La guida definitiva alla piegatura dei tubi (aggiornata al 2024)
Vi siete mai chiesti come si realizzano con precisione le forme più complesse dei tubi? Questa guida svela i segreti delle piegatrici per tubi, esplorandone i tipi, i meccanismi e le applicazioni. Con l'aiuto di esperti ingegneri meccanici, scoprirete le innovazioni che stanno rivoluzionando l'industria e imparerete a scegliere la piegatrice giusta per le vostre esigenze.
Una curvatubi è una macchina specializzata progettata per la piegatura di precisione di materiali tubolari, principalmente classificata in sistemi a controllo numerico computerizzato (CNC) e idraulici. Queste macchine versatili svolgono un ruolo cruciale in diversi settori industriali, tra cui la generazione di energia, le infrastrutture di trasporto, l'ingegneria strutturale, le costruzioni marine e numerose altre applicazioni che richiedono tubazioni curve o sagomate.
A differenza delle piegatrici per lamiere, che sono progettate per la formatura di lamiere piatte, le piegatrici per tubi sono specificamente ottimizzate per la manipolazione di tubi cilindrici in acciaio. Il loro spettro applicativo si estende a settori critici come la costruzione di centrali elettriche, lo sviluppo di ferrovie e autostrade, la produzione di caldaie, la costruzione di ponti, i cantieri navali, la carpenteria architettonica e la fabbricazione di mobili su misura. Inoltre, sono indispensabili nelle complesse installazioni di condutture e nei servizi edilizi, dove è essenziale una posa precisa dei tubi.
Nel settore delle macchine per tubi, le curvatubi sono riconosciute come attrezzature fondamentali grazie alle loro molteplici capacità. Le moderne curvatubi incorporano funzioni avanzate come sequenze di curvatura programmabili, controllo multiasse per geometrie complesse e sistemi di misura integrati per una maggiore precisione. Il loro design ben progettato comprende generalmente telai robusti per resistere a forze di piegatura elevate, mandrini di precisione per mantenere l'integrità del tubo durante la formatura e sofisticati sistemi di azionamento idraulico o servoelettrico per un controllo preciso.
L'interfaccia intuitiva e il design ergonomico delle moderne curvatubi facilitano un funzionamento efficiente, consentendo un'impostazione rapida e tempi di ciclo ridotti. Questa combinazione di versatilità, precisione e facilità d'uso rende le curvatubi una risorsa preziosa nei processi di fabbricazione dei metalli, consentendo ai produttori di soddisfare specifiche sempre più esigenti in termini di accuratezza della curvatura, ripetibilità e qualità della finitura superficiale.
Che cos'è una macchina piegatubi?
Una curvatubi, nota anche come curvatubi, è un'apparecchiatura specializzata progettata per formare con precisione tubi in varie forme, angoli e curve. Queste macchine sono in grado di manipolare un'ampia gamma di materiali, tra cui l'acciaio al carbonio, l'acciaio inossidabile, le leghe di alluminio, il rame e persino le leghe esotiche, con diametri che vanno tipicamente da 1/4 di pollice a 20 pollici o più.
Le piegatrici per tubi possono essere classificate in due tipi principali:
Curvatubi a controllo numerico (CNC): Queste macchine avanzate offrono alta precisione, ripetibilità e automazione. Utilizzano servomotori controllati da computer per ottenere sequenze di piegatura complesse e sono ideali per la produzione di grandi volumi o per modelli di piegatura intricati.
Curvatubi idraulici: Queste macchine utilizzano la pressione idraulica per generare la forza di piegatura. Sono note per la loro elevata potenza e per la capacità di piegare tubi con pareti spesse. Le piegatrici idrauliche possono essere manuali, semiautomatiche o completamente automatiche.
Le moderne macchine curvatubi spesso incorporano funzioni come la curvatura a mandrino (per evitare il collasso del tubo), la curvatura a spinta (per curve a raggio stretto) e l'attrezzaggio multi-stack per un rapido cambio tra tubi di diverse dimensioni.
La versatilità e l'efficienza delle curvatubi le rendono indispensabili in numerosi settori industriali, tra cui:
Impianti di produzione di energia e petrolchimici
Produzione aerospaziale e automobilistica
Sistemi HVAC e idraulici
Costruzioni navali e strutture offshore
Costruzione di ponti e strutture architettoniche
Progettazione e produzione di mobili
Fabbricazione e prototipazione personalizzate
I vantaggi principali delle macchine piegatubi avanzate includono:
Controllo multiasse per geometrie di piegatura complesse
Elevata ripetibilità e coerenza nella produzione
Riduzione degli scarti di materiale rispetto ai metodi di fabbricazione tradizionali
Capacità di piegare i tubi con distorsioni o appiattimenti minimi
Integrazione con i sistemi CAD/CAM per un flusso di lavoro ottimizzato
Caratteristiche di sicurezza migliorate per proteggere gli operatori
Tipi di piegatrici per tubi
Le piegatrici per tubi sono macchine sofisticate progettate per modellare i tubi in varie configurazioni, tra cui travi a I, acciai per canali, ferri angolari e fili. Questi strumenti versatili possono produrre un'ampia gamma di forme come bobine, tubi a U, mezzi tubi e bobine elicoidali. Le principali categorie di curvatubi comprendono le curvatrici idrauliche elettriche, le curvatubi idrauliche orizzontali e le curvatubi a rulli multifunzionali.
Le curvatubi elettriche utilizzano un motore elettrico come fonte di energia e la forza di curvatura viene trasmessa attraverso un riduttore di velocità e un meccanismo a catena dentata. Le curvatubi idrauliche, invece, utilizzano la pressione idraulica per eseguire una serie di movimenti precisi: l'azionamento del meccanismo di serraggio, l'arretramento della matrice di curvatura, l'esecuzione della curvatura del tubo e il controllo dei movimenti ausiliari in avanti e indietro del mandrino.
Le curvatubi idrauliche sono ampiamente utilizzate per le operazioni di avvolgimento planare e offrono numerosi vantaggi, tra cui la multifunzionalità, il design ergonomico, la facilità d'uso, la portabilità e la rapidità di installazione. Queste macchine trovano applicazione in diversi settori industriali, tra cui le infrastrutture elettriche, la costruzione di autostrade e ferrovie, la produzione di caldaie, la costruzione di ponti, la cantieristica navale, la produzione di mobili e la decorazione architettonica.
Le curvatubi CNC (Computer Numerical Control) rappresentano un significativo progresso tecnologico rispetto ai tradizionali sistemi idraulici. Queste macchine utilizzano servomotori al posto dell'energia idraulica, consentendo un controllo preciso su più assi di movimento: alimentazione e ritrazione del materiale, rotazione del piano di curvatura, compensazione della curvatura e del ritorno elastico, movimenti ausiliari e posizionamento della testa di curvatura. I principali elementi di differenziazione delle curvatubi a controllo numerico sono la capacità di produzione continua, la precisione di lavorazione superiore e la capacità di creare complesse formazioni tridimensionali di tubi.
Le curvatubi a controllo numerico eccellono nelle operazioni di curvatura a freddo, in grado di produrre curve con uno o due raggi in un'unica configurazione. La loro versatilità le rende indispensabili in settori come l'industria automobilistica e la produzione di sistemi HVAC, dove vengono utilizzate per fabbricare un'ampia gamma di raccordi per tubi e forme a filo.
I metodi di piegatura dei tubi possono essere classificati in due categorie:
Curvatura a freddo: Questo metodo comprende le piegatrici idrauliche, le piegatrici elettriche e le piegatrici a tre rulli. La curvatura a freddo è preferibile per mantenere le proprietà del materiale e ottenere tolleranze ristrette.
Curvatura a caldo: L'esempio principale di questo metodo è la curvatubi a media frequenza. La curvatura a caldo viene utilizzata per materiali o geometrie difficili da formare a temperatura ambiente, consentendo deformazioni più estreme con un ritorno elastico ridotto.
Ogni tipo di curvatubi offre capacità uniche e viene scelto in base a fattori quali le proprietà del materiale, la complessità della curvatura richiesta, il volume di produzione e gli standard specifici del settore.
Principio di funzionamento della piegatrice per tubi
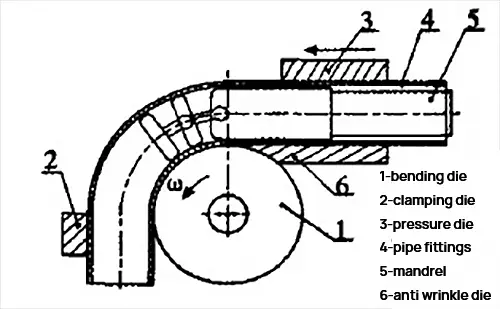
In base al metodo di curvatura dei tubi, si può suddividere in curvatura a spinta e curvatura a rulli, piegatura a pressae la curvatura circolare. Tra questi, la curvatura circolare è relativamente facile da automatizzare, quindi attualmente le macchine di curvatura sono progettate principalmente per questo metodo. Il principio del processo di piegatura è illustrato in un diagramma.
Il processo di piegatura viene eseguito con un stampo di piegatura, stampo di bloccaggio e stampo di pressione. La matrice di piegatura è montata sul mandrino, mentre lo stampo di serraggio La filiera fissa i raccordi dei tubi per impedire qualsiasi movimento assiale. Lo stampo di pressione è composto da uno stampo di guida e da uno di controllo. Durante il processo di piegatura, la matrice di guida applica la pressione appropriata sulla matrice antipiega ai raccordi dei tubi, mentre la matrice di controllo si muove insieme ai raccordi dei tubi. Viene utilizzato anche un mandrino per riempire la cavità interna del pezzo e prevenire eventuali grinze, appiattimenti, assottigliamenti o altri errori durante la piegatura.
Il mandrino ruota e il tubo si forma avvolgendosi intorno alla matrice di piegatura. Il processo prevede anche l'alimentazione del pezzo, la preparazione dello spazio per la piegatura successiva e così via. Il raggio di curvatura è determinato dal raggio dello stampo di piegatura e si possono ottenere raggi di piegatura diversi semplicemente sostituendo lo stampo di piegatura con uno di raggio diverso.
Struttura e principio di funzionamento della piegatubi automatica e della piegatubi elettroidraulica:
Il sistema idraulico di una piegatubi è composto da una pompa elettrica dell'olio, da tubi dell'olio ad alta pressione, da connettori rapidi, da un cilindro di lavoro e da uno stantuffo. La parte a gomito della macchina comprende una piastra fiore superiore, una piastra fiore inferiore, una testa matrice e un rullo. La pompa elettrica dell'olio emette olio ad alta pressione, che viene inviato al cilindro di lavoro attraverso tubi dell'olio ad alta pressione. L'olio ad alta pressione aziona lo stantuffo nel cilindro di lavoro per generare una spinta, con conseguente flessione attraverso il componente del gomito.
Caratteristiche della piegatrice per tubi
La Pipe Bender incorpora una tecnologia CNC avanzata con un'interfaccia touchscreen di facile utilizzo, che consente un controllo numerico preciso e un'impostazione intuitiva dei programmi attraverso un sistema operativo basato sul dialogo. Il suo robusto design strutturale garantisce un'elevata rigidità e stabilità dimensionale durante il processo di piegatura.
La capacità di memoria della macchina consente di memorizzare 16 programmi di piegatura distinti, ciascuno in grado di gestire fino a 16 angoli di piegatura unici. Questa versatilità facilita le operazioni complesse di piegatura multipla senza doverle riprogrammare. La funzione integrata di posizionamento a bassa velocità, abbinata a un sistema di controllo dell'angolo ad alta precisione, offre un'eccezionale ripetibilità con una tolleranza di ±0,1°, garantendo una qualità costante in tutte le serie.
Per migliorare l'efficienza operativa e ridurre al minimo i tempi di fermo, la Pipe Bender è dotata di un sistema di rilevamento e visualizzazione degli errori in tempo reale. Qualsiasi deviazione o malfunzionamento viene immediatamente comunicato tramite messaggi sullo schermo, consentendo agli operatori di identificare e risolvere rapidamente i problemi, mantenendo così una produttività ottimale.
A complemento delle capacità hardware della macchina è disponibile un pacchetto software CAD/CAM opzionale. Questo potente strumento traduce le complesse geometrie dei tubi in coordinate leggibili dalla macchina, semplificando il passaggio dalla progettazione alla produzione. Il software può essere installato su computer desktop standard e offre flessibilità nella programmazione offline, nell'ottimizzazione della sequenza di piegatura e nei calcoli di compensazione del ritorno elastico.
Vantaggi e svantaggi della piegatrice per tubi
La Pipe Bender funziona secondo il principio idraulico, utilizzando l'olio ad alta pressione di una pompa elettrica per generare la forza necessaria alla piegatura. L'olio pressurizzato viene convogliato attraverso linee ad alta pressione nel cilindro di lavoro, dove aziona uno stantuffo per produrre la spinta necessaria alla deformazione del tubo.
I principali vantaggi delle moderne piegatrici per tubi includono:
Sistemi di controllo avanzati: Caratterizzati da interfacce touch screen e moduli di controllo numerico con dialogo intuitivo, consentono un'impostazione semplice dei programmi e un controllo preciso.
Costruzione robusta: La struttura del letto è progettata per garantire la stabilità, riducendo al minimo la deformazione sotto carico e assicurando una precisione di piegatura costante.
Caratteristiche di sicurezza avanzate: Dotato di un interruttore a pedale mobile multifunzionale che offre funzionalità di avvio automatico, pausa e arresto di emergenza, migliorando notevolmente la sicurezza dell'operatore.
Flessibilità operativa: Offre opzioni per funzioni di ciclo manuali, semiautomatiche e completamente automatiche per soddisfare vari requisiti di produzione.
Design ergonomico: La testa della macchina e il gomito sono ottimizzati per il comfort e l'accessibilità dell'operatore, massimizzando l'efficienza dello spazio di lavoro.
Gestione termica: Incorpora un sistema di circolazione di raffreddamento ad alta capacità, che mantiene stabili le temperature di funzionamento per garantire prestazioni costanti e una maggiore durata dei componenti.
Cambio rapido degli stampi: Progettato per una rapida sostituzione degli stampi, facilita la produzione flessibile e riduce al minimo i tempi di inattività tra le diverse specifiche dei tubi.
Monitoraggio in tempo reale: Il display del controller mobile fornisce un feedback continuo sui parametri di elaborazione del gomito, consentendo regolazioni al volo e controllo della qualità.
Applicazioni versatili: Utilizzato principalmente per la piegatura di precisione dei tubi in settori quali la costruzione di strade, la produzione automobilistica, la costruzione navale e i sistemi HVAC.
Eccellenza operativa: Caratterizzata da un'elevata stabilità, procedure operative e di manutenzione di facile utilizzo, basse emissioni acustiche e maggiore sicurezza e conformità ambientale.
Sebbene i vantaggi siano numerosi, le potenziali limitazioni possono includere l'investimento di capitale iniziale, i requisiti di spazio per i modelli più grandi e la necessità di una formazione specializzata per un utilizzo ottimale. Tuttavia, questi fattori sono spesso superati dai significativi miglioramenti in termini di produttività, qualità e versatilità offerti dalle moderne curvatubi.
Parti e funzioni della piegatrice per tubi
La curvatubi è uno strumento fondamentale in diversi settori industriali, ma molti non conoscono i suoi intricati componenti. Esploriamo gli elementi chiave che compongono questa versatile apparecchiatura:
Letto completamente automatico:
Il basamento funge da base della macchina ed è dotato di un robusto telaio in acciaio saldato. Le piastre di supporto superiori e inferiori del mandrino sono montate su un telaio in lamiera d'acciaio ad alta resistenza, con uno spessore di 15 mm, che garantisce stabilità e precisione durante il funzionamento.
Componente del sistema idraulico:
Il sistema idraulico può essere dotato di accessori commerciali di livello industriale o di componenti idraulici aeronautici ad alte prestazioni, a seconda della precisione e dell'applicazione richiesta. Questo sistema fornisce la forza necessaria per le operazioni di piegatura e garantisce movimenti fluidi e controllati.
Componente della trasmissione:
Questo assemblaggio comprende diversi elementi critici:
Cilindro dell'olio: Fornisce energia idraulica per le operazioni di piegatura
Meccanismo a cremagliera e ingranaggi: Converte il movimento lineare in movimento rotatorio
Albero di trasmissione: Trasferisce la potenza e il movimento in tutta la macchina
Questi componenti lavorano in sinergia per eseguire precisi movimenti di flessione.
Componente dello stampo:
Lo stampo, o matrice, è uno strumento fondamentale per modellare il tubo. In genere è fabbricato con materiali di alta qualità, come l'acciaio per cuscinetti o l'acciaio legato, selezionati in base al diametro superficiale del tubo e alle caratteristiche di curvatura richieste. Lo stampo viene sottoposto a un trattamento termico per ottenere una durezza di HRC48~52, garantendo la durata e la stabilità dimensionale in presenza di forti sollecitazioni.
Componente di serraggio:
Il meccanismo di bloccaggio idraulico è composto da:
Piastra scorrevole: Fornisce una superficie liscia per il movimento del tubo
Bilanciere: Facilita il movimento di serraggio
Cilindro idraulico: Comanda l'azione di serraggio
L'espansione e la contrazione del cilindro idraulico azionano il bilanciere, consentendo una tenuta sicura e precisa del tubo durante il processo di piegatura.
Componenti elettrici:
Questi componenti controllano e automatizzano il processo di piegatura, compresi motori, sensori, controllori logici programmabili (PLC) e sistemi di interfaccia utente. Consentono un controllo preciso dei parametri di piegatura, garantendo coerenza ed efficienza nella produzione.
Tecnologia di piegatura dei tubi
La curvatubi, una macchina specializzata per la formatura di sezioni curve in materiali tubolari, condivide i principi operativi con le attrezzature per la piegatura delle lamiere, ma è ottimizzata per i pezzi cilindrici.
Quando un tubo subisce una flessione pura sotto una coppia esterna applicata M, si sviluppa una complessa distribuzione delle sollecitazioni lungo la sua sezione trasversale. La parete esterna oltre l'asse neutro subisce una sollecitazione di trazione σ1, con conseguente assottigliamento della parete, mentre la parete interna subisce una sollecitazione di compressione σ2, con conseguente ispessimento della parete. Questo gradiente di sollecitazione è fondamentale per comprendere il comportamento del tubo durante la curvatura.
L'effetto combinato di queste forze opposte (F1 e F2) fa sì che la sezione trasversale del tubo si deformi da circolare a circa ellittica. Questa ovalizzazione è un aspetto fondamentale nella curvatura dei tubi. Se la deformazione supera il limite elastico del materiale, può portare a difetti strutturali: la tensione di trazione può indurre fessurazioni sulla parete esterna, mentre la tensione di compressione può causare grinze o deformazioni sulla parete interna.
L'entità della deformazione del tubo è regolata principalmente da due parametri adimensionali:
Raggio di curvatura relativo (R/D): rapporto tra il raggio di curvatura e il diametro del tubo.
Spessore relativo della parete (T/D): il rapporto tra lo spessore della parete e il diametro del tubo.
Al diminuire di questi rapporti, aumenta il grado di deformazione. In genere, i valori R/D più piccoli comportano curve più strette, ma anche maggiori concentrazioni di sollecitazioni e un maggior rischio di difetti.
Per garantire l'integrità strutturale e la qualità dei raccordi per tubi piegati, è fondamentale controllare la deformazione entro limiti accettabili definiti dagli standard industriali (ad esempio, ASME B31.3 per le tubazioni di processo). La capacità di curvatura di un tubo è influenzata da molteplici fattori:
Proprietà del materiale: resistenza allo snervamento, duttilità e caratteristiche di incrudimento.
Metodo di piegatura: piegatura a freddo, piegatura a caldo o piegatura a induzione
Parametri di piegatura: angolo di curvatura, raggio di curvatura e velocità di avanzamento
Specifiche dei tubi: diametro, spessore delle pareti e qualità del materiale
Requisiti per l'uso finale: pressione nominale, resistenza alla fatica e tolleranze geometriche.
Le operazioni avanzate di curvatura dei tubi utilizzano spesso mandrini, matrici a raschiamento o a pressione per mantenere l'integrità della sezione trasversale e ridurre al minimo l'assottigliamento delle pareti. Inoltre, i sistemi di controllo numerico computerizzato (CNC) consentono un controllo preciso dei parametri di piegatura, garantendo la ripetibilità e ottimizzando il processo per diversi materiali e geometrie di tubi.
Limite di formatura della Piegatrice
I limiti di formatura dei raccordi per tubi devono essere considerati con attenzione per garantire l'integrità strutturale e la funzionalità. Questi limiti comprendono diversi fattori critici:
Limite di deformazione a trazione: L'allungamento massimo nella zona di deformazione laterale a trazione dello strato neutro non deve superare il valore plastico ammissibile del materiale. Questo vincolo impedisce la rottura o la fessurazione del materiale del tubo durante il processo di piegatura. L'allungamento ammissibile è in genere determinato dalla curva sforzo-deformazione del materiale e dai fattori di sicurezza specifici dell'applicazione.
Stabilità della deformazione da compressione: Nella zona di deformazione interna a compressione dello strato neutro, la struttura a parete sottile sottoposta a sollecitazione tangenziale di compressione deve rimanere al di sotto della soglia di instabilità. In questo modo si evita il raggrinzimento o l'instabilità della parete del tubo. La sollecitazione critica di instabilità è influenzata da fattori quali il rapporto diametro/spessore del tubo, le proprietà del materiale e il raggio di curvatura.
Controllo trasversale dell'ovodonazione: Quando sono richiesti specifici gradi di ellitticità per il raccordo, il limite di formatura deve essere controllato con precisione per produrre la distorsione trasversale desiderata. Questo è tipicamente quantificato dal fattore di ovalizzazione, che è il rapporto tra la differenza tra i diametri massimo e minimo e il diametro nominale. L'intervallo di ovalizzazione accettabile è spesso dettato da standard industriali o da requisiti applicativi specifici.
Conservazione dello spessore della parete: Per i raccordi per tubi progettati per resistere alla pressione interna, il limite di formatura deve essere gestito con attenzione per evitare un eccessivo assottigliamento della parete. Lo spessore minimo della parete dopo la piegatura deve essere conforme ai codici dei recipienti a pressione o alle norme sulle tubazioni pertinenti all'applicazione. Ciò comporta spesso il controllo del raggio di curvatura e l'utilizzo di mandrini o altri supporti interni durante il processo di curvatura.
Compensazione del ritorno elastico: Pur non essendo un limite diretto alla formatura, il recupero elastico del materiale (ritorno elastico) deve essere tenuto in considerazione nel processo di piegatura. Per ottenere l'angolo di piegatura finale desiderato, si ricorre a tecniche di sovracurvatura o sottocurvatura, tenendo conto del modulo elastico e della resistenza allo snervamento del materiale.
Spostamento dell'asse neutro: Lo spostamento dell'asse neutro verso il raggio interno della curva influisce sulla distribuzione dello spessore della parete e deve essere considerato nella determinazione dei limiti di formatura. Questo spostamento è più pronunciato nelle curve a raggio stretto e può influire sull'integrità strutturale complessiva del raccordo.
Parti di curvatura per tubi
Il bilanciere assicura un controllo preciso del raggio di curvatura del tubo, rispettando le tolleranze specificate. Funziona in tandem con la sede di bloccaggio, che attenua il rimbalzo elastico del tubo d'acciaio durante il processo di piegatura, migliorando la precisione dimensionale.
Il sistema idraulico comprende due stadi di pressione: alta pressione per le operazioni ad alta intensità di forza e bassa pressione per le funzioni ausiliarie. Questo sistema biforcato alimenta in modo efficiente il rullo di guida, la sede della pinza del bilanciere, il cilindro idraulico, il dispositivo di spinta, il carrello e il rullo di raddrizzamento, ottimizzando l'utilizzo dell'energia e la precisione del controllo.
Il dispositivo a rulli di guida incorpora due serie di rulli di guida, un robusto telaio e un sistema di trasmissione di precisione per il bloccaggio. Azionati idraulicamente, i meccanismi di apertura e chiusura dei rulli guida si sincronizzano con il bilanciere per mantenere l'allineamento orizzontale del tubo d'acciaio durante l'intero processo di piegatura, garantendo una curvatura uniforme.
Il dispositivo di azionamento funge da fonte di alimentazione primaria per il meccanismo di spinta, utilizzando sistemi elettrici o idraulici a seconda della forza richiesta e delle caratteristiche di controllo.
Il rullo di raddrizzamento utilizza un sistema di regolazione multiasse per contrastare la deformazione verticale durante la piegatura. Insieme a un dispositivo galleggiante anti-ellisse, mantiene la sezione trasversale circolare del tubo entro le tolleranze specificate, evitando l'ovalizzazione e garantendo l'integrità strutturale.
Il dispositivo di spinta, un sistema integrato composto da carrello, pianale, albero di trasmissione e catena di trazione, fa avanzare il tubo d'acciaio a una velocità controllata. Questo movimento coordinato, insieme al bilanciere e al rullo di guida, facilita una piegatura precisa e continua, riducendo al minimo le sollecitazioni e le deformazioni del materiale.
Precauzioni per la piegatura dei tubi
(1) Prima dell'uso, leggere attentamente il manuale dell'elettropompa.
(2) Iniziare a infilare saldamente il cilindro di lavoro nella filettatura interna del blocco quadro. Assicurarsi che l'estremità posteriore del cilindro sia correttamente posizionata sulla ruota di supporto per garantire la stabilità durante il funzionamento.
(3) Selezionare la testa della matrice appropriata in base al diametro del tubo. Installarla nel pistone, allineando i due rulli con le rispettive scanalature rivolte verso la testa della matrice. Inserire il mandrino di dimensioni corrette nel foro previsto e coprirlo con il mandrino superiore. Inserire con cautela il tubo nella scanalatura. Collegare il tubo ad alta pressione ritraendo l'estremità attiva dell'attacco rapido e collegandola al connettore del cilindro di lavoro. Prima di iniziare il processo di piegatura, verificare che le viti di rilascio dell'olio sulla pompa elettrica dell'olio siano completamente serrate.
Al termine dell'operazione di piegatura, allentare gradualmente la vite di rilascio dell'olio per consentire al pistone di ripristinarsi automaticamente.
Osservazioni importanti:
(1) Per un funzionamento sicuro ed efficiente, attenersi scrupolosamente al manuale dell'elettropompa.
(2) Non tentare mai di scollegare il connettore rapido mentre il sistema è sotto carico, in quanto ciò potrebbe causare un improvviso rilascio di pressione e potenziali lesioni.
(3) La macchina utilizza l'olio idraulico come mezzo di lavoro. La pulizia e la manutenzione regolare e accurata dell'olio e dei componenti della piegatubi sono fondamentali. In questo modo si evitano ostruzioni, perdite e contaminazioni che potrebbero influire in modo significativo sulle prestazioni e sulla durata della macchina.
Questa versatile curvatubi automatica è ideale per l'installazione e la manutenzione di tubi in vari ambienti industriali e commerciali, tra cui:
Impianti di produzione
Magazzini e centri di distribuzione
Cantieri e impianti marini
Cantieri ed edifici
Infrastruttura ferroviaria
Officine di produzione e riparazione di autoveicoli
Funzionalità aggiuntive: Il componente di curvatura dei tubi (cilindro idraulico) può essere staccato e riutilizzato come macchina indipendente per il sollevamento di tubi idraulici, offrendo una maggiore versatilità per applicazioni specializzate.
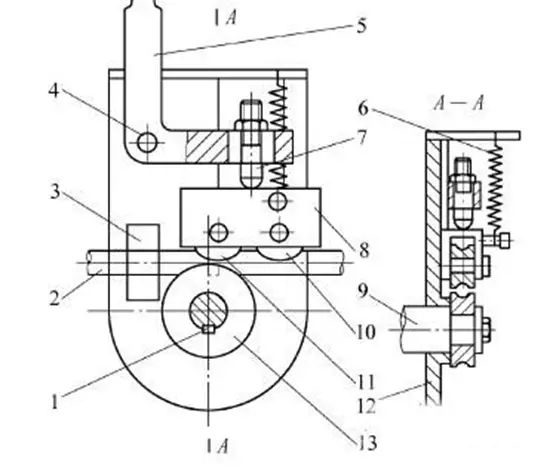
Struttura della piegatrice per tubi
Chiave
Tubo in acciaio
Morsetto per tubi in acciaio
Asse del perno
Maniglia
Primavera
Viti di regolazione
Sedile a rotelle
Mandrino
Puleggia di guida
Ruota della pressa a rulli
Giradischi
Modulo di piegatura dei tubi
(1) STAMPO DI PIEGATURA
Installazione:
rimuovere il dado fisso dello stampo di piegatura in senso antiorario.
inserire lo stampo di piegatura, quindi bloccare il dado fisso dello stampo di piegatura.
(2) MORSETTIERA
Installazione:
tirare la matrice di serraggio per fissare l'albero di centraggio.
inserire la matrice di serraggio, quindi inserire il mandrino fisso.
Regolazione: la regolazione
A. Bloccare e rilasciare la sede di serraggio, quindi impostare il pannello di controllo sulla modalità manuale. Premere il pulsante di bloccaggio fino alla fine del percorso di bloccaggio. (A questo punto, dovrebbe esserci uno spazio tra il dado di bloccaggio della ruota, che può essere regolato con la vite di regolazione della sede di bloccaggio).
B. Regolare la vite di regolazione della sede di serraggio in modo che lo stampo di serraggio e lo stampo di piegatura siano completamente sigillati.
C. Premere il pulsante posteriore per far rientrare il dado di serraggio, quindi regolare la vite di serraggio ruotandola di circa 1/2 o 1/4 di cerchio in senso orario.
D. Infine, bloccare il dado fisso sulla sede di serraggio.
(3) Pressione DIE
Installazione:
A, rimuovere la vite di fissaggio dello stampo di pressione e inserire lo stampo di pressione.
B, bloccare le viti dello stampo guida.
Regolazione:
A. Bloccare e rilasciare la sede di serraggio, quindi impostare il pannello di controllo sulla modalità manuale. Premere il pulsante di bloccaggio fino alla fine del percorso di bloccaggio. (A questo punto, dovrebbe esserci uno spazio tra il dado di bloccaggio della ruota, che può essere regolato con la vite di regolazione della sede di bloccaggio).
B. Regolare la vite di regolazione della sede di serraggio in modo che lo stampo di serraggio e lo stampo di piegatura siano completamente sigillati.
C. Premere il pulsante posteriore per far rientrare il dado di serraggio, quindi regolare la vite di serraggio ruotandola di circa 1/2 o 1/4 di cerchio in senso orario.
D. Infine, bloccare il dado fisso sulla sede di serraggio.
(4) Mandrino
Installazione:
A. inserire il mandrino nell'asta d'anima in senso orario.
B. quindi fissare le viti del mandrino.
(Si prega di notare che il mandrino deve essere nella direzione di piegatura).
Funzionamento della piegatrice per tubi
La macchina utensile deve essere adeguatamente messa a terra utilizzando un cavo di rame flessibile con una sezione trasversale minima di 4 mm². La tensione di alimentazione deve rimanere all'interno dell'intervallo specificato. Evitare di testare il circuito di controllo con un megger (tester di isolamento), poiché potrebbe danneggiare i componenti elettronici sensibili.
Quando si collegano o scollegano i connettori elettrici, afferrare sempre il corpo del connettore anziché tirare i fili o i cavi per evitare la rottura dei giunti di saldatura o dei fili.
Proteggete i finecorsa, gli encoder e altri componenti di precisione dall'impatto con oggetti duri per mantenerne l'accuratezza e la funzionalità.
Proteggere l'unità display da oggetti appuntiti per evitare danni allo schermo e garantire una chiara visibilità delle informazioni critiche.
Installare il quadro elettrico in un'area ben ventilata, lontano da ambienti polverosi o da atmosfere corrosive che potrebbero compromettere i componenti elettronici.
Non modificare i terminali di ingresso/uscita del PC per mantenere l'integrità del sistema e prevenire potenziali malfunzionamenti o rischi per la sicurezza.
Quando si modifica l'alimentazione della macchina utensile, riconfermare le specifiche del motore per garantire la compatibilità e le prestazioni ottimali.
Mantenere la pulizia della macchina, prestando particolare attenzione al blocco di bloccaggio e al blocco di scorrimento. Ispezionare e rimuovere regolarmente eventuali detriti o corpi estranei che potrebbero compromettere la precisione o causare usura.
Implementare un programma di lubrificazione regolare per la catena e tutte le parti scorrevoli, utilizzando lubrificanti appropriati per ridurre al minimo l'attrito e prolungare la durata dei componenti.
Scollegare sempre l'alimentazione prima di eseguire qualsiasi operazione di pulizia o manutenzione per garantire la sicurezza dell'operatore.
Preparazione: Prima del funzionamento, eseguire i seguenti controlli:
Verificare che il livello dell'olio sia al livello indicato
Verificare che tutti i punti di lubrificazione siano stati sottoposti a una manutenzione adeguata.
Verificare il corretto senso di rotazione del motore
Ascoltare eventuali suoni insoliti provenienti dalla pompa dell'olio
Ispezionare l'impianto idraulico per verificare la presenza di eventuali perdite dopo la messa in funzione. Nota: per mantenere l'accuratezza, l'encoder angolare deve rimanere privo di lubrificanti durante il funzionamento.
Regolazione della pressione: Utilizzare la valvola di scarico elettromagnetica per impostare la pressione del sistema alla pressione di esercizio richiesta, in genere non superiore a 12,5 MPa. Ciò garantisce una forza di flessione ottimale, proteggendo al contempo i componenti del sistema.
Regolazione dello stampo: Un allineamento corretto è fondamentale per una piegatura di precisione:
Centrare lo stampo con il blocco di bloccaggio, utilizzando i bulloni di regolazione per la messa a punto.
Allineare il blocco di spinta con lo stampo regolando la posizione del blocco di spinta.
Centrare la testa dell'anima con la matrice allentando il bullone dell'anima, effettuando le regolazioni necessarie e serrando nuovamente in modo sicuro.
Questi allineamenti precisi riducono al minimo l'usura, assicurano una qualità di piegatura costante e prolungano la durata degli utensili.
Precauzioni per il funzionamento in sicurezza della piegatubi
Durante il funzionamento della macchina piegatubi, assicurarsi che l'area di spazzamento del braccio rotante sia libera da tutto il personale. Vietare rigorosamente a chiunque di entrare nelle vicinanze del braccio rotante e dei raccordi dei tubi durante il funzionamento della macchina per evitare potenziali lesioni.
L'impianto idraulico della piegatubi utilizza l'olio idraulico standard YA-N32 (ISO VG 32). Eseguire il cambio annuale dell'olio e la contemporanea pulizia del filtro per mantenere le prestazioni e la durata ottimali del sistema.
Le regolazioni della curvatubi o delle matrici devono essere effettuate solo da personale autorizzato e addestrato. Per garantire la sicurezza, le regolazioni devono essere eseguite da un minimo di due operatori, uno dei quali deve essere posizionato presso l'armadio di comando per monitorare le operazioni e fornire assistenza immediata in caso di necessità.
Prima di qualsiasi regolazione o quando si utilizza la macchina senza un pezzo, rimuovere il mandrino per evitare potenziali danni o disallineamenti.
Mantenere la pressione dell'impianto idraulico al di sotto della soglia massima di 14 MPa (2030 psi) per evitare danni all'impianto e garantire un funzionamento sicuro.
Quando si regola manualmente la velocità del cilindro, ruotare il braccio oltre i 90 gradi. Sincronizzare la velocità di regolazione con la velocità lineare del bordo del gomito rotante. Non superare mai questa velocità in modalità manuale, poiché potrebbe causare la perdita di controllo e potenziali danni all'apparecchiatura.
Eseguire ispezioni regolari della tensione della catena, per garantire un'elasticità costante nel tempo. Una corretta manutenzione della catena è fondamentale per garantire operazioni di piegatura precise e una maggiore durata della macchina.
In modalità di piegatura automatica delle anime, prima di ritrarre il braccio di piegatura precedente, verificare che la testa d'anima sia posizionata correttamente all'interno del tubo e che l'asta dell'anima non sia ostruita. In caso contrario, la testa d'anima o l'asta potrebbero piegarsi o rompersi.
Dopo ogni utilizzo, scollegare l'alimentazione ed eseguire un'accurata pulizia e lubrificazione della macchina. Questa pratica contribuisce a mantenere le prestazioni ottimali, a prolungare la durata dell'apparecchiatura e a garantirne la prontezza per le operazioni successive.
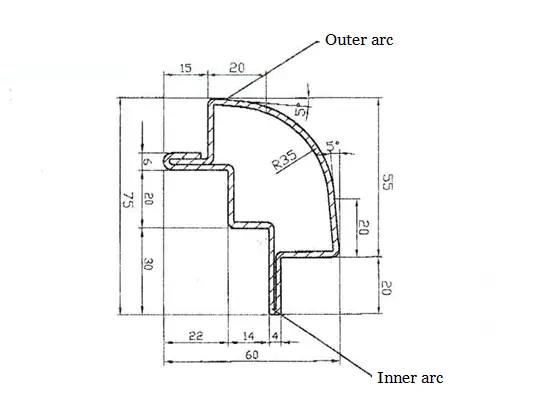
Regolarizzazione del tipo di tubo curvo
Progettate i tubi di scarico per ridurre al minimo le geometrie complesse, concentrandovi su curve standardizzate e processi di produzione efficienti. Evitare archi di cerchio ampi, curve arbitrarie e curve composite superiori a 180°.
Gli archi circolari di grandi dimensioni aumentano la complessità della produzione e sono limitati dalle capacità delle curvatubi. Spesso richiedono attrezzature specializzate o processi in più fasi, riducendo l'efficienza produttiva complessiva e aumentando i costi.
Curve arbitrarie e piegature composite ostacolano gli sforzi di meccanizzazione e automazione. Queste forme irregolari spesso richiedono la fabbricazione manuale, impedendo l'implementazione di tecniche di produzione avanzate come la piegatura CNC o la saldatura robotizzata. Questa dipendenza dal lavoro manuale non solo aumenta i tempi di produzione, ma espone gli operatori ai rischi ergonomici associati ai movimenti ripetitivi e al sollevamento di carichi pesanti.
Le curve superiori a 180° rappresentano una sfida significativa nel processo di piegatura dei tubi. La maggior parte delle curvatubi standard non è in grado di formare o rilasciare efficacemente angoli così estremi a causa di limitazioni meccaniche. Queste curve richiedono spesso una fabbricazione segmentata o un'attrezzatura specializzata, con conseguente aumento della complessità della produzione, potenziali problemi di qualità nei punti di giunzione e costi di produzione più elevati.
Ottimizzare il design del tubo di scarico per la producibilità:
Utilizza raggi di curvatura e angoli standardizzati compatibili con le comuni apparecchiature di curvatura dei tubi.
Implementare i principi di progettazione modulare, suddividendo le geometrie complesse in segmenti più semplici e ripetibili.
Considerare l'uso della curvatura con mandrino per ottenere raggi più stretti, mantenendo l'integrità del tubo e la forma della sezione trasversale.
Incorporare sezioni rettilinee tra le curve per facilitare l'impostazione e migliorare le caratteristiche del flusso.
Sfruttate il software CAD 3D e FEA per simulare e ottimizzare i progetti di piegatura in termini di prestazioni e producibilità.
Velocità di curvatura della macchina piegatubi
La velocità di curvatura nei processi di formatura dei tubi influisce in modo significativo sulla qualità del prodotto finale. L'ottimizzazione di questo parametro è fondamentale per ottenere i risultati desiderati ed evitare i difetti più comuni. Gli effetti della velocità di curvatura sulla qualità della formatura possono essere riassunti come segue:
Velocità eccessiva:
Aumenta il rischio di punti piatti (appiattimento) sulle sezioni curve dei condotti
Può compromettere la rotondità del tubo, con il rischio di non rispettare le tolleranze specificate.
Può portare a lacerazioni (irregolarità della superficie) e, in casi estremi, alla frattura del materiale.
Velocità insufficiente:
Favorisce la formazione di grinze sul raggio interno della curva a causa delle sollecitazioni di compressione.
Può provocare uno slittamento tra il tubo e la matrice di pressione, compromettendo l'accuratezza della curvatura.
Nel caso di tubi di diametro maggiore, possono verificarsi segni di affossamento (depressioni localizzate) all'estradosso della curva.
Per determinare la velocità di piegatura ottimale, si consiglia di impostare la velocità finale di piegatura a 20-40% della capacità massima della macchina. Questo intervallo offre un equilibrio tra produttività e qualità, consentendo di:
Flusso di materiale adeguato durante la deformazione
Effetto di ritorno elastico ridotto al minimo
Riduzione del rischio di difetti associati a entrambe le velocità estreme
I fattori che influenzano la selezione della velocità specifica all'interno di questo intervallo includono:
Proprietà del materiale (resistenza allo snervamento, tasso di incrudimento)
Diametro e spessore della parete del tubo
Raggio di curvatura
Condizioni di lubrificazione
Progettazione e condizioni degli utensili
È importante notare che queste linee guida possono variare leggermente a seconda della macchina piegatubi, del materiale e dell'applicazione specifici. Per ottenere risultati ottimali nelle operazioni di curvatura dei tubi è essenziale eseguire prove e mettere a punto i parametri di processo per ogni singola configurazione.
La standardizzazione del raggio di curvatura della piegatubi
La scelta di un raggio di curvatura ottimale è fondamentale nelle operazioni di curvatura dei tubi, bilanciando i principi "un tubo, una matrice" e "più tubi, una matrice" per massimizzare l'efficienza e la versatilità.
Negli scenari in cui un tubo richiede solo poche posizioni o angoli di curvatura, di solito si utilizza un unico raggio di curvatura. Questo approccio, noto come "un tubo, una matrice", è reso necessario dai vincoli meccanici delle macchine piegatubi, che non possono modificare il loro modulo di curvatura durante il processo. Questo metodo garantisce la precisione per specifiche configurazioni di tubi, ma può limitare la flessibilità.
Al contrario, l'approccio "più tubi, uno stampo" offre maggiore versatilità e convenienza. Questa strategia prevede la standardizzazione del raggio di curvatura per tubi di diametro identico, indipendentemente dalla loro forma finale. Utilizzando gli stessi moduli di piegatura per diverse configurazioni di tubi, questo metodo riduce significativamente l'inventario degli utensili necessari. Questa standardizzazione non solo snellisce la produzione, ma riduce anche i tempi di allestimento e i costi degli utensili.
La scelta tra questi approcci dipende da fattori quali il volume di produzione, la varietà dei disegni dei tubi e le risorse disponibili. Per la produzione di volumi elevati di pezzi standardizzati, il metodo "più tubi, una matrice" si rivela spesso più efficiente. Tuttavia, per applicazioni specializzate o a basso volume, l'approccio "un tubo, uno stampo" può essere più adatto.
È importante notare che quando si implementa la strategia "più tubi, una matrice", è necessario considerare attentamente le proprietà dei materiali, lo spessore delle pareti e i requisiti di qualità della curvatura per garantire che un singolo raggio possa servire adeguatamente più progetti di tubi senza compromettere l'integrità strutturale o le prestazioni.
Mandrino per tubi piegati e sua posizione
Nel processo di curvatura dei tubi, un mandrino funge da meccanismo di supporto interno fondamentale per mantenere l'integrità strutturale della parete interna del tubo al raggio di curvatura, impedendo efficacemente la deformazione e l'ovalizzazione. Senza l'impiego di un mandrino, garantire una qualità e un'accuratezza dimensionale costanti nelle operazioni di curvatura dei tubi diventa molto difficile, in particolare per i tubi a parete sottile o per quelli che richiedono raggi di curvatura stretti.
I mandrini sono disponibili in varie configurazioni, ognuna progettata per soddisfare requisiti specifici di piegatura:
1. Mandrini cilindrici: Adatti per curve semplici in tubi a parete spessa.
2. Mandrini universali:
Testa a sfera singola
Testa a doppia sfera
Testa a tre sfere
Testa a quattro sfere
3. Mandrini di orientamento:
Testa a sfera singola
Testa a più sfere
Questi design consentono di adattarsi con flessibilità a tubi di diverso diametro, spessore e complessità di curvatura.
Il posizionamento preciso del mandrino all'interno del tubo durante il processo di formatura gioca un ruolo fondamentale per ottenere risultati di piegatura ottimali. In teoria, il punto di tangenza del mandrino dovrebbe allinearsi con il punto di tangenza della matrice di curvatura del tubo. Tuttavia, studi empirici approfonditi hanno dimostrato che avanzando il mandrino di 1-2 mm oltre questo punto teorico si ottengono qualità e consistenza di piegatura superiori.
Questo leggero posizionamento in avanti del mandrino offre diversi vantaggi:
Maggiore supporto nella zona critica di flessione
Riduzione del rischio di rughe sul raggio interno
Migliore stabilità della sezione trasversale lungo tutta la curva
È importante notare che un avanzamento eccessivo del mandrino può portare a effetti indesiderati, come la formazione di una sporgenza "a testa d'oca" sulla parete esterna della sezione curva. Questo fenomeno si verifica a causa dell'eccessiva compressione del materiale in corrispondenza del raggio esterno, sottolineando l'importanza di un posizionamento preciso del mandrino.
Per ottenere risultati ottimali, nel determinare la posizione ideale del mandrino si devono considerare fattori quali le proprietà del materiale del tubo, il rapporto tra diametro e spessore della parete, il raggio di curvatura e l'angolo di curvatura. Un software avanzato di simulazione della curvatura e test iterativi possono affinare ulteriormente il processo per applicazioni specifiche.
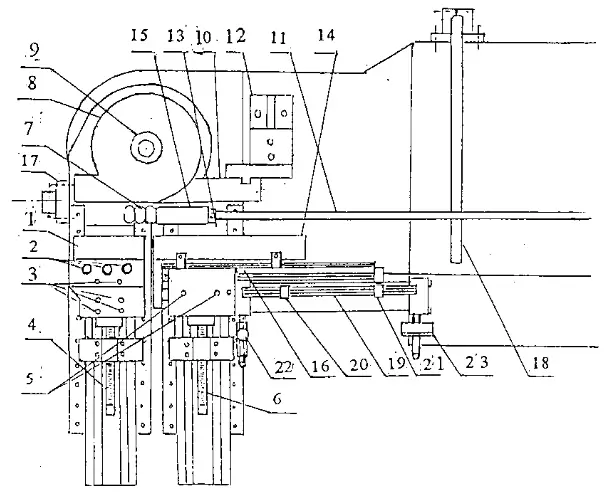
Come installare lo stampo della piegatrice automatica di tubi CNC?
vite di regolazione della matrice di serraggio
perline per aste di mandrini
piastra antirughe
dado di fissaggio dell'asta del mandrino
base dello stampo guida
limite di spinta ausiliario sede scorrevole piastra scanalata
valvola ausiliaria di regolazione della velocità di spinta
vite di arresto del manicotto dello stampo di pressatura
stampo di piegatura
asta del mandrino
stampo guida
sedile con tappo
limite ausiliario di spinta anteriore
manometro ausiliario di spinta
vite di regolazione del manicotto dello stampo di pressatura
bloccaggio e chiusura dello stampo di piegatura
sedile a piastra antirughe
mandrino
barra di contenimento
limite di spinta ausiliario
Bloccare il dado di piegatura e il coperchio (9) in senso orario, allentarlo e rimuoverlo. Dopo aver sostituito il dado della ruota di piegatura richiesto, bloccare il dado di piegatura e il tappo.
Installazione dello stampo di bloccaggio principale
Per sostituire la matrice di serraggio richiesta, rimuovere innanzitutto l'albero del perno (2) della matrice di serraggio principale, sostituirlo con la matrice di serraggio desiderata e inserire l'albero del perno. Quindi, allentare il bullone di fissaggio (3) della base dello stampo di bloccaggio, azionare il bloccaggio principale utilizzando la schermata della modalità manuale, ruotare la vite di regolazione dello stampo di bloccaggio (4) e spostarla in avanti fino a quando lo stampo di bloccaggio è bloccato sullo stampo di piegatura. Quindi, premere il morsetto principale per rilasciare il morsetto e ruotare la vite di regolazione dello stampo di bloccaggio in avanti per 1/3 o 1/2 giro. Infine, bloccare le viti di fissaggio della base dello stampo di bloccaggio.
Installazione dello stampo di bloccaggio della guida
Per installare la matrice di guida, seguire lo stesso metodo di cui sopra, ma regolare la forza di serraggio in modo che sia leggermente inferiore a quella della matrice di serraggio principale.
Se il tubo si raggrinzisce durante la piegatura, spostare la vite di regolazione del manicotto dello stampo di pressatura in avanti di circa 1/4 di giro e quindi provare a piegare di nuovo fino a quando non si formano grinze.
Durante la prova di piegatura, è importante assicurarsi che la velocità di avanzamento dello spingitore ausiliario sia sincronizzata con la velocità di piegatura.
Installazione e regolazione dello stelo del mandrino e della sede del cilindro del mandrino
Per installare il cordone del mandrino (7), avvitare l'asta del mandrino (11) nell'asta del mandrino (15) e collegare il mandrino al giunto trasversale del cilindro del mandrino.
Il metodo di regolazione generale consiste nel garantire che l'estremità anteriore dell'asta del mandrino superi di 2-5 mm il punto di tangenza centrale della matrice di piegatura (a seconda del diametro della matrice di piegatura; maggiore è il diametro, maggiore è la distanza dal punto di tangenza, mentre minore è il diametro, il contrario).
La sede del cilindro mandrino deve essere installata sulla guida del cilindro mandrino e la guida del cilindro mandrino deve essere dotata di una scala graduata.
La lancetta indica il raggio della matrice di piegatura, quindi se la matrice di piegatura viene sostituita, la sede del cilindro del mandrino deve essere regolata di conseguenza.
Installazione di un dispositivo antirughe
La piastra antipiega (10) è fissata sulla sede antipiega (12), con la sede dell'arco della piastra antipiega vicina alla matrice di piegatura (8). L'estremità anteriore deve essere il più vicino possibile al centro dello stampo a ruota, mentre l'estremità posteriore della piastra antipiega deve essere parallela allo stampo di guida con una differenza di 1-2 gradi per ridurre l'attrito tra la piastra antipiega e il pezzo.
Manipolazione e installazione della piegatubi
Manipolazione:
L'intera macchina utensile può essere sollevata infilando un filo d'acciaio nella parte inferiore della macchina.
Nel punto di contatto tra la fune d'acciaio e la macchina utensile è necessario collocare un filo o un tessuto di cotone per evitare di danneggiare la superficie del corpo macchina.
Durante la movimentazione, le parti mobili devono essere fissate per evitare movimenti e collisioni.
Installazione:
La macchina utensile deve essere installata direttamente e il livello dell'apparecchiatura può essere regolato regolando il blocco di dimensionamento dello smorzamento ai piedi della macchina utensile.
La posizione del radiatore dell'olio rispetto alla macchina utensile deve essere determinata in base alla posizione operativa effettiva.
Preparazione per la messa in servizio:
Prima della messa in funzione, l'operatore deve leggere attentamente le istruzioni e conoscere le precauzioni di sicurezza, le prestazioni e le specifiche operative della macchina utensile.
Collegare il cavo tra la scatola operativa e l'host.
Aggiungere olio idraulico nel serbatoio dell'olio idraulico fino alla linea centrale dell'indicatore di livello dell'olio.
Aggiungere olio meccanico n. 20 al corpo rotante e alla scatola ingranaggi fino alla linea centrale dell'indicatore di livello dell'olio.
Iniettare grasso lubrificante nel blocco di scorrimento della guida lineare e nelle varie coppe dell'olio.
Verificare la presenza di corpi estranei sulla pista di movimento delle parti mobili e intorno ad essa.
Dopo aver collegato l'alimentazione, premere il pulsante di avvio del motore idraulico (motore) e premere rapidamente il pulsante di arresto di emergenza (fstop), quindi osservare se la direzione del motore è conforme al segno di direzione. In caso contrario, regolare il cablaggio di alimentazione e riprovare.
Controllare la pressione dell'impianto idraulico (dopo l'avviamento del motore idraulico, premere il nucleo della valvola elettromagnetica di troppopieno con l'aiuto di strumenti appropriati); il valore indicato sul manometro deve essere inferiore a 14 MPa (generalmente regolato all'uscita dalla fabbrica).
Applicazioni della piegatrice per tubi
Applicazione nella produzione di apparecchiature per la generazione di energia:
La domanda globale di apparecchiature per la generazione di energia è aumentata in modo significativo a causa della scarsità di risorse e dell'aumento dei costi energetici. In questo settore, le curvatubi CNC svolgono un ruolo cruciale, rappresentando un investimento sostanziale nel processo di produzione. Queste macchine sono essenziali per la creazione di complessi sistemi di tubazioni nelle centrali elettriche, tra cui generatori di vapore, turbine e scambiatori di calore. La loro precisione ed efficienza sono fondamentali per produrre tubi ad alta pressione e intricati sistemi di raffreddamento, garantendo prestazioni e sicurezza ottimali negli impianti di produzione di energia.
Applicazione nell'industria della produzione di stampi:
Le curvatubi CNC sono parte integrante di varie fasi della produzione di stampi, tra cui stampi di formatura, stampi a caldo, stampi a freddo e stampi in plastica. La loro versatilità si estende oltre la tradizionale costruzione di stampi, con applicazioni significative nell'industria automobilistica, ferroviaria, dei macchinari in generale e della produzione di mobili. Questi settori fanno grande affidamento sulla tecnologia di piegatura dei tubi per creare componenti e strutture precise e personalizzate. La capacità delle curvatubi CNC di produrre curve costanti e di alta qualità con uno spreco minimo di materiale le ha rese indispensabili nella moderna produzione di stampi industriali.
Applicazione nell'industria aerospaziale:
Nella produzione aerospaziale, le curvatrici per tubi sono fondamentali per modellare i componenti strutturali degli aerei. Storicamente, questi componenti sono stati realizzati prevalentemente in leghe di alluminio e spesso in grandi volumi. Tuttavia, l'uso crescente di leghe di titanio e materiali compositi nel settore aerospaziale ha portato a requisiti più esigenti per le curvatubi CNC. Le moderne curvatubi aerospaziali devono gestire questi materiali avanzati con estrema precisione, mantenendo tolleranze strette e riducendo al minimo le sollecitazioni del materiale. Vengono utilizzate per creare linee di alimentazione, sistemi idraulici e supporti strutturali, dove l'integrità di ogni curva è fondamentale per la sicurezza e le prestazioni del velivolo. L'evoluzione della tecnologia di piegatura dei tubi in questo settore continua a spingere i confini delle capacità di lavorazione dei materiali, consentendo la produzione di componenti aeronautici più leggeri, più resistenti e più efficienti.
Qual è il prezzo della macchina piegatubi?
La configurazione della piegatubi idraulica è un fattore cruciale nel determinare il suo prezzo. Nel mercato dei macchinari industriali vale l'adagio "si ottiene ciò che si paga": ogni punto di prezzo riflette capacità e livelli di qualità specifici.
Gli utenti che richiedono un'elevata precisione ed efficienza di curvatura nelle curvatubi idrauliche danno priorità alla qualità, che è determinata fondamentalmente dai componenti interni e dal design della macchina. I fattori chiave che influenzano la qualità e il prezzo sono:
Sofisticatezza del sistema di controllo (ad esempio, CNC o manuale)
Capacità e precisione del sistema idraulico
Qualità e versatilità degli utensili
Rigidità e durata del telaio della macchina
Potenza del motore ed efficienza energetica
Caratteristiche di sicurezza e conformità agli standard del settore
Per molti clienti, bilanciare le considerazioni sui costi con i requisiti di qualità rappresenta una sfida significativa. Ciò richiede una comprensione approfondita delle esigenze applicative specifiche, dei volumi di produzione e del calcolo del ROI a lungo termine.
Attualmente, il mercato offre un'ampia gamma di curvatubi, il cui prezzo è generalmente compreso tra 3.000 e 100.000 RMB (circa $460-$15.400 USD). Le quotazioni specifiche dipendono da diversi fattori:
Capacità dello spessore della parete del materiale
Raggio di curvatura massimo
Gamma di diametri dei tubi
Precisione dell'angolo di piegatura
Velocità di produzione
Livello di automazione
Caratteristiche aggiuntive (ad esempio, utensili multi-stack, lubrificazione automatica)
Quando si valutano le opzioni di piegatura dei tubi, è essenziale considerare non solo il prezzo di acquisto iniziale, ma anche fattori quali:
Efficienza operativa e potenziali aumenti di produttività
Requisiti di manutenzione e costi associati
Versatilità nella gestione di tubi di diversi materiali e dimensioni
Consumo energetico e impatto ambientale
Disponibilità di ricambi e assistenza tecnica
Come utilizzare la piegatrice per tubi?
Regolazione della macchina utensile:
Per ottenere la forma geometrica desiderata per il tubo piegato, selezionare lo stampo in base al diametro esterno, allo spessore della parete e al raggio di curvatura del raccordo, quindi regolare le parti corrispondenti.
Angolo di flessione:
Inserire l'angolo richiesto sul display di funzionamento in base alle esigenze dell'utente (consultare il manuale dell'apparecchio elettrico).
Regolazione del meccanismo di bloccaggio e di spinta della piastra scorrevole:
Il bloccaggio e la spinta del tubo di questa macchina utensile adottano un meccanismo di aumento della forza della biella.
Per garantire l'autobloccaggio dello stato di bloccaggio, allentare prima le barre a vite del meccanismo di bloccaggio del tubo e del meccanismo di spinta. Quindi, in stato manuale, i due meccanismi si trovano in posizione di bloccaggio e, infine, stringere le barre a vite.
La velocità del blocco scorrevole può essere regolata dalla valvola a farfalla unidirezionale per sincronizzarla con l'albero principale.
Regolare la parte di rotazione dell'asta della vite di traslazione in base al tubo e allo stampo selezionati per far coincidere la linea centrale del manicotto con il centro del gomito dello stampo.
Regolazione della contropunta:
In primo luogo, regolare la contropunta in modo che il centro dell'asta di carotaggio coincida con il centro del gomito della matrice, quindi regolare l'asta a vite sull'asta del pistone della contropunta in modo che la testa di carotaggio si estenda nella posizione appropriata.
Il funzionamento a vuoto della macchina utensile:
In modalità manuale, premere il pulsante di azione per azionare il cilindro dell'olio corrispondente e osservare se l'azione è normale senza strisciamenti, pulsazioni e perdite di olio.
Utilizzare la modalità inching per spostare il carrello lungo la guida, ruotare il manicotto rotante e osservarne la flessibilità e la precisione.
Azionare il cilindro di serraggio della pinza per osservare il movimento del manicotto scorrevole e l'affidabilità del serraggio.
Selezionare diverse angolazioni per osservare il coordinamento e la coerenza delle azioni di ciascun meccanismo in modalità automatica. Dopo aver verificato che tutti gli elementi sono normali, l'apparecchiatura può essere messa in funzione.
Suggerimenti per l'utilizzo della piegatrice per tubi
Quando si utilizza una macchina piegatubi, è necessario osservare i seguenti punti:
Ispezione pre-operativa:
Controllare i punti di lubrificazione per verificare che i livelli dell'olio siano adeguati
Verificare l'affidabilità dei dispositivi di protezione di sicurezza
Assicurarsi che tutti i meccanismi mobili siano sicuri e ben serrati.
Effettuare una conferma finale da parte di un operatore qualificato prima di avviare il processo di piegatura.
Controllo dell'impianto idraulico:
Avviare la pompa idraulica e verificare che la pressione del sistema rientri nell'intervallo specificato.
Una pressione eccessiva può danneggiare i componenti idraulici e sprecare energia.
Una pressione insufficiente compromette le prestazioni e la precisione della piegatura.
Impostazione del pezzo:
Regolare i fermi di posizionamento per ottenere la posizione e l'angolo di piegatura desiderati.
Posizionare con precisione il tubo alla lunghezza predeterminata per la piegatura
Allineamento degli stampi:
Regolare le guide verticali per garantire il corretto allineamento del cilindro di pressatura.
Verificare che la matrice di serraggio possa afferrare saldamente il tubo senza slittamenti o deformazioni.
Verifica del serraggio:
Verificare che il cilindro di pressatura possa mantenere una presa salda sul tubo per tutto il ciclo di piegatura.
Operazione di piegatura:
Inserire il pezzo nello stampo di piegatura
Allineare il bordo di entrata del tubo con l'arresto di posizionamento.
Attivare l'interruttore a pedale per avviare la sequenza di piegatura.
Procedure post-operatorie:
Dopo aver completato le operazioni di piegatura, scollegare l'alimentazione.
Eseguire una pulizia accurata della macchina e degli stampi
Applicare la lubrificazione appropriata a tutti i punti designati
Protocolli di emergenza:
In caso di emergenza durante il funzionamento, premere immediatamente il pulsante di arresto di emergenza.
Passare alla modalità manuale mediante il selettore
Reimpostare manualmente la macchina con attenzione
Segnalare tempestivamente eventuali malfunzionamenti o guasti per una tempestiva riparazione e manutenzione.
Manutenzione della macchina piegatubi
Otto metodi per la manutenzione delle piegatrici:
Metodo 1:
Durante l'utilizzo della curvatubi, è necessario attenersi scrupolosamente alle norme d'uso (punti chiave).
È necessaria una manutenzione regolare delle macchine. Il personale addetto alla manutenzione deve essere qualificato attraverso l'istruzione e la formazione.
Metodo 2:
La piegatubi deve essere mantenuta pulita e le parti non verniciate devono essere ricoperte di grasso antiruggine.
Controllare se la pressione di ciascun sistema di pressione dell'olio è normale.
Metodo 3:
Prima di avviare ogni volta la piegatubi, l'olio lubrificante deve essere aggiunto regolarmente in punti fissi e quantitativamente secondo i requisiti della tabella di lubrificazione.
L'olio deve essere pulito e privo di sedimenti.
Il tubo dell'olio e la linea del braccio di piegatura non devono toccare il suolo.
Metodo 4:
Controllare e riparare regolarmente l'interruttore, il fusibile e la maniglia per garantirne il funzionamento affidabile.
Controllare regolarmente che l'olio idraulico nel serbatoio raggiunga almeno 80% dell'indicatore di livello dell'olio.
Metodo 5:
Il olio lubrificante nel cuscinetto del motore deve essere sostituito e riempito regolarmente e il funzionamento del motore deve essere controllato regolarmente.
L'indice di temperatura dell'indicatore di livello dell'olio non deve superare i 60℃.
Metodo 6:
Controllare regolarmente se la cinghia trapezoidale, la maniglia, la manopola e la chiave sono danneggiate. Se sono molto usurati, devono essere sostituiti tempestivamente.
Aggiungere regolarmente grasso lubrificante nella posizione di ingranaggio tra l'ingranaggio di trasmissione e la cremagliera.
Metodo 7:
È severamente vietato al personale non designato di azionare l'apparecchiatura. In generale, le persone devono abbandonare la macchina e fermarsi.
La parte scorrevole o rotante deve essere lubrificata regolarmente.
Metodo 8:
Lubrificare e pulire la piegatubi 10 minuti prima del lavoro ogni giorno.
Quando si opera al di sotto dei 5℃, prestare attenzione allo stagno e non lasciarlo congelare.
Non collocare oggetti magnetici vicino al servomotore e non farli urtare.
Quando si pulisce il display LCD, interrompere prima l'alimentazione e non pulirlo con detergenti liquidi o vapori liquefatti.
Non collocare la macchina in un luogo in cui si verifichino infiltrazioni di pioggia o umidità.
Risoluzione dei problemi della piegatrice di tubi
Se si riscontra una perdita d'olio nel cilindro dell'olio, è necessario sostituire l'anello di tenuta.
Se la pressione della macchina risulta insufficiente, verificare se il livello dell'olio nel serbatoio è sufficiente e se la temperatura dell'olio è troppo alta.
Quando l'interruttore di prossimità non viene rilevato, il display mostra la causa del guasto. Utilizzare le informazioni di guasto visualizzate per individuare il problema ai fini della manutenzione e della risoluzione dei problemi.
In caso di angolo impreciso, verificare se il cilindro dell'artiglio si muove in avanti ed è in posizione, oppure controllare se l'artiglio corrispondente è troppo grande.
Se il servo non gira o il servomotore non si alimenta durante il funzionamento, verificare se è presente un codice di guasto nella scheda di controllo. servocomando. Il guasto più comune è una momentanea bassa tensione. Se si verificano le condizioni di cui sopra, spegnere prima l'alimentazione principale e riavviarla dopo 30 secondi. Se non si riesce a risolvere il problema, si prega di informare l'azienda. Non smontare e riparare l'apparecchio senza autorizzazione, perché sarete responsabili delle conseguenze.
Se l'angolo di curvatura non è corretto, verificare se la vite di fissaggio dell'accoppiamento dell'encoder è allentata e se la curvatura lenta finale ha un angolo di ingresso.
Se una qualsiasi azione della pressione dell'olio non risponde, verificare se l'elettrovalvola corrispondente è anomala.
Migliori fornitori/produttori di piegatrici per tubi
Migliori fornitori/produttori di piegatrici per tubi
Per una panoramica completa dei principali operatori del settore, si consiglia di consultare la nostra guida dettagliata sul "Top 16 Piegatrici per tubi e tubi Produttori." Questa risorsa fornisce informazioni approfondite su ciascun produttore, comprese le specialità, le innovazioni tecnologiche e il posizionamento sul mercato.
Quando si sceglie un fornitore di macchine piegatubi, occorre considerare fattori quali:
Capacità della macchina (raggio di curvatura, gamma di spessori delle pareti, compatibilità dei materiali)
Precisione e ripetibilità
Funzioni di automazione e integrazione con l'Industria 4.0
Assistenza post-vendita e disponibilità di ricambi
Opzioni di personalizzazione per applicazioni specifiche
Efficienza energetica e considerazioni ambientali
Costo totale di proprietà, compresi i costi di manutenzione e di esercizio
Valutando questi criteri in base alle vostre specifiche esigenze di produzione, potrete prendere una decisione informata sul miglior fornitore di curvatubi per le vostre necessità. Ricordate che la scelta ottimale può variare a seconda del settore, del volume di produzione e della complessità delle operazioni di piegatura.
Come scegliere la macchina piegatubi giusta?
La scelta della macchina piegatubi più adatta è fondamentale per ottenere processi di produzione efficienti e precisi. Considerate i seguenti fattori per prendere una decisione informata:
Determinare la gamma di diametri dei tubi: Valutate le vostre reali esigenze di produzione per stabilire la gamma di diametri dei tubi con cui lavorerete. Questo è un primo passo fondamentale, poiché ogni macchina curvatubi ha limiti specifici sulla sua capacità di curvatura.
Valutare i parametri di curvatura per il raccordo più grande: Analizzare le seguenti caratteristiche per il raccordo più impegnativo nell'ambito della vostra produzione: a) composizione del materiale (ad esempio, acciaio al carbonio, acciaio inossidabile, leghe di alluminio) b) Profilo trasversale (ferro tondo, quadrato, rettangolare, angolare) c) Diametro esterno d) Spessore della parete e) Raggio di curvatura (raggio di mezzeria) f) Angolo di curvatura e numero di curvature per pezzo
Considerate altri fattori: a) Requisiti di volume di produzione e tempo di ciclo b) Spazio disponibile e ingombro della macchina c) Fonte di alimentazione ed efficienza energetica d) complessità del sistema di controllo (manuale, semiautomatico o CNC) e) Compatibilità degli utensili e tempi di sostituzione f) Specifiche di precisione e ripetibilità della macchina
Analizzare i metodi di piegatura: Diversi metodi di piegatura si adattano a varie applicazioni: a) Curvatura ad estrazione rotativa: Ideale per piegature precise e a raggio stretto b) Curvatura in rotolo: Adatto per tubi di grande diametro e curve dolci c) Curvatura a compressione: Conveniente per piegature semplici in diametri più piccoli d) Curvatura con mandrino: Fornisce un supporto interno per i tubi a parete sottile
Valutare le caratteristiche della macchina: Cercate le funzioni che migliorano la produttività e la qualità: a) Utensili multi-stack per un rapido cambio di diametro b) Meccanismi di spinta e assistenza per materiali impegnativi c) Sistemi di lubrificazione automatica d) Misure integrate di controllo della qualità (ad esempio, compensazione del ritorno elastico).
Consultare i produttori: Fornite i parametri e i requisiti compilati ai produttori di macchine curvatubi affidabili. La loro esperienza vi aiuterà ad abbinare le vostre esigenze con il modello più adatto, tenendo conto di fattori quali: a) Capacità e limiti della macchina b) Opzioni di lavorazione e flessibilità c) Capacità del software di gestire sequenze di curve complesse d) Assistenza e formazione post-vendita
Considerare le esigenze future: Pur tenendo conto dei requisiti attuali, è necessario tenere conto delle potenziali richieste di produzione future per assicurarsi che la macchina selezionata offra spazio per la crescita e l'adattabilità.
Valutando attentamente questi aspetti, potrete scegliere una curvatubi che non solo soddisfi le vostre attuali esigenze di produzione, ma che fornisca anche valore ed efficienza a lungo termine per i vostri processi produttivi.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come i tubi metallici intricati ottengano le loro curve e forme precise? Questo articolo svela i principali produttori di macchine piegatubi, mostrando le loro tecnologie innovative...
Questo post esplora l'affascinante mondo delle tecniche di piegatura dei tubi. In qualità di ingegnere meccanico esperto, condividerò le mie intuizioni sui vari metodi utilizzati per modellare i tubi per diverse applicazioni....
Avete mai ammirato le curve aggraziate di un corrimano in acciaio inox o le linee slanciate di una scultura in metallo? Dietro questi splendidi design si celano l'arte e la scienza...