Apparecchiature e calcoli per la piegatura dei tubi: Guida definitiva
Vi siete mai meravigliati delle intricate curve e piegature dei tubi industriali? In questo post esploreremo l'affascinante mondo delle attrezzature e dei calcoli per la piegatura dei tubi. Il nostro esperto ingegnere meccanico vi guiderà attraverso il processo, condividendo intuizioni ed esempi per aiutarvi a comprendere questo aspetto critico della progettazione e della fabbricazione industriale.
La curvatura dei tubi può essere classificata in tre tipi: curve trafilate, curve a pressione e curve saldate.
Le curve trafilate possono essere ulteriormente suddivise in trafilate a freddo e trafilate a caldo. Questo capitolo introduce principalmente le caratteristiche strutturali, le capacità e il funzionamento delle apparecchiature per la curvatura dei tubi comunemente utilizzate, oltre al calcolo del materiale per la curvatura dei tubi.
I. Conoscenze generali sulla piegatura dei tubi
Un tubo piegato è un raccordo che modifica la direzione della tubazione. I tubi piegati possono essere visti dove i tubi si incrociano, si piegano o si avvolgono intorno alle travi.
I tubi curvi trafilati hanno un'eccellente espandibilità, un'elevata resistenza alla pressione e una bassa resistenza, che li rende comunemente utilizzati in edilizia.
Le principali forme di tubi piegati includono vari angoli di gomito, tubi a U, curve avanti e indietro (note anche come curve a Z) e tubi curvi, come mostrato nella Figura 1-1.
Un gomito è un raccordo per tubazioni con un'apertura arbitraria angolo di curvaturautilizzato in corrispondenza delle curve di un tubo. Il raggio di curvatura del gomito è rappresentato da R. Quando R è maggiore, la parte di curvatura del tubo è più grande, rendendo la curva più dolce. Quando R è minore, la parte di curvatura del tubo è più piccola e la curva risulta più stretta.
Una curva avanti e indietro è un raccordo per tubi con due angoli di curvatura (di solito 135°). La distanza tra le linee centrali delle estremità piegate di un tubo a curva avanti e indietro è chiamata altezza della curva avanti e indietro, rappresentata dalla lettera h. Viene generalmente utilizzata quando si collegano le colonne di riscaldamento interne con la rete e i radiatori e quando si collegano tubi con giunzioni che non sono sullo stesso piano.
Un tubo a U è un raccordo semicircolare. La distanza d tra le linee centrali delle due estremità del tubo è pari al doppio del raggio di curvatura R. I tubi a U possono sostituire due gomiti a 90° e sono spesso utilizzati per collegare due radiatori ad ala rotonda disposti verticalmente.
Figura 1-1 Principali forme di tubi piegati
Il tubo curvo viene montato con tre angoli di curvatura. L'angolo centrale è generalmente di 90° e gli angoli laterali sono di 135°. I tubi curvi vengono utilizzati per bypassare altri tubi e sono spesso impiegati nelle tubazioni degli impianti sanitari con forniture di acqua calda e fredda.
Le dimensioni del tubo piegato sono determinate dal diametro del tubo, dall'angolo di piegatura e dal raggio di curvatura. L'angolo di curvatura viene determinato in base ai disegni e alla situazione reale del cantiere, quindi viene realizzata una dima. Il tubo piegato viene realizzato in base alla dima e si controlla se l'angolo di piegatura del raccordo fabbricato soddisfa i requisiti.
La sagoma può essere fabbricata con acciaio rotondo; il diametro dell'acciaio rotondo viene scelto in base alle dimensioni del diametro del tubo da fabbricare, 10-14 mm sono sufficienti. Il raggio di curvatura del tubo piegato deve essere determinato in base alle dimensioni del diametro del tubo, ai requisiti di progettazione e alle normative vigenti. Non deve essere troppo grande, né arbitrariamente scelto troppo piccolo.
Infatti, se il raggio di curvatura è troppo grande, non solo si utilizza più materiale, ma anche il posto occupato dalla parte piegata del tubo è più grande, il che può causare difficoltà nell'assemblaggio del tubo; se il raggio di curvatura è scelto troppo piccolo, la parete del tubo sul retro della curva è eccessivamente allungata e assottigliata, riducendo la sua resistenza, e la parete del tubo all'interno della curva è compressa, formando uno stato rugoso.
Pertanto, è generalmente stabilito che il raggio di curvatura dei tubi piegati a caldo non deve essere inferiore a 3,5 volte il diametro esterno del tubo; il raggio di curvatura dei tubi piegati a freddo non deve essere inferiore a 4 volte il diametro esterno del tubo; il raggio di curvatura dei gomiti saldati non deve essere inferiore a 1,5 volte il diametro esterno del tubo; il raggio di curvatura dei gomiti forati non deve essere inferiore al diametro esterno del tubo.
Quando si piega il tubo, il metallo all'interno della curva viene compresso e la parete del tubo si ispessisce; il metallo sul retro della curva viene allungato e la parete del tubo si assottiglia. Più piccolo è il raggio di curvatura, più grave è l'assottigliamento della parete del tubo nella parte posteriore della curva e maggiore è l'impatto sulla resistenza posteriore.
Per evitare che le prestazioni di lavoro originali del tubo cambino troppo dopo la curvatura, è generalmente previsto che, dopo la curvatura, il tasso di assottigliamento della parete del tubo non superi 15%. Il tasso di assottigliamento della parete del tubo può essere calcolato secondo la seguente formula:
A=[1-R/(R+DW/2)]×100%
Nella formula:
A è il tasso di assottigliamento (%) della generatrice esterna del tubo dopo la piegatura;
DW è il diametro esterno del tubo (mm);
R è il raggio di curvatura del tubo piegato (mm).
Durante la piegatura del tubo, a causa della variazione dello spessore delle pareti interne ed esterne del segmento piegato del tubo, la forma della sezione trasversale del segmento piegato cambia da un cerchio a un'ellisse. La modifica della forma della sezione trasversale del tubo piegato riduce l'area della sezione trasversale del flusso del tubo, aumentando così la resistenza del fluido e riducendo anche la capacità del tubo di resistere alla pressione interna.
Pertanto, per l'ellitticità dei tubi piegati si applicano generalmente le seguenti disposizioni: Quando il diametro del tubo è inferiore o uguale a 150 mm, l'ellitticità non deve superare 10%; quando il diametro del tubo è inferiore o uguale a 200 mm, l'ellitticità non deve superare 8%.
L'ellitticità del tubo può essere calcolata secondo la seguente formula:
T=(d1-d2)/d1×100%
Dove:
T è l'ovalizzazione (%);
d1 è l'asse maggiore alla massima deformazione ovale (mm);
d2 è l'asse minore alla massima deformazione ovale (mm).
Quando si realizzano tubi di curvatura a freddo o a caldo con acqua, tubi di acciaio per gas e tubi di acciaio saldati longitudinalmente, la saldatura del tubo deve essere posizionata a 45° rispetto alla linea centrale del lato, come mostrato nella Figura 1-2. Questo per evitare che la saldatura del tubo si rompa durante la piegatura. Questo per evitare che la saldatura del tubo si rompa durante la piegatura.
Figura 1-2 Posizione del cordone di saldatura quando il tubo d'acciaio aggraffato viene piegato
In generale, durante la curvatura del tubo non è consentito lo sviluppo di grinze. Se sono presenti singole aree irregolari, la loro altezza non deve superare i seguenti limiti: quando il diametro è inferiore o uguale a 125 mm, non deve superare i 4 mm; quando il diametro è inferiore o uguale a 200 mm, non deve superare i 5 mm.
II. Calcolo e taglio del tubo curvo
Prima di eseguire il lavoro di piegatura dei tubi, è necessario calcolare la lunghezza della sezione piegata del tubo e segnare il punto di partenza della piegatura, in modo da ottenere il semilavorato corretto dopo la piegatura.
1. Calcolo della curvatura a 90° del tubo
I tubi con curvatura a 90° sono i più utilizzati nell'ingegneria delle condotte e il loro raggio di curvatura varia a seconda dei diversi metodi di produzione. Per i tubi piegati a freddo si considera solitamente R=(4~6)D; per i tubi piegati a caldo si considera R=4D; per i gomiti stampati o saldati si considera solitamente R=(1~1,5)D. Una volta determinato il raggio di curvatura, è possibile calcolare la lunghezza di taglio della parte piegata e determinare la lunghezza di riscaldamento durante la curvatura a caldo, come mostrato nella Figura 1-3.
Come si può notare dalla figura, dopo che il tubo è stato piegato, l'arco esterno e l'arco interno della sezione piegata non sono le lunghezze effettive del tubo rettilineo originale, ma solo la lunghezza della linea centrale del tubo piegato rimane invariata prima e dopo la piegatura, e la sua lunghezza non piegata è uguale alla lunghezza della sezione del tubo rettilineo originale. Supponiamo che i punti di inizio e fine della sezione piegata siano a e b.
Quando l'angolo di curvatura è di 90°, la lunghezza della sezione piegata del tubo è esattamente 1/4 della circonferenza del cerchio disegnato con raggio r, e la sua lunghezza d'arco è rappresentata dal raggio di curvatura, che è
Lunghezza dell'arco ab=2πR/4=1,57R
Dall'equazione (1-3) si evince che la lunghezza non piegata del tubo piegato a 90° è pari a 1,57 volte il raggio di curvatura.
Figura 1-3 Braccio di piegatura a 90°
Durante la curvatura di una curva a U, di una doppia curva inversa o di un espansore quadrato, se la distanza dal centro delle due curve a 90° adiacenti viene disegnato e formato in base ai requisiti di progetto o alle misure effettive, allora l'interasse delle due curve sarà maggiore della distanza originale.
Questo è il risultato dell'estensione prodotta quando il tubo metallico viene riscaldato e piegato. Al momento del taglio, l'errore di estensione deve essere sottratto dall'interasse delle due curve, quindi si devono tracciare la linea centrale e la lunghezza di riscaldamento della seconda curva.
In questo modo, dopo che le due curve sono state piegate, la distanza tra le linee centrali sarà esattamente la dimensione richiesta. L'errore di estensione è mostrato nella Figura 1-4 e può essere calcolato con la seguente formula:
2 - Posizione specificata della linea centrale della seconda curva
3 - Posizione effettiva della linea centrale della seconda curva
4 - Seconda curva
Prendendo come esempio un espansore quadrato, il metodo di piegatura del tubo Il calcolo della scanalatura e della tranciatura è spiegato. Nella Figura 1-5a, l'unità di misura dell'espansore quadrato è nota come mm, il diametro del tubo è DN150 e il raggio di curvatura R=4DN=600mm. Se la scanalatura viene eseguita sulla linea retta nella Figura 1-5b, partendo dal punto finale sinistro o, si può vedere dalla figura che Oa=1500-R=1500-600=900mm. ab è la parte piegata e la sua lunghezza d'arco è ab=1,57R=1,57 x 600=942mm.
Da a a d, è costituito da due curve a 90° opposte e da un tratto di tubo rettilineo bc. La lunghezza del tratto di tubo rettilineo bc deve sottrarre l'errore di estensione △L, quindi bc=2100-2R-△L.
Dall'equazione (1-4) si evince che △L=600x(1-0,00875×90)=127,5 mm. So bc=2100-2×600-127.5=772.5mm.
Allo stesso modo, è possibile calcolare la lunghezza di tranciatura di ogni sezione di tubo. Come mostrato nella Figura 1-5b, il lavoro di scribing può essere eseguito senza problemi. Nella realtà, quando si realizzano raccordi per tubi composti da più curve, il lavoro di scribing viene completato in più volte.
Innanzitutto, calcolare la lunghezza di tranciatura di ciascuna sezione sullo schizzo e scegliere un tubo diritto di lunghezza adeguata. Quindi iniziare a realizzare ogni curva da un'estremità. Dopo aver eseguito la curva precedente, si deve incidere quella successiva per gestire l'errore di dimensione nel lavoro di piegatura del tubo.
Figura 1-5b Taglio dell'espansore quadrato
2. Calcolo di curve arbitrarie
Le curve arbitrarie si riferiscono a curve con angoli di curvatura e raggi di curvatura arbitrari. La lunghezza della parte piegata di questa curva tipo di curva può essere calcolato con la seguente formula:
L=παR/180=0,01745αR
Nella formula, L è la lunghezza non piegata della parte piegata (mm); α- è l'angolo di piegatura (°); π- è Pi; R è il raggio di piegatura (mm).
Inoltre, il calcolo della lunghezza non piegata di qualsiasi sezione di tubo piegato può essere effettuato in base alla Figura 1-6 e alla Tabella 1-1.
Figura 1-6 Curvatura arbitraria del tubo
L'utilizzo della Tabella 1-1 è spiegato nell'esempio seguente.
Tabella 1-1 Calcolo della curvatura arbitraria di un tubo
Nota: quando si utilizzano i valori di C e L della tabella, questi devono essere moltiplicati per il raggio di curvatura R.
Esempio: Dato che l'angolo di curvatura del gomito nella Figura 1-7 è di 25°, il raggio di curvatura R è di 500 mm e la distanza dalla sezione del tubo installato al punto d'angolo M è di 911 mm. Come si deve marcare un tubo diritto per fabbricare il gomito?
Soluzione: Lunghezza del tratto di tubo diritto all'estremità del tubo da piegare
b = 911 - CR
Dalla Tabella 1-1, quando l'angolo di flessione è di 25°, C = 0,2216, L = 0,4363. Pertanto, il CR è calcolato come:
0,2216R = 0,2216 x 500 = 111 mm
Pertanto, b = 911 - 111 = 800 mm
La lunghezza effettiva non piegata della parte piegata
L = 0,4363R = 0,4363 x 500 = 218 mm
Le marcature possono essere effettuate in base alla lunghezza calcolata della sezione rettilinea del tubo b e alla lunghezza non piegata L della parte piegata, come mostrato nella Figura 1-7b.
Come si può notare dall'esempio precedente, se si determinano l'angolo e il raggio di curvatura, la Tabella 1-1 può essere utilizzata per calcolare comodamente la curvatura dei tubi con qualsiasi angolo e raggio di curvatura.
Durante la curvatura a caldo, la lunghezza della sezione di tubo riscaldata dovrebbe generalmente essere leggermente superiore alla lunghezza di curvatura per garantire un riscaldamento uniforme della parte piegata.
La lunghezza aggiunta è generalmente definita come segue: per i tubi con un grande angolo di curvatura, è possibile aggiungere una lunghezza supplementare pari al doppio del diametro esterno del tubo; per quelli con un piccolo angolo di curvatura, è possibile aggiungere 20% della lunghezza di curvatura.
3. Calcolo di altre curve per tubi
1. Curva di ritorno ad angolo arbitrario
La curva di ritorno ad angolo arbitrario può essere suddivisa in curva a raggio uguale e curva a raggio disuguale. La Figura 1-8 rappresenta una curva di ritorno ad angolo arbitrario con raggio di curvatura uguale. Questo tipo di curva ha cinque dati variabili: il raggio di curvatura R, l'angolo di curvatura, la distanza di curvatura H, la lunghezza del tubo di curvatura A e la lunghezza del tubo dritto L.
Nel lavoro reale, tre dati (H, R, e) possono generalmente essere determinati in base al progetto o alla situazione reale in loco, e solo due dati (L, A) devono essere determinati mediante calcolo.
Figura 1-8: Angolo arbitrario che si piega avanti e indietro con un raggio di curvatura uguale.
Figura 1-9: Curva alternata con raggi diseguali
Il calcolo dei valori L e A si divide in due scenari:
1) Quando H≠2R
La lunghezza totale della curva avanti e indietro è L+παR/90.
2) Quando H = 2R
La lunghezza totale dopo la piegatura e lo svolgimento rimane: L+παR/90.
Le figure 1-9 si riferiscono alla piegatura avanti e indietro con raggio di curvatura disuguale. Il calcolo della tranciatura può essere eseguito secondo la seguente formula.
Lunghezza del tratto di tubo diritto tra le curve.
Lunghezza totale dell'espansione di curvatura del tubo
2. Calcolo per tubi curvati ad arco
I tubi di curvatura a forma di arco, noti anche come curve semicircolari o avvolgenti, sono comunemente disponibili con angoli di 45° e 60°, come mostrato nella Figura 1-10. La formula per calcolare la lunghezza totale del materiale per una curva ad arco di 45° è:
L=π/2(R+r)+2L
Nella formula:
L' -- Lunghezza totale non piegata della parte piegata (mm);
R -- Raggio di curvatura della punta (mm);
r -- Raggio di curvatura della spalla (mm);
L -- Lunghezza della sezione del tubo dritto del ponte nasale (mm).
Figura 1-10 Tubo a forma di arco
a) L'angolo è di 45° b) L'angolo è di 60°
La formula per calcolare la lunghezza totale del materiale per un tubo a forma di arco di 60° è:
L=4πR/3
Nella formula:
L - lunghezza totale non piegata della parte piegata (mm);
R - raggio di curvatura (mm).
3. Curvatura della piega
Il metodo di preparazione per la piegatura con cordonatura è diverso dalla piegatura a freddo e a caldo. La sua caratteristica è che la lunghezza totale della parete posteriore della curva non cambia prima e dopo la piegatura, mentre la parete interna della curva produce pieghe regolari a causa del riscaldamento locale e della piegatura.
Pertanto, il suo metodo di marcatura è completamente diverso. Le dimensioni di marcatura delle varie parti della piega con un angolo di piegatura di 90 gradi possono essere calcolate secondo la seguente formula:
(1) Lunghezza dell'arco esterno non piegato L (mm)
(2) Larghezza dell'area non riscaldata sul retro della curva, L1 (mm)
(3) Spaziatura tra le rughe a
Nella formula,
R - Raggio di curvatura del gomito (mm)
DW - Diametro esterno del tubo (mm)
DN - Diametro nominale del tubo (mm)
n - Numero di pieghe
Le dimensioni delle varie parti del gomito pieghettato a 90° sono elencate nella Tabella 1-2 per tubi con diametro nominale di 100-600 mm e raggio di curvatura R=3DN. Le dimensioni delle varie parti del gomito pieghettato a 90° per altri raggi di curvatura comuni sono reperibili nella relativa letteratura.
Successivamente, utilizzeremo il tubo di acciaio con diametro nominale DNl25mm e raggio di curvatura R=3DN come esempio per spiegare come utilizzare le dimensioni elencate nella Tabella 1-2 per il calcolo del gomito pieghettato.
In base alle condizioni note, consultare prima la Tabella 1-2 e trovare R=375mm, a=117mm, L=700mm, n=7, b=89mm, m=28mm, L1=65mm.
Quindi tracciare due rette parallele AA/ e BB/ lungo l'asse del tubo, in modo che AA/=BB/=700 mm, i punti finali A e B delle due rette si trovino sulla stessa circonferenza perpendicolare all'asse del tubo e la distanza tra le due rette parallele (cioè la lunghezza dell'arco AB) L1=65 mm.
Dividere le due rette AA/ e BB/ in 6 parti uguali (n-1=6), ogni parte è a=117 mm, ottenere i punti uguali Al, A2... e B1, B2... come illustrato nella Figura 1-11.
Tabella 1-2R: Dimensioni per la marcatura di un gomito pieghettato a 90° con R: 3DN (m)
Diametro nominale DN
100
125
150
200
250
300
350
400
450
500
600
Diametro esterno del tubo Dw
108
133
159
219
273
325
377
426
480
530
630
Raggio di curvatura R
300
375
450
600
750
900
1050
1200
1350
1500
1800
Distanza tra le ondulazioni a
92
117
139
184
199
209
216
247
250
252
277
Lunghezza dell'arco esterno (arrotondata all'intero) L
550
700
830
1100
1395
1670
1945
2220
2500
2770
3320
Numero di ondulazioni n
7
7
7
7
0
O
10
10
11
12
13
Larghezza massima della parte riscaldata b
64
89
106
142
150
153
160
184
187
189
207
Larghezza minima della parte non riscaldata m
28
28
32
42
49
56
56
63
63
63
70
Larghezza dell'area non riscaldata L1
50
65
80
105
130
160
190
210
240
260
320
Figura 1-11 Marcatura del gomito piegato
Tracciare una linea retta OO'/ al centro del lato opposto del tubo, tagliare b/2=44,5 mm su entrambi i lati di ogni punto di intersezione della linea retta O-O'/ con AB, A1B1, A2B2, ecc. per ottenere i punti T1, T2, come mostrato nella Figura 1-11. Collegare i punti A e B rispettivamente a T3 e T4..., l'area di queste linee di collegamento è la parte pieghevole del gomito.
III. Attrezzature comuni per la piegatura dei tubi
La curvatura dei tubi si divide in curvatura a freddo e curvatura a caldo. La curvatura a freddo è la curvatura del tubo a temperatura ambiente, che non richiede il riempimento di sabbia o il riscaldamento della sezione del tubo da curvare, facilitando l'operazione e risparmiando manodopera e risorse materiali. È particolarmente indicata per la piegatura di gomiti di tubi in acciaio zincato, tubi in acciaio inossidabile e tubi in metalli non ferrosi come rame e piombo.
La curvatura a freddo dei tubi deve affidarsi a macchine utensili. Le macchine per la curvatura a freddo comunemente utilizzate sono: curvatubi manuali, curvatubi elettriche e curvatubi idrauliche. Con una curvatubi a freddo è generalmente possibile piegare gomiti con un diametro nominale non superiore a 250 mm. Le curvatubi a media frequenza sono spesso utilizzate per la curvatura di tubi di grande diametro a parete spessa.
Quando si utilizza una piegatrice a freddo per la curvatura dei tubi, il raggio di curvatura del gomito non deve essere inferiore a 4 volte il diametro nominale del tubo. Se si utilizza una piegatubi a media frequenza, il raggio di curvatura del gomito non deve essere inferiore a 1,5 volte il diametro nominale del tubo.
I tubi metallici hanno una certa elasticità. Nel processo di piegatura a freddo, quando la forza esterna applicata al tubo viene rimossa, il gomito torna indietro con un certo angolo. La dimensione dell'angolo di ritorno è legata al materiale del tubo, allo spessore della parete del tubo e alla dimensione del raggio di curvatura.
Per i tubi generici in acciaio al carbonio curvati a freddo con un raggio di curvatura pari a 4 volte il diametro nominale del tubo, la ritorno a molla è di circa 3°-5°. Pertanto, quando si controlla l'angolo di flessione, si deve tenere conto di questo angolo di ritorno elastico.
1. Curvatura manuale dei tubi
Le curvatubi manuali si dividono in portatili e fisse. Possono piegare tubi con un diametro nominale non superiore a 25 mm e generalmente devono essere dotate di diverse serie di ruote corrispondenti al diametro esterno del tubo comune.
La struttura della curvatubi manuale portatile è illustrata nella Figura 1-12. Questa curvatubi è costituita da componenti come un'impugnatura con un tubo stampo di piegatura e un deflettore mobile.
Durante il funzionamento, il tubo da piegare viene posizionato nella scanalatura dello stampo di piegatura, un'estremità viene fissata sul deflettore mobile e la maniglia viene spinta per piegare il tubo all'angolo richiesto.
Questa curvatubi si caratterizza per la sua leggerezza e flessibilità e può essere utilizzata per operazioni di curvatura in qualsiasi situazione, rendendola la più adatta per le tubazioni elettriche e di strumentazione.
Figura 1-12 Curvatubi manuale portatile
1 - deflettore mobile
2- Stampo per la piegatura dei tubi
3- Piastra di collegamento
4- Scanalatura ad arco eccentrico
5- Maniglia del braccio centrifugo
La struttura della curvatubi manuale fissa è illustrata nella Figura 1-13.
Si tratta di una piegatubi manuale di uso comune, realizzata in proprio per l'edilizia. Questa curvatubi è composta da una ruota stampo fissa 3, una ruota stampo mobile 2 e un telaio di spinta. I bordi delle ruote dello stampo presentano scanalature semicircolari incassate verso l'interno, il cui diametro corrisponde al diametro esterno del tubo piegato.
Quando si piega il tubo, selezionare la ruota dello stampo appropriata in base al diametro esterno e al raggio di curvatura del tubo da piegare, fissare la ruota dello stampo sulla piattaforma operativa con un perno, inserire la ruota dello stampo mobile sul telaio di spinta e posizionare il tubo da piegare nella scanalatura tra la ruota dello stampo fissa e la ruota dello stampo mobile. Un'estremità è fissata nel supporto del tubo. Quindi spingere la maniglia, ruotare intorno alla ruota dello stampo fisso, fino a piegare l'angolo desiderato.
Figura 1-13 Curvatura manuale fissa dei tubi
1- Maniglia
2- Ruota attiva per pneumatici
3- Ruota con pneumatico fisso
4- Supporto per tubi
2. Macchina piegatubi elettrica per ricottura
Attualmente, le comuni curvatubi elettriche comprendono modelli come WA27-60, WB27-108 e WY27-159. Il modello WA27-60 può piegare tubi con un diametro esterno di 25-60 mm; il modello WB27-108 può piegare tubi con un diametro esterno di 38-108 mm; il modello WY27-159 può piegare tubi con un diametro esterno di 51-159 mm.
La curvatubi elettrica è azionata da un motore attraverso un dispositivo di trasmissione, che aziona l'albero principale e la matrice di curvatura fissata sull'albero principale per ruotare per la curvatura del tubo.
Quando si piega il tubo, in primo luogo, posizionare il tubo da piegare lungo la trafila di guida tra la trafila di piegatura e la trafila di serraggio, regolare la trafila di guida in modo che il tubo si trovi nella posizione tangente comune della trafila di piegatura e della trafila di serraggio e allineare il punto di piegatura con il punto di taglio.
Quindi, utilizzare il morsetto per tubi a forma di U per bloccare l'estremità del tubo sulla matrice di piegatura, quindi avviare il motore per iniziare a piegare il tubo, in modo che la matrice di piegatura e la matrice di serraggio ruotino con il tubo intorno alla matrice di piegatura. Dopo aver raggiunto l'angolo di piegatura desiderato, arrestare la macchina, rimuovere il morsetto a U del tubo, rilasciare la matrice di serraggio e rimuovere il tubo piegato.
Quando si utilizza la piegatubi elettrica, la matrice di curvatura, la matrice di guida e la matrice di serraggio utilizzate devono corrispondere al diametro esterno del tubo piegato per evitare che la qualità del tubo piegato non soddisfi i requisiti dopo la piegatura.
Quando il diametro esterno del tubo piegato è superiore a 60 mm, è necessario inserire un mandrino di piegatura all'interno del tubo. Il diametro esterno del mandrino è inferiore di 1-1,5 mm rispetto al diametro interno del tubo e viene posizionato leggermente davanti al punto di piegatura del tubo; l'intersezione tra la parte conica del mandrino e la parte cilindrica deve essere posizionata sulla superficie di piegatura del tubo. Come mostrato nella Figura 1-15.
Se il mandrino sporge troppo in avanti, il mandrino si romperà durante la piegatura; se il mandrino sporge troppo indietro, il tubo piegato avrà un diametro troppo grande. rotondità. La posizione corretta del mandrino può essere ottenuta con il metodo di prova. Ogni volta che si utilizza un mandrino per piegare un tubo, tutti i detriti devono essere puliti dalla cavità del tubo prima della piegatura e, se le condizioni lo consentono, è possibile applicare una piccola quantità di olio per macchine alla parete interna del tubo per ridurre l'attrito tra il mandrino e la parete del tubo.
Figura 1-15 Posizionamento del mandrino di piegatura
1 - Asta di trazione
2 - Mandrino
3 - Inizio della superficie di curvatura del tubo
3. Macchina piegatubi idraulica Ricottura di tubi
La curvatubi idraulica è composta principalmente da uno stampo superiore e da un supporto per tubi. La funzione dello stampo superiore è la stessa dello stampo di curvatura della curvatubi elettrica. La funzione e la forma del supporto del tubo sono identiche a quelle dello stampo di serraggio della curvatubi elettrica. La Figura 1-16 mostra l'aspetto della curvatubi idraulica.
Quando si utilizza questa curvatubi per la produzione di ricotturaPer prima cosa spostare la matrice superiore dietro il supporto del tubo, quindi posizionare il tubo nella scanalatura dell'arco tra la matrice superiore e il supporto del tubo e allineare il centro della piegatura del tubo con il punto centrale della matrice superiore. Avviare quindi la macchina e piegare il tubo all'angolo desiderato. Dopo la piegatura, invertire la macchina per riportare la matrice superiore nella sua posizione originale, rimuovere la curva ricotta e controllare l'angolo. Se l'angolo è insufficiente, si può continuare a piegare.
Figura 1-16 Curvatura idraulica dei tubi
1- Stampo superiore
2- Supporto del tubo
3- Cilindro idraulico
Questo tipo di curvatubi è dotato di stampi semplici, leggeri e potenti, in grado di piegare tubi di grande diametro. Tuttavia, quando si piegano tubi di grande diametro, la sezione trasversale del tubo piegato è spesso gravemente deformata. Pertanto, viene generalmente utilizzata per la curvatura di tubi con diametro esterno non superiore a 44,5 mm.
Quando si utilizza questo tipo di curvatubi per la ricottura dei tubi, l'angolo di curvatura non deve superare ogni volta i 90°. Durante il funzionamento, è inoltre necessario regolare la distanza tra i due supporti dei tubi in modo da consentire il passaggio della matrice superiore. Se è troppo piccola, la matrice superiore spingerà sul supporto del tubo, danneggiando la piegatubi; se è troppo grande, la sezione del tubo tra i supporti del tubo si piegherà e si deformerà durante la piegatura, compromettendo la qualità della piegatura del tubo.
4. Curvatubi a media frequenza
La curvatubi a media frequenza utilizza l'energia elettrica a media frequenza per indurre un riscaldamento locale ad anello del tubo, mentre trascina meccanicamente il tubo per farlo ruotare e spruzza acqua per raffreddarlo, rendendo il lavoro di curvatura del tubo continuamente coordinato.
Con questa piegatubi è possibile piegare un gomito di 325×10 mm; il raggio di curvatura è pari a 1,5 volte il diametro nominale del tubo, il che è quasi 10 volte più efficiente rispetto al riscaldamento e alla ricottura del tubo con carbone coke.
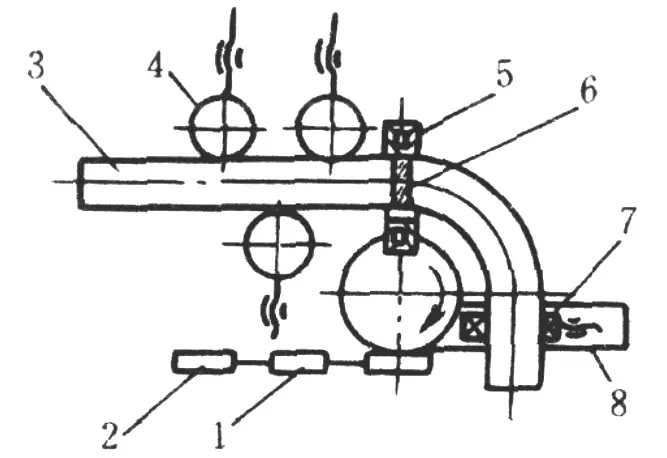
Rispetto alle comuni apparecchiature per la curvatura a freddo dei tubi, questa curvatubi presenta i vantaggi di una minore occupazione di terreno, di un costo contenuto, di non dover ricorrere a costosi stampi e di una comoda regolazione del raggio di curvatura. La sua struttura è illustrata nella Figura 1-17.
Quando si piega il tubo, rimuovere prima la ruggine e la sporcizia galleggianti sulla superficie del tubo da piegare, installare il mandrino del tubo corrispondente alle specifiche del tubo da piegare sul braccio rotante e regolare l'asse del mandrino sulla posizione del raggio di curvatura richiesto, quindi fissarlo;
Quindi, regolare la posizione del rullo di supporto in modo che la distanza dall'asse centrale del tubo piegato al centro dell'albero del braccio rotante sia pari al raggio di curvatura.
Regolare l'altezza del rullo di supporto e della staffa in modo che l'asse centrale del tubo piegato e il centro del mandrino siano sullo stesso piano e paralleli al piano del braccio rotante; inserire il tubo d'acciaio nell'anello riscaldante e bloccarlo nel mandrino;
Regolare l'anello di riscaldamento in modo che il suo lato interno coincida con lo spazio tra la superficie esterna del tubo d'acciaio. Avviare l'unità a media frequenza per il riscaldamento. Quando il tubo è riscaldato a 950-1000°C (giallo-arancio), avviare immediatamente il motore per la piegatura; allo stesso tempo, aprire la valvola dell'acqua di raffreddamento per spruzzare acqua per raffreddare le parti locali.
Durante la piegatura del tubo, se la temperatura del tubo è troppo alta, la velocità del braccio rotante può essere aumentata in modo appropriato; altrimenti, la velocità del braccio rotante viene rallentata per mantenere l'area di riscaldamento del tubo di acciaio alla stessa temperatura.
Una volta raggiunta l'angolazione desiderata, interrompere il riscaldamento e arrestare contemporaneamente il motore (senza fermarsi nel mezzo della piegatura del tubo) e continuare a versare acqua per il raffreddamento, fino a quando il tubo piegato non si sarà raffreddato a temperatura ambiente; rimuovere il tubo piegato e verificare se l'angolo di piegatura e la qualità soddisfano i requisiti.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Avete mai pensato alle forze in gioco quando si piega un tubo? In questo articolo esploreremo l'affascinante mondo della meccanica di piegatura dei tubi. Il nostro esperto ingegnere meccanico ci...
La piegatura dei tubi è essenziale in molti settori, ma i difetti possono compromettere la sicurezza e la qualità. Immaginate di scoprire come prevenire questi problemi prima che inizino. Questa guida analizza i più comuni...
Vi siete mai chiesti come garantire la precisione nella piegatura dei tubi? Questo articolo presenta una tabella completa dei raggi minimi di curvatura per varie specifiche di tubi, con particolare attenzione agli acciai al carbonio, agli acciai basso-legati e ai...
Vi siete mai chiesti come piegare le guide d'onda con precisione? In questo articolo esploriamo le tecniche avanzate di piegatura delle guide d'onda, essenziali per migliorare le prestazioni dei sistemi radar. Imparerete...
Vi siete mai chiesti perché alcune lastre di alluminio si piegano senza sforzo mentre altre si rompono? La chiave sta nel tipo e nello stato dell'alluminio. Questo articolo esplora vari tipi di alluminio, come il 3003...
Vi siete mai chiesti perché alcuni tubi si raggrinziscono o si strappano durante la piegatura? Questo articolo esplora le cause di questi problemi, concentrandosi su fattori come il raggio di curvatura, le proprietà del materiale e...
La piegatura precisa dei tubi richiede la comprensione di linee guida e parametri specifici. Come si fa a garantire una curvatura liscia e precisa ogni volta? Questo articolo esplora gli aspetti cruciali della curvatura dei tubi, tra cui...
In che modo la precisione di una pressa piegatrice influisce sulla qualità della piegatura del metallo? Questo articolo esplora il legame critico tra la precisione di produzione delle presse piegatrici e il risultato...
Vi siete mai chiesti perché la vostra pressa piegatrice non scende in sincronia? Questo articolo analizza le cause più comuni di desincronizzazione nelle presse piegatrici idrauliche, come le perdite interne nel pistone...