10 tecniche e metodi essenziali per la piegatura dei tubi
Questo post esplora l'affascinante mondo delle tecniche di piegatura dei tubi. In qualità di ingegnere meccanico esperto, condividerò le mie intuizioni sui vari metodi utilizzati per modellare i tubi per diverse applicazioni. Scoprite la scienza che sta alla base della creazione di curve morbide e angoli precisi che rendono i sistemi di tubazioni efficienti ed esteticamente gradevoli.
La piegatura convenzionale senza mandrino si riferisce a un metodo di piegatura senza riempimento comunemente utilizzato nella produzione a temperatura ambiente.
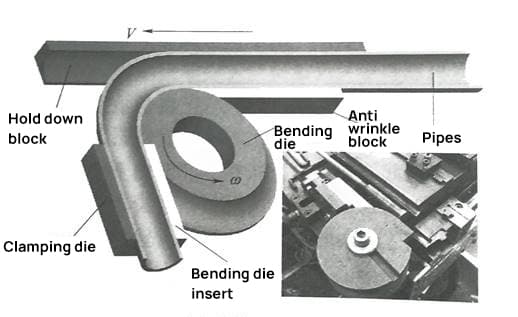
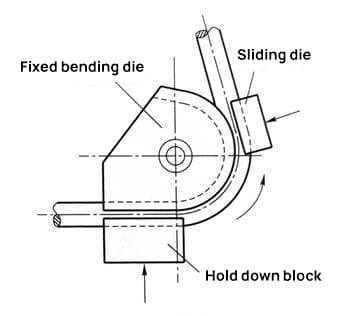
Il primario stampo di piegatura e il principio sono illustrati nella figura seguente. Questa tecnica prevede la piegatura per stiramento, piegatura a pressa, i processi di piegatura bypass, piegatura a spinta e piegatura a rotolo.
Stampo di piegatura principale e principio di piegatura
La curvatura dei tubi può essere ottenuta aggiungendo una tensione assiale basata sul momento flettente puro. In generale, si possono classificare come curvatura a trazione e curvatura a trazione rotante.
Tutti i processi di piegatura per stiramento hanno una caratteristica comune. La tensione di trazione aggiuntiva riduce una parte della tensione di compressione tangenziale sul lato concavo durante la piegatura pura. Ciò comporta la soppressione dello spessore della parete e delle grinze nella piegatura. Tuttavia, aumenta inevitabilmente la possibilità di assottigliamento dello spessore della parete o addirittura di fessurazione sul lato convesso della curva.
(1) Flessione per allungamento
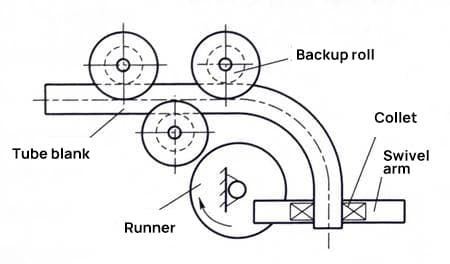
Il principio di funzionamento semplificato di una comune formatura a stiramento è illustrato nella figura seguente.
Durante la curvatura del tubo, il tubo grezzo viene fatto passare attraverso tre rulli di supporto orizzontali e fissato al braccio rotante tramite un mandrino. Quando il braccio rotante ruota, spinge il tubo grezzo a subire la deformazione di curvatura.
Il raggio di curvatura della curva può essere modificato durante la formatura per stiramento regolando la distanza tra il rullo di supporto e il mandrino, nonché l'asse della guida.
Se prima che il tubo grezzo entri nella zona di curvatura viene installato un dispositivo di riscaldamento, ad esempio una corrente di induzione a media frequenza per preriscaldare il tubo grezzo, la sua capacità di deformazione plastica può essere migliorata. Ciò consente di realizzare la formatura con stiramento per riscaldamento.
Principio di funzionamento semplificato di quattro comuni formatori a flessione elastica
(2) Curvatura della trazione oscillante
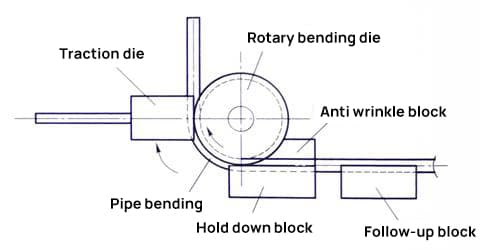
La figura seguente illustra la piegatura a trazione rotante, in cui ogni parte operativa dello stampo di piegatura ha una scanalatura che corrisponde alla forma del tubo.
La lunghezza della curva della sezione trasversale è leggermente inferiore al semicerchio del tubo grezzo. Viene utilizzata per bloccare o premere il tubo grezzo durante la curvatura.
Il raggio di curvatura può essere cambiato sostituendo lo stampo di piegatura rotante.
Il tubo grezzo viene premuto contro la trafila di curvatura rotante che può ruotare intorno all'asse grazie alla trafila di trazione e alla serraggio blocco.
La matrice di trazione ruota sulla pista ad arco circolare con raggio fisso e sull'asse della matrice di curvatura rotante, che spinge il tubo grezzo a ruotare con la matrice di curvatura rotante sotto la pressione radiale e l'attrito tangenziale del blocco di bloccaggio per ottenere la formatura della curvatura.
A causa dell'aumento della deformazione da stiramento tangenziale del tubo grezzo sul lato convesso della curvatura, esso ha la proprietà della curvatura per stiramento.
Attualmente, la maggior parte delle attrezzature per la curvatura dei tubi e delle macchine CNC per la curvatura dei tubi in produzione funziona in base al principio della curvatura a trazione rotante.
Curvatubi a CNC a trazione rotante
2. Curvatura a compressione
La flessione per compressione è la controparte della flessione per trazione, che si ottiene attraverso l'azione congiunta della spinta assiale aggiuntiva o derivata e del momento flettente nella curvatura dei tubi.
La spinta assiale aggiuntiva può ridurre o contrastare la tensione tangenziale sul lato convesso della curva, evitando così che lo spessore della parete della curva si assottigli o si fessuri. Tuttavia, l'aumento della tensione tangenziale di compressione sul lato concavo della curva può causare l'ispessimento o addirittura la formazione di grinze sulla parete del tubo.
La curvatura a compressione dei tubi è principalmente classificata in curvatura a compressione, curvatura a compressione rotante e curvatura a forza assiale.
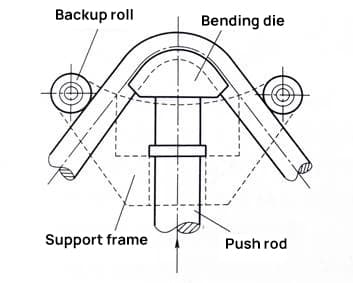
La piegatura dei tubi, come illustrato nella figura seguente, è simile alla piegatura a V delle lamiere e viene utilizzata per piegare e modellare prodotti a gomito di diametro medio e piccolo con segmenti di tubo diritti.
La matrice di piegatura e il rullo di supporto hanno una scanalatura di lavoro con lo stesso diametro del tubo e leggermente più piccola del semicerchio.
La matrice di curvatura, consolidata con l'asta di spinta e con un raggio di curvatura specifico, spinge il tubo grezzo verso l'esterno e arrotola due forme di curvatura tra i rulli di supporto su entrambi i lati.
La sostituzione della matrice di curvatura può modificare il raggio di curvatura del tubo, mentre la dimensione dei due angoli interni di curvatura è determinata dalla corsa di spinta della matrice di curvatura.
La curvatura dei tubi vanta un'elevata efficienza produttiva e la regolazione dello stampo è semplice.
Tuttavia, lo svantaggio è che il forza di flessione applicato durante la piegatura è concentrato tra i due rulli di supporto. Il contatto iniziale tra il tubo grezzo e la matrice di curvatura può distorcere la sezione di corsa, compromettendo la qualità della curvatura.
(2) Curvatura a compressione rotante
La piegatura a compressione rotante è simile nella forma alla piegatura a trazione rotante, ma il meccanismo di piegatura dei tubi è diverso.
Come mostrato nella figura seguente, durante il processo di piegatura, la matrice o il rullo scorrevole applica una pressione radiale al tubo grezzo mentre ruota intorno all'asse della matrice fissa, costringendo gradualmente il tubo grezzo diritto ad aderire alla superficie della scanalatura della matrice fissa sotto l'attrito tangenziale per piegarsi e formarsi.
A differenza della curvatura a trazione rotante, la zona di deformazione di curvatura si genera tra la matrice di scorrimento e la matrice di curvatura fissa. La superficie del tubo grezzo convesso è sempre soggetta all'azione combinata della pressione radiale e dell'attrito tangenziale, che può ridurre in qualche misura la deformazione tangenziale a trazione del tubo grezzo convesso.
(3) Forza assiale di spinta in flessione
Lo stampo mostrato nella figura seguente è composto da due metà centrate dal piano di piegatura.
Sotto la spinta assiale dello stampo, il tubo grezzo viene piegato e formato premendo nella cavità dello stampo dopo aver attraversato il manicotto di guida.
Il processo di deformazione per flessione del tubo grezzo nello stampo è complesso. Oltre a essere sottoposto alla coppia di flessione, è anche soggetto alla spinta assiale e alla forza di attrito opposta alla direzione di scorrimento.
La curvatura a spinta è diversa dalla curvatura ordinaria, in quanto lo strato neutro della deformazione della parete del tubo può spostarsi verso l'esterno della curvatura, contribuendo ad attenuare l'assottigliamento della parete esterna.
Per evitare grinze o torsioni all'interno del gomito, lo spessore relativo della parete del tubo che spinge la curvatura deve essere superiore a 0,06.
Per ridurre l'attrito, spesso è necessario lubrificare il tubo grezzo o la cavità dello stampo di piegatura.
Per i gomiti a parete sottile, di solito si adotta la piegatura a spinta con un'anima, per evitare deformazioni e grinze.
Schema della piegatura assiale a spinta dello stampo per tubi
3. Altri metodi comuni di curvatura dei tubi senza mandrino
Oltre ai metodi sopra citati, esistono anche le curve di deviazione, piegatura dei rotolie altri.
Tuttavia, la maggior parte di questi metodi non soddisfa i severi requisiti di precisione e qualità della piegatura. Per questo motivo, sono tipicamente utilizzati per la piegatura di raccordi per tubi che non richiedono un'elevata precisione in termini di forma e dimensioni.
(1) Formatura della curvatura dei tubi
La curvatura dei tubi è un processo produttivo comune che può essere eseguito manualmente o utilizzando una macchina curvatubi.
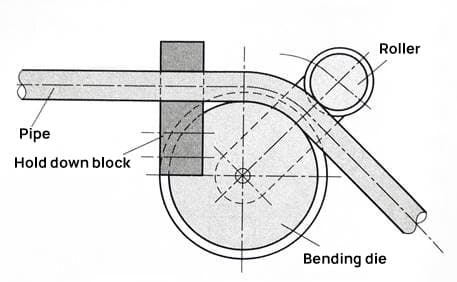
La curvatura bypass, come illustrato nel diagramma seguente, è simile alla curvatura a compressione rotante, tranne per il fatto che l'attrito di rotolamento si verifica tra la scanalatura di lavoro del rullo e la superficie del tubo grezzo.
Durante il processo di piegaturaUn'estremità del tubo grezzo è bloccata nella testa di bloccaggio della matrice di piegatura, mentre la ruota di pressatura laterale lo preme contro la superficie della scanalatura della matrice di piegatura e ruota intorno alla matrice di piegatura. Anche la testa di serraggio ruota insieme al tubo grezzo.
Principio della curvatura dei tubi
(2) Formatura dei tubi
Tubo piegatura dei rotoli è comunemente utilizzato per la curvatura di tubi a parete spessa, come illustrato nel diagramma seguente.
Il tubo grezzo è posizionato tra tre o più rulli, ognuno dei quali ha una scanalatura con un diametro interno leggermente superiore al diametro esterno del tubo e una circonferenza di sezione leggermente inferiore al semicerchio del tubo grezzo.
Ogni rullo ruota e si muove in direzioni diverse, consentendo di arrotolare il tubo grezzo in una forma di curvatura specifica. La curvatura a più rulli può migliorare la precisione di curvatura dei tubi, ridurre la distorsione della sezione trasversale di curvatura e migliorare il grado di deformazione uniforme del tubo.
Sebbene sia utilizzato principalmente per la curvatura di tubi a parete spessa, a volte può essere utilizzato anche per la curvatura di tubi a parete sottile.
Schema della formatura di tubi piegati a rotolo
(a) Schema della piegatura asimmetrica a tre rulli (b) Schema di rotolo laterale piegatura a quattro rulli
Curvatura di riempimento del tubo
La curvatura a riempimento di tubi, nota anche come curvatura a mandrino, è un processo comune per la curvatura di tubi a parete sottile di diametro medio e grande.
Per ridurre al minimo o eliminare difetti come l'appiattimento della sezione trasversale, il collasso delle pareti e le grinze durante il processo di curvatura, si utilizza un metodo chiamato curvatura a riempimento. Questo metodo prevede il riempimento di vari mandrini o riempitivi nel tubo grezzo da piegare per fornire un supporto durante il processo di piegatura.
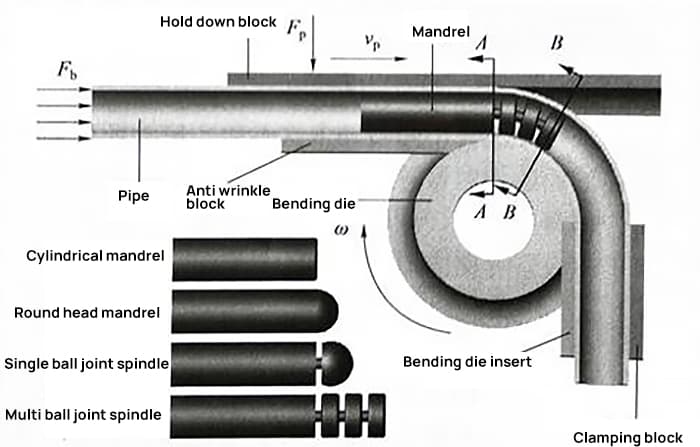
1. Curvatura del mandrino
La piegatura a mandrino è un processo di piegatura che consente di controllare con precisione la forma della sezione trasversale dei gomiti.
La differenza fondamentale tra la curvatura con mandrino e la normale curvatura senza mandrino consiste nel fatto che un mandrino viene pre-posizionato all'interno del tubo grezzo durante il processo di curvatura.
Nella produzione attuale, i mandrini o le aste per mandrini sono classificati in due tipi: mandrini rigidi e mandrini flessibili solidi.
I mandrini rigidi comprendono mandrini a testa tonda, mandrini a cucchiaio e mandrini a corno di toro.
I mandrini flessibili comprendono mandrini flessibili a sezione singola e mandrini flessibili a sezione multipla.
2. Riempimento di particelle solide, piegatura a spinta
Il riempimento con particelle solide e la piegatura a spinta sono un processo comune per la piegatura di elementi a parete sottile o di gomiti con pareti di piccolo spessore.
Tradizionalmente si usava la sabbia di quarzo come riempitivo, ma è stata gradualmente sostituita da particelle di resina o perle di metallo.
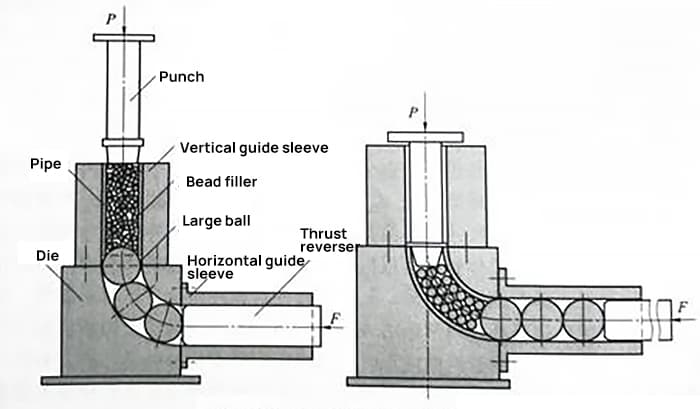
Prima del processo di curvatura a spinta, nella matrice di curvatura vengono inserite sfere di grande diametro, leggermente più piccole della vista esterna del tubo grezzo, per evitare che il riempimento di perline scivoli. Quindi, il tubo grezzo viene riempito con perline di piccolo diametro.
Durante la curvatura a spinta, il cursore della pressa aziona il punzone di curvatura a spinta per estrudere il riempimento di perline nel tubo grezzo. Tuttavia, va notato che le particelle solide non possono essere considerate come un mezzo continuo e la loro deformazione sotto pressione non può essere approssimata a un volume costante.
Inoltre, l'uso di sfere di acciaio duro può causare difetti come la formazione di impronte sulla parete interna del gomito.
Schema del riempimento e della piegatura di particelle solide di un tubo
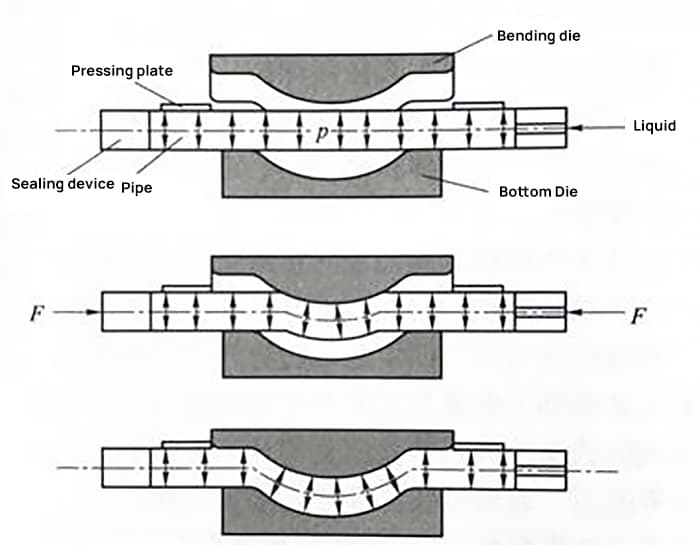
3. Curvatura per il riempimento di liquidi
È stato sviluppato il metodo di riempimento e curvatura dei tubi con l'utilizzo di liquidi come riempitivo, con due processi relativamente maturi: la curvatura idraulica con punzonatura dei tubi e la curvatura a spinta con punzonatura e alimentazione dei tubi.
Mentre la piegatura a riempimento liquido supera alcuni dei difetti della piegatura a riempimento di particelle solide, la sigillatura dei supporti rimane una sfida tecnologica.
Principio di funzionamento dell'idroformatura dei tubi
4. Curvatura con stucco liquido
Nel processo di piegatura con riempimento liquido, un liquido polimerizzabile viene iniettato nel tubo grezzo mentre è allo stato liquido. Una volta sigillate le due estremità, la sostanza liquida si solidifica e diventa un riempimento integrale che viene utilizzato per la piegatura.
I materiali di riempimento solidificati possono includere acqua, colofonia, leghe a basso punto di fusione e vari tipi di resine.
Curvatura del riscaldamento
La piegatura a caldo è una tecnica avanzata di formatura dei metalli utilizzata quando i metodi convenzionali di piegatura a freddo sono inadeguati per ottenere geometrie complesse o quando si lavora con leghe ad alta resistenza. Questo processo sfrutta l'energia termica per aumentare la plasticità del materiale, riducendo la forza di piegatura necessaria e minimizzando gli effetti di ritorno elastico.
La procedura comprende tipicamente tre fasi critiche: riscaldamento controllato, piegatura di precisione e raffreddamento regolato. La fase di riscaldamento può essere realizzata con diversi metodi, ognuno dei quali offre vantaggi distinti:
Riscaldamento complessivo della curvatura: Utilizza un mezzo granulare (ad esempio, sabbia o particelle metalliche fini) per garantire una distribuzione uniforme del calore in tutto il tubo, ideale per le piegature più complesse.
Curvatura ad immersione con riscaldamento globale: Consiste nell'immergere il tubo in un bagno di liquido (spesso sale fuso) per un riscaldamento rapido e costante, adatto alla produzione di grandi volumi.
Curvatura a induzione locale a media frequenza: Utilizza l'induzione elettromagnetica per riscaldare sezioni specifiche del tubo, consentendo un controllo preciso della zona interessata dal calore e riducendo il consumo energetico.
Curvatura laser: Applica un'energia laser concentrata per indurre un'espansione e una contrazione termica localizzata, consentendo piegature altamente precise senza contatto fisico.
La scelta del metodo dipende da fattori quali le proprietà del materiale, il raggio di curvatura desiderato, il volume di produzione e i requisiti di qualità. Spesso si ricorre a sistemi avanzati di controllo del processo e a simulazioni al computer per ottimizzare i modelli di riscaldamento, le forze di piegatura e le velocità di raffreddamento, garantendo una qualità costante del prodotto e riducendo al minimo gli scarti di materiale.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come i tubi metallici intricati ottengano le loro curve e forme precise? Questo articolo svela i principali produttori di macchine piegatubi, mostrando le loro tecnologie innovative...
Vi siete mai chiesti come si realizzano con precisione le forme più complesse dei tubi? Questa guida svela i segreti delle piegatrici per tubi, esplorandone i tipi, i meccanismi e le applicazioni. Con l'aiuto di esperti ingegneri meccanici,...
Avete mai ammirato le curve aggraziate di un corrimano in acciaio inox o le linee slanciate di una scultura in metallo? Dietro questi splendidi design si celano l'arte e la scienza...