Funzionamento della cesoia a ghigliottina: Consigli e tecniche degli esperti
Vi siete mai chiesti come si ottiene la precisione di taglio nei macchinari pesanti? Questo articolo svela i segreti del funzionamento e della regolazione della cesoia a ghigliottina. Scoprite come garantire la sicurezza, mantenere l'efficienza e ottenere un taglio perfetto ogni volta. Preparatevi a scoprire i passaggi essenziali e i consigli degli esperti che fanno la differenza.
a. Familiarizzare con il contenuto del manuale e comprendere la struttura principale della macchina, il metodo di funzionamento e le precauzioni di sicurezza per la manutenzione.
b. Pulire la superficie della macchina da antiruggine olio, che può essere fatto con benzina o cherosene, ma non con un detergente dissolvente.
c. Pulire il serbatoio dell'olio prima del rifornimento. Il serbatoio dell'olio non deve presentare impurità. Riempire con olio nuovo, YB (c) -N32 o YB (c) -N32.Olio idraulico N46, filtrato con un distributore di carburante la cui precisione di filtraggio non è inferiore a 5 μm, finché il livello dell'olio non supera i quattro quinti della posizione indicata dall'indicatore di livello. L'olio idraulico Mobil AFT-25 ha il miglior effetto dopo ripetuti test. L'olio idraulico antiusura YB-N32 è consigliato a basse temperature (circa 5 ℃) in inverno. Lasciare la macchina al minimo per un certo periodo di tempo e, se necessario, installare un riscaldatore nel sistema idraulico. La temperatura dell'olio nell'impianto idraulico in condizioni di normale funzionamento non deve superare i 75 ℃. Se la temperatura dell'olio è troppo alta, installare un refrigeratore.
d. Aggiungere grasso lubrificante a tutte le parti mobili secondo le indicazioni del manuale. e. Accendere l'alimentazione, impostare l'interruttore del quadro elettrico sulla posizione "1", non avviare il motore della pompa dell'olio e controllare se le valvole idrauliche e i componenti elettrici pertinenti funzionano normalmente in base alle varie specifiche di processo e alle modalità di funzionamento.
Funzionamento della macchina
(1) Premere il pulsante di avvio del motore per avviare il motore principale, controllare se il senso di rotazione del motore è coerente con il senso di rotazione riportato sull'etichetta della pompa dell'olio e verificare il senso di rotazione del motore osservando il giunto.
Se non è coerente, interrompere immediatamente.
Quando si cambia la direzione del motore, i professionisti devono interrompere l'alimentazione e cambiare la fase della linea in ingresso.
In presenza di aria nel sistema di tubazioni, premere alternativamente i pulsanti di avvio e di arresto per diverse volte. Una volta scaricata l'aria, la pompa dell'olio può entrare in funzione normalmente.
(2) Il funzionamento dettagliato della programmazione di un nuovo prodotto deve essere eseguito dopo aver letto in dettaglio il manuale di funzionamento dell'impianto elettrico e il manuale operativo.
Regolazione della macchina
La macchina utensile è stata accuratamente regolata e testata prima di lasciare la fabbrica. Tuttavia, tutte le regolazioni possono cambiare durante il trasporto. Pertanto, prima dell'uso ufficiale è necessario effettuare i seguenti controlli.
(1) Regolazione del gioco della lama
Il gioco della lama della macchina viene regolato automaticamente dal sistema di controllo numerico. La corretta regolazione del gioco delle lame influisce direttamente sulla qualità di taglio del prodotto. lamiera e la durata di vita della lama.
Per ottenere una superficie di taglio di alta qualità, è necessario selezionare un gioco della lama ragionevole in base al materiale da tagliare. Per regolare il gioco della lama si consigliano i seguenti metodi.
L'acciaio a basso tenore di carbonio con resistenza alla trazione σB = 370-400 MPa e allungamento δ= 35% viene utilizzato come parametro di regolazione e il gioco della lama viene selezionato in base a 8% dello spessore della piastra. Per i modelli medi e acciaio ad alto tenore di carbonio con basso allungamento, il valore del gioco della lama deve essere superiore a quello dell'acciaio a basso tenore di carbonio di pari spessore.
Quando si cesoia l'acciaio inossidabile lamiera d'acciaioIl gioco della lama dipende dall'allungamento e la lama per la cesoiatura dell'acciaio inossidabile deve essere utilizzata perché l'allungamento di alcuni acciai inossidabili è superiore a quello degli acciai ad alto tenore di carbonio con la stessa resistenza.
Attenzione:
a) Dopo aver regolato il gioco della lama, la macchina deve funzionare a vuoto almeno una volta prima della cesoiatura formale.
b) Quando si tranciano materiali plastici, il gioco della lama deve essere leggermente inferiore; quando si tranciano materiali fragili, il gioco della lama deve essere leggermente superiore.
c) Dopo aver regolato ogni volta il gioco della lama, è necessario eseguire una prova di taglio.
(2) Regolazione dell'angolo di taglio
L'angolo di taglio della macchina viene regolato automaticamente dal sistema di controllo numerico.
L'angolo di taglio può essere modificato regolando la quantità di olio nella camera superiore del cilindro dell'olio ausiliario.
Aumentando l'angolo di taglio si facilita la deformazione del pezzo, mentre riducendolo si aumenta la probabilità di produrre bave.
Attenzione:
a) Dopo ogni regolazione dell'angolo di tranciatura, la macchina deve girare a vuoto almeno una volta prima della tranciatura formale.
b) Quando i requisiti di taglio non sono elevati, la larghezza minima del materiale stretto che può essere tagliato non deve essere inferiore a 3 volte lo spessore della piastra; in caso contrario, la lama rischia di essere danneggiata.
c) Per ottenere parti lisce a taglio senza distorsioni e deformazioni, la larghezza minima della piastra a taglio deve essere superiore a 15 volte lo spessore della piastra, ma non inferiore a 80 mm.
d) Maggiore è la larghezza della lastra di taglio, minore è la deformazione.
(3) Rimozione e installazione della lama
No.
Nome
No.
Nome
1
Portautensili
5
Cilindro di pressatura
2
Lama superiore
6
Parapetto anteriore
3
Lama inferiore
7
Piastra di copertura
4
Tavolo da lavoro
8
Vite di regolazione
La configurazione standard delle lame superiori e inferiori della macchina è costituita da due pezzi di giunzione dei coltelli, che presentano il vantaggio di una comoda rettifica e non richiedono una smerigliatrice speciale.
L'intera lunghezza delle lame superiori e inferiori può essere configurata in base alle esigenze degli utenti.
a) Rimozione della lama
Avviare la macchina, regolare il gioco della lama a un valore massimo di 0,64 mm, regolare l'angolo di taglio a 1,0°, far scorrere il portautensili su e giù per diversi cicli, chiudere la macchina utensile e rimuovere lo steccato di protezione e la piastra di copertura del cilindro di pressatura.
Rimuovere prima la lama inferiore:
Allentare tutte le viti di montaggio delle due lame inferiori, tenere una lama inferiore con una squadra di legno lunga sul retro della macchina utensile per evitare che si rovesci all'indietro, rimuovere le viti sulla lama ed estrarre la lama dal lato della macchina utensile.
Rimuovere l'altra lama nello stesso modo.
Quindi rimuovere la lama superiore:
Allentare tutte le viti di montaggio delle due lame superiori, posizionare due quadrati di legno adatti tra una lama superiore e il banco di lavoro e fissare la lama superiore. Rimuovere le viti sulla lama, allentare lentamente le squadrette di legno ed estrarre la lama superiore dal lato della macchina utensile.
Rimuovere l'altra lama superiore nello stesso modo.
b) Installazione della lama
L'ordine di installazione della lama è inverso a quello di rimozione della lama.
Installare prima la lama superiore:
Inserire due apposite squadrette di legno a un'estremità tra il portautensili e il banco di lavoro, inserire una lama superiore da quell'estremità, tenerla con le due squadrette di legno e installare le viti sulla lama senza stringere.
Quindi installare un'altra lama superiore nello stesso modo.
Usare questi due quadrati di legno per premere una lama superiore verso l'alto, in modo che la lama superiore sia completamente vicina alla superficie di montaggio del bordo della lama del portautensili.
Quindi stringere le viti sulla lama dal giunto del coltello fino al bordo, a turno.
Serrare le viti della lama sull'altra lama nello stesso modo.
Quindi installare la lama inferiore:
Inserire due lame inferiori da entrambi i lati della macchina e tenere la lama inferiore con una lunga squadra di legno sul retro della macchina utensile.
Per prima cosa, installare tutte le viti e poi serrare a turno le viti della lama inferiore dal giunto a coltello a entrambe le estremità.
Dopo aver installato le lame superiori e inferiori, installare a turno la piastra di copertura e la protezione.
Attenzione:
a) Quando si rimuove la lama, questa è pesante e affilata. L'operatore deve prestare molta attenzione e indossare i guanti prima di operare.
b) La forza di serraggio della vite della lama è di 35N - M.
(4) Affilatura della lama
La lama deve essere rettificata regolarmente.
Se la lama diventa smussata, se continua a essere utilizzata, la struttura esterna della grana della lama si danneggia a causa dell'eccessiva pressione, che non solo danneggia la macchina, ma determina anche una scarsa qualità della cesoiatura.
Dopo la macinazione della lama, i grani dello strato esterno possono essere rimossi.
Le lame superiori e inferiori della macchina hanno quattro taglienti. La rettifica è necessaria quando il raggio di raccordo della lama è superiore a 0,25 mm.
La quantità di affilatura su un lato è di 0,5 mm e il margine di affilatura di ciascuna lama è di 4 mm (2 mm su un lato).
Se l'affilatura delle lame delle cesoie a piastra normalmente utilizzate è organizzata secondo questo metodo, la quantità di affilatura sarà minima e la durata di vita sarà massima.
(5) Regolazione dell'uniformità del gioco delle lame
Dopo la rettifica o la sostituzione della lama, l'uniformità del gioco della lama deve essere ricontrollata e regolata come segue:
a) Avviare la macchina utensile, regolare l'angolo di taglio a 0°, rendere parallele le lame superiore e inferiore e regolare il gioco della lama a un valore massimo di 0,64 mm.
b) Spegnere la pompa dell'olio e regolare manualmente la valvola a farfalla a 120 per far scendere lentamente il portautensili fino a far coincidere le lame superiori e inferiori per 1-2 mm su tutta la lunghezza.
In altre parole, chiudere la valvola a farfalla per garantire che il portautensili non scivoli verso il basso.
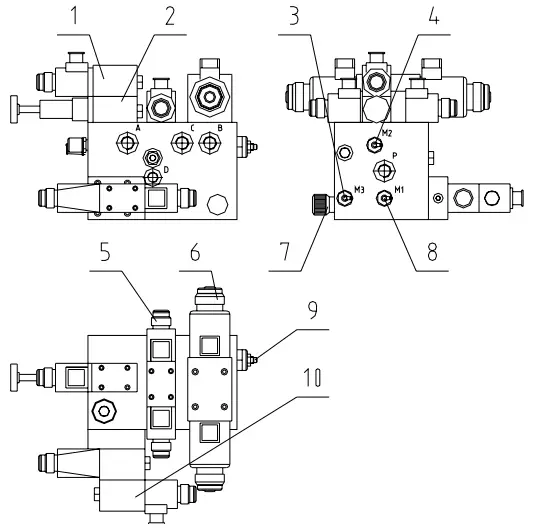
Disposizione della pila di valvole
No.
Articolo
1
Valvola di controllo del cilindro di pressione 140
2
Riduttore di pressione del cilindro di pressione 50
3
Punto di misura della pressione del supporto della camera inferiore
4
Punto di misura della pressione del cilindro di pressione
5
Valvola di controllo dell'angolo di taglio 70
6
Valvola di controllo dell'utensile 60
7
Valvola a farfalla 120
8
Punto di misura della pressione principale
9
Valvola di sostegno della camera inferiore 80
10
Valvola di controllo della pressione principale 20 / 30
c) Aprire lo sportello dell'armadio elettrico, tenere premuto il contattore CA 1KM2 che riduce lo spazio tra le lame, monitorare il valore effettivo dello spazio tra le lame attraverso la pagina del volantino, regolare lo spazio tra le lame superiori e inferiori a un minimo di 0,08 mm e chiudere lo sportello dell'armadio elettrico.
d) Allentare le viti di spinta e i dadi dei due supporti della molla a tazza, allentare i dadi delle quattro viti di regolazione del distanziatore sul retro e regolare le quattro viti di regolazione in modo da rendere coerente la distanza tra le due estremità della lama superiore e le due estremità della lama inferiore (quando si regola un'estremità, le viti di regolazione superiore e inferiore devono essere regolate contemporaneamente).
Misurare con uno spessimetro; lo spazio deve essere compreso tra 0,05 mm e 0,1 mm.
Quindi serrare i dadi delle quattro viti di regolazione e le viti di spinta e i dadi dei due supporti della molla a tazza.
Disegno strutturale della guida di appoggio dell'utensile
No.
Articolo
1
Riduttore turbo-worm
2
Vite di regolazione
3
Dado di regolazione
4
Supporto della molla del disco
5
Ghiandola
e) Regolare la vite di regolazione sul portautensili da sinistra a destra e controllare il gioco del bordo con uno spessimetro da 0,05 mm e da 0,1 mm. Verificare che lo spessimetro da 0,05 mm possa passare, mentre quello da 0,1 mm no.
f) Dopo lo spegnimento, riavviare la macchina, regolare l'angolo di taglio al massimo e chiudere la pompa dell'olio. Regolare la valvola a farfalla a 120 per far abbassare lentamente il portautensili e controllare se il gioco della lama di ogni sezione è uguale al valore del gioco originariamente impostato dal sistema.
In caso contrario, allentare le quattro viti di regolazione sul lato posteriore e regolare il gioco della lama allo stesso valore del gioco originariamente impostato del sistema.
g) Riavvitare il manicotto di bloccaggio del potenziometro e regolare la posizione dell'interruttore di regolazione della distanza.
(6) Regolazione del tappo posteriore
Tappo posteriore
No.
Articolo
1
Dado di bloccaggio
2
Vite di regolazione
3
Vite M8 × 30 (GB70-85)
4
Vite M8 × 35 (GB85-88) Dado M8 (GB6170-86)
a) Regolazione dell'angolo
L'angolo della superficie di posizionamento dell'arresto posteriore deve essere coerente con l'angolo di scorrimento del portautensili. In caso contrario, quando l'angolo di taglio cambia, la superficie di posizionamento dell'arresto posteriore cambia e il posizionamento dell'arresto posteriore risulta impreciso.
Per controllare l'angolo della superficie di posizionamento della battuta posteriore, posizionare un comparatore sulle pareti di entrambi i lati della macchina e puntare la testa sulla superficie di posizionamento.
Quando il portautensili si abbassa, la variazione di lettura del comparatore non deve essere superiore a 0,05 mm.
Se è superiore a 0,05 mm, regolare le viti M8×30 (GB70-85) e M8×35 (GB85-88).
b) Regolazione del parallelismo
Allentare il dado di bloccaggio, ruotare la vite di regolazione, misurare la distanza da entrambe le estremità della superficie di posizionamento dell'arresto posteriore al bordo inferiore del coltello con un righello di profondità, quindi serrare il dado di bloccaggio dopo che l'errore non supera 0,05 mm.
Provare a tagliare la piastra e controllare il parallelismo. Se c'è una deviazione, continuare a regolare.
La distanza tra il centro della superficie di posizionamento dell'arresto posteriore e il bordo inferiore del coltello deve essere leggermente superiore a quella delle due estremità.
Se lo scostamento tra le due estremità della superficie di posizionamento dell'arresto posteriore e il bordo inferiore del coltello è troppo grande, allentare le viti di supporto della piastra di transizione che collega il servomotore. Quindi allentare le viti di collegamento tra il supporto e la piastra di transizione, in modo da poter allentare la cinghia dentata sincrona.
Ruotare quindi la vite a sfera su un lato per rendere quasi uguale la distanza tra le due estremità della superficie di appoggio dell'arresto posteriore e il bordo inferiore del coltello.
Quindi, installare la cinghia dentata sincrona, stringere le viti di collegamento e serrare la cinghia dentata sincrona.
Quindi regolare il parallelismo e il metodo di regolazione è lo stesso di cui sopra.
(7) Regolazione della pressione del sistema idraulico
I valori di pressione della macchina utensile sono stati impostati in base alle specifiche di lavoro prima di lasciare la fabbrica.
Non è necessario che l'utente lo regoli da solo, ma dopo la revisione della macchina o la sostituzione dei componenti idraulici, la regolazione potrebbe essere necessaria.
Se l'utente deve regolare la pressione del sistema, la valvola 30 deve essere regolata in base alla pressione massima di esercizio (25MPa) del sistema idraulico.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Come potete assicurarvi che la vostra cesoia a ghigliottina funzioni in modo sicuro e duri più a lungo? Questo articolo esplora le pratiche di manutenzione essenziali per le cesoie a ghigliottina, dai controlli quotidiani alle revisioni annuali. Imparerete a conoscere le...
Con quale frequenza si deve lubrificare la cesoia a ghigliottina per garantirne le prestazioni ottimali? In questo articolo, approfondiamo le pratiche di lubrificazione essenziali che consentono a questa attrezzatura vitale di funzionare senza intoppi....
Vi siete mai chiesti come sia possibile tagliare con precisione enormi lastre di metallo con il minimo sforzo? In questo articolo esploriamo l'affascinante mondo delle cesoie a ghigliottina idrauliche. Imparerete a conoscere...
Avete mai affrontato la sfida di cambiare le lame di una cesoia a ghigliottina idraulica? Questa guida dettagliata vi guida attraverso il processo, garantendo sicurezza e precisione in ogni fase. Dallo smontaggio iniziale...
Cosa distingue le cesoie a ghigliottina idrauliche da quelle a trave oscillante e perché queste distinzioni sono importanti per i vostri progetti di lavorazione dei metalli? Questo articolo esplora le differenze principali, tra cui il movimento della lama, la...
Quali sono le cause di guasto del sistema idraulico di una cesoia a ghigliottina? Questo articolo esplora i problemi più comuni, come la perdita di pressione, il malfunzionamento delle valvole e la caduta automatica del piedino pressore....
Vi siete mai chiesti come precisione ed efficienza si uniscano nel taglio industriale? Questo articolo esplora l'affascinante mondo delle cesoie a ghigliottina, illustrandone i vantaggi e le sfide. Scoprite come la meccanica...
Le vostre cesoie a ghigliottina producono tagli irregolari? Questa guida spiega i passaggi essenziali per garantire che le vostre cesoie funzionino in modo accurato. Imparerete a misurare la precisione geometrica, a controllare l'allineamento delle lame,...
Perché la vostra cesoia a ghigliottina a volte si rifiuta di avviarsi, taglia in modo impreciso o non funziona correttamente? Questo articolo analizza i guasti più comuni delle cesoie a ghigliottina e fornisce consigli pratici per la risoluzione dei problemi....