Lavorazione di alberi lunghi: Ridurre al minimo la deformazione da flessione
Vi siete mai chiesti perché gli alberi lunghi e sottili si piegano durante la lavorazione? Questo articolo rivela le forze nascoste in gioco e offre soluzioni pratiche per migliorare la precisione. Scoprite come ridurre al minimo le deformazioni e migliorare le tecniche di lavorazione per ottenere risultati ottimali.
Durante il processo di lavorazione, molti componenti simili ad alberi presentano un rapporto lunghezza/diametro (L/d) superiore a 25, che li classifica come alberi sottili. Questi componenti presentano sfide uniche durante la produzione a causa della loro geometria.
Quando sono sottoposti agli effetti combinati delle forze di taglio, del carico gravitazionale e delle forze di serraggio della punta, gli alberi lunghi e sottili orientati orizzontalmente sono soggetti a deflessione, vibrazioni e potenziale instabilità. Questi fenomeni possono avere un impatto significativo sull'accuratezza della lavorazione, sulla finitura superficiale e sulla qualità complessiva del pezzo.
Per affrontare questi problemi e migliorare la distribuzione delle sollecitazioni durante le operazioni di tornitura su alberi sottili, è necessario un approccio completo. Per garantire risultati ottimali, vengono impiegate le seguenti strategie e tecniche:
Metodo di lavorazione: La strategia di lavorazione principale è la tornitura ad avanzamento inverso. Questa tecnica prevede il taglio dall'estremità della contropunta verso il mandrino, il che contribuisce a ridurre al minimo la deflessione e a migliorare la stabilità del processo.
Selezione della geometria dell'utensile: Gli utensili da taglio con angoli di spoglia positivi e bordi affilati vengono scelti per ridurre le forze di taglio e minimizzare la deviazione del pezzo. Inoltre, gli utensili con un ampio raggio di punta possono migliorare la qualità della finitura superficiale.
Ottimizzazione dei parametri di taglio: In genere si impiegano velocità di taglio e avanzamenti più bassi per ridurre le forze di taglio e le vibrazioni. La profondità di taglio viene controllata attentamente per bilanciare la velocità di asportazione del materiale e la stabilità del pezzo.
Selezione del dispositivo di serraggio: I sistemi di serraggio robusti e precisi, come i mandrini a pinza o i mandrini idraulici, sono utilizzati per garantire una tenuta sicura del pezzo in lavorazione, riducendo al minimo le oscillazioni e le vibrazioni.
Implementazione dell'appoggio fisso: Un appoggio fisso è posizionato strategicamente per fornire un supporto aggiuntivo lungo tutta la lunghezza dell'albero. Questo componente cruciale aiuta a contrastare la deflessione e a smorzare le vibrazioni, in particolare nelle sezioni centrali degli alberi lunghi.
Strategia a più passate: Le passate di sgrossatura e finitura sono attentamente pianificate per distribuire le sollecitazioni in modo uniforme e mantenere la precisione dimensionale durante l'intero processo di lavorazione.
Applicazione del refrigerante su misura: L'erogazione precisa del refrigerante viene impiegata per gestire l'espansione termica e fornire lubrificazione, migliorando ulteriormente la stabilità della lavorazione e la qualità della finitura superficiale.
Integrando queste tecniche e considerazioni avanzate, i produttori possono lavorare efficacemente alberi lunghi e sottili mantenendo un'elevata precisione, un'eccellente qualità superficiale e un'accuratezza dimensionale, anche per rapporti L/d impegnativi, superiori a 25.
1. Analisi dei fattori che causano la deformazione a flessione durante la tornitura di alberi lunghi e sottili
Esistono due principali tradizioni serraggio metodi per la tornitura di alberi lunghi e sottili al tornio: uno prevede l'utilizzo di una punta e di un centro, l'altro l'utilizzo di due punte.
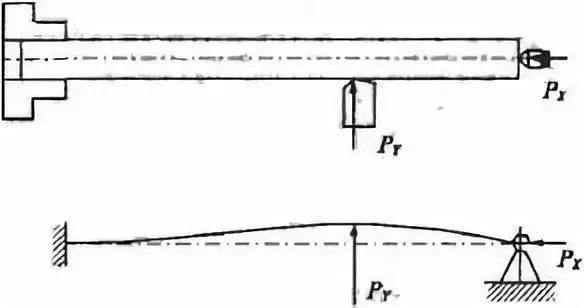
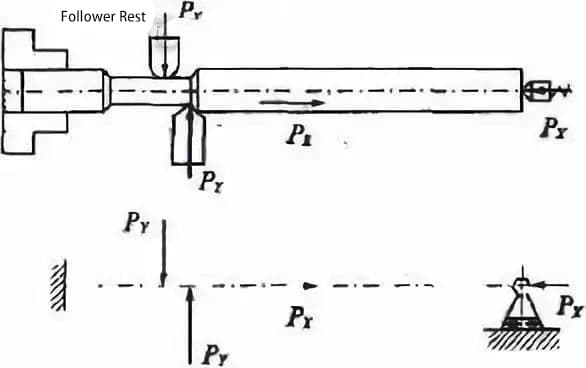
In questa sede, analizziamo principalmente il metodo di serraggio a una punta e a un centro, come illustrato nella Figura 1.
Figura 1. Metodo di serraggio con una punta e un centro e analisi della forza.
Attraverso un'analisi pratica della lavorazione, le ragioni principali della deformazione a flessione di alberi lunghi e sottili durante la tornitura sono:
(1) Deformazione causata dalle forze di taglio
Durante il processo di tornitura, le forze di taglio generate possono essere scomposte in forza di taglio assiale PX, forza di taglio radiale PY e forza di taglio tangenziale PZ. Le diverse forze di taglio hanno effetti diversi sulla deformazione a flessione di alberi lunghi e sottili durante la tornitura.
1)Effetto della forza di taglio radiale PY
La forza di taglio radiale viene applicata perpendicolarmente al piano passante per l'asse dell'albero lungo e sottile. A causa della scarsa rigidità dell'albero lungo e sottile, la forza radiale piegherà l'albero, causandone la deformazione sul piano orizzontale. L'effetto della forza di taglio radiale sulla deformazione a flessione dell'albero lungo e sottile è illustrato nella Figura 1.
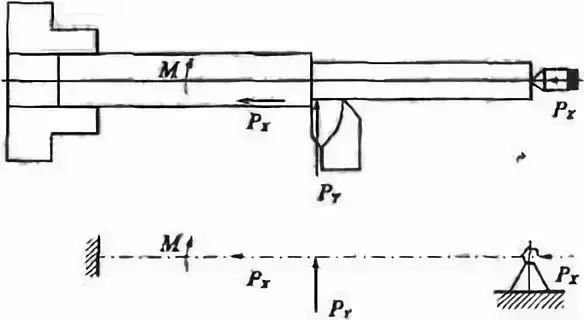
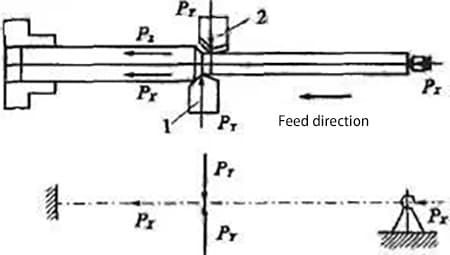
2)Effetto della forza di taglio assiale PX
La forza di taglio assiale viene applicata parallelamente all'asse dell'albero lungo e sottile, creando un momento flettente sul pezzo. Nei processi di tornitura generali, l'effetto della forza di taglio assiale sulla deformazione flessionale del pezzo non è significativo e può essere ignorato. Tuttavia, a causa della scarsa rigidità e stabilità dell'albero lungo e sottile, quando la forza di taglio assiale supera un certo valore, l'albero si piega longitudinalmente e provoca una deformazione. Questo fenomeno è illustrato nella Figura 2.
(2) Effetto del calore di taglio
Il calore di taglio generato durante la lavorazione può causare deformazioni termiche e allungamenti del pezzo. Durante la tornitura, il mandrino e il centro della contropunta sono fissi e la distanza tra loro rimane costante.
Di conseguenza, l'allungamento assiale dell'albero lungo e sottile è limitato dalla distanza fissa, con conseguente compressione assiale e deformazione a flessione dell'albero quando subisce un'espansione termica.
Pertanto, migliorare la precisione di lavorazione di alberi lunghi e sottili è essenzialmente una questione di controllo delle forze e delle deformazioni termiche nel processo.
2. Misure per migliorare la precisione di lavorazione di alberi lunghi e sottili
Per migliorare l'accuratezza della lavorazione di alberi lunghi e sottili, è necessario adottare misure diverse in base alle diverse condizioni di produzione.
(1) Scelta del metodo di serraggio appropriato
Dei due metodi di serraggio tradizionali utilizzati per la tornitura di alberi lunghi e sottili su un tornio, l'utilizzo di un metodo di serraggio a doppio punto di centraggio garantisce un posizionamento preciso del pezzo e la coassialità.
Tuttavia, questo metodo non è adatto ad alberi lunghi e sottili con scarsa rigidità, elevata deformazione da flessione e vibrazioni, ed è adatto solo a pezzi con bassi rapporti lunghezza/diametro, piccole possibilità di lavorazione ed elevati requisiti di coassialità.
Per la lavorazione di alberi lunghi e sottili, viene comunemente utilizzato un metodo di serraggio con una punta e un centro.
Tuttavia, se il centro della contropunta viene serrato troppo, può non solo piegare l'albero lungo e sottile, ma anche ostacolarne l'allungamento termico durante la tornitura, causando una compressione assiale e una deformazione da flessione.
Inoltre, la superficie di serraggio del mandrino e il foro centrale della contropunta potrebbero non essere coassiali, causando un sovraposizionamento dopo il serraggio e la conseguente deformazione a flessione dell'albero lungo e sottile.
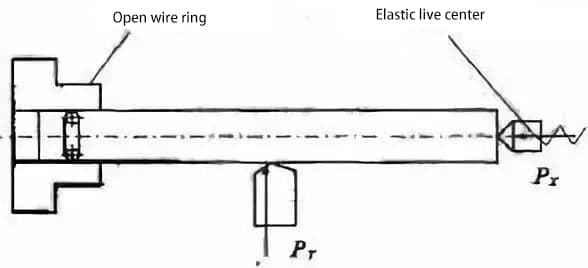
Pertanto, quando si utilizza il metodo di serraggio con una punta e un centro, è necessario utilizzare una parte superiore elastica per consentire all'albero lungo e sottile di allungarsi liberamente a causa dell'espansione termica, riducendo la deformazione termica da flessione.
Allo stesso tempo, è possibile inserire un anello di filo aperto tra il mandrino e l'albero lungo e sottile per ridurre la lunghezza di contatto assiale tra loro, eliminare il sovraposizionamento durante l'installazione e ridurre la deformazione da flessione, come mostrato nella Figura 3.
(2) Riduzione diretta della deformazione da stress degli alberi lunghi e sottili
1)Utilizzo di un appoggio fisso e di un appoggio centrale
Quando si torniscono alberi lunghi e sottili utilizzando un metodo di serraggio a una punta e un centro, per ridurre l'influenza della forza di taglio radiale sulla deformazione di flessione, si utilizzano tradizionalmente un appoggio fisso e un appoggio centrale.
In questo modo si sostiene l'albero lungo e sottile, aumentandone la rigidità e riducendo efficacemente l'impatto della forza di taglio radiale.
2)Utilizzo del metodo di serraggio assiale per la tornitura di alberi lunghi e sottili
Sebbene l'utilizzo di un appoggio fisso e di un appoggio centrale possa aumentare la rigidità del pezzo ed eliminare l'impatto della forza di taglio radiale, non è in grado di risolvere il problema della forza di taglio assiale che piega il pezzo, soprattutto nel caso di alberi lunghi e sottili con ampi rapporti lunghezza/diametro, in cui la deformazione da flessione è più evidente.
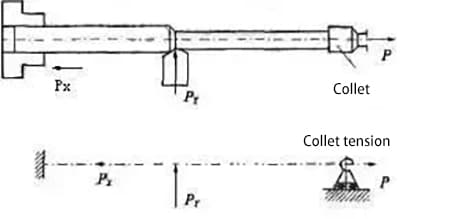
Pertanto, un metodo di serraggio assiale può essere utilizzato per tornire alberi lunghi e sottili. La tornitura a serraggio assiale si riferisce a un processo in cui un'estremità dell'albero lungo e sottile è bloccata da un mandrino, mentre l'altra estremità è bloccata da un mandrino a pinza appositamente progettato che applica una tensione assiale all'albero, come mostrato nella Figura 4.
Durante il processo di tornitura, l'albero lungo e sottile è costantemente sottoposto a una tensione assiale, che risolve il problema della forza di taglio assiale che piega il pezzo.
Sotto l'azione della tensione assiale, si riduce il grado di deformazione flessionale causato dalla forza di taglio radiale e si compensa l'allungamento assiale causato dal calore di taglio, migliorando la rigidità e la precisione di lavorazione dell'albero lungo e sottile.
3)Utilizzo del metodo di taglio inverso per la tornitura di alberi lunghi e sottili
Il metodo di taglio inverso si riferisce ad un processo in cui la utensile da taglio durante il processo di tornitura dell'albero lungo e sottile, come mostrato nella Figura 5, si sposta verso la direzione della contropunta dal mandrino.
In questo modo, la forza di taglio assiale generata durante il processo di lavorazione mette in tensione l'albero lungo e sottile, eliminando la deformazione da flessione causata dalla forza di taglio assiale.
Allo stesso tempo, l'utilizzo di un centro contropunta elastico può compensare efficacemente la deformazione da compressione e l'allungamento termico del pezzo in lavorazione dall'utensile da taglio all'estremità della contropunta, evitando la deformazione da flessione del pezzo in lavorazione.
Utilizzando un approccio a doppio utensile per tornire alberi lunghi e sottili su un basamento di tornio modificato con un montante posteriore aggiunto, è possibile utilizzare simultaneamente sia l'utensile di taglio anteriore che quello posteriore, come mostrato nella Figura 6.
Due utensili di tornitura sono posizionati radialmente l'uno di fronte all'altro, con l'utensile anteriore installato con l'orientamento corretto e l'utensile posteriore installato al contrario.
Le forze di taglio radiali generate durante la tornitura con i due utensili si annullano a vicenda, con il risultato di ridurre al minimo le deformazioni e le vibrazioni del pezzo e di ottenere un'elevata precisione di lavorazione, rendendola adatta alla produzione in lotti.
4)Il taglio magnetico viene utilizzato per la tornitura di alberi sottili.
Il principio del taglio magnetico è simile a quello del taglio inverso. Durante la tornitura, l'albero sottile viene allungato dalla forza magnetica, riducendo la deformazione di flessione e migliorando la precisione di lavorazione.
(3) Controllare la quantità di taglio in modo ragionevole.
La scelta della quantità di taglio ha un impatto sull'entità delle forze di taglio e sulla quantità di calore di taglio generato durante il processo di taglio. Pertanto, influisce anche sulla deformazione causata dalla tornitura di alberi sottili.
1)Profondità di taglio (t)
Supponendo che la rigidità del sistema di lavorazione sia determinata, all'aumentare della profondità di taglio aumentano anche le forze di taglio e la quantità di calore di taglio generato durante la tornitura. Ciò comporta un aumento della deformazione causata dalle forze e dal calore applicati all'albero sottile.
Pertanto, quando si torniscono alberi sottili, si raccomanda di ridurre il più possibile la profondità di taglio.
2)Velocità di avanzamento (f)
Aumentando l'avanzamento aumentano lo spessore di taglio e le forze di taglio, ma l'aumento delle forze di taglio non è direttamente proporzionale all'aumento dell'avanzamento.
In questo modo, il coefficiente di deformazione causato dalle forze applicate all'albero sottile diminuisce. Dal punto di vista del miglioramento dell'efficienza di taglio, l'aumento della velocità di avanzamento è più vantaggioso dell'aumento della profondità di taglio.
3)Velocità di taglio (v)
L'aumento della velocità di taglio contribuisce a ridurre le forze di taglio. Infatti, con l'aumento della velocità di taglio, aumenta la temperatura di taglio, diminuisce la forza di attrito tra l'utensile e il pezzo e si riduce la deformazione causata dalle forze applicate all'albero sottile.
Tuttavia, una velocità di taglio eccessiva può causare la flessione dell'albero sottile a causa delle forze centrifughe, che possono compromettere la fluidità del processo di taglio.
Pertanto, la velocità di taglio deve essere controllata entro un certo intervallo e per i pezzi con un grande rapporto lunghezza/diametro, la velocità di taglio deve essere opportunamente ridotta.
Per ridurre la deformazione a flessione degli alberi sottili durante la tornitura, è importante ridurre al minimo le forze di taglio generate durante la tornitura.
Tra gli angoli geometrici dell'utensile, l'angolo di spoglia, l'angolo di inclinazione principale e l'angolo di inclinazione hanno la maggiore influenza sulle forze di taglio.
1)Angolo di inclinazione (γ)
L'angolo di spoglia (γ) influisce direttamente sulle forze di taglio, sulla temperatura di taglio e sulla potenza di taglio.
L'aumento dell'angolo di spoglia può ridurre la deformazione plastica dello strato metallico da tagliare, con una conseguente riduzione significativa delle forze di taglio.
Pertanto, quando si torniscono alberi sottili, si raccomanda di aumentare il più possibile l'angolo di spoglia dell'utensile, nel rispetto del vincolo di garantire che l'utensile abbia una resistenza sufficiente. L'angolo di spoglia è generalmente considerato γ=13°-17°.
2)Angolo di inclinazione principale (kr)
L'angolo di inclinazione principale (kr) influenza la dimensione e la proporzione delle tre forze di taglio. All'aumentare dell'angolo di inclinazione principale, la forza di taglio radiale diminuisce significativamente, mentre la forza di taglio tangenziale aumenta tra 60°-90°.
La proporzione delle tre forze di taglio è più ragionevole nell'intervallo 60°-75°. Quando si girano alberi sottili, si utilizza generalmente un angolo di inclinazione principale superiore a 60°.
3)Angolo di inclinazione (λs)
L'angolo di inclinazione (λs) influisce sulla direzione del flusso dei trucioli durante la tornitura, sulla forza della punta dell'utensile e sulla proporzione delle tre forze di taglio.
All'aumentare dell'angolo di inclinazione, la forza di taglio radiale diminuisce significativamente, ma aumentano le forze di taglio assiali e tangenziali.
La proporzione delle tre forze di taglio è più ragionevole nell'intervallo tra -10° e +10°. Nella tornitura di alberi sottili, si usa comunemente un angolo di inclinazione positivo compreso tra 0° e +10° per far fluire i trucioli verso la superficie da lavorare.
3. Conclusione
A causa della scarsa rigidità degli alberi sottili, le grandi deformazioni causate dalle forze e dal calore durante la tornitura rendono difficile garantire i requisiti di qualità della lavorazione degli alberi sottili.
Tuttavia, utilizzando metodi di serraggio appropriati e metodi di lavorazione avanzati, selezionando angoli e quantità di taglio ragionevoli e altre misure, è possibile garantire i requisiti di qualità della lavorazione degli alberi sottili.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Perché le macchine utensili CNC a volte non riescono a fornire risultati precisi? Dall'usura degli utensili alla calibrazione impropria della macchina, diversi fattori possono influire sulla precisione. Questo articolo analizza nove problemi comuni...
Vi siete mai chiesti quali siano le aziende leader nel settore delle macchine utensili in Cina? Questo articolo presenta i 10 principali produttori di alesatrici, illustrandone la storia, le innovazioni e i contributi al settore....
Vi siete mai chiesti come si realizzano con precisione intricati pezzi di metallo? Questo articolo svela la magia delle fresatrici, esplorandone i vari tipi e i componenti principali. Immergetevi per capire come...
Vi siete mai chiesti come si fa a praticare piccoli fori con tanta precisione nel metallo? Questo articolo esplora l'affascinante mondo della foratura, svelando i segreti delle varie punte e...
Siete incuriositi dalla potenza e dalla precisione della lavorazione a 5 assi? In questo post del blog, approfondiamo i fondamenti di questa tecnica di produzione avanzata. Il nostro esperto ingegnere meccanico analizza...
Vi siete mai chiesti come si taglia il metallo senza surriscaldarlo? Le seghe a freddo, utilizzando lame circolari, trasferiscono il calore alla segatura invece che al pezzo da lavorare, mantenendo entrambi freschi. Questo metodo consente di ottenere...
Cosa rende i piani di lavoro così cruciali nella produzione di ingranaggi? Questo articolo esplora nove diversi tipi di creatori, illustrandone le caratteristiche uniche e le applicazioni nella lavorazione. Dai piani di lavoro per ingranaggi ai piani di...
Quanto spesso pensiamo alla sottile ma potente influenza della temperatura sulla precisione della lavorazione CNC? Questo articolo esplora il modo in cui la deformazione termica influisce sulla precisione delle macchine utensili,...
Vi siete mai chiesti come un tornio CNC possa creare pezzi così precisi? In questo articolo esploreremo l'affascinante mondo dei torni CNC, concentrandoci sul numero di assi...