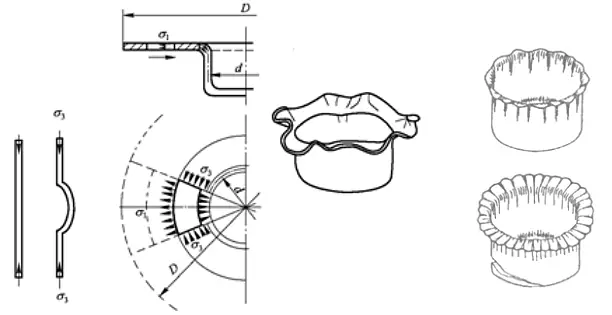
1.2 Stato e distribuzione delle tensioni e delle deformazioni della billetta durante l'imbutitura profonda
Stato di sollecitazione-deformazione
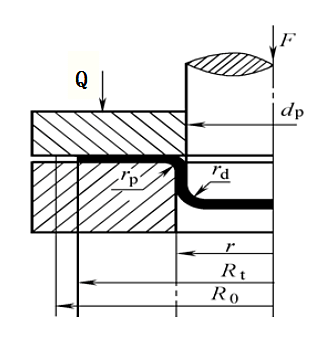
Prendiamo come esempio la prima imbutitura di un pezzo cilindrico a pareti diritte con un supporto per il pezzo grezzo.
I pedici 1, 2 e 3 rappresentano rispettivamente le sollecitazioni e le deformazioni radiali, spesse e tangenziali della billetta.
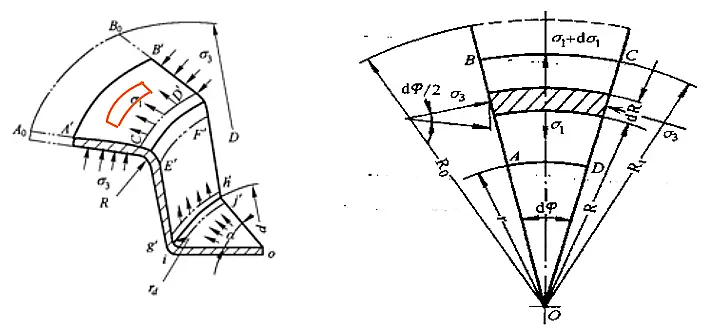
Distribuzione delle sollecitazioni e delle deformazioni
1) Ignorare la sollecitazione nella direzione dello spessore e non considerare l'incrudimento da lavoro
2) Risolvere le due incognite delle due equazioni della condizione di deformazione plastica e della condizione di equilibrio della forza
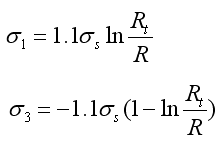
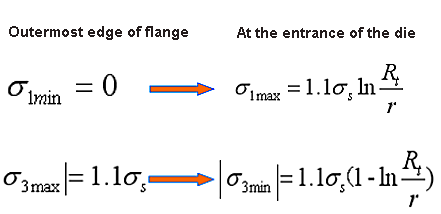
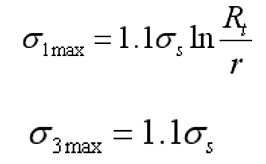
Sollecitazioni nella zona di deformazione
L'intervallo di valori di R: [r ~ Rt], σ1 e σ3 cambiano in ogni momento del processo di disegno.
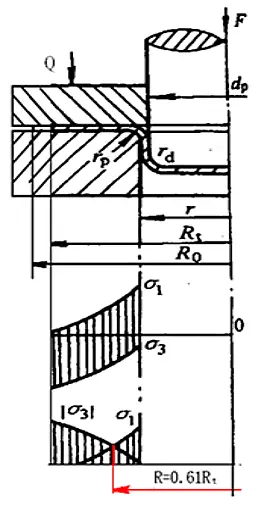
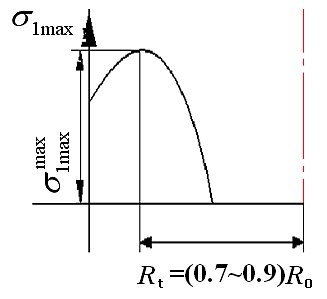
Distribuzione delle sollecitazioni σ1 e σ3 nella zona di deformazione
Quando Rt = 0,61R0, |σ1|=|σ3|
Variazione di σ1max e σ3max durante l'imbutitura
σ1max raggiunge il valore massimo durante l'estrazione quando Rt = (0.7 ~ 0.9) R0
Analisi e controllo della qualità del disegno profondo
I principali problemi di qualità nel processo di disegno:
Rugosità nell'area di deformazione della flangia
Rottura della sezione pericolosa
2.1 Rugheing
Il concetto e la causa delle rughe
Per rugosità si intende il fenomeno della formazione di rughe irregolari nell'area di deformazione della flangia lungo la direzione tangenziale durante la deformazione di imbutitura.
Geometria della parte lavorante dello stampo: lo stampo conico non è facile da stropicciare
In generale: maggiore è la larghezza della flangia, minore è lo spessore, minore è il modulo elastico e il modulo di indurimento del materiale, minore è la resistenza all'instabilità e più facile è la formazione di grinze.
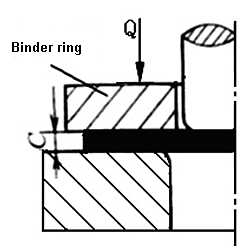
Misure per prevenire le rughe
La misura più efficace per evitare la formazione di grinze profonde nella produzione effettiva è quella di utilizzare un anello porta-stampi e di applicare una forza adeguata al porta-stampi Q
Alcune importanti conclusioni sulle rughe:
(1) Legge delle rughe: È stato dimostrato nella pratica che le rughe sono più probabili durante la prima trafilatura di un pezzo cilindrico a pareti diritte: la fase iniziale dell'imbutitura profonda.
(2) Misure antirughe: utilizzare l'anello di supporto del fustellato per applicare una forza adeguata al supporto del fustellato.
(3) Posizione della grinza: l'area di deformazione principale dell'imbutitura profonda (area di deformazione della flangia)
2.2 Dla rottura del grezzo: la chiave per approfondire il successo
Il concetto di rottura del disegno e le sue cause
Quando la sollecitazione di trazione della parete del cilindro supera la resistenza alla trazione del materiale della parete del cilindro, la parte trafilata si rompe in corrispondenza della tangente tra l'angolo inferiore e la parete del cilindro: la "sezione pericolosa".
Dipende principalmente da:
Sollecitazione di trazione nella zona di trasferimento della forza della parete del cilindro
Resistenza alla trazione della zona di trasmissione della forza della parete del tubo
Fattori che influenzano la rottura del disegno
(1) proprietà meccaniche della lastra
(2) coefficiente di disegno m
(3) il raggio d'angolo dello stampo
(4) attrito
(5) forza del supporto del vuoto
Misure per prevenire le fessurazioni
Per l'imbutitura profonda utilizzare materiali con un indice di tempra elevato e un rapporto di snervamento ridotto;
Aumentare correttamente il raggio degli angoli convessi e concavi del disegno;
Aumentare il numero di disegni in profondità;
Migliorare la lubrificazione.
La pratica dimostra:
Nella prima imbutitura del pezzo cilindrico a parete diritta, il momento in cui è più probabile che si verifichi la cricca è la fase iniziale dell'imbutitura.
Calcolo del processo di imbutitura
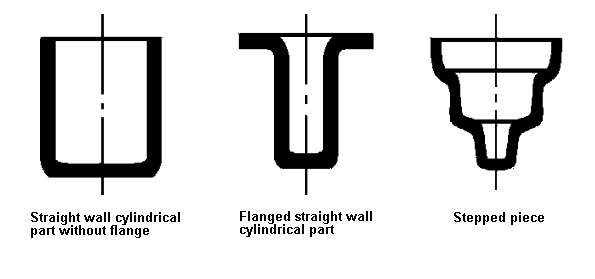
3.1 Calcolo del processo di imbutitura per parti rotanti a parete diritta
Calcolo del processo di imbutitura per cilindri senza flangia
(1) Determinazione della forma e delle dimensioni del pezzo grezzo
La base per determinare la forma e le dimensioni del pezzo grezzo:
Principio di somiglianza della forma: La forma dello spezzone prima della trafilatura della parte del corpo rotante è simile alla forma della sezione trasversale del pezzo dopo la trafilatura.
In base a ciò, la forma dello spezzone utilizzato per la parte cilindrica è circolare.
Principio dell'uguaglianza di superficie: Se lo spessore del materiale prima e dopo la trafilatura è invariato, la superficie del grezzo prima e dopo la trafilatura è approssimativamente uguale.
Fasi di calcolo delle dimensioni dello spezzone:
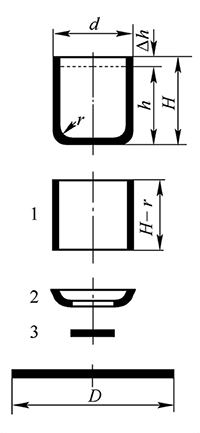
1) Determinare il margine di rifilatura.
2) Calcolare la superficie della parte disegnata.
Il disegno profondo è suddiviso in diverse geometrie semplici.
Trovare l'area della superficie di ogni geometria semplice.
Sommando le superfici di ciascuna geometria semplice si ottiene la superficie totale del pezzo.
3) In base al principio di uguaglianza delle superfici, trovare il diametro del pezzo grezzo.
Formula di calcolo della dimensione del grezzo
1) Controllare la tabella 5-2 per ottenere il margine di assetto △h
Tabella: Tolleranza di rifilatura per parti non flangiate
Altezza di imbutitura H
Altezza di imbutitura H/d
>0.5~0.8
>0.8~1.6
>16~2.5
>2.5~4
≤10
1
1.2
1.5
2
>10~20
1.2
1.6
2
2.5
>20~50
2
2.5
3.3
4
>50~100
3
3.8
5
6
>100~150
4
5
6.5
8
>150~200
5
6.3
8
10
>200~250
6
7.5
9
11
>250
72
8.5
10
12
2) Calcolare la superficie
Il diametro del grezzo semplificato è:
Nota: quando lo spessore della lamiera t<1mm, tutte le dimensioni sono sostituite da quelle contrassegnate, altrimenti vengono sostituite le dimensioni della linea mediana.
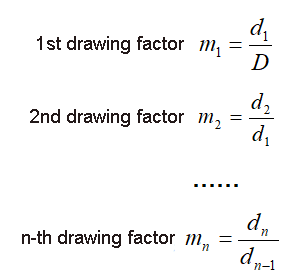
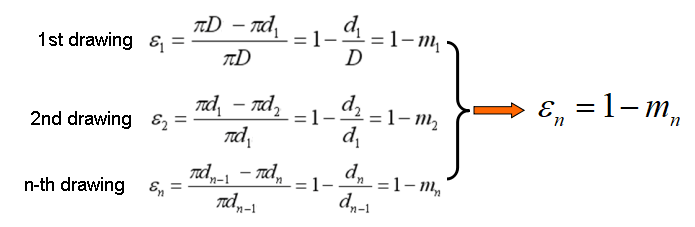
(2) Determinazione del coefficiente di tiraggio
1) Il concetto di coefficiente di disegno
Relazione tra coefficiente di imbutitura e deformazione di imbutitura
In altre parole, la dimensione di m può riflettere indirettamente l'entità della deformazione tangenziale.
L'importante conclusione del coefficiente di disegno profondo:
Il coefficiente di imbutitura può indicare il grado di deformazione dell'imbutitura. Più piccolo è il coefficiente di imbutitura, maggiore è la deformazione di imbutitura. Quando il coefficiente di imbutitura è inferiore a un certo valore, la parte da imbutire si sfalda, per cui esiste un coefficiente di imbutitura limite.
Coefficiente di attrito finale [mn]: Il coefficiente di disegno minimo che impedisce la rottura del disegno.
Quando si esegue il calcolo del processo di imbutitura e la progettazione dello stampo, ridurre sempre il più possibile il valore del coefficiente di imbutitura per ridurre il numero di tempi di imbutitura.
2) Fattori che influenzano il coefficiente di tiraggio limite
① Materiale
② Lo spessore relativo della lastra è grande e [m] può essere ridotto.
③ In termini di stampo (piccolo coefficiente di trafilatura finale)
Stampo convesso e concavo con ampio raggio d'angolo
Superficie liscia dello stampo
Stampo conico
④ Approfondimento delle condizioni di lavoro
Se utilizzare il supporto vuoto
Lubrificante
Tempi di prelievo profondi
La legge di influenza generale: Qualsiasi fattore in grado di aumentare la resistenza della sezione pericolosa della zona di trasmissione della forza della parete del tubo e di ridurre la tensione di trazione nella zona di trasmissione della forza della parete del tubo ridurrà il coefficiente di trafilatura limite e viceversa.
3) Determinazione del coefficiente di tiraggio limite
Le tabelle 5-3 e 5-4 riportano i coefficienti di imbutitura limite per ogni imbutitura di parti cilindriche senza flangia.
Tabella: Rapporto di stiramento limite della parte cilindrica con flangiatura (08, 10, 15Mn e H62).
Coefficiente di imbutitura
Spessore relativo t/D*100
2~1.5
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Tabella: Coefficiente di imbutitura finale di pezzi cilindrici senza portapezzo (08, 10 e 15Mn)
Spessore relativo t/D*100
Coefficiente di imbutitura per ogni tempo
m1
m2
m3
m4
m5
m6
1.5
0.65
0.80
0.84
0.87
0.90
–
2.0
0.60
0.75
0.80
0.84
0.87
0.90
2.5
0.55
0.75
0.80
0.84
0.87
0.90
3.0
0.53
0.75
0.80
0.84
0.87
0.90
>3
0.50
0.70
0.75
0.78
0.82
0.85
Per migliorare la stabilità del processo e la qualità dei pezzi, i coefficienti di imbutitura profonda leggermente superiori al coefficiente di imbutitura limite [mn] dovrebbe essere utilizzato nella produzione effettiva per l'imbutitura.
(3) Determinazione dei tempi di estrazione
Quando [mtotale]> [m1], la parte da disegnare può essere disegnata in una sola volta, altrimenti sono necessari più tempi di disegno.
Esistono diversi modi per determinare il numero di trafile profonde:
Metodo di ricerca della tabella (Tabella 5-5)
Metodo di previsione
Metodo di calcolo
Fasi di calcolo del numero di metodi di disegno profondo:
1) Controllare il coefficiente di imbutitura limite [mn] di ogni volta dalla Tabella 5-3 o dalla Tabella 5-4.
2) Calcolare il diametro ultimo di ciascun disegno in successione, ovvero
d1=[m1 ]D;
d2=[m2 ]d1;
...;
dn=[mn]dn-1;
3) Quando dn≤d, il numero di calcoli n è il numero di disegni in profondità.
4) Determinazione delle dimensioni del processo di disegno
1) Diametro del semilavorato
Dalle tabelle 5-3 e 5-4, il coefficiente di attrito limite [mn] di ogni disegno e viene opportunamente ingrandito e regolato per ottenere il coefficiente di disegno effettivo mn.
I principi di regolazione sono:
1) Assicurarsi che mtotale=m1m2...mn=
2)Fabbrica m1<m2<...mn<1
Infine, calcolare il diametro di ogni processo in base al coefficiente di trafilatura corretto:
Quando si calcola il diametro del semilavorato secondo il metodo sopra descritto, è necessario cercare ripetutamente di assumere i valori di m1, m2, m3, ..., mn, il che è complicato. In effetti, il coefficiente di estrazione limite può essere aumentato di un opportuno multiplo di k.
Nella formula, n è il numero di disegni profondi.
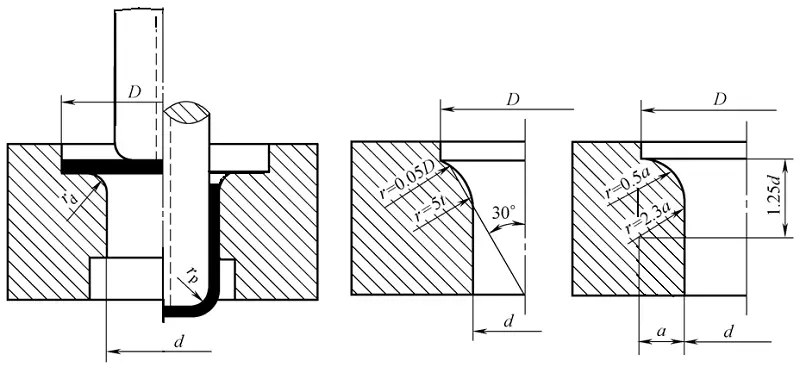
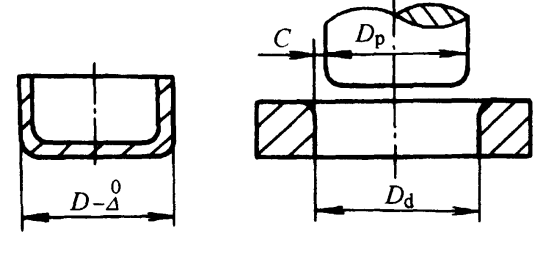
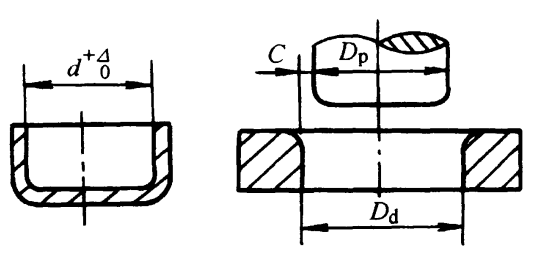
2) Raggio dell'angolo inferiore rotondo rn
Il raggio di raccordo rn alla base del cilindro è il raggio di raccordo rp della trafila profonda di questo processo.
Il metodo di determinazione è il seguente:
In generale, ad eccezione del processo di imbutitura, rpi = rdi è preferibile.
Per l'ultimo processo di disegno:
Quando il raggio di raccordo del pezzo in lavorazione r≥t , allora rpn = r;
Quando il raggio di raccordo del pezzo è r <t, allora rpn> si prende t. Una volta terminato il disegno, r si ottiene attraverso il processo di sagomatura.
3) Calcolo dell'altezza della parte di processo Hi
Secondo il principio che la superficie dei pezzi di processo dopo la trafilatura è uguale alla superficie della billetta, si può ottenere la seguente formula per calcolare l'altezza dei pezzi di processo.
Prima del calcolo, è necessario determinare il raggio dell'angolo inferiore di ciascun pezzo.
Hi si risolve con la formula di calcolo del diametro del pezzo grezzo:
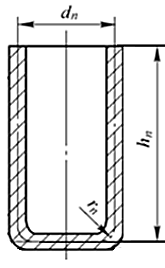
Esempio di calcolo del processo di imbutitura
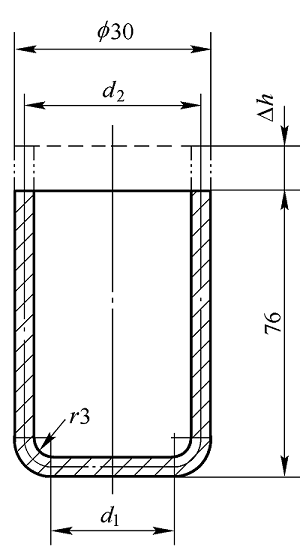
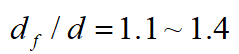
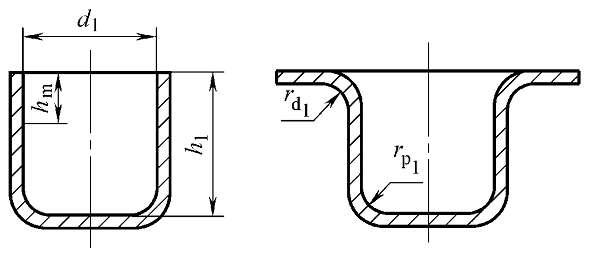
Esempio 4.1 Trovare le dimensioni dello spezzone del pezzo cilindrico mostrato in figura e le dimensioni di ogni processo di imbutitura. Il materiale è acciaio 10 e lo spessore della lamiera è t = 2 mm.
Soluzione:
Poiché t> 1 mm, viene calcolato in base allo spessore e al diametro della piastra.
(1) Calcolare il diametro della billetta
In base alle dimensioni del pezzo, la sua altezza relativa è
Controllare la tabella 5-2 per ottenere il margine di taglio.
Il diametro della billetta è
Sostituire le condizioni note nella formula precedente per ottenere D = 98,2 mm, qui D = 98 mm
(2) Determinare il numero di trafile profonde
Lo spessore relativo del grezzo è:
Secondo la Tabella 5-1, l'anello porta-stampo può essere utilizzato o meno, ma per l'assicurazione l'anello porta-stampo è ancora utilizzato per il primo disegno.
Tabella: Utilizzo di un anello raccoglitore (cavità della matrice piatta)
Metodo di stretching
Primo tratto
Tratti successivi
(t/D)×100
m1
(t/D)×100
mn
Utilizzo di un anello di flangiatura
<1.5
<0.60
<1
<0.80
Uso opzionale di un anello di flangiatura
1.5~2.0
0.6
1~1.5
0.8
Senza anello di flangiatura
>2.0
>0.60
>1.5
>0.80
In base a t/D=2.0%, controllare la tabella 5-3 per ottenere il coefficiente di imbutitura finale per ogni processo di imbutitura:[m1 ]=0.50,[m2 ]=0.75,[m3 ]=0.78,[m4 ]=0.80,...
Tabella: Coefficiente di imbutitura limite del portapezzo per pezzi cilindrici (08, 10, 15Mn e H62)
Raggio d'angolo
Spessore relativo della lastra t/D*100
2~15
1.5~1
1~0.6
0.6~0.3
0.3~0.15
0.15~0.08
m1
0.48~0.50
0.5~0.53
0.53~0.55
0.55~0.58
0.58~0.60
0.60~0.63
m2
0.73~0.75
0.75~0.76
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.82
m3
0.76~0.78
0.78~0.79
0.79~0.80
0.80~0.81
0.81~0.82
0.82~0.84
m4
0.78~0.80
0.80~0.81
0.81~0.82
0.82~0.83
0.83~0.85
0.85~0.86
m5
0.80~0.82
0.82~0.84
0.84~0.85
0.85~0.86
0.86~0.87
0.87~0.88
Pertanto,
d1=[m1 ]D=0,50×98mm=49,0mm
d2= [m2 ]d1=0,75×49,0mm=36,8mm
d3= [m3 ]d2=0,78×36,8mm=28,7mm
d4= [m4 ]d3=0,8×28,7mm=23mm
In questo momento,
d4=23mm<28mm, quindi deve essere disegnato 4 volte.
Tabella: Il valore del coefficiente K1 per il primo tiraggio di pezzi cilindrici (acciai da 08 a 15)
Spessore relativo (t/D)0)×100
Coefficiente di prima estrazione in profondità (m1)
0.45
0.48
0.50
0.52
0.55
0.60
0.65
0.70
0.75
0.80
5.0
0.95
0.85
0.75
0.65
0.60
0.50
0.43
0.35
0.28
0.20
2.0
1.10
1.00
0.90
0.80
0.75
0.60
0.50
0.42
0.35
0.25
1.2
1.10
1.00
0.90
0.80
0.68
0.56
0.47
0.37
0.30
0.8
1.10
1.00
0.90
0.75
0.60
0.50
0.40
0.33
0.5
1.10
1.00
0.82
0.67
0.55
0.45
0.36
0.2
1.10
0.90
0.75
0.60
0.50
0.40
0.1
1.10
0.90
0.75
0.60
0.50
Tabella: Il valore del coefficiente K1 per il primo tiraggio di pezzi cilindrici (acciai da 08 a 15)
Spessore relativo (t/D)0)×100
Coefficiente di imbutitura in seconda battuta (m2)
0.7
0.72
0.75
0.78
0.80
0.82
0.85
0.88
0.90
0.92
5.0
0.85
0.70
0.60
0.50
0.42
0.32
0.28
0.20
0.15
0.12
2.0
1.10
0.90
0.75
0.60
0.52
0.42
0.32
0.25
0.20
0.14
1.2
1.10
0.90
0.75
0.62
0.52
0.42
0.30
0.25
0.16
0.8
1.00
0.82
0.70
0.57
0.46
0.35
0.27
0.18
0.5
1.10
0.90
0.76
0.63
0.50
0.40
0.30
0.20
0.2
1.00
0.85
0.70
0.56
0.44
0.33
0.23
0.1
1.10
1.00
0.82
0.68
0.55
0.40
0.30
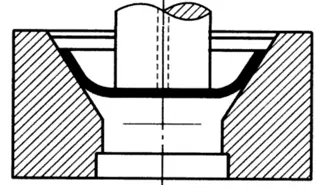
(3) Determinazione delle dimensioni di ogni processo di disegno
Il diametro di ogni parte del processo è
d1=k[m1 ]D=1.051185×0.50×98mm=51.51mm
d2=k[m2 ]d1=1.051185×0.75×51.51mm=40.61mm
d3=k[m3 ]d2=1.051185×0.78×40.61mm=33.30mm
d4=k[m4 ]d3=1.051185×0.80×33.30mm≈28mm
Il raggio del filetto alla base di ogni parte di processo assume i seguenti valori:
r1=8mm,r2=5mm,r3=4mm,r4=4mm
L'altezza di ogni parte del processo è ......
(4) Schizzo della parte di processo
Calcolo del processo di imbutitura di parti cilindriche flangiate
La parte cilindrica flangiata può essere considerata un semilavorato quando la parte cilindrica senza flangia viene tirata fino a un certo punto nel mezzo e poi fermata.
Stesso disegno del tubo senza flangia:
Le caratteristiche di deformazione sono le stesse.
I problemi di qualità che si verificano durante il processo di disegno sono simili.
(1) Classificazione e caratteristiche di deformazione delle parti cilindriche flangiate
1) Parti cilindriche a flangia stretta
Cilindro a flangia stretta:
Il metodo di disegno e il metodo di calcolo del processo sono identici a quelli dei pezzi cilindrici senza flangia.
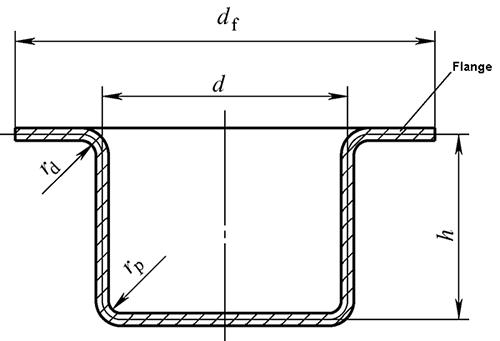
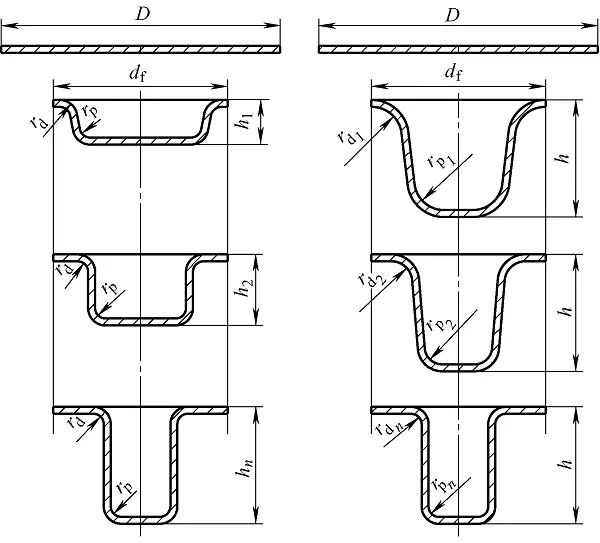
2) Parti cilindriche a flangia larga
df/d>1.4
Il metodo di imbutitura e il calcolo del processo sono diversi rispetto alle parti cilindriche senza flangia
(2) Metodo di imbutitura profonda della parte cilindrica a flangia larga
df/d>1.4
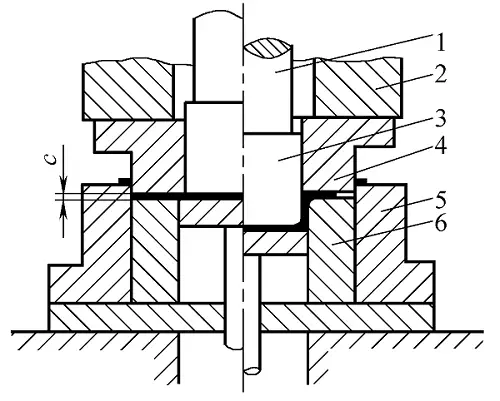
Promemoria speciale:
Indipendentemente dal metodo di imbutitura, la dimensione della flangia deve essere ottenuta durante la prima imbutitura. L'altezza del punzone che entra nella cavità deve essere rigorosamente controllata.
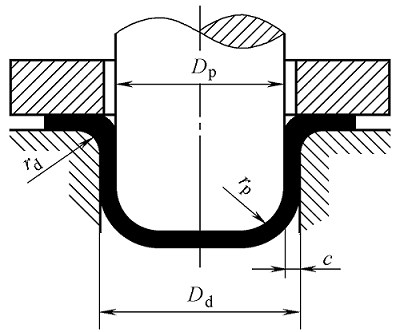
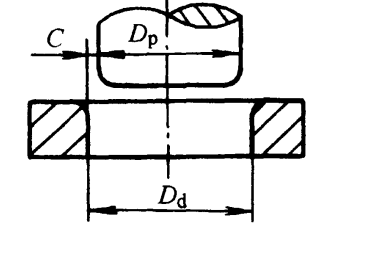
(3) Calcolo del processo di parti cilindriche a flangia larga
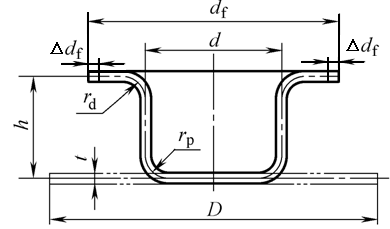
1) Determinazione della dimensione del grezzo della flangia larga
Svolgimento del grezzo: calcolato secondo il metodo di calcolo del grezzo per i pezzi cilindrici senza flangia, ovvero la superficie del grezzo viene calcolata secondo il principio della superficie uguale.
Quando rp=rd=r,
df contiene il margine di taglio △df
2) Deformazione di parti cilindriche a flangia larga
Il grado di deformazione delle parti cilindriche a flangia larga non può essere misurato solo dal coefficiente di imbutitura.
Il numero di tempi di imbutitura viene determinato in base al coefficiente di imbutitura e all'altezza relativa dei pezzi.
È impossibile giudicare la parte di imbutitura e il grado di deformazione in base al coefficiente di imbutitura.
Il primo coefficiente di trafilatura finale è inferiore a quello di un tubo senza flangia. Le flange larghe hanno coefficienti di trafilatura propri, vedi tabella 5-7.
Il coefficiente di imbutitura di un pezzo cilindrico a flangia larga dipende da tre rapporti relativi di dimensioni: df/d (diametro relativo della flangia), h/d (altezza relativa del pezzo), r/d (raggio di raccordo relativo).
Tabella 5-7 Coefficiente di imbutitura del primo limite di flangia larga
(3) Giudicare se può essere tirato in una sola volta
In base al coefficiente di tiraggio e all'altezza relativa, trovare il coefficiente di tiraggio totale m e l'altezza relativa totale h/d, trovare il coefficiente di tiraggio limite [m1] e l'altezza relativa [h1/d1] che sono ammessi per la prima volta, e confrontare: mtotale> [m1], h/d≤[h1/d1], può essere estratto in una sola volta, altrimenti è necessario effettuare più trafile in profondità.
(4) Determinazione del numero di disegni profondi: può ancora essere calcolato utilizzando l'algoritmo di estrapolazione.
(5) Determinazione delle dimensioni del prodotto semilavorato
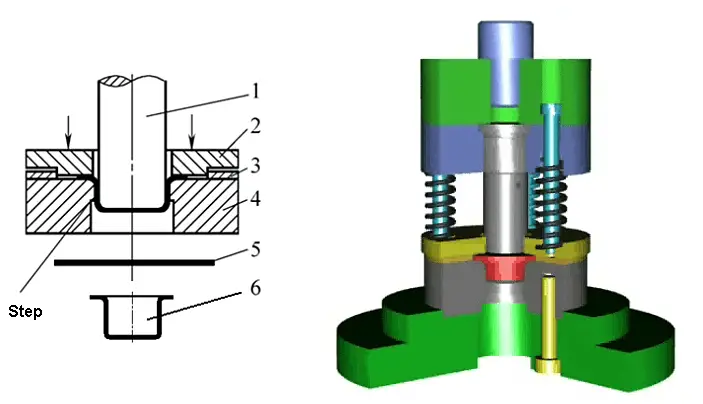
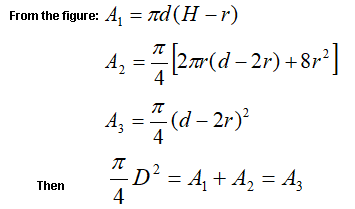
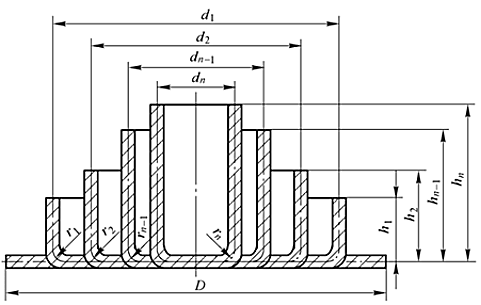
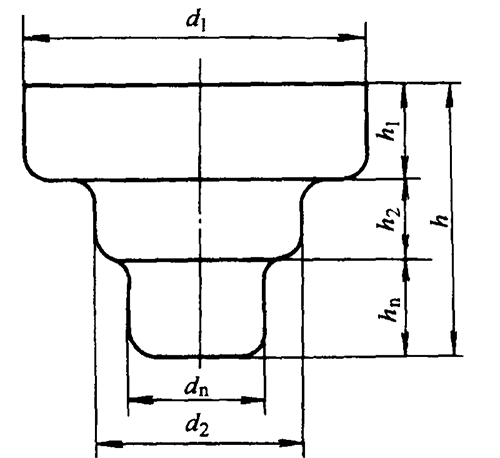
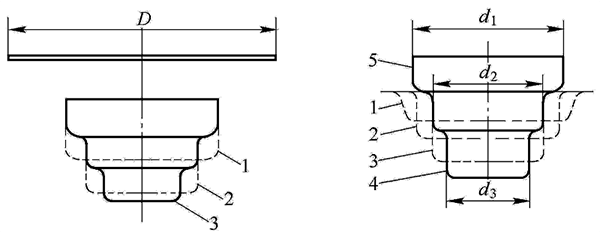
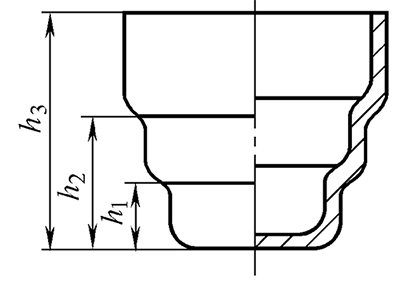
3.Disegno in profondità di parti cilindriche a gradini
Caratteristiche di deformazione:
L'imbutitura del pezzo a gradini è sostanzialmente uguale a quella del pezzo cilindrico e ogni gradino è equivalente all'imbutitura del corrispondente pezzo cilindrico.
(1) Giudicare se può essere estratto in profondità in una sola volta
A giudicare dal rapporto tra l'altezza h del pezzo e il diametro minimo dn.
Se h/dn≤[h1/d1], può essere estratto una sola volta, altrimenti può essere estratto più volte. [h1/d1] si trova nella Tabella 5-5
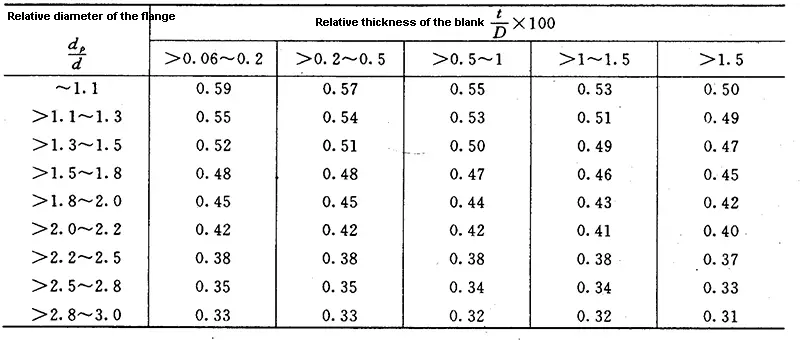
Tabella: Altezza massima relativa h1/d1 dei pezzi cilindrici a flangia larga per il primo stiramento (acciaio 08, 10)
Unità: mm
Diametro relativo dconvesso/d
Spessore relativo della lastra t/D×100
<2~1.5
<1.5~1.0
<1.0~0.5
<0.5~0.2
<0.2~0.06
≤1.1e
0.75~0.90
0.65~0.82
0.50~0.70
0.50~0.62
0.45~0.52
>1.1~1.3
0.65~0.80
0.56~0.72
0.45~0.60
0.45~0.52
0.40~0.47
>1.3~1.5
0.58~0.70
0.50~0.63
0.42~0.54
0.40~0.48
0.35~0.42
>1.5~1.8
0.48~0.58
0.42~0.53
0.37~0.44
0.34~0.39
0.29~0.35
>1.8~2.0
0.42~0.51
0.36~0.46
0.32~0.38
0.29~0.34
0.25~0.30
>2.0~2.2
0.35~0.45
0.31~0.40
0.27~0.33
0.25~0.29
0.22~0.26
>2.2~2.5
0.28~0.35
0.25~0.32
0.22~0.27
0.20~0.25
0.17~0.21
>2.5~2.8
0.22~0.27
0.19~0.24
0.17~0.21
0.15~0.18
0.13~0.16
>2.8~3.0
0.18~0.22
0.16~0.20
0.14~0.17
0.12~0.15
0.10~0.13
Tabella: L'altezza massima relativa (h/d) per i pezzi cilindrici imbutiti senza flangia.
Tempo di imbutitura (n)
Spessore relativo del grezzo t/D×100
2~1.5
<1.5~1
<1~0.6
<0.6~0.3
<0.3~0.15
<0.15~0.08
1
0.94~0.77
0.84~0.65
0.70~0.57
0.62~0.5
0.52~0.45
0.46~0.38
2
1.88~1.54
1.60~1.32
1.36~1.1
1.13~0.94
0.96~0.83
0.9~0.7
3
3.5~2.7
2.8~2.2
2.3~1.8
1.9~1.5
1.6~1.3
1.3~1.1
4
5.6~4.3
4.3~3.5
3.6~2.9
2.9~2.4
2.4~2.0
2.0~1.5
5
8.9~6.6
6.6~5.1
5.2~4.1
4.1~3.3
3.3~2.7
2.7~2.0
Nota:
1. Il rapporto h/d più grande è applicabile per il processo di formatura iniziale con raggi di filettatura più grandi, che vanno da rdi = 8t quando t/D0 × 100 = 2-1,5, a rd = 15t quando t/D0 × 100 = 0.15-0.08. Il rapporto minore si applica a raggi di filetto più piccoli [rd = (4-8)t].
Il numero di fasi di trafilatura elencate nella tabella è adatto a pezzi imbutiti in acciaio di qualità 08 e 10.
(2) Determinazione del metodo di imbutitura profonda per pezzi a gradini
1) Quando il rapporto tra il diametro di due gradini adiacenti (dn/dn-1) è maggiore del coefficiente di imbutitura limite della parte cilindrica corrispondente, ogni passo forma un gradino, dal gradino grande al gradino piccolo il numero di volte in profondità è il numero di passi.
2) Se il rapporto tra i diametri di due gradini adiacenti (dn/dn-1) è inferiore al coefficiente di imbutitura limite della parte cilindrica corrispondente, il metodo di imbutitura si basa sulla parte a flangia larga, che viene imbutita dal passo piccolo al passo grande.
Metodo di disegno di un pezzo a gradini poco profondo
3.2 Calcolo del processo di disegno di parti di corpi rotanti a parete non rettilinea
Caratteristiche di disegno di parti di corpi rotanti a parete non rettilinea
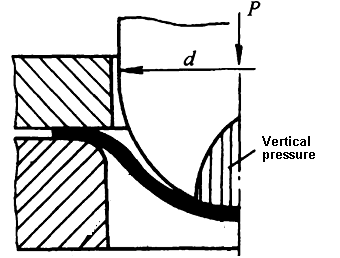
Caratteristiche di imbutitura profonda di parti di corpi rotanti a parete non rettilinea:
(1) Quando la parte del corpo rotante a parete non rettilinea viene approfondita, la parte della flangia sotto l'anello porta-stampi e la parte sospesa nell'apertura dello stampo sono regioni di deformazione.
(2) Il processo di trafilatura delle parti del corpo rotante a parete non rettilinea è una combinazione di deformazione di trafilatura e deformazione di rigonfiamento.
(3) La deformazione da rigonfiamento è localizzata principalmente in prossimità della parte inferiore dello stampo del punzone.
Le rughe sono diventate un problema importante da risolvere nel disegno di questi pezzi. Soprattutto la grinza della parte sospesa, la grinza interna, è un problema da risolvere.
Misure che non si sgualciscono né si rompono
Aumentare la dimensione della flangia
Aumento del coefficiente di attrito sotto il supporto del pezzo grezzo
Aumentare la forza del supporto del pezzo grezzo
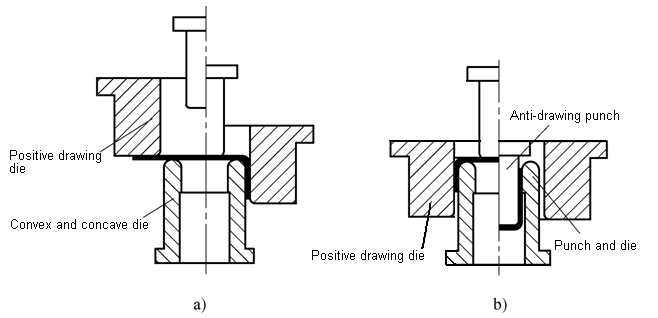
Utilizzare il drawbead
Sorteggio posteriore
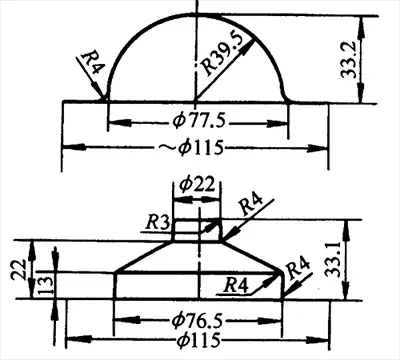
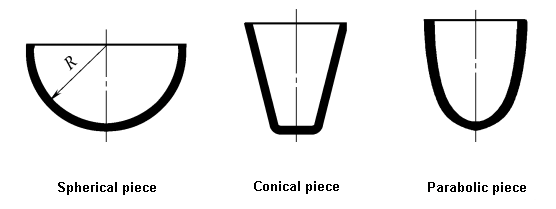
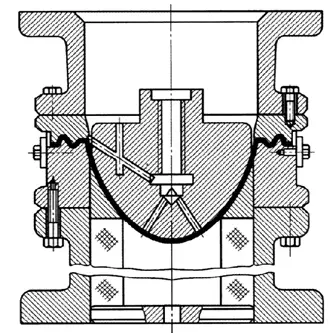
Imbutitura profonda di parti sferiche
Il coefficiente di tiraggio è costante e non può essere utilizzato come base per la progettazione del processo.
m=0.707
Metodo di disegno per parti sferiche
Quando t / D> 3%, per l'imbutitura una tantum si può utilizzare uno stampo semplice con fondo senza porta-stampi.
Quando t / D = 0,5% ~ 3%, per l'imbutitura si utilizza una matrice con supporto per lo spezzone.
Quando t / D <0,5%, si utilizza una matrice concava con nervature di imbutitura o una matrice di imbutitura inversa.
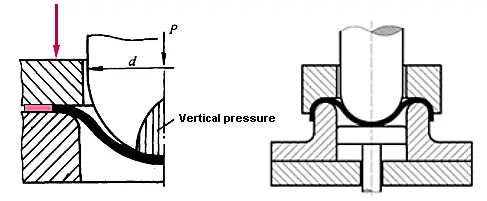
Disegno in profondità di parti paraboliche
L'imbutitura profonda è più difficile rispetto alle parti sferiche
I metodi di disegno più comuni sono:
(1) Paraboloide poco profondo (h/d <0,5 ~ 0,6). Poiché il rapporto altezza/diametro è quasi sferico, il metodo di imbutitura è identico a quello dei pezzi sferici.
(2) Paraboloide profondo (h/d> 0,5 ~ 0,6). La difficoltà di approfondimento è aumentata. A questo punto, per far sì che la parte centrale dello spezzone si avvicini allo stampo senza formare grinze, si utilizza solitamente uno stampo con nervature di imbutitura profonde per aumentare lo sforzo di trazione radiale.
Disegno di paraboloidi profondi
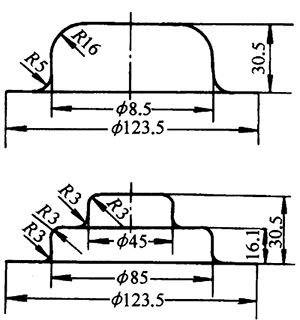
Imbutitura profonda di parti coniche
Il metodo di approfondimento dipende da:h/d2,α
Metodo di imbutitura del cono
(1) Per i pezzi conici poco profondi (h / d2 <0,25 ~ 0,30, α = 50° ~ 80°), è possibile tracciare in una sola volta
(2) Per i pezzi conici medi (h / d2 = 0,30 ~ 0,70, α = 15° ~ 45°), il metodo di trafilatura dipende dallo spessore relativo del materiale:
1) Quando t / D> 0,025, l'anello di tranciatura può essere utilizzato per l'imbutitura una tantum.
2) Quando t / D = 0,015 ~ 0,20, può essere trafilato in una sola volta, ma sono necessari accorgimenti come l'anello porta-bozzo, le nervature di imbutitura profonda e l'aggiunta di flange di processo.
3) Quando t / D <0,015, è facile che si formino grinze perché il materiale è sottile. È necessario utilizzare uno stampo di supporto vuoto e disegnarlo due volte.
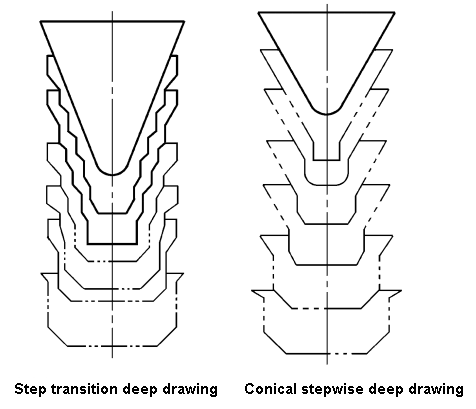
(3) Per i pezzi altamente rastremati (h / d2> 0,70 ~ 0,80, α≤10° ~ 30°), adottare:
1) Metodo di disegno profondo con transizione a gradini
2) Disegno profondo a gradini della superficie del cono
Metodo di formatura profonda del pezzo a cono alto
3.3 Calcolo del processo di imbutitura della scatola senza flangia
La parte a forma di scatola è una parte del corpo non rotante. Quando l'imbutitura profonda viene deformata, la parte arrotondata equivale all'imbutitura profonda della parte cilindrica, mentre la parte a bordo dritto equivale alla deformazione per flessione.
Prima della deformazione:
Δl1=Δl2=Δl3
Δh1=Δh2=Δh3
Dopo la deformazione:
Δh1<Δh1′<Δh2′<Δh3′
Δl1>Δl1′>Δl2′>Δl3′
Caratteristiche di disegno dei pezzi a forma di scatola:
(1) Il materiale nella zona di deformazione della flangia è soggetto all'effetto combinato di sollecitazioni radiali di trazione e tangenziali di compressione, con conseguente deformazione radiale e profonda compressione tangenziale. La distribuzione delle sollecitazioni e delle deformazioni non è uniforme: gli angoli arrotondati sono i più grandi e i bordi rettilinei i più piccoli.
(2) La quantità di deformazione del bordo dritto e del filetto nell'area di deformazione è diversa.
(3) Il grado di influenza reciproca tra la porzione di bordo dritto e la porzione di angolo arrotondato varia a seconda della forma della scatola.
3.4 Calcolo della forza del processo di imbutitura e selezione delle attrezzature
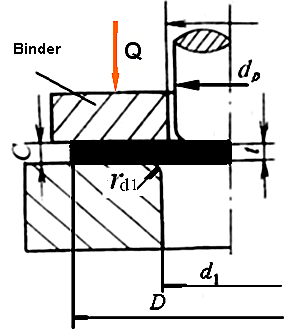
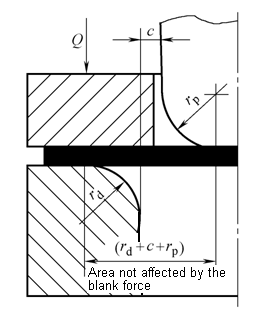
Forza di tenuta del grezzo e dispositivo di tenuta del grezzo
(1) Forza di tenuta del vuoto
La forza di tenuta dello spezzone Q è fornita da un dispositivo di tenuta dello spezzone in uno stampo.
La forza di tenuta del pezzo grezzo Q generata dal supporto del pezzo grezzo deve essere la più piccola possibile, per garantire che l'area di deformazione non si raggrinzisca.
La forza necessaria del portapezzo per l'imbutitura di pezzi di qualsiasi forma: Q = Aq
Nella formula:
A- l'area proiettata del fustellato sotto il supporto del fustellato
q- Forza di pressione per unità di superficie, q = σb / 150
Forza del supporto della fustella per pezzi cilindrici a parete diritta
Imbutitura profonda di pezzi cilindrici a parete diritta per la prima volta:
Imbutitura profonda di pezzi cilindrici a parete diritta nel processo successivo:
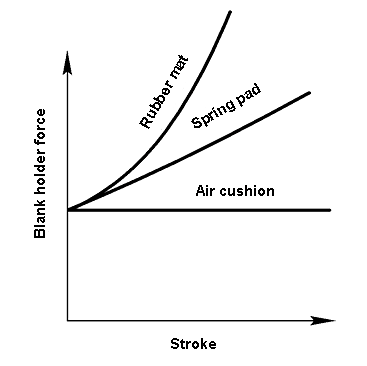
(2) Supporto vuoto
La funzione del supporto del pezzo grezzo è quella di evitare la formazione di grinze nella zona di deformazione profonda.
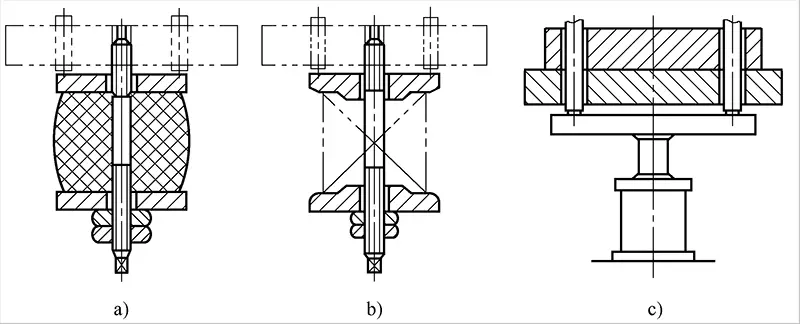
A seconda dell'origine della forza del supporto del pezzo grezzo, esistono due tipi di dispositivi di supporto del pezzo grezzo:
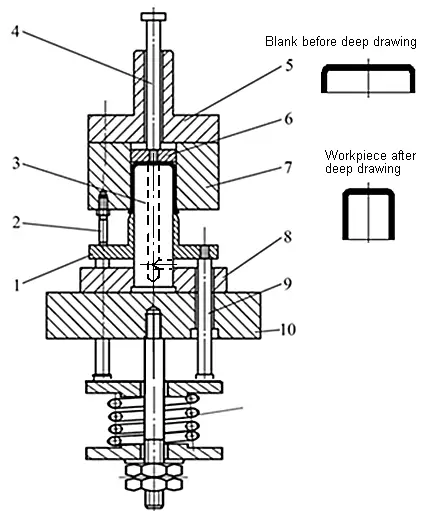
Supporto elastico del pezzo grezzo: utilizzato per il punzone a semplice effetto, la forza del supporto del pezzo grezzo è fornita da molla, gomma, cuscino d'aria, molla ad azoto, ecc.
Supporto rigido per il fustellato: utilizzato per il punzone a doppia azione, la forza del supporto del fustellato è fornita dal cursore esterno.
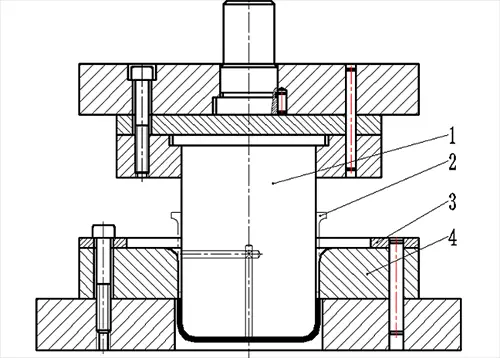
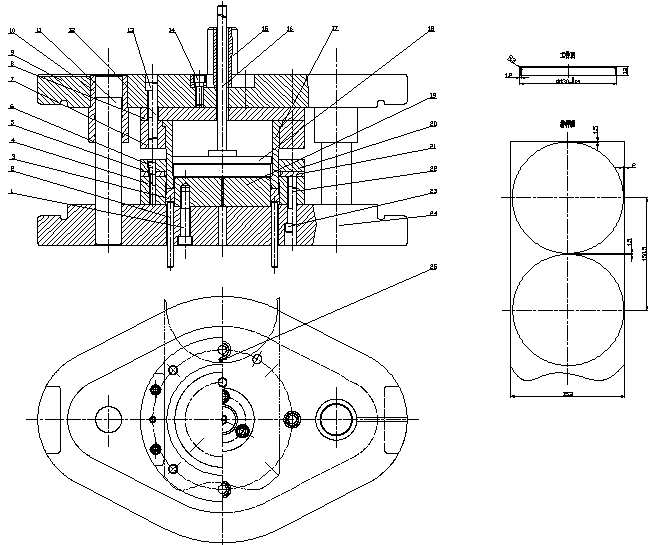
Supporto elastico per fustelle
Esempio di applicazione del supporto elastico per fustelle
Anello a 7 lamelle
Supporto rigido per fustelle su pressa a doppia azione
Anello a 4 viti
Calcolo della forza di trazione
Per i pezzi cilindrici, ellittici e scatolati, la forza di trafilatura è pari a:
Fi- forza di trazione dell'i-esimo disegno, l'unità è N;
Ls- perimetro della sezione del pezzo (in base al centro dello spessore del materiale), l'unità è mm;
Kp- Per l'imbutitura di parti cilindriche, Kp = 0,5 ~ 1,0; per l'imbutitura di pezzi ovali e scatolati, Kp = 0,5 ~ 0,8; per l'imbutitura di altre forme, Kp = 0.7 ~ 0.9. Quando il disegno si avvicina al limite, Kp assume un valore grande, altrimenti assume un valore piccolo.
Selezione delle attrezzature per l'imbutitura
Per le presse a semplice effetto, la pressione nominale dell'attrezzatura deve essere conforme:
FE > Fi + Q
Per le presse a doppio effetto, il tonnellaggio dell'attrezzatura deve essere conforme:
Finterno > Fi
Festerno > Q
Prestate attenzione:
Quando la corsa di lavoro dell'imbutitura è grande, in particolare quando l'imbutitura di tranciatura è combinata, la curva della forza di processo deve essere inferiore alla curva di pressione ammissibile del cursore della pressa.
Nella produzione reale, la pressione nominale Fpressione della pressa può essere determinato dalla seguente formula:
Disegno superficiale: ΣF ≤ (0,7~0,8)Fstampa
Disegno profondo: ΣF ≤ (0,5~0,6)Fstampa
Progettazione del processo di imbutitura
4.1 Analisi del processo di imbutitura
La lavorabilità del pezzo trafilato si riferisce all'adattabilità del pezzo trafilato al processo di trafilatura.
L'analisi dell'idoneità di un pezzo per l'imbutitura profonda si basa principalmente sulla forma strutturale e sulle dimensioni, dimensionamentoprecisione e selezione del materiale del pezzo imbutito, che è un requisito per la progettazione del prodotto dal punto di vista della sua lavorazione.
Forma di imbutitura profonda
(1) La forma della parte disegnata deve essere il più possibile semplice e simmetrica e deve essere disegnata il prima possibile. Cercate di evitare bruschi cambiamenti di forma.
2) Errore di forma della parte disegnata
Altezza del disegno
Le dimensioni in altezza delle parti disegnate devono essere ridotte il più possibile e disegnate il più possibile.
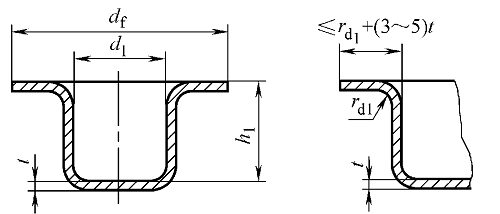
Larghezza della flangia di imbutitura
Flangia del cilindro flangiato a parete diritta
Il diametro deve essere controllato a:
d1 + 12t ≤ df ≤ d1+25t
Cilindro a parete diritta a flangia larga:
df ≤ 3d1, h1 ≤ 2d1
La larghezza della flangia del pezzo disegnato deve essere il più possibile coerente e simile alla forma del contorno del pezzo disegnato.
Raggio di raccordo delle parti trafilate
Angoli arrotondati di fondi e pareti, flange e pareti di parti trafilate
Il raggio deve soddisfare:
rp1 ≥ t, rd1 ≥ 2t, rc1 ≥ 3t
In caso contrario, occorre aggiungere le procedure di chirurgia plastica.
Design della punzonatura per l'imbutitura profonda
Distanza tra i fori punzonati sulla flangia del pezzo trafilato: ≥5t
Distanza tra i fori di punzonatura sulla parete laterale dell'elemento disegnato: hd≥ 2dh + t
La posizione del foro sulla parte disegnata deve essere impostata sullo stesso piano della superficie strutturale principale (superficie della flangia), oppure la parete del foro deve essere perpendicolare a questo piano.
Il foro nella parte da disegnare viene solitamente praticato dopo aver terminato il disegno.
Coefficiente di anisotropia della piccola deformazione plastica Δγ
4.2 Profondo sorteggiodisposizione del processo di produzione
1) Se si tratta di un pezzo trafilato poco profondo che può essere formato in un unico disegno, si utilizza il processo composito di tranciatura per completarlo.
2) Per i pezzi ad alta imbutitura, è possibile utilizzare lo stampaggio a passo singolo quando i lotti non sono di grandi dimensioni; quando i lotti sono di grandi dimensioni e le dimensioni dei pezzi imbutiti non sono grandi, è possibile utilizzare l'imbutitura progressiva con nastro.
3) Se le dimensioni del pezzo disegnato sono grandi, di solito è possibile utilizzare solo lo stampaggio a passo singolo.
4) Quando i pezzi da trafilare hanno requisiti di precisione più elevati o devono disegnare un piccolo raggio di raccordo, è necessario aggiungere un processo di sagomatura al termine della trafilatura.
5) I processi di rifilatura e punzonatura dei pezzi imbutiti possono solitamente essere completati in combinazione.
6) Ad eccezione del foro inferiore dell'elemento di imbutitura, che può essere composto con tranciatura e l'imbutitura, i fori e le scanalature della parte della flangia e della parete laterale della parte imbutita devono essere punzonati al termine del processo di imbutitura.
7) Se altri processi di formatura (come la piegatura, il capovolgimento, ecc.) sono necessari per completare la forma del pezzo disegnato, altri processi di stampaggio devono essere eseguiti dopo il completamento del disegno.
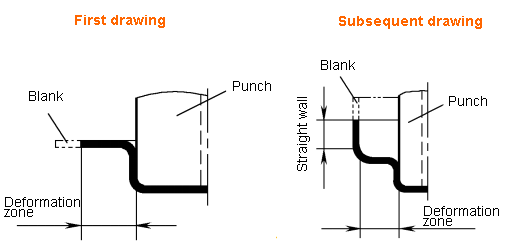
Caratteristiche dell'imbutitura successiva:
Diversi spazi vuoti
La zona di deformazione cambia in modo diverso
Diverse variazioni della forza di trazione
La rottura avviene in tempi diversi
Le zone di deformazione hanno una stabilità diversa
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come vengono realizzate le parti metalliche della vostra auto o dei vostri elettrodomestici? La chiave è lo stampaggio dei metalli, un processo che prevede la sagomatura di lamiere con stampi. Questo metodo offre un'elevata...
Siete incuriositi dalle meraviglie dello stampaggio dei metalli? In questo post del blog ci immergiamo nell'affascinante mondo della flangiatura dei fori, dell'incassatura e del rigonfiamento. Il nostro esperto ingegnere meccanico vi guiderà...
Vi siete mai chiesti quale sia l'affascinante mondo dello stampaggio dei metalli? In questo blog post, intraprenderemo un viaggio emozionante per esplorare le complessità di questo processo produttivo essenziale....
Le rughe nello stampaggio dei metalli possono compromettere la qualità dei pezzi stampati, ma possono essere controllate attraverso pratiche specifiche. Questo articolo analizza fattori come la profondità di stiramento, la forza del supporto del pezzo grezzo e...
Vi siete mai chiesti quale sia il processo che sta alla base delle forme precise ricavate dalle lamiere? In questo affascinante articolo ci addentriamo nel mondo della tranciatura, una tecnica fondamentale...
Avete mai pensato al potenziale rivoluzionario della tecnologia delle servo-presse nella produzione? In questo articolo esploreremo come queste macchine avanzate stiano rivoluzionando il settore, offrendo una precisione, un'efficienza e una...
Vi siete mai chiesti come vengono realizzate le macchine che danno forma al nostro mondo? Questo blog vi accompagna in un viaggio attraverso i principali produttori di macchine punzonatrici. Imparerete a conoscere...
Quali materiali rendono gli stampi di tranciatura robusti e precisi? Gli stampi di tranciatura richiedono un'elevata durata e precisione e materiali come l'acciaio, il metallo duro e varie leghe svolgono un ruolo fondamentale. Questo articolo esplora...
Vi siete mai chiesti come una punzonatrice trasformi le lamiere in forme precise? In questo articolo scoprirete il funzionamento interno delle punzonatrici, dal loro meccanismo di movimento rotatorio a quello lineare...