Siete incuriositi dalle meraviglie dello stampaggio dei metalli? In questo post del blog ci immergiamo nell'affascinante mondo della flangiatura dei fori, dell'incassatura e del rigonfiamento. Il nostro esperto ingegnere meccanico vi guiderà attraverso le complessità di questi processi, spiegandovi i concetti chiave e condividendo le intuizioni degli addetti ai lavori. Preparatevi ad ampliare le vostre conoscenze e ad apprezzare l'arte di modellare il metallo come mai prima d'ora!
La flangiatura dei fori è un processo di formatura del metallo che crea un bordo rialzato o un collare intorno a un foro preesistente in un pezzo di lamiera. Questa tecnica utilizza utensili specializzati per deformare il materiale che circonda il foro, ottenendo in genere una sporgenza cilindrica perpendicolare alla superficie della lamiera o con un angolo specifico.
Il processo prevede diverse fasi chiave:
Creazione del foro iniziale: Il foro viene prima punzonato o tagliato nella lamiera.
Posizionamento: Il pezzo da lavorare è allineato con la matrice e il punzone di flangiatura.
Formatura: Il punzone applica una forza al materiale intorno al foro, facendolo fluire e formando la flangia.
Modellatura: Lo stampo controlla la forma e l'angolo finale della flangia.
Le flange possono essere formate in varie altezze e angoli, a seconda delle proprietà del materiale, dello spessore della lamiera e della progettazione degli utensili. Le configurazioni comuni delle flange includono:
Flange diritte: Perpendicolari alla superficie della lamiera
Flange angolate: Formate con un angolo specifico, in genere compreso tra 15° e 90°.
Flange arricciate: Con un bordo arrotolato o curvo per aumentare la resistenza o la sicurezza.
La flangiatura dei fori offre diversi vantaggi nella produzione:
Maggiore integrità strutturale intorno al foro
Superfici di accoppiamento migliorate per l'assemblaggio
Aspetto estetico migliorato
Potenziale riduzione del peso rispetto ad altri metodi di giunzione
Tipi di flangiatura dei fori
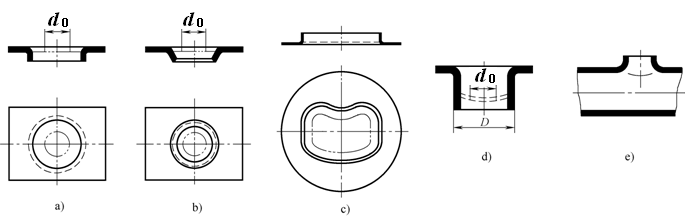
Le operazioni di flangiatura possono essere applicate a varie geometrie e superfici, soddisfacendo diversi requisiti di produzione. Il processo può essere classificato in base alla forma iniziale del pezzo e al profilo di flangia desiderato:
Flangiatura di piastre piane: Si tratta di creare fori flangiati su superfici piane. È comunemente utilizzata nella fabbricazione di lamiere per applicazioni quali involucri elettrici, condotti HVAC e pannelli di carrozzeria per autoveicoli.
Flangiatura di superfici curve: Questa operazione più complessa crea fori flangiati su superfici non piane. Un esempio emblematico è la flangiatura di tubi, in cui i fori vengono flangiati su pezzi cilindrici o altri pezzi tubolari curvi. Questa tecnica è fondamentale in settori come quello aerospaziale per creare componenti leggeri e strutturalmente solidi.
Fori tondi flangiati: Sono caratterizzati da un profilo circolare uniforme su tutta la circonferenza. Vengono spesso utilizzati quando è necessario un bordo liscio e uniforme per motivi di tenuta o di estetica.
Fori flangiati non rotondi: Possono avere varie forme, tra cui ovale, rettangolare o profili personalizzati. Queste flange sono utilizzate quando specifici requisiti funzionali o di progettazione impongono un'apertura non circolare.
1. Flangiatura a foro tondo
Caratteristiche di deformazione della flangia a fori tondi
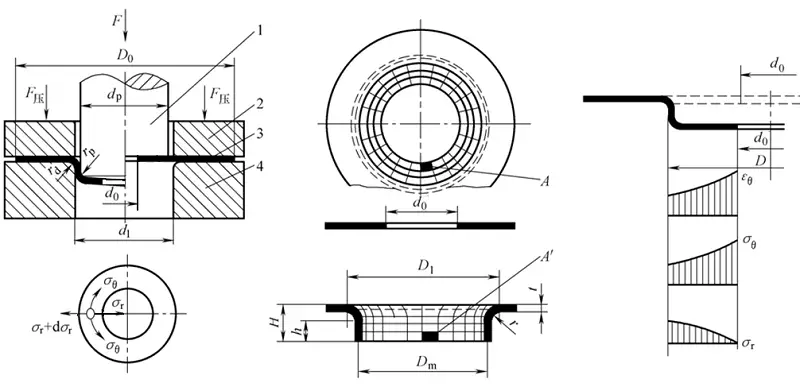
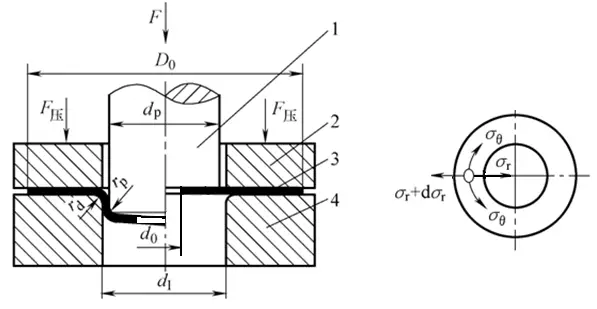
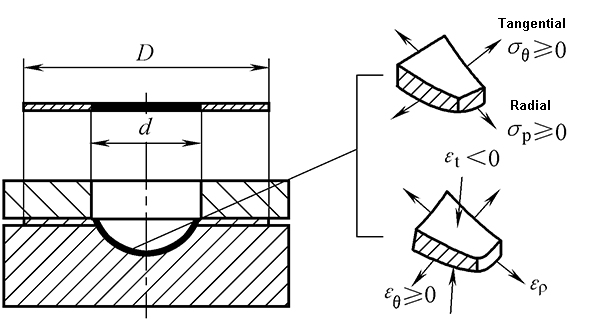
Caratteristiche di deformazione della flangiatura dei fori tondi:
La deformazione è locale e si verifica principalmente nella parte anulare (d1-d0) alla base del punzone. Questa zona è l'area di deformazione del foro circolare.
Il materiale nella zona di deformazione viene stirato in direzione tangenziale e radiale, dando luogo a una deformazione allungata sia in direzione tangenziale che radiale e con uno spessore ridotto.
L'area di deformazione non è uniforme, l'allungamento radiale non è evidente, la deformazione tangenziale è grande e più la bocca è estesa, più la bocca è sottile.
Limite di formatura della flangiatura a foro tondo
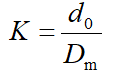
Il limite di formazione è espresso dal fattore di flangiatura K:
Fattore di fluttuazione del foro limite Kmin.
Fattori che influenzano il coefficiente di flangiatura del foro limite:
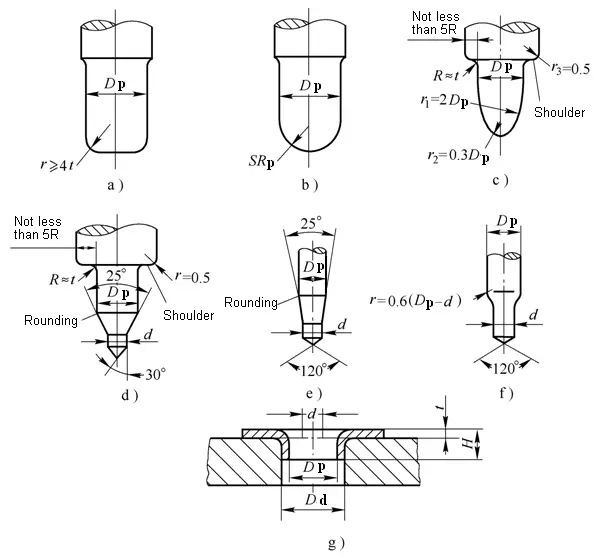
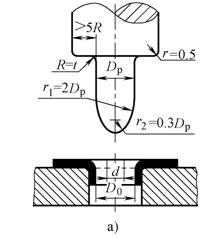
Progettazione del processo di flangiatura dei fori tondi
(1) Tecnologia del foro rotondo
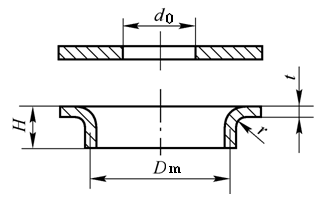
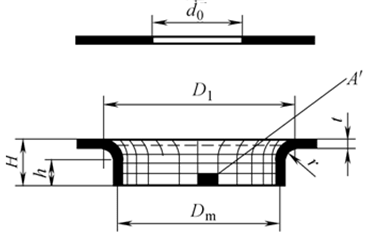
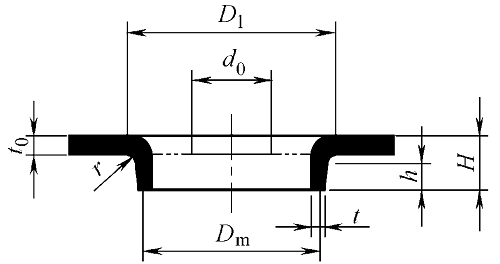
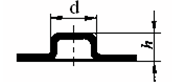
Il raggio del filetto tra il bordo verticale dopo la flangiatura e la flangia deve essere conforme a: spessore del materiale t 2 mm, r = (1 ~ 2) t;
Se i requisiti di cui sopra non possono essere soddisfatti, è necessario aggiungere un processo di rimodellazione dopo la tornitura dei fori per impostare il raggio di raccordo richiesto.
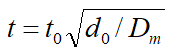
Dopo la flangiatura, lo spessore dell'imboccatura del bordo verticale si riduce notevolmente e lo spessore nella parte più sottile si riduce:
(2) Disposizione del processo per il foro rotondo
Di solito, prima di eseguire la flangiatura del foro, è necessario pre-punzonare il foro per la flangiatura, quindi determinare se può essere girato in una sola volta in base all'altezza del foro e al coefficiente della flangiatura del foro, e quindi determinare il metodo di formazione delle parti della flangiatura del foro.
(3) Calcolo del processo di foratura della piastra
1) Determinare il diametro del foro preforato
2) Calcolare l'altezza del foro per determinare se il foro può essere girato con successo una volta.
3) Determinare il numero di fori di tornitura
Quando l'altezza del foro di flangiatura H <Hmassimo, può essere flangiato in una sola volta.
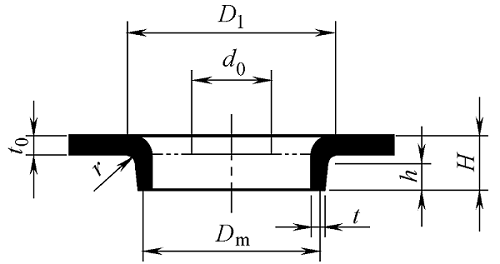
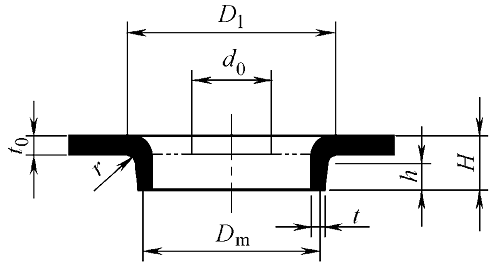
(4) Calcolo del processo di trafilatura del foro inferiore e successiva flangiatura del foro
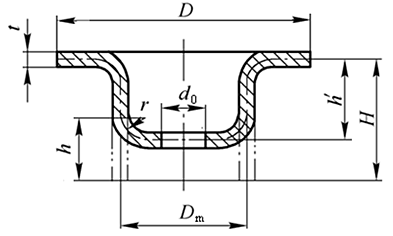
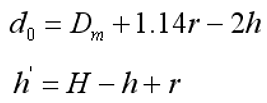
1) Calcolare l'altezza di foratura h che può essere raggiunta dopo il pre-disegno:
2) Calcolare il diametro di preforatura e l'altezza di imbutitura prima della flangiatura dei fori:
3) Calcolo del processo di imbutitura
(5) Calcolo della forza di flangiatura del foro
Quando si utilizza un punzone cilindrico a fondo piatto per flangiare un foro, si può calcolare come segue:
La forza per la flangiatura dei fori con un punzone conico o sferico è leggermente inferiore al valore calcolato dalla formula precedente.
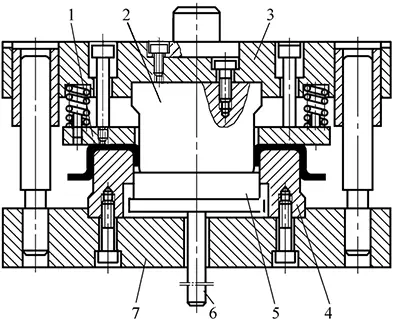
Oscuramento, stampi composti per imbutitura, punzonatura e foratura
(2) Struttura e dimensioni dell'elemento di lavoro dello stampo a forare
1) Struttura e dimensioni del punzone a foro tondo
2) Gioco C tra stampo convesso e concavo
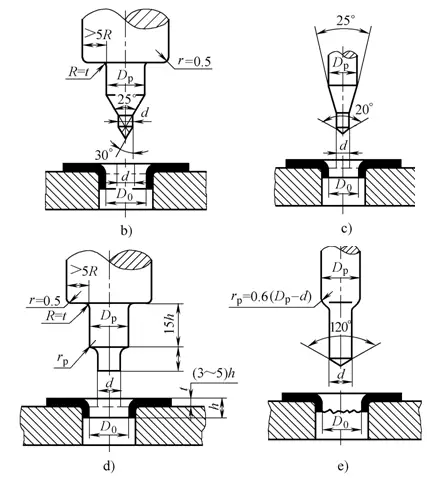
1.2 Flangiatura di fori non circolari
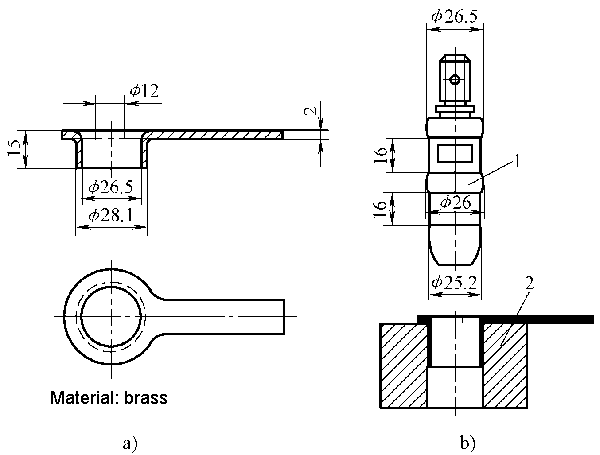
2. Flangiatura
La flangiatura si riferisce a un metodo di stampaggio che utilizza uno stampo per trasformare i bordi del prodotto in un bordo dritto o verticale con una certa angolazione.
In base alla forma del bordo esterno flangiato:
Flangia interna curva sul bordo esterno
Flangia esternamente incurvata
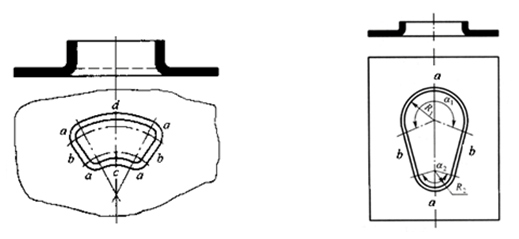
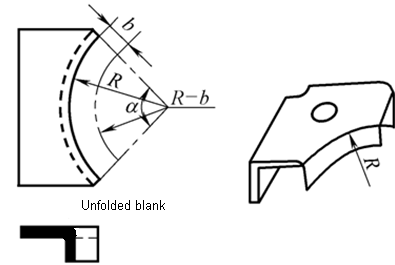
2.1 Flangia interna curva sul bordo esterno
La deformazione è simile a quella di un foro rotondo, che appartiene all'allungamento.
L'area di deformazione è principalmente allungata tangenzialmente e la deformazione ai bordi è la più grande, con conseguente facilità di fessurazione.
Il grado di deformazione è:
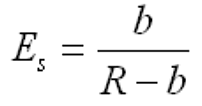
2.2 Flangia esterna curva sul bordo esterno
La deformazione a flangia del bordo esterno è simile all'imbutitura e appartiene alla deformazione di tipo compressivo.
La zona di deformazione della billetta genera principalmente una deformazione di compressione sotto l'azione di una sollecitazione tangenziale di compressione, che è facile che perda stabilità e si raggrinzisca.
Il grado di deformazione può essere espresso come:
2.3 Metodo di flangiatura del bordo esterno
Metodo di calcolo della dimensione del grezzo
Struttura dello stampo: stampo in acciaio o stampo morbido
Necessità di controllare il rimbalzo
Per i bordi verticali con direzioni diverse, è necessario adottare il metodo della flangiatura segmentata.
Foratura, flangiatura e sagomatura
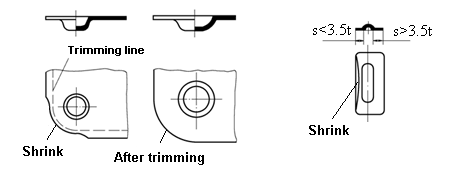
Ulteriori letture: Assottigliamento della flangia
L'assottigliamento della foratura o flangiatura si riferisce a un processo di deformazione che utilizza una fessura di stampo più piccola per forzare lo spessore del bordo verticale a diventare più sottile e ad aumentare in altezza.
3. Scollatura
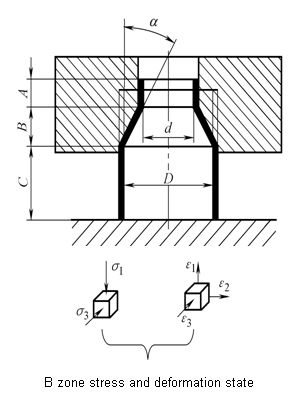
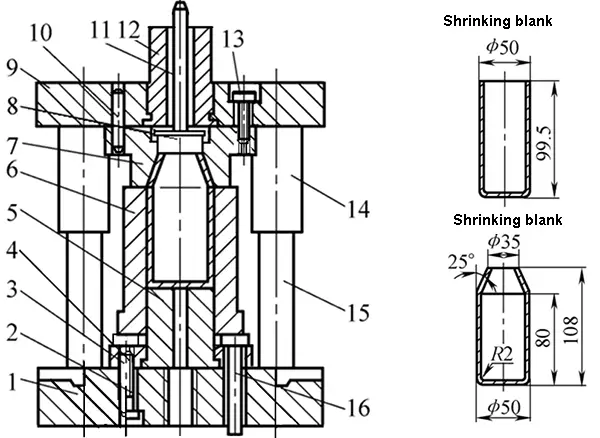
La scollatura è un metodo di stampaggio che utilizza uno stampo per ridurre la dimensione radiale dell'estremità di un pezzo cavo o tubolare.
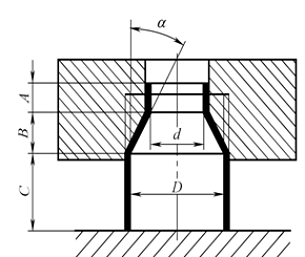
3.1 Caratteristiche di deformazione del collo
Caratteristiche di deformazione del collo
Zona A: zona non deformata che ha subito una deformazione plastica.
Area C - area non deformata in attesa di deformazione
Zona B: la zona di deformazione che si sta deformando.
La prevenzione dell'instabilità e del raggrinzimento è il problema principale da risolvere nel processo di scollatura.
Limite di formatura del collo
Il grado di deformazione del colletto è espresso dal rapporto tra il diametro del colletto dopo il colletto e il diametro del pezzo grezzo prima del colletto.
Coefficiente di restringimento: m = d / D
Il valore minimo del coefficiente di necking ottenuto con la premessa di garantire la stabilità dell'elemento di necking è chiamato coefficiente di necking limite [m].
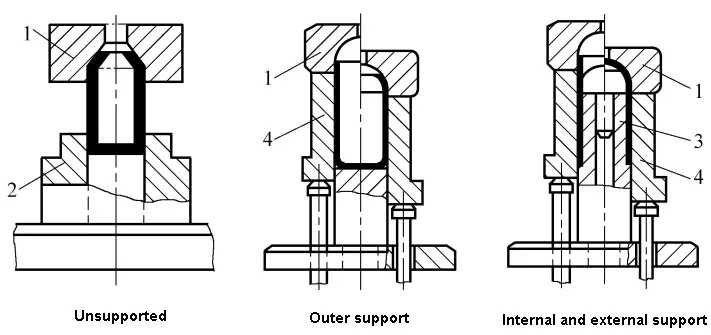
[m] è legato alla plasticità del materiale e alla struttura di supporto dello stampo.
Stampo di colmatura per diversi metodi di supporto
3.2 Progettazione del processo di scollatura
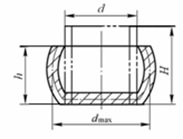
Determinazione della dimensione del grezzo
Per la determinazione delle dimensioni del pezzo grezzo del colletto, vedere la Tabella 6-4.
Conferma dei tempi di immersione
Quando il coefficiente di necking effettivo m è inferiore al coefficiente di necking limite [m], il necking non può essere eseguito in una sola volta.
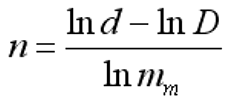
Il numero di colli può essere calcolato con:
Calcolo della forza di colmata
Quando non c'è un supporto che si stacca, la forza di chiusura è pari a:
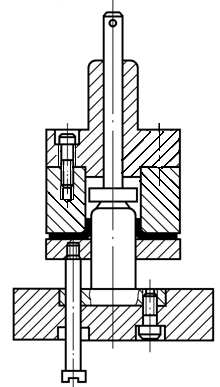
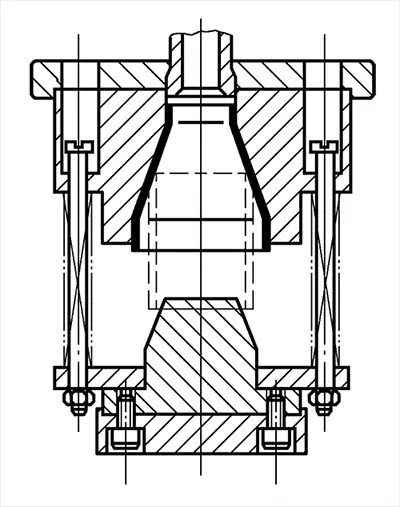
3.3 Struttura dello stampo di colmatura
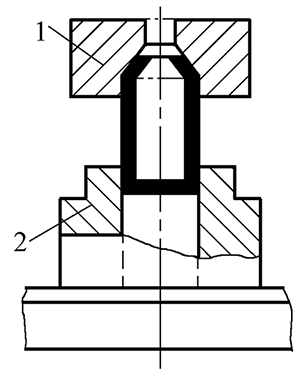
Stampo di colmatura senza supporto
Stampo di colmatura con supporto esterno
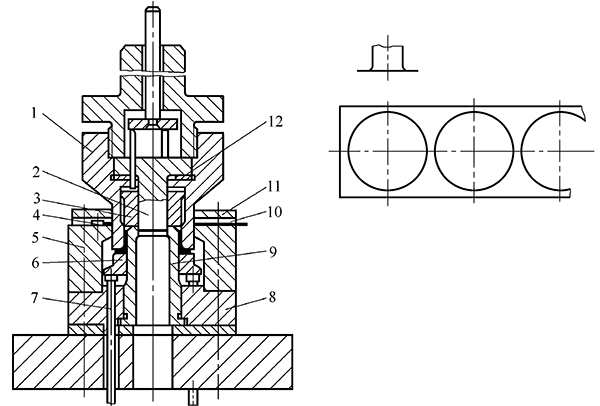
Stampi composti per la scanalatura e la svasatura
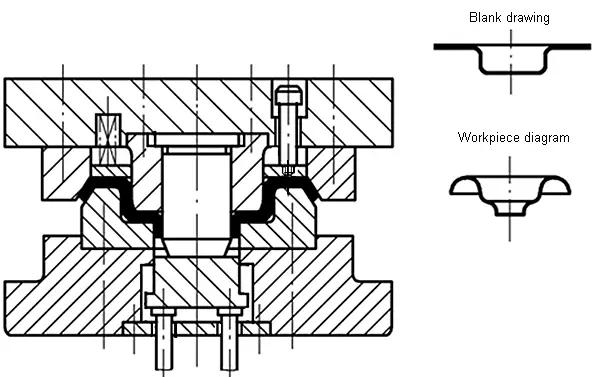
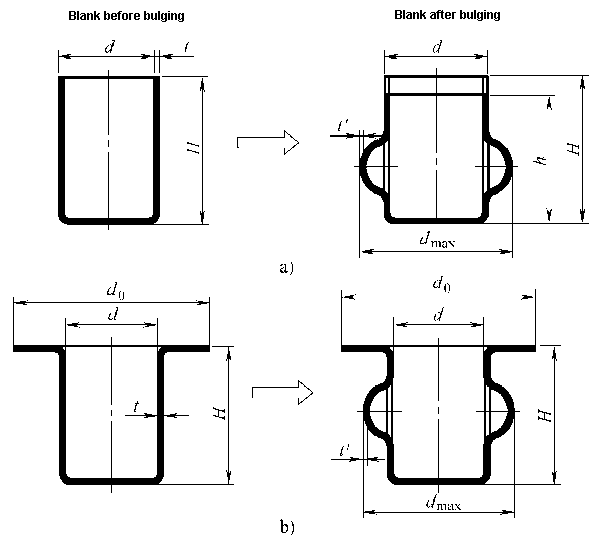
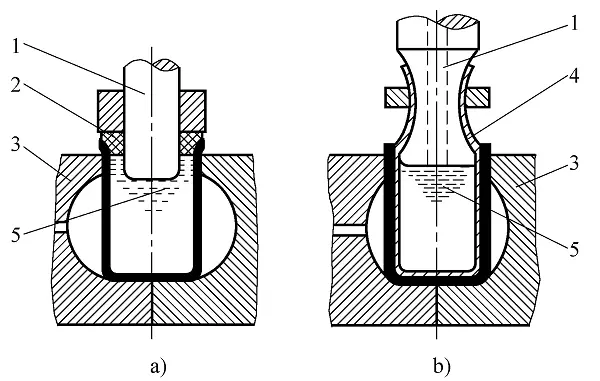
4. Rigonfiamento
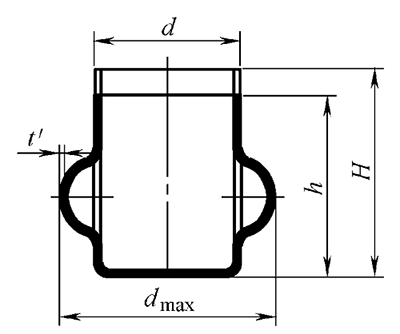
La bulinatura è un metodo di stampaggio che utilizza uno stampo per deformare plasticamente l'interno di un pezzo cavo sotto l'azione di una tensione bidirezionale per ottenere un pezzo convesso.
4.1 Caratteristiche della deformazione bulbare (due casi)
L'area di deformazione è quasi l'intero grezzo o l'estremità aperta e l'estremità aperta del grezzo si contrae e si deforma.
Pertanto, la deformazione nell'area di deformazione è uno stato di deformazione in cui la circonferenza è allungata, compressa assialmente e lo spessore è ridotto.
La zona di deformazione è limitata alla parte da gonfiare al centro del pezzo grezzo.
La zona di deformazione produce principalmente una deformazione di allungamento in direzione circonferenziale e un assottigliamento in direzione dello spessore.
Il rigonfiamento è un processo di formazione dell'allungamento.
La prevenzione dello scoppio è il problema principale da risolvere nel processo di rigonfiamento.
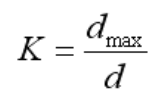
4.2 Limite di formazione del bulbo
Il grado di deformazione del rigonfiamento è espresso dal rapporto tra il diametro massimo del rigonfiamento convesso ottenuto dopo il rigonfiamento e il diametro del grezzo prima del rigonfiamento, ovvero il coefficiente di rigonfiamento:
Maggiore è il valore del coefficiente di rigonfiamento, maggiore è il grado di deformazione del rigonfiamento.
4.3 Progettazione del processo di bulbatura
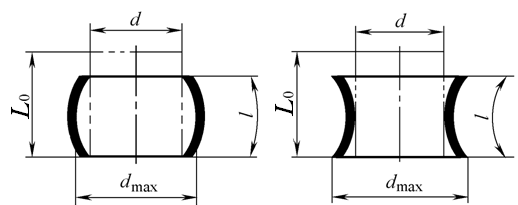
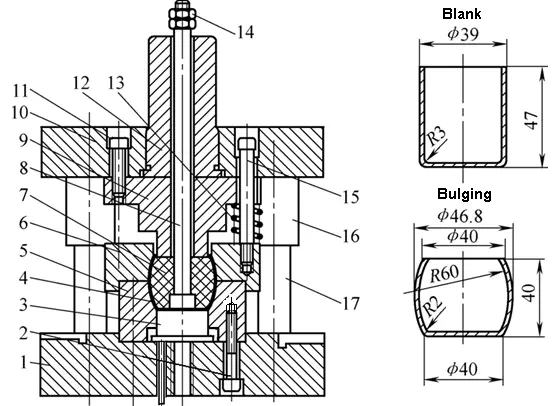
Determinazione del rigonfiamento in bianco
In caso di rigonfiamento, la lunghezza del pezzo grezzo quando è assialmente lasciata deformare liberamente:
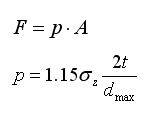
Calcolo della forza di rigonfiamento
σZ - La sollecitazione reale nell'area di deformazione del rigonfiamento, prendere σZ=σb nella stima approssimativa.
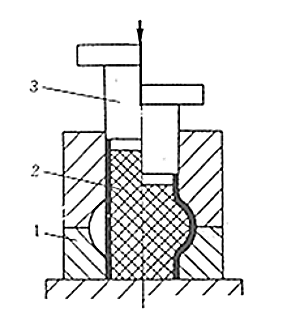
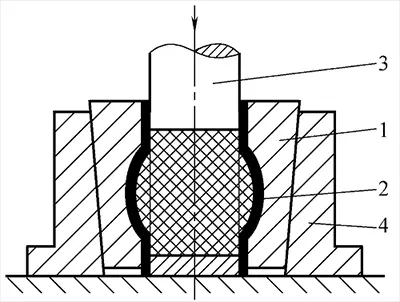
4.4 Metodo di rigonfiamento e struttura dello stampo di rigonfiamento
Si possono utilizzare stampi in acciaio o stampi morbidi. Gli stampi morbidi sono ampiamente utilizzati.
Il mezzo di stampaggio morbido può essere gomma, paraffina, plastica PVC, liquido ad alta pressione e gas ad alta pressione.
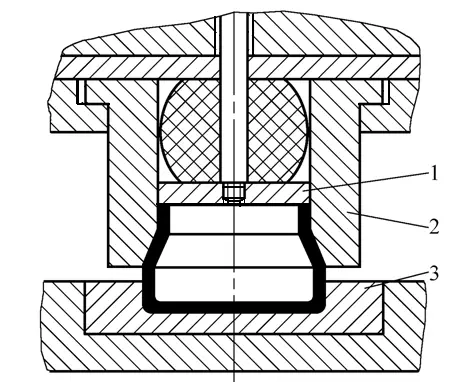
Stampo con rigonfiamento della gomma
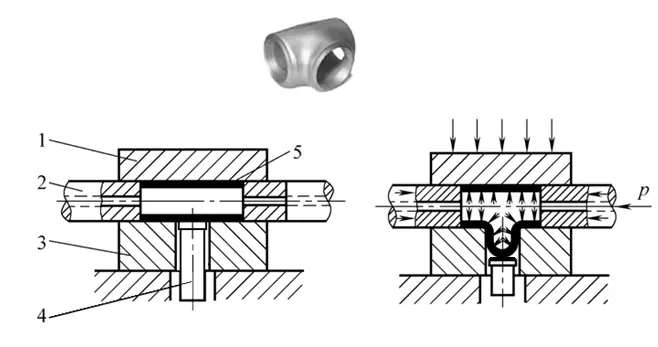
Rigonfiamento del punzone per liquidi ad alta pressione
Rigonfiamento idraulico del giunto a T
5. Bordatura, pressatura della carena convessa e goffratura
5.1 Bordatura, pressatura della carena convessa
La bordatura e la pressatura della carena convessa sono metodi di goffratura che utilizzano uno stampo per produrre carene convesse o nervature (nervature di rinforzo) sul pezzo.
Caratteristiche della perlinatura e della formazione di scafi convessi
La zona di deformazione è locale
La zona di deformazione è allungata in entrambe le direzioni e lo spessore è ridotto. Si tratta di un tipo di allungamento e la forma di rottura principale è la rottura per trazione.
La qualità del rigonfiamento è buona
Perline
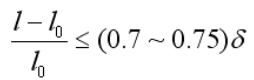
Il limite di formazione della bordatura può essere espresso dall'entità della variazione della lunghezza della zona di deformazione prima e dopo la bordatura.
Comprimere la carena convessa
Il limite di formazione della carena convessa può essere espresso dall'altezza h della carena convessa
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti quale sia l'affascinante mondo dello stampaggio dei metalli? In questo blog post, intraprenderemo un viaggio emozionante per esplorare le complessità di questo processo produttivo essenziale....
Vi siete mai chiesti come si possano modellare con tanta precisione oggetti di uso quotidiano come pentole, tazze e persino parti di automobili? Questo articolo esplora le affascinanti differenze tra presse meccaniche e idrauliche. Vi...
Vi siete mai chiesti come si realizzano con precisione le parti metalliche più complesse? Questo articolo esplora l'affascinante mondo delle filiere di filettatura e flangiatura, svelando i segreti della loro progettazione...