Immaginate di saldare due metalli senza soluzione di continuità, ottenendo un'elevata efficienza e scarti minimi. Questa è la magia della saldatura MIG/MAG, una tecnica che combina gas di protezione avanzati con un controllo preciso dell'arco per ottenere saldature di qualità superiore. In questo articolo esplorerete i principi, le caratteristiche e le applicazioni della saldatura MIG/MAG, imparando come i diversi gas e la scelta del filo possano influire sulla qualità della saldatura. Preparatevi a scoprire intuizioni e suggerimenti pratici che possono migliorare i vostri progetti di saldatura, sia che lavoriate con alluminio, rame o acciaio.
1. Principi, caratteristiche e applicazioni della saldatura MIG/MAG.
1. Principi della saldatura MIG/MAG
Saldatura ad arco con gas metallici (GMAW)
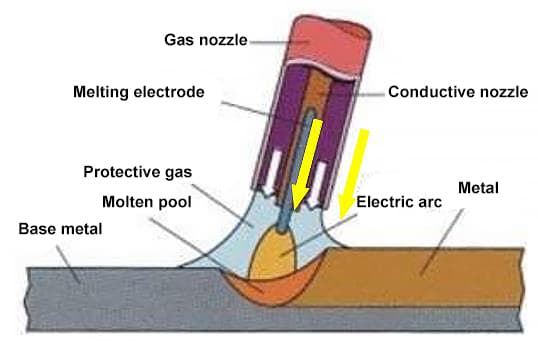
1. Definizione: La saldatura ad arco schermata da gas che utilizza il gas come mezzo d'arco per proteggere l'arco e l'area di saldatura è chiamata saldatura ad arco schermata da gas, o semplicemente saldatura a gas.
2. Classificazione
La saldatura ad arco di tungsteno a gas può essere classificata in base alla gas di schermatura utilizzati come segue: saldatura schermata con gas inerte (MIG) (Ar, He, Ar+He), saldatura schermata con miscela di gas ossidanti (MAG) (Ar+O2, Ar+CO2, Ar+CO2+O2) e la CO2 saldatura a gas schermata.
In base al filo di saldatura, può essere suddiviso in MIG/MAG solido/CO2 filo di saldatura e filo di saldatura animato (FCAW).
Questo capitolo si concentra sulle emissioni di CO2 Saldatura a gas e saldatura MIG/MAG.
2. Caratteristiche della saldatura a gas schermata
1. L'arco e il bagno fuso sono ben visibili e consentono di regolare i parametri di saldatura in base alle condizioni del bagno fuso durante la saldatura.
2. Il processo di saldatura è facile da usare, con scorie minime o nulle, e non è praticamente necessario pulire le scorie dopo la saldatura.
3. Sotto la compressione del flusso di gas protettivo, il calore dell'arco si concentra, determinando una velocità di saldatura più elevata, un bagno fuso più piccolo, una zona termicamente colpita più ristretta e una minore deformazione del pezzo saldato.
4. Favorisce la meccanizzazione e l'automazione del processo di saldatura, in particolare per la saldatura meccanizzata di posizioni spaziali.
5. Può saldare magnesio, alluminio, rame e le loro leghe, chimicamente attive e soggette alla formazione di pellicole di ossido ad alto punto di fusione.
6. Può essere utilizzato per saldare lamiere sottili.
7. Quando si lavora all'aperto, è necessario un dispositivo di barriera al vento, altrimenti l'effetto di schermatura dei gas potrebbe essere scarso o addirittura inefficace.
8. La radiazione luminosa dell'arco è molto forte.
9. Le attrezzature di saldatura sono relativamente complesse e più costose di quelle utilizzate per la saldatura schermata. arco metallico saldatura.
3. Applicazioni della saldatura MIG/MAG
All'inizio degli anni '50, la saldatura MIG/MAG è stata applicata per la prima volta all'alluminio e alle sue leghe, per poi essere estesa al rame e alle sue leghe. In realtà, è adatta a quasi tutti i materiali.
Tuttavia, a causa del suo costo elevato, viene generalmente utilizzato nella saldatura di metalli non ferrosi e delle loro leghe, nonché nella saldatura di metalli non ferrosi e delle loro leghe. saldatura dell'acciaio inossidabile.
Materiale di partenza: Al Mg 3
Diametro del tubo: 225 mm
Spessore della parete: 15 mm
Filo di saldatura: Al Mg 5
Diametro: 1,2 mm
Velocità di saldatura: 50 cm/min
Corrente di saldatura 1+2: 340A
Posizione di saldatura: PA
Gas di schermatura: 50/50 Ar/He.
4. Confronto tra saldatura MIG/MAG
La saldatura MIG utilizza Ar o He come gas di protezione.
La saldatura MAG aggiunge gas attivi, come l'O2 e CO2, ad Ar o He.
Per quanto riguarda la forma dell'arco, la transizione delle gocce e le caratteristiche dell'arco, la saldatura MAG è simile a saldatura ad arco di argoncon un contenuto di gas attivo generalmente inferiore a 30%.
La saldatura MAG può eliminare la penetrazione a dito.
A causa della presenza di gas ossidanti nella saldatura MAG, l'ossidazione del metallo è inevitabile. Pertanto, è necessario scegliere con cura un filo di saldatura che fornisca la composizione necessaria.
La saldatura MAG è utilizzata principalmente per la saldatura di acciai ad alta resistenza e di acciai altamente legati.
5. Saldatura MIG Gas e filo di protezione
(1) Gas di schermatura:
Singolo gas: Ar o He
Gas misto: Ar+He
(2) Requisiti per il gas di schermatura:
Purezza del gas Ar: 99,9%
(3) Selezione del filo:
La composizione del filo per saldatura MIG deve essere simile a quella del metallo base. (Le reazioni metallurgiche sono relativamente semplici e gli elementi di lega non vengono bruciati).
6. Saldatura MAG Gas di protezione e filo
Ar+CO2+O2
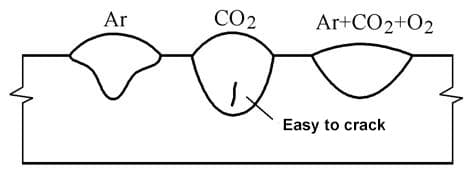
Utilizzando un gas misto di 80% Ar, 15% CO2e 5% O2 per saldatura di acciaio a basso tenore di carbonio e acciai debolmente legati può dare luogo a un'eccellente formazione del cordone di saldatura, alla qualità del giunto, al trasferimento delle gocce di metallo e alla stabilità dell'arco.
Questa miscela di gas offre i vantaggi dell'argon e della CO2 introducendo anche una piccola quantità di ossigeno per migliorare la penetrazione e ridurre gli schizzi.
La composizione specifica del gas di protezione deve essere scelta con cura in base al materiale da saldare e alle caratteristiche di saldatura desiderate.
Diversi gas di protezione per la formazione dei cordoni di saldatura.
Per la saldatura MAG, è necessario utilizzare fili di saldatura ad alto Mn e ad alto Si per integrare la perdita di fiamma.
2. Caratteristiche metallurgiche della saldatura MIG/MAG.
Saldatura MIG:
Utilizza Ar o He come gas schermante, non ha reazioni metallurgiche con il metallo. L'argon è un sottoprodotto della produzione di ossigeno e un eccesso di ossigeno può causare reazioni di ossidazione.
Saldatura MAG:
Contiene gas ossidanti come O2 e CO2, provocando reazioni di ossidazione con il metallo.
Al+O2 → Al2O3
Fe + CO2 → FeO + CO ↑
Si + 2CO2→ SiO2 + 2CO ↑
Mn + CO2 → MnO + CO ↑
Si + 2O → SiO2
Mn + O → MnO
C + O → CO
Fe + O → FeO
Saldatura MIG/MAG:
Perdita di lega causata dall'evaporazione.
3. Transizione delle gocce nella saldatura MIG/MAG.
Le principali forme di transizione delle gocce nella saldatura MIG/MAG sono: transizione di cortocircuito, transizione di gocce, transizione di spruzzo e transizione di ipergetto.
La forma della transizione delle gocce dipende principalmente da parametri quali la corrente, la lunghezza dell'arco, la polarità, il mezzo gassoso, il materiale del filo di saldatura, il diametro, la lunghezza di uscita, ecc.
1. Fattori che influenzano la transizione delle gocce.
(1) L'effetto della lunghezza dell'arco:
Nelle stesse condizioni di bassa corrente, la transizione delle gocce può essere una transizione di particelle o una transizione di cortocircuito. La transizione particellare richiede una lunghezza d'arco maggiore, mentre la transizione di cortocircuito richiede una lunghezza d'arco minore.
(2) L'effetto della corrente:
Quando la corrente è inferiore alla corrente critica I1, la transizione delle particelle avviene con una bassa frequenza di transizione. Quando la corrente è superiore alla corrente critica I1, la transizione degli spruzzi avviene con un'alta frequenza di transizione.
La relazione tra la frequenza di trasferimento delle gocce e la corrente durante la saldatura MIG
Mezzo di trasporto del gas:
Aggiungendo una piccola quantità di O2 ad Ar riduce la tensione superficiale, diminuisce la resistenza alla transizione delle gocce e riduce la corrente critica per la transizione dello spruzzo. Tuttavia, una quantità eccessiva di O2 può causare la costrizione dell'arco a causa dell'O2 ionizzazione, con conseguente aumento della corrente critica.
Aggiunta di CO2 aumenta la corrente critica per la transizione dello spray.
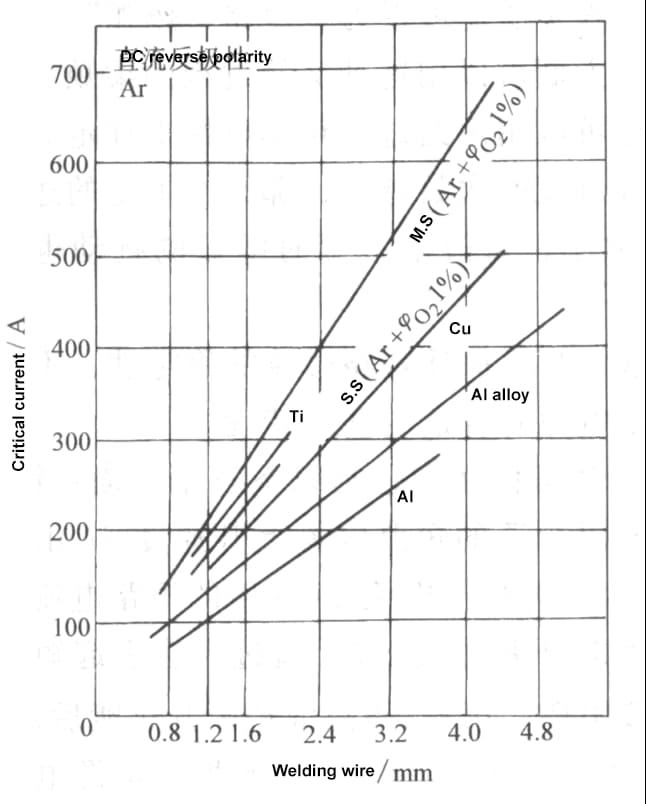
Corrente critica: la corrente minima che provoca il salto dell'arco.
Fattori che influenzano la corrente critica.
Materiale del filo di saldatura:
Nelle stesse condizioni, la corrente critica per il filo di saldatura in acciaio è superiore a quella del filo di saldatura in alluminio. Il filo di alluminio ha maggiori probabilità di passare dalla transizione a goccia alla transizione a spruzzo, mentre saldatura dell'acciaio è più probabile che il filo passi dalla transizione a goccia a quella a ipergetto.
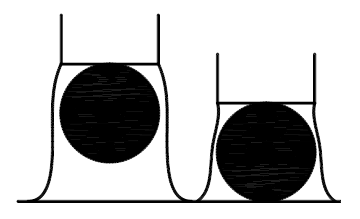
Diametro del filo:
Più piccolo è il diametro del filo, più bassa è la corrente critica.
Lunghezza del bastone:
Aumentando la lunghezza dello stick-out aumenta il calore di resistenza, a vantaggio della transizione delle gocce.
(3) L'effetto della polarità della corrente
2. Transizione a ipergetto.
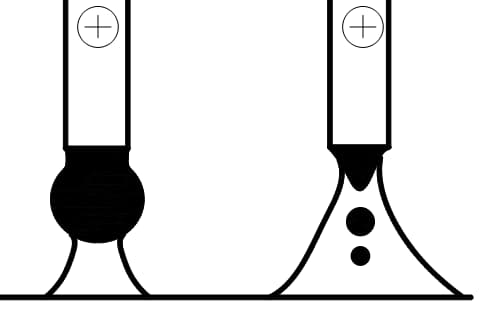
Principio: Durante la transizione ipergetto, l'arco forma una struttura a campana con un'ampia area di radice dell'arco che circonda l'intera goccia. La tensione superficiale non agisce solo sulla parte inferiore della goccia, ma anche su quella superiore, spingendo la goccia attraverso la transizione.
Poiché la corrente è divergente, la forza elettromagnetica genera una forte spinta e l'unica resistenza alla transizione delle gocce è la tensione superficiale.
Pertanto, l'accelerazione della transizione delle gocce è maggiore dell'accelerazione gravitazionale della transizione delle gocce grandi.
Caratteristiche:
L'arco forma una struttura a campana.
Le forze del punto e del flusso del plasma favoriscono la transizione delle gocce.
Piccole gocce con un'alta frequenza di transizione.
La corrente deve raggiungere la corrente critica per la transizione dell'ipergetto.
Il filo per saldatura in acciaio viene utilizzato per la saldatura MIG.
La transizione a ipergetto ha un'elevata capacità di penetrazione, che può portare a una penetrazione simile a quella di un dito.
Penetrazione a forma di dito durante la transizione del getto
Condizioni di formazione:
La transizione ipergetto si verifica durante la saldatura MIG con filo d'acciaio, utilizzando corrente continua a polarità inversa, alta tensione d'arco (arco lungo) e una corrente di saldatura superiore a un certo valore critico.
L'alluminio e altri metalli non ferrosi e le loro leghe sono soggetti a questo problema. Si verifica quando la corrente di saldatura è molto superiore alla corrente critica per la transizione a ipergetto e la protezione nell'area di saldatura è scarsa. I punti catodici si spostano sul fondo del cratere dell'arco e rimangono stabili.
Di conseguenza, il fondo del cratere dell'arco è sottoposto a una forte forza d'arco e viene violentemente "scavato", con conseguente grave ossidazione e nitrurazione. Queste goccioline di metallo cadono sull'area e sulla superficie vicina alla saldatura, causando una scarsa fusione del metallo saldato e una rugosità della superficie. Uno strato di polvere nera lo ricopre: è il fenomeno del wrinkling della saldatura.
Misure preventive per il raggrinzimento dei cordoni di saldatura:
Rafforzare la protezione e aumentare il flusso di gas.
Diminuire la corrente di saldatura.
Utilizzare la transizione ipergetto (transizione sub-transiente delle gocce tra la transizione di cortocircuito e la transizione di spruzzo).
3. Transizione ipergetto rotazionale
Condizioni di formazione: Durante la saldatura MIG con filo d'acciaio, se la lunghezza dello stick-out è relativamente lunga o la corrente di saldatura è molto superiore alla corrente critica per la transizione dello spruzzo, la lunghezza del metallo liquido aumenta. L'espulsione ad alta velocità di gocce fini durante la transizione dello spruzzo genera una grande forza di reazione. Una volta deviata dall'asse, si verifica una transizione rotazionale a ipergetto.
Caratteristiche:
Utilizzato per la saldatura MIG con filo d'acciaio.
Si verifica quando la lunghezza del distacco è relativamente lunga o la corrente di saldatura è molto superiore alla corrente critica per la transizione dello spruzzo.
Si ottengono cordoni di saldatura non uniformi, arco instabile e spruzzi abbondanti.
Applicato a saldatura di strutture in acciaiosuperando difetti come la scarsa fusione dei fianchi durante la saldatura a gap stretto e la saldatura d'angolo.
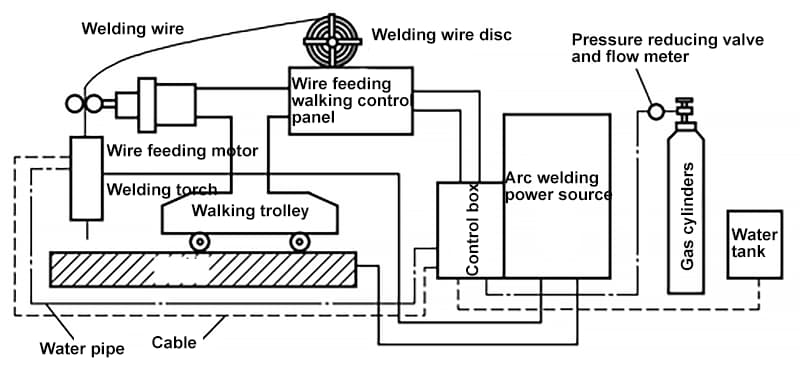
4. Apparecchiature per la saldatura ad arco in tungsteno gassoso (GTAW)
Composizione delle apparecchiature per la saldatura ad arco in tungsteno gassoso (GTAW):
In base al livello di meccanizzazione, si distinguono due tipi: saldatura automatica e saldatura semiautomatica. Le apparecchiature di saldatura semiautomatiche non includono un carrello mobile e il movimento della pistola di saldatura è azionato manualmente. La pistola di saldatura delle saldatrici automatiche è fissata sul carrello per la saldatura.
Consiste principalmente in un arco potenza di saldatura fonte, sistema di alimentazione del filo, pistola di saldatura, carrello mobile (per la saldatura automatica), sistema di alimentazione del gas, sistema di raffreddamento ad acqua, sistema di controllo, ecc.
Composizione delle apparecchiature semiautomatiche per la saldatura ad arco in tungsteno gassoso (GTAW):
Composizione delle apparecchiature automatiche per la saldatura ad arco in tungsteno gassoso (GTAW):
Fonte di alimentazione della saldatura:
Quando si salda l'alluminio, è difficile ottenere una transizione sub-transiente delle gocce senza problemi con un comune sistema di alimentazione del filo a velocità costante e una sorgente di corrente costante.
Pertanto, è necessario disporre di una saldatrice con controllo sincrono (o ottimizzazione automatica) delle funzioni di corrente di saldatura e velocità di alimentazione del filo.
Dispositivo di alimentazione del gas: Bombola del gas, tubo flessibile, regolatore, ecc.
Meccanismi di alimentazione del filo: (meccanismi di tipo pull, push e push-pull)
Pistola di saldatura:
Le pistole di saldatura contengono l'elettrodo e dirigono l'arco di saldatura. Sono di due tipi: raffreddate ad acqua e ad aria.
Pistola di saldatura portatile:
Pistola di saldatura a collo d'oca
La punta di contatto di una pistola di saldatura deve avere una buona conduttività, resistenza all'usura e al calore. È generalmente realizzata in lega di rame e ha un diametro pari al diametro del filo di saldatura più 0,2 mm.
È importante controllare e sostituire regolarmente la punta di contatto per garantire prestazioni di saldatura uniformi e costanti.
Parametri del processo di saldatura:
Parametri standard del processo di saldatura:
I parametri standard del processo di saldatura possono variare a seconda del processo di saldatura, del materiale da saldare e delle caratteristiche desiderate. qualità della saldatura. Tuttavia, alcune linee guida generali per l'impostazione dei parametri del processo di saldatura.
5. Processi comuni di saldatura ad arco di tungsteno a gas (GTAW):
1. Saldatura ad arco con tungsteno a gas (GTAW) per acciai a basso tenore di carbonio e acciai a bassa lega:
La saldatura MAG può essere utilizzata per gli acciai a basso tenore di carbonio e per gli acciai a basso tenore di carbonio. acciaio legato, con il gas di miscela Ar+ (5-20)% CO2 utilizzato come gas di schermatura e talvolta con l'aggiunta di una piccola quantità di O2.
La modalità di trasferimento delle gocce può essere la transizione a corto circuito, la transizione a spruzzo o la transizione a impulsi nella saldatura MAG.
(1) Saldatura MAG di transizione in cortocircuito:
Rispetto a Saldatura a CO2La saldatura MAG a corto circuito ha un arco più stabile e meno schizzi. Può utilizzare un filo di saldatura più sottile e una corrente di saldatura più bassa, con il risultato di un arco meno profondo. penetrazione della saldatura e una velocità di saldatura più bassa. Ciò lo rende adatto alla saldatura di lamiere sottili.
(2) Saldatura MAG a spruzzo:
La transizione a spruzzo è la modalità di trasferimento delle gocce più comune nella saldatura MAG. In genere, la corrente di saldatura è impostata su 30-50A in più rispetto alla corrente critica di transizione dello spruzzo. Quando lo spessore della piastra è maggiore o uguale a 3,2 mm, l'arco di saldatura è molto stabile, con conseguente superficie piatta e buona formazione della saldatura con spruzzi minimi.
2. Saldatura ad arco con elettrodo fuso ad argon per acciaio inossidabile.
È possibile utilizzare la transizione di cortocircuito, la transizione a getto e la transizione a impulsi.
(1) Transizione di cortocircuito per la saldatura MIG dell'acciaio inossidabile.
Il diametro del filo di saldatura è di 0,8-1,2 mm e il gas di protezione utilizzato è Ar+(1~5%)O2 o Ar+(5~20%)CO2. La corrente di saldatura è inferiore alla corrente critica della transizione del getto e viene utilizzata principalmente per la saldatura monostrato di lamiere sottili con uno spessore inferiore a 3,0 mm.
(2) Transizione a getto per la saldatura MIG dell'acciaio inossidabile.
Il filo di saldatura utilizzato ha un diametro di 0,8, 1,0, 1,2, 1,6 mm e il gas di protezione utilizzato è Ar+(1~2%)O2 o Ar+(5~10%)CO2. La corrente di saldatura è superiore alla corrente critica della transizione del getto e viene utilizzata principalmente per la saldatura di piastre di acciaio con uno spessore superiore a 3,2 mm.
3. Saldatura ad arco con elettrodo fuso ad argon per leghe di rame.
Il rame e le leghe di rame hanno una conducibilità termica molto forte, che può facilmente causare una scarsa fusione, per cui è necessario un preriscaldamento prima della saldatura. A causa della necessità di una grande corrente di saldatura, le gocce fuse presentano una transizione a getto.
La caratteristica del parametri di saldatura per la saldatura del rame viola è un'elevata temperatura di preriscaldamento e una grande corrente di saldatura (fino a 600A). Quando si utilizza una protezione con gas argon puro, la potenza dell'arco è ridotta. L'utilizzo della protezione Ar+(50-75%)He può aumentare la potenza dell'arco e ridurre la corrente di saldatura. temperatura di preriscaldamento.
4. Saldatura ad arco con elettrodo fuso ad argon per leghe di alluminio.
Quando si salda MIG leghe di alluminioÈ necessario utilizzare l'effetto di pulizia catodica per rimuovere il film di ossido. Le leghe di alluminio hanno una rapida conducibilità termica e richiedono una potenza d'arco sufficiente per fondere il materiale di base e formare la saldatura. Il gas argon puro viene solitamente utilizzato come gas di protezione per la saldatura a basso spessore. saldatura a piastra. Quando si saldano materiali grandi e spessi, si utilizza una protezione con gas misto Ar+He e la proporzione di He è spesso di circa 25%. È possibile utilizzare la transizione in cortocircuito o la transizione a spruzzo.
Nota:
Quando si inverte la polarità della corrente continua, ovvero si utilizza il filo di saldatura come elettrodo positivo e il pezzo da saldare come elettrodo negativo, le gocce di filo di saldatura fuso entrano di solito nel bagno di saldatura in un "passaggio di spruzzi" granulare molto fine con una corrente relativamente grande, con conseguente alta produttività. Per le piastre di alluminio con uno spessore superiore a 8 mm, per stabilizzare l'arco, l'elettrodo di fusione per la saldatura ad arco di argon adotta in genere una polarità inversa in corrente continua, che ha un effetto di "frammentazione catodica" sulla saldatura dei pezzi di alluminio.
(1) Saldatura MIG in cortocircuito
Questo metodo utilizza gas argon puro come gas di protezione e in genere utilizza un diametro del filo di 0,8-1,0 mm, con una piccola bobina di filo da 0,5 kg e una speciale pistola di alimentazione, per spessori di saldatura di 1-2 mm. I fili in lega di alluminio più sottili possono essere difficili da alimentare.
(2) Transizione a spruzzo e saldatura MIG subsonica
Anche questo metodo utilizza gas argon puro come gas di schermatura e in genere utilizza un diametro del filo di 1,2-2,4 mm.
(3) Saldatura MIG ad alta corrente
Alluminio spesso piastre in lega possono essere saldati utilizzando fili spessi (diametro di 3,2-5,6 mm) e saldature MIG ad alta corrente, con correnti di saldatura che raggiungono i 500-1000 A e che garantiscono un'elevata produttività. Nell'ugello interno viene utilizzata una miscela di gas di protezione 50% Ar + 50% He per aumentare la potenza dell'arco, mentre l'ugello esterno è riempito con gas Ar per rafforzare ulteriormente l'effetto protettivo.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Per ottenere una saldatura impeccabile non basta solo l'abilità, ma è necessario padroneggiare l'interazione tra tensione e corrente. Questi due parametri sono la linfa vitale della saldatura e determinano...
Vi siete mai chiesti perché le strutture saldate a volte falliscono nonostante il loro aspetto robusto? Questo articolo si addentra nelle sfide nascoste della saldatura, esplorando come il riscaldamento e il raffreddamento non uniformi possano...
Vi siete mai chiesti come fanno i grattacieli a stare in piedi o le auto a rimanere saldate insieme? Questo blog svela la magia delle saldatrici elettriche. Scoprite i principali produttori come Lincoln Electric e Miller Welds,...
Vi siete mai chiesti quali sono i marchi di saldatrici leader del settore? Questo articolo esplora i dieci principali produttori di saldatrici, evidenziandone le innovazioni, la presenza globale e i punti di forza unici....
Vi siete mai chiesti come fanno i saldatori a ottenere giunzioni perfette in posizioni difficili? La saldatura 6GR è una tecnica specializzata per la saldatura di condotte con un anello di ostacolo a 45°, fondamentale per garantire...
Vi siete mai chiesti quali siano i pericoli nascosti dietro le scintille luminose della saldatura? In questo articolo esploriamo gli effetti nocivi della saldatura ad arco di argon sul corpo umano....
Vi siete mai chiesti cosa significhino i numeri e le lettere sulle barre di saldatura? Questo articolo spiega il sistema di codifica delle bacchette per saldatura in acciaio al carbonio e in acciaio inox, aiutandovi a capire la loro resistenza alla...
Vi siete mai chiesti come calcolare con precisione il consumo delle barre di saldatura? In questo post esploreremo i metodi e le formule utilizzate dagli esperti del settore per stimare il consumo di...
Le deformazioni di saldatura nell'acciaio inossidabile possono causare problemi significativi nella fabbricazione dei metalli. L'articolo esplora vari metodi per controllare e correggere queste deformazioni, come l'uso di piastre di rame,...