Come può la durezza dell'acciaio per stampi H13 raggiungere i 58HRC attraverso il trattamento termico?
Ciò può essere ottenuto mediante riscaldamento e tempra a temperature comprese tra 1050 e 1100℃, seguite da tempra in olio.
Tuttavia, non è necessario per i lavori a caldo acciaio per stampi di avere una durezza così elevata, poiché le sue prestazioni si riducono notevolmente in presenza di una durezza elevata.
In genere, un intervallo di durezza di HRC46-50 garantisce buone prestazioni e durata.
Dopo il trattamento termico dello stampo, con cosa viene sbiancata la superficie?
- Può essere lavato con acido inossidabile o acido cloridrico. Può essere adottato anche il trattamento di sabbiatura.
Se si utilizza una rettificatrice, il costo di lavorazione può essere elevato, la quantità di materiale lavorato può essere grande, ma la dimensione del prodotto può non soddisfare lo standard richiesto.
Se l'acido cloridrico non è in grado di pulire la superficie, è probabile che si stia utilizzando un acciaio per stampi con un elevato contenuto di cromo. Si tratta di acciaio per stampi D2 o H13?
Lo strato di ossido sull'acciaio per stampi ad alto tenore di cromo è difficile da rimuovere, ma può essere lavato via con un detergente acido per acciaio inossidabile. Questi detergenti sono facilmente reperibili nei negozi di stampi o di acciaio inossidabile.
Lo strato di ossido sugli acciai da stampo ad alto tenore di cromo non può essere facilmente rimosso con l'acido cloridrico. Tuttavia, esistono metodi alternativi.
Una volta lucidato lo stampo con una pietra ad olio, la superficie diventa liscia. Prima di eseguire il trattamento termico, si può utilizzare una pietra abrasiva grossolana o un nastro abrasivo per smerigliare lo stampo. Successivamente, lo stampo può essere nuovamente rettificato con una pietra ad olio fine.
Un altro metodo utilizzato da alcuni è quello di smerigliare prima lo stampo con una mola in fibra per rimuovere efficacemente la pelle grezza. Poi si procede con la smerigliatura e la lucidatura o con la sabbiatura.
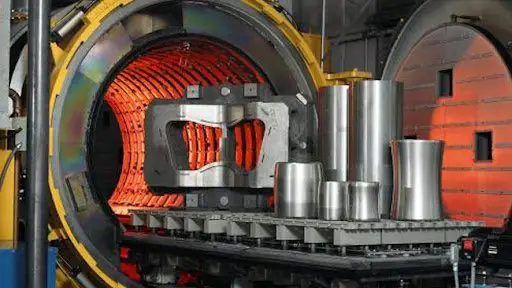
Come viene trattato il metallo nell'impianto di trattamento termico?
L'impianto di trattamento termico ospita un'ampia gamma di apparecchiature, tra cui un forno di tipo batch e un forno a pozzo.
Il forno di tipo batch è il più utilizzato e può gestire diversi trattamenti termici, come ricottura, normalizzazione, tempra e rinvenimento. Si tratta di un forno riscaldato elettricamente che viene portato a una temperatura predeterminata prima che il pezzo venga inserito al suo interno. Dopo aver raggiunto la temperatura desiderata, il pezzo viene mantenuto caldo per un po' e poi rimosso o raffreddato all'interno del forno.
Il forno a pozzo è tipicamente utilizzato come impianto di carburazione ed è interrato. Una volta posizionato il pezzo all'interno, viene sigillato e quindi immerso in liquidi ricchi di carbonio, come cherosene o metanolo, ad alte temperature. Il liquido si dissolve in atomi di carbonio che penetrano nella superficie del pezzo.
Il bacino di tempra viene utilizzato per la tempra e contiene una soluzione acquosa o un olio che viene utilizzato per raffreddare i pezzi temprati dal forno di tipo batch. Il processo consiste nel collocare il pezzo nel bacino e attendere per un breve periodo prima di rimuoverlo.
Altri dispositivi presenti nell'impianto sono le macchine ad alta frequenza, che convertono una corrente di 50Hz in una corrente di 200KHz. Il modello più comune ha una potenza massima di 200Kw e presenta una bobina costituita da un tubo di rame con acqua di raffreddamento interna posta all'esterno del pezzo. In pochi secondi, la superficie del pezzo diventa rossa e, quando raggiunge la temperatura prestabilita, una camicia d'acqua spruzza la soluzione di tempra sulla superficie per completare il processo di tempra.
In sintesi, l'impianto di trattamento termico vanta una serie di apparecchiature, tra cui quelle sopra menzionate
Perché i materiali Cr12 o Cr12MoV si incrinano dopo il trattamento termico?
Senza informazioni sulle dimensioni e sulla forma dei pezzi, sui requisiti del trattamento termico e sulle tecniche di trattamento termico adottate, l'identificazione delle cause può essere molto difficile.
Entrambi questi tipi di acciaio appartengono alla stessa categoria degli acciai lepidoliti ad alto tenore di cromo, che hanno la tendenza a fessurarsi in condizioni di freddo. Anche la tecnica di trattamento termico richiesta per questo acciaio è complessa.
In base alla mia esperienza, è possibile utilizzare le seguenti tecniche di trattamento termico:
Per ottenere una durezza termica e un'elevata resistenza all'usura, l'acciaio può essere temprato a 950-1000℃ e raffreddato a olio, ottenendo un HRC>58. Per ottenere risultati migliori, la temperatura di tempra può essere aumentata a 1115-1130℃, seguita da un raffreddamento a olio.
Per gli stampi fini e sottili si può utilizzare il raffreddamento ad aria, mentre per ridurre la deformazione si consiglia il raffreddamento con la soluzione salina a una temperatura compresa tra 400-450℃.
Il rinvenimento non deve essere effettuato sotto 300-375℃, poiché può ridurre la tenacità dell'utensile e causare fragilità da tempra. È importante rinvenire immediatamente dopo la tempra.
Se la tempra viene effettuata a una temperatura superiore a 1100℃, si consiglia di rinvenire due o tre volte a 520℃.
È essenziale notare che un'elevata temperatura di tempra può causare la decarbonizzazione. Pertanto, è consigliabile effettuare un trattamento di preriscaldo (ricottura di sferoidizzazione) prima della tempra.
Come distinguere i pezzi trattati termicamente da quelli non trattati termicamente?
Supplemento:
"L'operaio ha accidentalmente mescolato un pezzo grezzo non riscaldato con un lotto di pezzi ben trattati termicamente. Entrambi sono stati sottoposti a un trattamento di sabbiatura sottopelle, quindi è impossibile distinguerli in base al colore. Inoltre, la loro durezza rientra nell'intervallo HRC35-45, rendendo difficile distinguerli anche in base alla durezza. Quindi, come possiamo distinguerli? Si prega di non suggerire di tagliare il pezzo per osservare la struttura metallografica, perché si danneggerebbe il prodotto".
Risposte:
Se non riuscite a identificare la durezza o i colori ossidanti del trattamento termico, vi suggerisco di identificarli attraverso il suono dei colpetti.
La struttura metallografica di una colata e di un pezzo in lavorazione dopo tempra e rinvenimento differisce. Esiste anche una differenza nel consumo interno, che può essere determinata dal suono dei colpetti.
Cosa significa surriscaldamento nel trattamento termico?
Se si supera la temperatura di riscaldamento specificata, i grani si allargano e varie proprietà meccaniche si deteriorano, come l'aumento della fragilità, la diminuzione della tenacità, la facilità di deformazione e le cricche.
Per evitare il surriscaldamento, è fondamentale controllare la temperatura di riscaldamento.
Se l'acciaio è sovracarbonato, non può essere risolto con un trattamento termico o una lavorazione.
Cause:
- Nei materiali dello stampo è presente una forte segregazione del carburo, che può causare diversi problemi.
- Le lavorazioni meccaniche o le sollecitazioni di deformazione plastica a freddo possono influire sulle prestazioni dello stampo.
- Trattamento termico non corretto, come ad esempio un riscaldamento o un raffreddamento troppo rapido, l'utilizzo di un metodo di tempra non adatto. mezzo di raffreddamentoL'impostazione di una temperatura di raffreddamento troppo bassa o di un tempo di raffreddamento troppo lungo può causare problemi.
- Forme complesse dello stampo, spessori non uniformi, angoli acuti e fori filettati possono provocare sollecitazioni termiche e strutturali eccessive.
- Una temperatura di riscaldamento per lo spegnimento dello stampo troppo elevata può causare surriscaldamento o sovracombustione.
- Anche un rinvenimento inadeguato o intempestivo dopo la tempra può influire sulle prestazioni dello stampo.
- Riscaldare nuovamente lo stampo senza una ricottura intermedia dopo il raffreddamento può essere dannoso.
- Anche i processi di rettifica non corretti durante il trattamento termico possono causare problemi.
- La lavorazione con elettroscintilla dopo il trattamento termico può creare elevate tensioni di trazione e microcricche nello strato indurito.
Misure preventive:
- È essenziale un controllo rigoroso della qualità dei materiali degli stampi.
- È necessario migliorare la tecnologia di ricottura per la forgiatura e la sferoidizzazione per eliminare i carburi reticolari, a bande e a catena e per migliorare l'uniformità del tessuto sferoidizzato.
- Dopo la lavorazione o la deformazione plastica a freddo, lo stampo deve essere sottoposto a ricottura di distensione (>600℃) prima della tempra.
- Per gli stampi complicati, è necessario utilizzare l'amianto per tappare il foro filettato, legare le sezioni pericolose e le pareti sottili, e adottare la tempra graduata o la tempra isotermica.
- La ricottura o il rinvenimento ad alta temperatura sono necessari quando si ripara o si rinnova lo stampo.
- Lo stampo deve essere preriscaldato prima della tempra, preraffreddato durante il raffreddamento, e un adeguato mezzo di spegnimento deve essere selezionato.
- La temperatura e il tempo di riscaldamento per la tempra devono essere rigorosamente controllati per evitare che lo stampo si surriscaldi e si bruci.
- Lo stampo deve essere temprato in modo tempestivo dopo la tempra e il tempo di conservazione del calore deve essere sufficiente. Gli stampi di leghe complesse devono essere temperati 2-3 volte.
- La scelta della tecnica di rettifica e della mola giusta è fondamentale.
- È necessario migliorare la tecnica di lavorazione a scintilla elettrica e condurre una tempra di distensione.
Come riscaldare i grandi stampo di timbraturasoprattutto per gli stampi per il taglio dei bordi?
Per il trattamento termico degli stampi, si raccomanda di optare per il trattamento termico sotto vuoto per ridurre al minimo le deformazioni.
Per agevolare il trattamento termico, gli stampi possono essere suddivisi in piccoli pezzi e taglio lento per garantire un'elevata precisione, una buona finitura e una deformazione minima. Se il gioco è garantito, le bave saranno trascurabili. È consigliabile verificare la precisione del dispositivo utilizzato.
Inoltre, è possibile che la resistenza dello stampo convesso non sia sufficiente. È inoltre possibile che vi siano tensioni residue in lamiera dopo il trattamento termico, con conseguente deformazione durante il taglio del filo. Per attenuare questo problema, si suggerisce di considerare una pre-fresatura con ampi fori di taglio del filo, seguita da un trattamento di riscaldo, lasciando un margine di 3-4 mm.
Cause e prevenzione delle macchie morbide sulla superficie dello stampo?
Cause:
La superficie dello stampo presenta uno strato ossidato, macchie di ruggine e una parziale decarbonizzazione prima del trattamento termico.
Se il mezzo di tempra non è scelto correttamente, o se c'è un eccesso o un invecchiamento di impurità nel mezzo di tempra, può causare problemi dopo che lo stampo è stato temprato e riscaldato.
Misure preventive:
Prima del trattamento termico, è importante rimuovere l'ossido e le macchie di ruggine. Inoltre, è fondamentale proteggere adeguatamente la superficie dello stampo durante la tempra e il riscaldamento. Per il riscaldamento, si consiglia di utilizzare un forno elettrico sottovuoto, un forno a bagno di sale o un forno in atmosfera protettiva.
Durante il processo di tempra e riscaldamento, è importante scegliere il mezzo di raffreddamento appropriato. Se il mezzo di raffreddamento viene utilizzato per un periodo di tempo prolungato, deve essere filtrato o sostituito regolarmente.
Struttura scadente prima del trattamento termico?
Cause:
La struttura originale dei materiali in acciaio per stampi presenta spesso una forte segregazione del carburo.
Ciò può essere attribuito a una tecnologia di forgiatura inadeguata, come l'uso di alte temperature di riscaldamento, deformazioni limitate, alte temperature di arresto della forgiatura e basse velocità di raffreddamento, che rendono difficile l'eliminazione di carburi reticolari, a bande e a catena, ostacolando così la ricottura sferoidale.
Inoltre, una tecnologia di ricottura sferoidale inadeguata, come ad esempio temperature di ricottura troppo alte o basse, o un'inadeguata ricottura isotermica tempo, può portare a una sferoidizzazione non uniforme o scarsa.
Misure preventive:
Nella scelta dello stampo materiale in acciaioÈ importante considerare le condizioni di lavoro dello stampo, la quantità di produzione, la resistenza e la tenacità del materiale. Si raccomanda di scegliere uno stampo di alta qualità materiale in acciaio per garantire prestazioni ottimali.
Per migliorare il processo di forgiatura, può essere necessario adottare il trattamento termico di preparazione della normalizzazione, che può contribuire a eliminare la non uniformità dei carburi reticolari e a catena e dei carburi nelle materie prime. Nei casi in cui l'acciaio per stampi ad alto tenore di carbonio presenti una grave segregazione di carburi che non può essere forgiata, si può ricorrere all'affinamento in soluzione solida come metodo di trattamento.
Per ottenere il processo di ricottura sferoidale desiderato per le billette forgiate, è necessario formulare specifiche di processo corrette basate sul trattamento termico temprato e sulla tecnica di ricottura sferoidale rapida e uniforme.
Inoltre, è importante garantire l'uniformità della temperatura della billetta nel forno, implementando un'installazione ragionevole del forno.
Dopo la tempra, la struttura dello stampo è grande, il che causerà la frattura dello stampo quando viene utilizzato, compromettendo seriamente la durata dello stampo.
Cause:
Confondere l'acciaio per stampi è un errore comune. La temperatura di tempra richiesta per il materiale dello stampo è molto inferiore a quella dell'acciaio reale (ad esempio, l'acciaio GCr15 non deve essere trattato come acciaio 3Cr2W8V).
L'errata sferoidizzazione prima della tempra è una delle cause principali della scarsa sferoidizzazione dell'acciaio per stampi.
Una temperatura di riscaldamento di spegnimento dello stampo troppo elevata o un tempo di conservazione del calore prolungato possono causare problemi.
Un posizionamento scorretto dello stampo nel forno può provocare un surriscaldamento in prossimità dell'elettrodo o dell'unità di riscaldamento.
Gli stampi con una variazione significativa della sezione trasversale richiedono una selezione adeguata dei parametri del processo di tempra e riscaldamento per evitare il surriscaldamento in corrispondenza della sezione sottile e dell'angolo acuto.
Misure preventive:
Prima dell'ingresso in magazzino, l'acciaio deve essere sottoposto a una rigorosa ispezione per evitare mescolanze e disordine.
Prima della tempra, è importante eseguire una corretta ricottura di forgiatura e sferoidizzazione per garantire una buona sferoidizzazione.
Per garantire il corretto spegnimento e riscaldamento dello stampo, è necessario seguire correttamente le specifiche del processo e controllare rigorosamente la temperatura di spegnimento e il tempo di conservazione del calore.
È necessario effettuare controlli e correzioni regolari del termometro per assicurarsi che lo strumento funzioni correttamente.
Quando si riscalda lo stampo nel forno, è necessario tenerlo a una distanza adeguata dall'elettrodo o dall'unità di riscaldamento.
Come trattare termicamente l'acciaio Cr12MoV per realizzare lo stampo a freddo?
Trattamento di ottimizzazione ad alta durezza, alta resistenza all'usura e alta tenacità:
- Tempra 980~1200℃;
- Tempra in olio (olio per macchine)
- Tempra a 400℃ per una volta
- Tempra a 240℃ per una volta
- HRC57~61
Qual è il motivo per cui l'acciaio per stampi H13 si incrina dopo il trattamento termico (temperatura di tempra 1100℃, raffreddamento a olio)?
L'analisi metallografica può essere eseguita per determinare l'eventuale presenza di decarbonizzazione sulla superficie dei materiali. La decarbonizzazione è una causa comune di cricche.
L'H13 è un materiale comunemente utilizzato per le matrici di estrusione e il requisito di durezza per questo materiale non è molto elevato.
Consiglio di provare il trattamento termico nell'intervallo di temperatura 1030-1050℃.
Quale materiale viene solitamente utilizzato per la colonna di guida e il manicotto di guida dello stampo? Che tipo di trattamento termico si deve adottare e che tipo di prestazioni si devono ottenere?
- Utilizzare acciaio strutturale al carbonio # 45 o acciaio per utensili al carbonio. La durezza del trattamento termico di tempra si aggira intorno a HRC45, inferiore a HRC58~62. Si rompe facilmente anche con una durezza così elevata.
- In generale, per i requisiti più elevati si utilizzano SKD61 o SKD11. La durezza di tempra dell'acciaio per stampi H13 trattato termicamente è di circa HRC51.
Quali sono gli usi del trattamento termico nella costruzione degli stampi?
Ruolo del trattamento termico nella produzione di stampi:
- Aumenta la durezza e la resistenza all'usura, migliorandone la durata;
- La forza è rafforzata e la deformazione è ridotta per garantire l'accuratezza e la stabilità di precisione dello stampo.
Analisi delle cause di guasto dello stampo
La maggior parte dei guasti negli stampi è causata da fratture, usura e deformazione, e le ragioni principali sono un trattamento termico inadeguato e una cattiva lavorazione dello stampo. Pertanto, la scelta accurata dei materiali, la corretta formulazione del processo di trattamento termico e il miglioramento della qualità del trattamento termico sono fondamentali per prolungare la durata dello stampo.
Il trattamento termico dello stampo comprende il trattamento di preriscaldamento e il trattamento termico finale, con l'obiettivo finale di ottenere una buona qualità superficiale, resistenza, plasticità e tenacità nello stampo.
I motivi della caduta dei pezzi di acciaio da stampo Cr12mov da parte dei pezzi dopo il trattamento termico
Possibili cause:
Durante la tempra, se la temperatura supera il limite raccomandato, può verificarsi un surriscaldamento, con conseguenti diversi problemi, quali grani grossi, grave decarbonizzazione, grandi dimensioni, ecc. martensite, frattura a grana grossa, bassa tenacità e ridotta plasticità.
Un'elevata temperatura di riscaldamento e un tempo prolungato di conservazione del calore possono inoltre causare una grave decarbonizzazione della superficie del materiale, una struttura a grana grossa, una debole forza di legame e una significativa riduzione della plasticità. Pertanto, è essenziale mantenere la temperatura e il tempo appropriati durante il processo di tempra per evitare questi problemi.
Suggerimenti:
- Controllare l'impianto di riscaldamento;
- Regolare la temperatura e il tempo di tempra e rinvenimento;
- Eseguire il test del processo di trattamento termico per il campione e condurre le necessarie analisi di performance.
Vantaggi del trattamento termico in bagno di sale?
Vantaggi:
- Riscaldamento uniforme, piccola deformazione
- Una piccola quantità di decarbonizzazione senza ossidazione
- Il riscaldamento rapido può trasformare rapidamente la struttura interna del pezzo da lavorare
- Buon isolamento termico e uniformità di riscaldamento
- Può essere riscaldato mediante trattamento con soluzione solida
- Ampia applicabilità
- In grado di effettuare una movimentazione delle consegne approssimativamente senza ossidazione.
Svantaggi:
- L'ambiente di lavoro è cattivo e il pezzo da lavorare è in qualche misura corroso
- La durata di vita è relativamente breve
- Lo spazio di lavoro è piccolo e la potenza è grande
- Il sale di scarto inquina l'ambiente
Quale metodo viene utilizzato per verificare l'effetto del trattamento termico?
- È sufficiente controllare la durezza della superficie
- Controllare la profondità dello strato indurito, la durezza del centro, il grado di struttura della metallografia indurita e il grado di struttura della metallografia temprata.
Il valore di durezza critica della profondità temprata=Durezza minima di tempra×0,8。
Qual è il ruolo del trattamento di raffreddamento profondo del materiale di stampo?
Il trattamento di raffreddamento profondo è la continuazione del processo di raffreddamento del pezzo dopo la tempra.
L'applicazione nell'industria degli stampi riguarda principalmente l'acciaio per stampi a freddo e l'acciaio ad alta velocità, acciaio per cuscinetti, stampo a freddo e raccordi per stampi
Il raffreddamento profondo modifica alcune proprietà meccaniche correlate. Le funzioni principali sono le seguenti:
- Migliorare il durezza e resistenza del pezzo in lavorazione
- Garantire la precisione dimensionale del pezzo per migliorare la resistenza all'usura del pezzo.
- Migliorare la tenacità all'impatto del pezzo in lavorazione
- Migliorare il stress interno distribuzione del pezzo
- Aumento resistenza alla fatica
- Migliorare la resistenza alla corrosione del pezzo
Quali sono le ragioni dell'esplosione del trattamento termico Cr12MoV?
- Il mezzo di raffreddamento è troppo veloce (non si può usare acqua salata, acqua pura, ecc.)?
- Prima della tempra, la ricottura potrebbe non essere corretta, con conseguente eccessiva stress interno
- Scarsa metallurgia dei materiali (non metallico inclusione, struttura a bande, carburo eutettico)
- Durante l'estinzione, la temperatura del forno aumenta troppo rapidamente
- Tempra non tempestiva
Che cos'è il rafforzamento senza trattamento termico?
Trattamento della superficie:
Come ad esempio il duro cromatura per aumentare la resistenza all'usura dei componenti.
Scatto pallinatura rafforzamento:
La resistenza alla fatica dei pezzi può essere notevolmente migliorata in presenza di sollecitazioni alternate.
Rotolamento:
L'utensile di laminazione viene utilizzato per applicare una pressione sulla superficie dei pezzi metallici a temperatura ambiente. Ciò provoca una deformazione plastica e modifica la forma microgeometrica della superficie metallica. In questo modo si migliorano la levigatezza della superficie, la resistenza alla fatica, la resistenza all'usura e la durezza dei pezzi.