Perché l'albero di uscita si rompe? Un'analisi approfondita delle cause
Perché gli alberi di uscita si rompono con l'uso intenso? Questo componente cruciale spesso si rompe a causa di difetti di progettazione dell'angolo R e dello smusso del foro dell'olio. Questo articolo esplora le cause principali di queste rotture, tra cui le debolezze strutturali e l'insufficiente indurimento per induzione. La comprensione di questi meccanismi di rottura consente di capire come ottimizzare la progettazione degli alberi e migliorare la durata dei sistemi meccanici. Immergetevi per scoprire soluzioni pratiche che migliorano le prestazioni e prevengono costosi guasti.
L'albero di uscita del cambio ausiliario è un componente cruciale che sopporta una coppia significativa durante il funzionamento del veicolo. Pertanto, richiede un'elevata resistenza.
I requisiti tecnici del disegno prevedono l'utilizzo di materiale 40Cr e la tempra a induzione a media frequenza in corrispondenza dell'angolo R e della scanalatura. La profondità dello strato di tempra in corrispondenza dell'angolo R deve essere ≥ 5 mm, mentre lo strato di tempra in corrispondenza della scanalatura deve trovarsi a 5-8 mm dal fondo del dente. Inoltre, la durezza superficiale deve essere ≥ 55HRC. La matrice deve essere temprato e rinvenutoe la durezza deve essere di 235-265HBW.
All'inizio del 2019, il mercato ha segnalato che l'albero di uscita della scatola ausiliaria si rompeva frequentemente quando i clienti percorrevano tra i 30000-100000 km. Analizzando le parti guaste, sono state identificate le seguenti ragioni per le rotture:
La struttura ad angolo R dell'albero di uscita è concava e rende difficile la tempra a induzione. Ne consegue uno strato di tempra poco profondo e una maggiore sensibilità alle cricche da tempra. Durante il rilevamento effettivo sono state riscontrate cricche da tempra per induzione in corrispondenza dell'angolo R.
Lo smusso del foro dell'olio dell'albero di uscita della scatola ausiliaria è di 0,5 mm × 45°. A causa dell'effetto dell'angolo acuto, le cricche da spegnimento tendono ad essere grandi e sono presenti cricche da spegnimento.
Questo articolo fornisce un'analisi delle cause delle rotture dell'albero di uscita nella scatola ausiliaria e propone una serie di misure di miglioramento per affrontare il problema. L'analisi si basa su principi e le misure sono progettate per risolvere efficacemente il problema delle rotture dell'albero di uscita nella scatola ausiliaria.
1. Analisi dei guasti
1.1 Analisi del rilevamento dei guasti
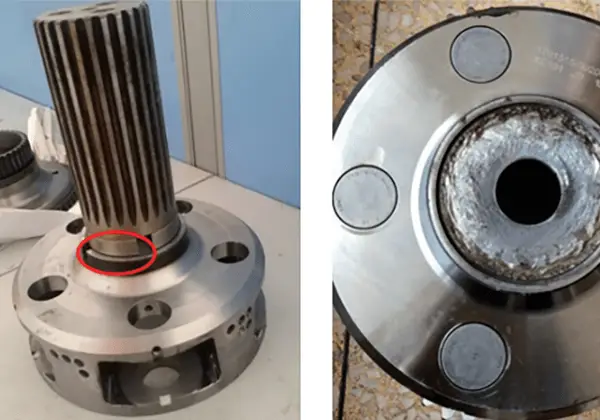
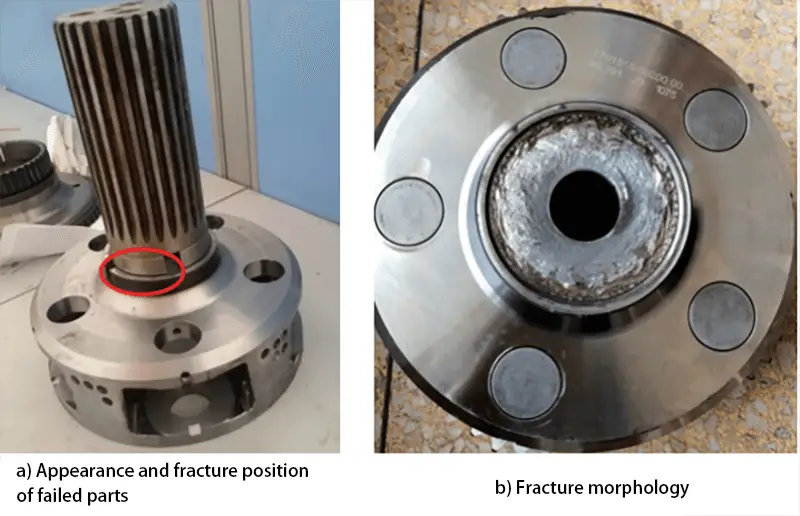
La Figura 1 illustra i componenti guasti dell'albero di uscita della scatola ausiliaria.
In particolare, la Fig. 1a illustra l'aspetto e la posizione della frattura delle parti guaste, con il cerchio rosso che indica la posizione della frattura.
La frattura dell'albero di uscita nella scatola ausiliaria si è verificata nella posizione dell'angolo R della scanalatura di estrazione dell'utensile, come evidente dalla figura.
Inoltre, la Fig. 1b mostra la morfologia della frattura, caratterizzata da una frattura rettilinea indotta dalla rotazione circonferenziale dell'albero.
Dopo la frattura, sono presenti segni di usura reciproca su entrambe le estremità, il che è coerente con le caratteristiche della frattura torsionale.
Fig. 1 Parti di guasto dell'albero di uscita della scatola ausiliaria
I test non distruttivi e le analisi metallografiche sono stati condotti sia sui prodotti finiti che sui pezzi difettosi restituiti dal mercato.
Come si può vedere dalla tabella, i risultati della tempra a induzione dei pezzi scanalati sia nei prodotti finiti che nei pezzi falliti sul mercato soddisfano i requisiti tecnici. La profondità effettiva di tempra dei pezzi scanalati è ≥ 5 mm e la struttura metallografica dello strato temprato è di grado 4-5 aciculare. martensite.
Tuttavia, i risultati dello spegnimento per induzione sul foro dell'olio della scanalatura e sull'angolo R non soddisfano i requisiti tecnici per i seguenti motivi:
Il prodotto finito presenta cricche da indurimento per induzione nella posizione dell'angolo R e nel foro dell'olio della scanalatura.
La profondità dello strato di indurimento per induzione nell'angolo R è scarsa o addirittura inesistente e non supera i 5 mm come specificato nei requisiti tecnici.
Tabella 1 Risultati delle prove con particelle magnetiche e dell'analisi metallografica dei pezzi finiti e dei pezzi guasti
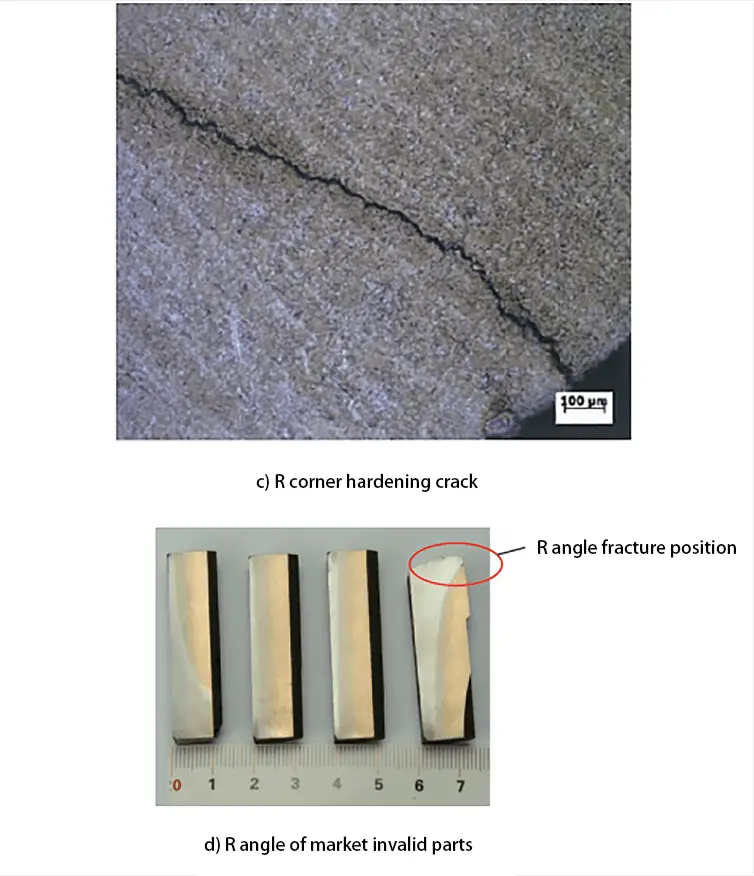
Fessurazione del foro dell'olio della scanalatura (vedere Fig. 2a)
Angolo R
Ds: 3,2 mm, 5 grado M (vedere Fig. 2b)
Fessura ad angolo R (vedere Figura 2c)
Parti a fallimento di mercato
spline
Ds: 7~9mm, 4~5 grado M
Crepa del foro dell'olio della scanalatura
Angolo R
Nessuno strato indurito (vedi figura 2d)
I risultati dell'ispezione di cui sopra coincidono con le caratteristiche di criccatura del pezzo guasto. Ciò è dovuto al fatto che lo strato di tempra a induzione nell'angolo R dell'albero di uscita della scatola ausiliaria non è sufficientemente profondo e non soddisfa i requisiti tecnici necessari. Inoltre, nell'angolo R si è sviluppata una cricca da indurimento per induzione, che ha causato un basso livello di resistenza in quel punto.
Durante il funzionamento del veicolo, l'angolo R non è in grado di sopportare grandi sollecitazioni torsionali e alla fine si rompe. Inoltre, in corrispondenza del foro dell'olio della scanalatura sono presenti cricche da indurimento per induzione e diversi pezzi falliti sul mercato hanno registrato la rottura degli alberi di uscita della scatola secondaria in questo punto.
Fig. 2 Risultati delle prove NDT e metallografiche
1.2 Analisi delle cause di guasto
I risultati del rilevamento dei guasti rivelano due punti a rischio di frattura dell'albero di uscita della scatola ausiliaria: la posizione dell'angolo R e il foro dell'olio della scanalatura.
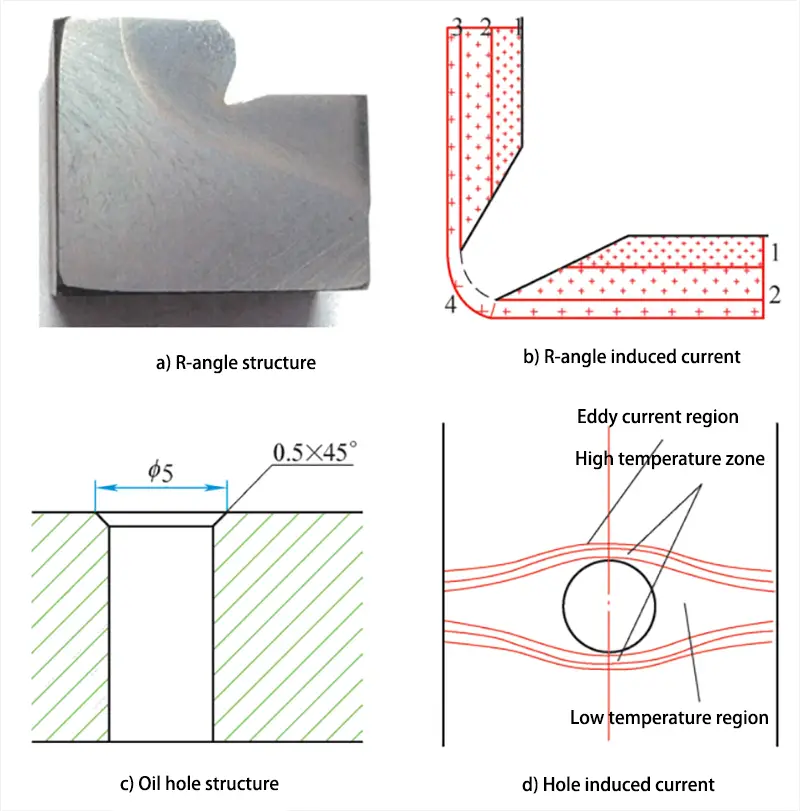
La Fig. 3a illustra la struttura della posizione dell'angolo R del prodotto finito durante la produzione. Si nota che l'angolo R è una struttura interna di R0,5 mm, che può avere due effetti sulla tempra a induzione.
In primo luogo, il filetto di transizione alla base dell'angolo R della struttura interna di tipo R è troppo piccolo, causando grandi sollecitazioni di lavorazione alla base della depressione dell'angolo R, che aumentano la sensibilità delle cricche da indurimento per induzione.
In secondo luogo, la distanza tra la depressione dell'angolo R della struttura interna di tipo R e l'induttore è relativamente grande.
La Figura 3b illustra la distribuzione della corrente indotta durante il riscaldamento a induzione all'angolo R.
A causa dell'effetto di prossimità del riscaldamento a induzione, la corrente indotta diminuisce all'aumentare della distanza dal sensore. Pertanto, la corrente indotta si riduce gradualmente dalle aree 1 a 4, con la corrente indotta più bassa riscontrata nell'area 4, situata alla base dell'angolo R, che è la più lontana dall'induttore.
Nello stesso tempo di riscaldamento, mentre le aree da 1 a 3 raggiungono complessivamente la temperatura di spegnimento richiesta, l'area 4 potrebbe non raggiungere la temperatura di spegnimento completa. Di conseguenza, si verifica un raffreddamento a spruzzo d'acqua, che provoca martensite trasformazione nelle aree da 1 a 3, ma solo una parziale trasformazione della martensite o nessuna trasformazione nell'area 4.
Questa incoerenza nella profondità dello strato indurito delle regioni da 1 a 3 e della regione 4 porta a una deformazione non uniforme dovuta alla trasformazione strutturale all'interno e all'esterno dell'angolo R. Inoltre, la regione 4 subisce sollecitazioni di trazione a causa della trasformazione strutturale, rendendola suscettibile alla concentrazione delle sollecitazioni di lavorazione, con conseguente formazione di cricche durante la tempra.
Inoltre, poiché l'area 4 è la più lontana dall'induttore, è la parte più difficile per la tempra a induzione e la profondità dello strato di tempra in quest'area è insufficiente.
La Figura 3c illustra la struttura smussata del foro dell'olio nell'albero di uscita del serbatoio ausiliario attualmente prodotto. La dimensione del foro dell'olio è di 0,5 mm × 45°, che non soddisfa i requisiti per la tempra a induzione degli smussi dei fori.
Per garantire la qualità della tempra a induzione, è necessario uno smusso leggermente superiore a 1 mm × 45°. Infatti, un piccolo smusso provoca temperature elevate intorno al foro dell'olio a causa dell'effetto dell'angolo acuto del riscaldamento a induzione, con conseguente formazione di cricche da spegnimento.
Inoltre, la presenza del foro dell'olio costringe la corrente indotta a bypassare su entrambi i lati del foro, determinando una densità di correnti parassite non uniforme intorno al foro. La densità di correnti parassite su entrambi i lati del foro lungo la direzione della corrente è elevata, mentre la densità su entrambi i lati perpendicolari alla direzione della corrente è bassa. Questo crea un'area ad alta temperatura su un lato e un'area a bassa temperatura sull'altro, come mostrato nella Figura 3d.
A causa di questo riscaldamento non uniforme, la profondità di penetrazione della corrente e lo spessore dello strato indurito dopo la tempra sono diversi. La generazione di stress organizzativo e termico durante la tempra a induzione è la causa fondamentale delle cricche da tempra sul bordo del foro dell'olio. Inoltre, il raffreddamento del bordo del foro dell'olio è più intenso di quello di altre aree durante il raffreddamento, rendendolo più suscettibile alla formazione di cricche da spegnimento.
Fig. 3 Angolo R e foro dell'olio
2. Misure di miglioramento
2.1 Ottimizzazione strutturale dell'angolo R e dello smusso del foro dell'olio
In base all'analisi di cui sopra, è evidente che la frattura dell'albero di uscita della scatola ausiliaria è dovuta a una progettazione errata della struttura dell'angolo R e dello smusso del foro dell'olio.
Di conseguenza, sono state sviluppate le seguenti misure correttive:
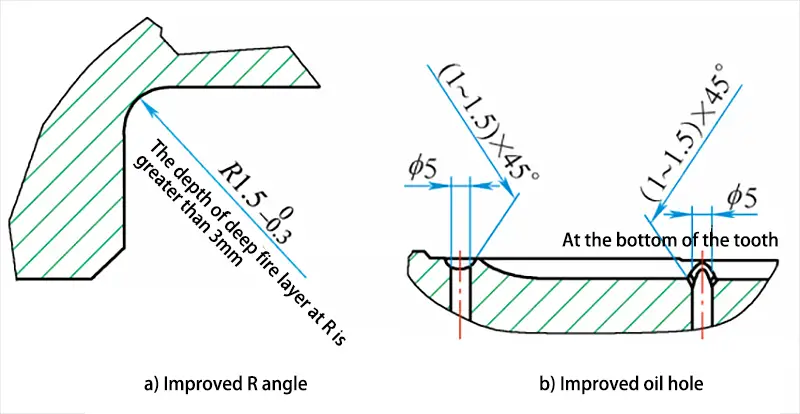
La struttura del filetto di transizione è stata modificata a R1,5 mm e la profondità dello strato di tempra a induzione sul filetto ottimizzato deve essere ≥ 3 mm.
La struttura dello smusso del foro dell'olio è stata migliorata a (1~1,5) mm × 45°.
La Figura 4a mostra la struttura ottimizzata per l'angolo R.
Durante il processo di trattamento termico a induzione, se la radice del pezzo richiede una tempra a induzione, è necessario incorporare un filetto di transizione. Più grande è il filetto, migliore è il risultato.
Questo design offre una buona lavorabilità:
① Riduce la concentrazione di tensioni alla radice del gradino e minimizza la tendenza alla fessurazione durante l'uso.
Riduce le difficoltà di tempra a induzione, garantisce un riscaldamento uniforme della radice del gradino, consente di ottenere uno strato di tempra uniforme e continuo sul gradino e aumenta notevolmente la resistenza.
La Figura 4b illustra il progetto ottimizzato per lo smusso del foro dell'olio, con una dimensione maggiore di (1~1,5) mm × 45°. Nelle stesse condizioni di riscaldamento, più grande è lo smusso del foro dell'olio, maggiore è la densità di corrente sul bordo del foro dell'olio e minore è la probabilità che il bordo del foro dell'olio si rompa a causa del surriscaldamento.
Fig. 4 ottimizzazione strutturale
2.2 Ottimizzazione del processo di tempra a induzione
Il metodo di tempra a scansione viene utilizzato per completare la tempra dell'albero di uscita della scatola ausiliaria, grazie all'ampia area di tempra e all'alimentazione ridotta. Il vantaggio significativo della tempra a scansione è che può utilizzare attrezzature di capacità ridotta per gestire pezzi di grandi dimensioni.
Per eseguire l'estinzione a scansione, il pezzo in lavorazione viene posizionato nell'induttore o nelle sue vicinanze, consentendo all'induttore e al pezzo in lavorazione di muoversi l'uno rispetto all'altro. L'induttore collega corrente ad alta o media frequenza per riscaldare induttivamente il pezzo alla temperatura di tempra. Contemporaneamente, l'induttore o il getto d'acqua spruzza il liquido di tempra. mezzo di raffreddamento sulla parte del pezzo che ha raggiunto la temperatura di tempra.
Il processo di tempra continua fino al trattamento dell'intera area di tempra del pezzo. Per interrompere il processo, si interrompe prima la corrente dell'induttore e poi l'iniezione del mezzo di raffreddamento per la tempra.
La Figura 5 illustra il design ottimizzato del cerchio effettivo dell'induttore. Questa struttura è costituita da un intero cerchio che ruota con un angolo specifico (di solito 45°) per garantire il corretto riscaldamento del piano e dell'angolo R alla sezione variabile. L'anello effettivo è dotato di un "Π", e la fessura del conduttore magnetico è inclinata verso l'area dell'angolo R.
Sfruttando l'effetto fessura del conduttore magnetico, la corrente a media frequenza della bobina efficace viene espulsa verso l'area dell'angolo R, rafforzando così il riscaldamento dell'angolo R. Per garantire un riscaldamento rapido dell'angolo R, tra l'estremità anteriore della bobina efficace e l'angolo R vi è uno spazio di 3-5 mm. Questa disposizione consente di raggiungere la temperatura di spegnimento entro 10 secondi e di ottenere una distribuzione ideale dello strato di tempra.
Tuttavia, quando si riscalda l'angolo R, l'induttore deve rimanere in quest'area per un periodo di tempo specifico per ottenere una profondità sufficiente dello strato di indurimento in corrispondenza dell'angolo R. Durante questo periodo, anche le scanalature adiacenti al di sopra dell'angolo R vengono riscaldate. Durante questo periodo, anche le scanalature adiacenti al di sopra dell'angolo R vengono riscaldate. Per evitare che la profondità dello strato di indurimento di queste scanalature sia eccessiva, con conseguente "rigonfiamento" dello strato di indurimento nella transizione tra l'angolo R e la scanalatura assiale, si utilizza l'effetto di prossimità del riscaldamento a induzione.
In particolare, durante la progettazione dell'induttore, la superficie della spline di riscaldamento e l'asse della spline formano un angolo incluso di 7,5° per minimizzare l'effetto di prossimità. Avvicinandosi alla regione dell'angolo R, la spaziatura diminuisce, determinando un'ombra nera nella Figura 5, che indica la distribuzione della corrente indotta nell'area dell'angolo R e nelle regioni adiacenti.
Infine, quando si riscalda l'area dell'angolo R, l'induttore si sposta verso l'alto per riscaldare e temprare l'area della scanalatura, ottenendo uno strato di indurimento uniforme e continuo che migliora la resistenza complessiva dell'albero di uscita.
Fig. 5 Progettazione del cerchio efficace
3. Conclusione
Dopo aver analizzato le cause della rottura dell'albero di uscita della scatola ausiliaria, sono state individuate tre misure di miglioramento:
Ottimizzazione della struttura del filetto di transizione: La struttura del filetto di transizione sarà migliorata fino a r1,5 mm per il filetto esterno e il requisito tecnico della profondità dello strato di indurimento a induzione sul filetto sarà fissato a ≥ 3 mm.
Ottimizzazione della dimensione dello smusso del foro dell'olio: La struttura dello smusso del foro dell'olio sarà migliorata a (1 ~ 1,5) mm × 45°.
Ottimizzazione della struttura dell'anello effettivo dell'induttore: Il metodo di tempra a induzione a scansione sarà adottato per rendere continuo e uniforme lo strato di tempra del filetto e della scanalatura.
Dopo l'attuazione di queste misure, l'albero di uscita della scatola ausiliaria è stato ispezionato e monitorato e sono stati osservati miglioramenti significativi:
La resistenza dell'angolo R dell'albero di uscita del sub-serbatoio è stata notevolmente migliorata e non ci sono più cricche da indurimento per induzione nello smusso del foro dell'olio e nell'area dell'angolo R.
Il filetto e lo strato di indurimento dell'albero di uscita sono ora continui e uniformi. Lo strato di tempra in corrispondenza dell'angolo R ha una profondità di 4 ~ 6 mm, mentre lo strato di tempra sulla parte scanalata ha una profondità di 5 ~ 8 mm. La struttura metallografica dello strato di tempra è martensite aciculare di grado 4 ~ 6 e la durezza superficiale è 56 ~ 59HRC, soddisfacendo i requisiti tecnici.
L'albero di uscita della sottocassa non si è incrinato dopo la consegna e il caricamento, riducendo significativamente il rischio di reclami da parte del mercato e migliorando la qualità del prodotto e la soddisfazione del cliente.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai avuto problemi con l'installazione precisa di pulegge e alberi per cinghie sincrone? Questo articolo fornisce metodi chiari, passo dopo passo, per garantire un montaggio preciso e sicuro. Scoprirete i metodi di installazione più comuni...
Che tipo di domande possono aiutarvi a superare un colloquio di ingegneria meccanica? Questo articolo analizza le 20 domande principali che mettono alla prova vari aspetti dell'ingegneria meccanica, dai sistemi di trasmissione...
Vi siete mai chiesti come fanno le macchine a convertire forze invisibili in movimenti potenti? In questo post esploreremo l'affascinante mondo delle trasmissioni pneumatiche e idrauliche. Imparerete come queste...
Vi siete mai chiesti perché le parti metalliche si rompono improvvisamente senza preavviso? Questo articolo esplora l'affascinante mondo della fatica e della frattura dei metalli. Scoprirete come le sollecitazioni ripetute possono...
Vi siete mai chiesti cosa alimenta le macchine che guidano il nostro mondo? I riduttori sono gli eroi non celebrati di molti settori, da quello automobilistico a quello dell'energia eolica. In questo articolo esplorerete...
Vi siete mai chiesti come viene trasmessa l'energia in varie macchine e dispositivi? Dai motori che spingono i nostri veicoli ai motori che azionano le nostre industrie, la trasmissione di potenza è...
Immaginate che il motore della vostra auto smetta improvvisamente di funzionare, lasciandovi a piedi. Il colpevole? Un cambio malfunzionante. Questa guida completa al funzionamento del cambio esplora tutto, dall'installazione e dalle precauzioni di sicurezza alla manutenzione...
Vi siete mai chiesti perché le vostre parti metalliche non sono così lisce come vorreste? Le bave, quei piccoli frammenti di metallo, potrebbero essere il colpevole. In questo articolo analizzeremo cosa sono le bave, la loro...
Vi siete mai chiesti come fanno le macchine a conoscere con precisione la loro posizione e la loro velocità? Questo articolo esplora l'affascinante mondo degli encoder, sensori fondamentali per rilevare il movimento meccanico. Imparerete a conoscere i diversi...