Immaginate un mondo in cui tagliare i materiali più duri sia facile come affettare il burro. Questa è la promessa della lavorazione non tradizionale. In questo articolo esploriamo come tecniche avanzate come l'elettroerosione e la lavorazione laser stiano rivoluzionando la produzione. Preparatevi a scoprire i segreti di questi potenti metodi e le loro incredibili applicazioni!
Che cos'è il processo di lavorazione non tradizionale?
Innanzitutto, esaminiamo la definizione di lavorazione non tradizionale.
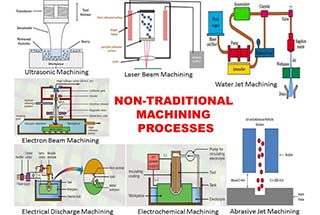
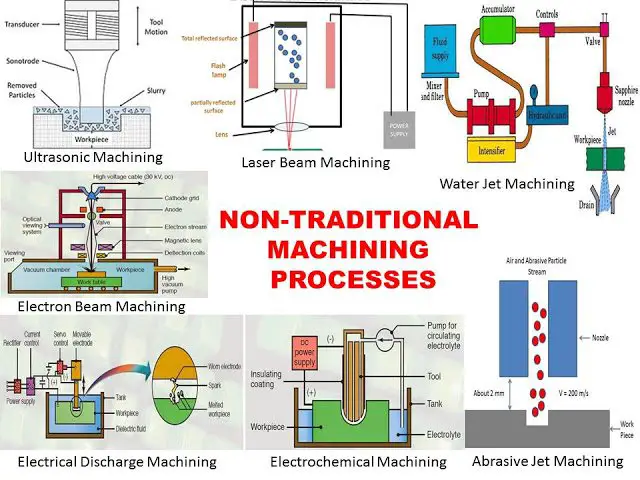
La lavorazione non tradizionale, nota anche come "lavorazione non convenzionale" o "processi di produzione avanzati", comprende una serie di tecniche di rimozione e modifica dei materiali che utilizzano varie forme di energia. Questi processi sfruttano l'elettricità, l'energia termica, i fotoni, le reazioni elettrochimiche, le interazioni chimiche, le onde acustiche o le forze meccaniche specializzate per manipolare i materiali su micro o macro scala.
A differenza dei metodi di lavorazione convenzionali, che si basano principalmente su forze di taglio meccaniche, i processi non tradizionali sfruttano interazioni uniche tra energia e materiale per ottenere una rimozione precisa del materiale, una deformazione controllata, alterazioni mirate delle proprietà o un deposito selettivo di materiale. Queste tecniche spesso eccellono nella lavorazione di materiali difficili da lavorare, nella creazione di geometrie complesse o nell'ottenimento di finiture superficiali superiori alle capacità dei metodi tradizionali.
I risultati dei processi di lavorazione non tradizionali possono includere:
Rimozione di materiale: Erosione o vaporizzazione di precisione del materiale.
Deformazione: Modellazione controllata senza taglio convenzionale
Modifica delle proprietà: Alterazione delle caratteristiche del materiale a livello di superficie o di massa.
Aggiunta di materiale: Deposizione o placcatura selettiva di materiali
Questi processi avanzati svolgono un ruolo cruciale nella produzione moderna, consentendo la produzione di componenti di alta precisione per il settore aerospaziale, i dispositivi medici, l'elettronica e altre industrie all'avanguardia.
Sviluppo e definizione delle lavorazioni non tradizionali
La lavorazione meccanica tradizionale è stata per secoli una pietra miliare della produzione umana e della civiltà materiale. La maggior parte dei prodotti attuali, dagli elettrodomestici ai complessi veicoli di trasporto e alle attrezzature di difesa, sono ancora fabbricati e assemblati con questi metodi convenzionali.
La lavorazione tradizionale si basa principalmente sull'energia meccanica e sulle forze di taglio per rimuovere il materiale in eccesso, modellando i pezzi secondo dimensioni geometriche e finiture superficiali specifiche. Questo processo richiede che il materiale dell'utensile sia più duro del materiale del pezzo.
Tuttavia, il rapido progresso della scienza e della tecnologia a partire dagli anni Cinquanta, in particolare grazie alle richieste dell'industria della difesa, ha portato a sfide produttive sempre più complesse. Tra queste, la necessità di componenti ad alta precisione, alta velocità, alta temperatura e alta pressione, nonché di prodotti miniaturizzati. Di conseguenza, i materiali sono diventati più difficili da lavorare e le geometrie dei prodotti più intricate, con tolleranze dimensionali e requisiti di finitura superficiale sempre più stringenti.
Queste esigenze in continua evoluzione hanno reso necessarie nuove capacità nella produzione meccanica, tra cui:
Lavorazione di materiali difficili da tagliare come leghe dure, leghe di titanio, acciai resistenti al calore, acciai inossidabili, acciai bonificati e materiali non metallici come diamante, giada preziosa, quarzo, germanio e silicio.
Lavorazione di superfici complesse, comprese quelle a forma libera su pale di turbine, turbine integrali, carter di motori e stampi di forgiatura.
Realizzazione di elementi speciali come rigature interne, ugelli a spruzzo, microfori e fessure strette negli ugelli di filatura.
Per affrontare queste sfide, i ricercatori hanno sviluppato la lavorazione non tradizionale (NTM), nota anche come lavorazione non convenzionale (NCM). Questi processi utilizzano varie forme di energia, tra cui quella elettrica, magnetica, acustica, ottica e termica, nonché l'energia chimica e tecniche meccaniche specializzate per incidere direttamente sull'area di lavorazione, rimuovendo, deformando o alterando le proprietà del materiale.
Le caratteristiche principali della lavorazione non tradizionale includono:
La capacità di utilizzare materiali per utensili significativamente più morbidi del materiale del pezzo.
Elaborazione diretta dei materiali utilizzando fonti di energia come l'elettricità, le reazioni elettrochimiche, le onde sonore o la luce.
Forze meccaniche minime durante la lavorazione, con conseguente assenza di deformazioni meccaniche o termiche, migliorando così l'accuratezza e la qualità della superficie.
La possibilità di combinare diversi metodi, creando processi ibridi che migliorano significativamente l'efficienza e la precisione della produzione.
Sviluppo continuo di nuove tecniche NTM in funzione dell'emergere di nuove fonti energetiche e applicazioni.
Queste caratteristiche consentono a NTM di lavorare un'ampia gamma di materiali, metallici e non, indipendentemente dalla loro durezza, resistenza, tenacità o fragilità. L'NTM eccelle nella lavorazione di geometrie complesse, microsuperfici e componenti a bassa rigidità. Inoltre, alcuni metodi NTM sono in grado di ottenere superfiniture, finiture a specchio e persino una precisione di lavorazione su scala nanometrica (atomica).
Poiché i metodi di lavorazione tradizionali raggiungono i loro limiti nell'affrontare queste sfide tecniche avanzate, la lavorazione non tradizionale è diventata una soluzione indispensabile nella produzione moderna, ampliando continuamente i confini di ciò che è possibile nella lavorazione dei materiali e nella fabbricazione dei prodotti.
Classificazioni della lavorazione non tradizionale
I processi di lavorazione non tradizionali possono essere classificati in diverse categorie in base alla fonte di energia, alla forma funzionale e ai principi di base. Questo sistema di classificazione fornisce un approccio strutturato per comprendere e confrontare le varie tecniche di produzione avanzate. La tabella seguente presenta una panoramica completa di queste classificazioni:
Metodo di lavorazione
Principale forma di energia
Forma funzionale
Lavorazione a scarica elettrica
Lavorazione di formatura con elettroerosione
Elettricità, energia termica
Fusione, gassificazione
Lavorazione con elettroerosione
Elettricità, energia termica
Fusione, gassificazione
Lavorazione elettrochimica
Lavorazione elettrochimica
Energia elettrochimica
Trasferimento di ioni
Lavorazione di elettroformatura
Energia elettrochimica
Trasferimento di ioni
Lavorazione di placcatura
Energia elettrochimica
Trasferimento di ioni
Lavorazione con fascio ad alta energia
Lavorazione a raggio laser
Luce, energia termica
Fusione, gassificazione
Lavorazione a fascio di elettroni
Elettricità, energia termica
Fusione, gassificazione
Lavorazione a fascio ionico
Elettricità, energia meccanica
Abscissione
Lavorazione ad arco plasma
Elettricità, energia termica
Fusione, gassificazione
Taglio del materiale e lavorazione per erosione
Lavorazione a ultrasuoni
Energia acustica e meccanica
Abscissione
Lavorazione a flusso abrasivo
Energia meccanica
Abscissione
Lavorazione chimica
Lavorazione chimica di fresatura
Energia chimica
Corrosione
Realizzazione di lastre fotografiche
Energia chimica
Corrosione
Energia luminosa
Processo di litografia
Luce, energia chimica
Fotochimica, corrosione
Placcatura per fotoelettroformatura
Luce, energia chimica
Fotochimica, corrosione
Lavorazione per incisione
Energia chimica
corrosione
Legame
Energia chimica
Legami chimici
Lavorazione per esplosione
Energia chimica, energia meccanica
esplosione
Lavorazione di formatura
Metallurgia delle polveri
Energia termica
Termoformatura
Energia meccanica
Formatura superplastica
Energia meccanica
Superplastica
Prototipazione rapida
Energia termica
Formatura a caldo
Energia meccanica
Lavorazione dei compositi
Lavorazione ad arco elettrochimico
Energia elettrochimica
Corrosione da fusione e gassificazione
Rettifica meccanica a scarica elettrica
Elettricità, energia termica
Trasferimento di ioni, fusione, taglio
Incisione elettrochimica
Energia elettrochimica, energia termica
Fusione, corrosione da gassificazione
Elettroerosione a ultrasuoni
Suono, calore, elettricità
Fusione, Abscissione
Lavorazione elettrolitica complessa
Energia elettrochimica, energia meccanica
Abscissione
Base di taglio Lavorazione combinata
Energia meccanica, acustica e magnetica
Taglio
Questo sistema di classificazione consente a ingegneri e produttori di selezionare il processo di lavorazione non tradizionale più appropriato in base alle proprietà specifiche del materiale, ai risultati desiderati e ai requisiti di produzione. La comprensione di queste categorie facilita un processo decisionale informato negli scenari di produzione avanzata, consentendo di ottimizzare i processi di produzione e di ottenere geometrie complesse o finiture superficiali che sono difficili o impossibili con i metodi di lavorazione convenzionali.
Tipi di processi di lavorazione non convenzionali
Lavorazione a scarica elettrica (EDM):
Principio di base:
L'elettroerosione, o lavorazione a scarica elettrica, è un tipo di lavorazione non tradizionale che prevede l'incisione di materiali conduttivi attraverso l'erosione elettrica causata dalla scarica di impulsi tra due poli immersi in un liquido di lavoro. Questo processo è noto anche come lavorazione a scarica o elettroerosione. L'attrezzatura di base per questo metodo è una macchina utensile a scarica elettrica.
Caratteristiche principali dell'elettroerosione:
È in grado di lavorare materiali difficili da tagliare con i metodi di lavorazione tradizionali e pezzi di forma complessa.
Nel processo di lavorazione non sono coinvolte forze di taglio.
Evita difetti come bave, segni di utensili e scanalature.
Il processo di lavorazione è facilmente automatizzabile grazie all'uso diretto dell'elettricità.
In alcune applicazioni richiede un'ulteriore rimozione dello strato metamorfico generato in superficie.
Il trattamento dell'inquinamento da fumi prodotto durante la purificazione e il trattamento del fluido di lavoro può essere problematico.
Campo di applicazione:
Lavorazione di stampi e pezzi con fori e cavità di forma complessa.
Lavorazione di vari materiali duri e fragili, come leghe dure e acciai temprati.
Lavorazione di fori fini e profondi, fori sagomati, scanalature profonde, fessure strette e taglio di fette sottili, ecc.
Lavorazione di tutti i tipi di utensili e strumenti di misura come utensili da taglio, piastre campione e misuratori di anelli di filettatura.
Lavorazione elettrolitica:
Principio di base:
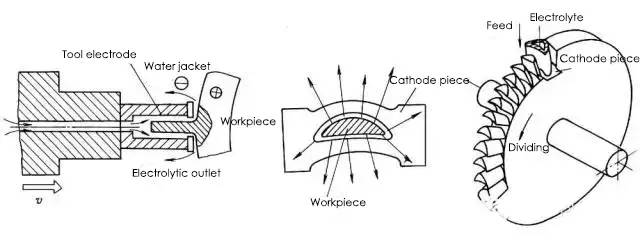
Il principio della dissoluzione elettrochimica viene utilizzato nella lavorazione elettrolitica, con l'ausilio di uno stampo come catodo. Il pezzo viene lavorato secondo una forma e una dimensione specifiche.
Campo di applicazione:
La lavorazione elettrolitica è ideale per materiali difficili da lavorare e per pezzi con forme complesse o pareti sottili.
Questo metodo è stato ampiamente utilizzato per varie applicazioni, come la rigatura di canne da fuoco, lame, giranti integrali, stampi, fori e parti profilate, smussatura e sbavatura.
In molte operazioni di lavorazione, la tecnologia di lavorazione elettrolitica ha acquisito un ruolo significativo o addirittura indispensabile.
Vantaggi:
Ampia gamma di lavorazioni - Quasi tutti i materiali conduttivi possono essere lavorati per via elettrochimica senza essere limitati dalle proprietà meccaniche e fisiche, quali resistenza, durezza, tenacità o struttura metallografica del materiale. Viene spesso utilizzata per la lavorazione di leghe dure, leghe ad alta temperatura, acciaio temprato, acciaio inossidabile e altri materiali difficili da lavorare.
Alto tasso di produzione
Buona qualità di lavorazione, soprattutto in termini di qualità della superficie
Può essere utilizzato per la lavorazione di pareti sottili e parti deformabili - Non c'è contatto tra l'utensile e il pezzo, non c'è forza di taglio meccanica, non c'è forza di taglio meccanica. sollecitazione residua o deformazione, senza bave o scintille durante il processo di lavorazione elettrochimica.
Il catodo dell'utensile è privo di usura.
Limitazioni:
Bassa precisione di lavorazione e lavorazione
Elevati costi di lavorazione. Più piccolo è il lotto, più alto è il costo aggiuntivo per pezzo.
Lavorazione laser:
Principi di base:
La lavorazione laser è un processo che utilizza fasci di luce ad alta energia, focalizzati da una lente, per fondere o vaporizzare i materiali e rimuoverli in un breve lasso di tempo per ottenere la lavorazione.
Vantaggi:
La tecnologia di lavorazione laser presenta vantaggi quali il minimo spreco di materiale, l'economicità nella produzione su larga scala e la versatilità nella lavorazione degli oggetti. In Europa, la tecnologia laser è ampiamente utilizzata per saldare materiali speciali come carrozzerie di automobili di alta qualità, ali di aerei e fusoliere di veicoli spaziali.
Campo di applicazione:
Come applicazione più comunemente utilizzata, le tecnologie di lavorazione laser includono principalmente saldatura laser, taglio laser, modifica della superficie, marcatura laser, foratura laser, microlavorazione e deposizione fotochimica, stereolitografia, incisione laser e così via.
Lavorazione a fascio di elettroni:
Principi di base:
La lavorazione a fascio di elettroni (EBM) è la lavorazione dei materiali utilizzando gli effetti termici o di ionizzazione di un fascio di elettroni convergenti ad alta energia.
Caratteristiche principali:
Elevata densità di energia, forte penetrazione, ampia gamma di profondità di fusione una tantum, ampio rapporto di larghezza di saldatura, rapidità di esecuzione. velocità di saldatura, piccola zona di impatto termico, piccola deformazione di lavoro.
Campo di applicazione:
La lavorazione a fascio di elettroni ha un'ampia gamma di materiali lavorabili e può lavorare su aree molto piccole.
Raggiunge una precisione di lavorazione a livello nanometrico, in grado di eseguire lavorazioni molecolari o atomiche.
La produttività è elevata, ma il costo delle attrezzature di lavorazione è alto.
Il processo di lavorazione produce un inquinamento minimo.
È adatto alla lavorazione di microfori e fessure strette e può essere utilizzato anche per la saldatura e la litografia fine.
La tecnologia di saldatura a ponte a fascio elettronico sotto vuoto è l'applicazione principale della lavorazione a fascio elettronico nell'industria automobilistica.
Lavorazione a fascio ionico:
Principi di base:
La lavorazione a fascio ionico è realizzata accelerando e focalizzando il flusso di ioni generato dalla sorgente ionica sulla superficie del pezzo in uno stato di vuoto.
Caratteristiche principali:
Grazie al controllo preciso della densità del flusso ionico e dell'energia degli ioni, è possibile ottenere una lavorazione ultraprecisa a livello nanometrico, molecolare e atomico. La lavorazione a fascio ionico comporta un inquinamento, uno stress e una deformazione minimi ed è adattabile ai materiali lavorati, ma ha un costo elevato.
Campo di applicazione:
La lavorazione a fascio ionico può essere suddivisa in due tipi: incisione e rivestimento.
Incisione Lavorazione:
L'incisione ionica viene utilizzata per la lavorazione dei cuscinetti d'aria dei giroscopi e delle scanalature dei motori a pressione dinamica, con un'alta risoluzione, un'alta precisione e una buona costanza di ripetizione.
Un'altra applicazione dell'incisione a fascio ionico è l'incisione di elementi grafici di alta precisione come circuiti integrati, dispositivi optoelettronici e dispositivi ottici integrati.
L'incisione a fascio ionico viene utilizzata anche per assottigliare i materiali per preparare i campioni per la microscopia elettronica penetrante.
Rivestimento Lavorazione:
La lavorazione con rivestimento a fascio ionico si presenta in due forme: deposizione per sputtering e placcatura ionica.
Il rivestimento ionico può essere applicato a un'ampia gamma di materiali. È possibile placcare pellicole metalliche o non metalliche su superfici metalliche o non metalliche, nonché rivestire varie leghe, composti o materiali sintetici, materiali semiconduttori e materiali ad alto punto di fusione.
La tecnologia di rivestimento a fascio ionico viene utilizzata per rivestire pellicole lubrificanti, pellicole resistenti al calore, pellicole resistenti all'usura, pellicole decorative e pellicole elettriche.
Arco al plasma La lavorazione al plasma è un metodo di lavorazione non tradizionale per tagliare, saldare e spruzzare metallo o non metallo mediante l'energia termica dell'arco al plasma.
Caratteristiche principali:
Plasma a microfascio saldatura ad arco è in grado di saldare lamine e fogli sottili.
Ha un effetto buco della serratura unico che consente la saldatura su un solo lato e la formatura libera su due lati.
Il arco al plasma ha un'elevata densità di energia e temperatura sulla colonna dell'arco, con conseguente forte capacità di penetrazione. Ciò significa che la smussatura non è necessaria per gli acciai di 10-12 mm di spessore e per la completa penetrazione della saldatura e la formatura su entrambi i lati possono essere ottenute in un'unica passata, con conseguente velocità di saldatura, alta produttività e minima deformazione da stress.
Tuttavia, le attrezzature per questo processo sono complesse e hanno un elevato consumo di gas, il che le rende adatte solo per la saldatura in ambienti chiusi.
Campo di applicazione:
È ampiamente utilizzato nella produzione industriale, in particolare per la saldatura di rame e leghe di rame, titanio e leghe di titanio, acciaio legato, acciaio inossidabile, molibdeno utilizzato nell'industria militare e nella tecnologia industriale all'avanguardia come quella aerospaziale, come il guscio dei missili in lega di titanio, alcuni dei contenitori a parete sottile degli aerei.
Lavorazione a ultrasuoni:
Principi di base:
Lavorazione a ultrasuoni fa sì che la superficie del pezzo si rompa gradualmente grazie all'uso della frequenza ultrasonica come strumento di vibrazione a piccola ampiezza e punzonatura sulla superficie lavorata tramite l'abrasivo libero nel liquido tra esso e il pezzo.
La lavorazione a ultrasuoni è spesso utilizzata per forare, tagliare, saldare, annidare e lucidare.
Caratteristiche principali:
Può lavorare qualsiasi materiale, particolarmente adatto alla lavorazione di vari materiali duri, fragili e non conduttivi, con alta precisione, buona qualità superficiale, ma a bassa produttività.
Campo di applicazione:
La lavorazione a ultrasuoni è utilizzata principalmente per la perforazione (inclusi fori rotondi, fori sagomati e fori curvi, ecc.), il taglio, la scanalatura, il nesting, l'intaglio di vari materiali duri e fragili, come vetro, quarzo, ceramica, silicio, germanio, ferrite, pietre preziose e giada, la sbavatura di piccole parti in lotti, la lucidatura della superficie degli stampi e la ravvivatura delle mole.
Lavorazione chimica:
Principi di base:
La lavorazione chimica utilizza soluzioni acide, alcaline o saline per corrodere o sciogliere il materiale dei pezzi per ottenere la forma, la dimensione o la superficie desiderata del pezzo.
È adatto alla lavorazione di grandi superfici e può lavorare molti pezzi contemporaneamente.
La rugosità superficiale raggiunge Ra1,25~2,5μm senza alcuna sollecitazione, crepa o bava.
Facile da usare.
Non adatto alla lavorazione di scanalature e fori stretti
Non è adatto per eliminare difetti come rugosità superficiali e graffi.
Campo di applicazione:
Adatto per il diradamento di grandi superfici;
Adatto alla lavorazione di fori complessi su pezzi a parete sottile
Prototipazione rapida:
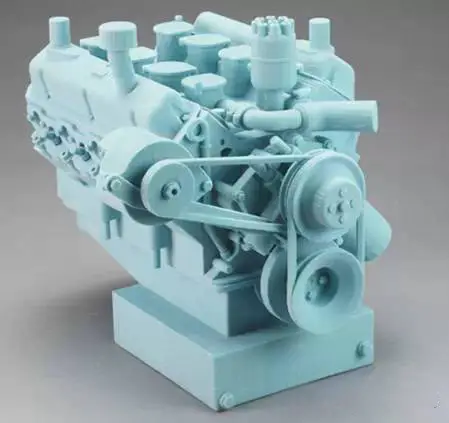
La tecnologia RP è un'integrazione e uno sviluppo della moderna tecnologia CAD/CAM, della tecnologia laser, della tecnologia di controllo numerico del computer, della tecnologia di servoazionamento di precisione e della tecnologia dei nuovi materiali. I diversi sistemi di prototipazione rapida hanno principi di formatura e caratteristiche di sistema distinte a causa dei diversi materiali di formatura, ma il principio fondamentale rimane lo stesso: "produzione per strati, costruendo su ogni strato".
È simile a un processo di integrazione matematica e visivamente il sistema di prototipazione rapida assomiglia a una "stampante 3D".
Principi di base:
L'integrazione e lo sviluppo della tecnologia RP, basata sulla moderna tecnologia CAD/CAM, sulla tecnologia laser, sulla tecnologia di controllo numerico computerizzato, sulla tecnologia dei servoazionamenti di precisione e sulla tecnologia dei sistemi di controllo della qualità. nuovo materiale consente di ricevere direttamente i dati di progettazione (CAD) e di realizzare rapidamente campioni, stampi o modelli di nuovi prodotti senza bisogno di stampi, frese o attrezzature.
Di conseguenza, l'uso e l'applicazione diffusa della tecnologia RP abbrevia notevolmente il ciclo di sviluppo di nuovi prodotti, riduce i costi di sviluppo e migliora la qualità dello sviluppo.
Il passaggio dal tradizionale "metodo di eliminazione" all'attuale "metodo di crescita" e dalla produzione con stampi a quella senza stampi rappresenta l'impatto rivoluzionario della tecnologia RP sull'industria manifatturiera.
Caratteristiche principali:
La tecnologia RP converte la complessa lavorazione tridimensionale in una serie di lavorazioni a strati, riducendo in modo significativo la difficoltà della lavorazione. Possiede le seguenti caratteristiche:
La rapidità del processo di formatura complessivo lo rende ideale per il mercato dei prodotti in rapida evoluzione;
Capacità di creare oggetti tridimensionali di qualsiasi forma complessa;
Non sono necessarie attrezzature, stampi o frese speciali durante lo stampaggio, il che riduce i costi e abbrevia il ciclo di produzione;
Alto livello di integrazione tecnologica, risultato del progresso della scienza e della tecnologia moderna e dimostrazione della loro applicazione completa, con spiccate caratteristiche high-tech.
Le caratteristiche sopra descritte indicano che la tecnologia RP è ideale per lo sviluppo di nuovi prodotti, la produzione rapida di pezzi singoli e in piccoli lotti con forme complesse, la progettazione e la produzione di stampi e modelli e la produzione di materiali difficili da lavorare.
Inoltre, è adatto per l'ispezione della progettazione di forme, dell'assemblaggio e del reverse engineering rapido.
Campo di applicazione:
La tecnologia di prototipazione rapida può essere applicata nei settori dell'aviazione, dell'aerospazio, dell'automobile, delle comunicazioni, delle cure mediche, dell'elettronica, degli elettrodomestici, dei giocattoli, delle attrezzature militari, della modellazione industriale (scultura), dei modelli di edifici, dell'industria dei macchinari, ecc.
Conclusione
In questo articolo abbiamo elencato nove tipi di tecniche di lavorazione non tradizionali, che possono servire da guida per chi vuole conoscere il processo di lavorazione non tradizionale, i suoi vantaggi, le classificazioni e altro ancora.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come i giganti dell'industria delle macchine utensili plasmino il nostro mondo? In questo articolo esploreremo le sei principali aziende di macchine utensili degli Stati Uniti. Scoprirete...
Vi siete mai chiesti quali siano i giganti dell'industria delle macchine CNC? In questo affascinante post del blog, faremo un'immersione profonda nel mondo della produzione CNC, esplorando...
Nel mondo della produzione in rapida evoluzione, le macchine CNC sono diventate indispensabili. Ma con numerosi produttori che si contendono l'attenzione, come si fa a scegliere il migliore? Come ingegnere meccanico esperto,...
Immaginate un mondo in cui la precisione incontra l'arte, in cui il metallo si piega alla volontà di menti visionarie. Nel campo delle macchine utensili, la Cina è emersa come una potenza, forgiando un...
Nel mondo della produzione di precisione, i marchi tedeschi di macchine CNC si distinguono come titani della qualità e dell'innovazione. Scoprite i segreti del successo di Trumpf, DMG MORI e Chiron,...
Vi siete mai chiesti quali aziende stiano plasmando il futuro della produzione di torni in Cina? In questo articolo esploriamo i principali attori del settore, evidenziando le loro innovazioni e i loro contributi. Potrete...
Vi siete mai chiesti quali siano le aziende leader nel settore delle rettificatrici in Cina? Questo articolo svela i 10 principali produttori, da Shenyang Machine Tool a Wuhan Heavy Duty Machine...
Scoprite il linguaggio segreto che dà vita alle macchine! In questo avvincente post del blog, ci immergeremo nell'affascinante mondo del codice G e del codice M, i comandi di programmazione essenziali che...
Vi siete mai chiesti chi sono i principali operatori del settore delle macchine perforatrici in Cina? Questo articolo presenta i principali produttori che dominano il mercato, evidenziando le loro innovazioni, la vasta gamma di prodotti e...