Risoluzione dei problemi del PLC: 20 anni di esperienza svelati
Immaginate che l'intera linea di produzione si fermi a causa di un PLC malfunzionante. Frustrante, vero? Questo articolo approfondisce i consigli pratici per la risoluzione dei problemi del PLC, aiutandovi a identificare e risolvere rapidamente i problemi. Imparerete a controllare gli ingressi e le uscite, a dedurre la logica del programma e a evitare le insidie più comuni. Che siate ingegneri esperti o nuovi del settore, questa guida offre spunti preziosi per mantenere le vostre operazioni senza intoppi.
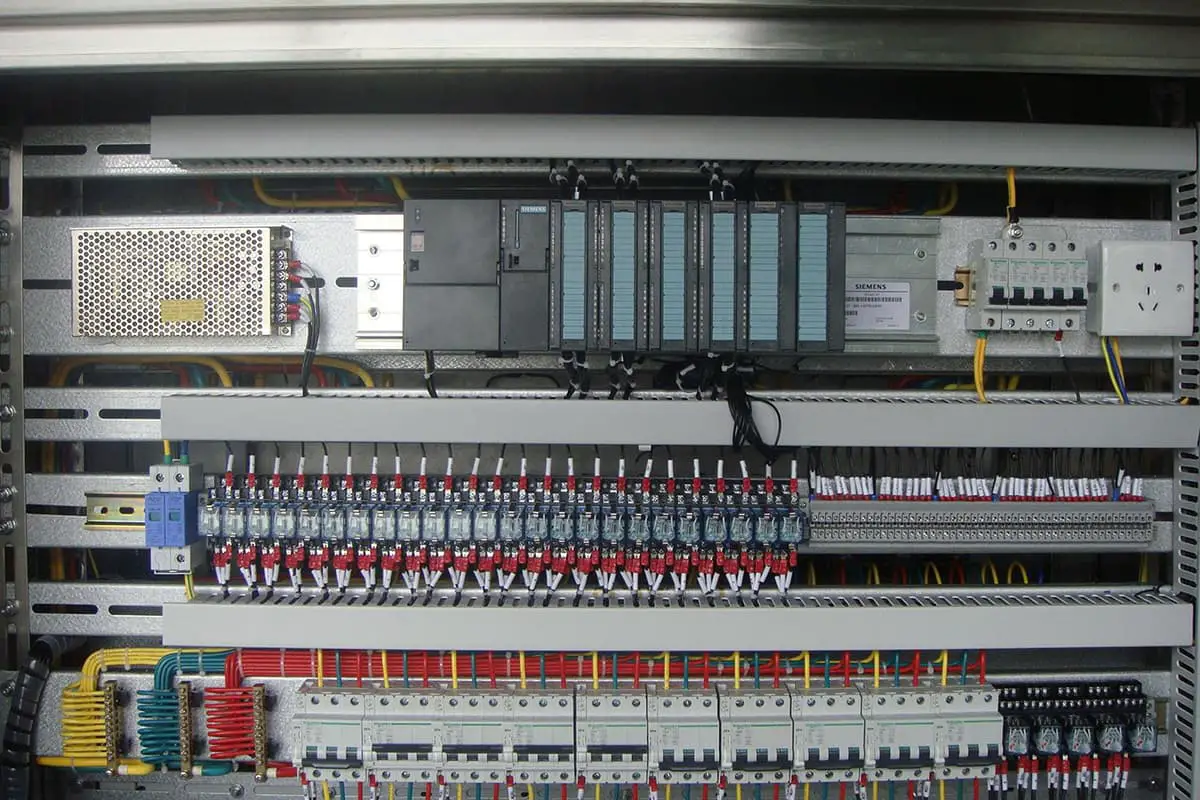
Un piccolo controllore logico programmabile (PLC) controlla in modo flessibile un sistema complesso. Si tratta di file sfalsate di morsettiere di ingresso e di uscita a relè, di spie luminose corrispondenti e di numeri di PLC, come un circuito integrato con dozzine di terminali.
Senza uno schema, chiunque sarebbe impotente nella ricerca dei guasti, con un conseguente notevole rallentamento nell'individuazione dei guasti.
Per questo motivo, creiamo un diagramma basato sullo schema elettrico, affisso sul pannello di controllo o sull'armadio dell'apparecchiatura, che indica il numero di ciascun terminale di ingresso e di uscita del PLC, il simbolo elettrico corrispondente e il nome, simile alla descrizione della funzione di ciascun pin di un circuito integrato. Grazie a questo diagramma di ingresso e uscita, gli elettricisti che conoscono il processo di funzionamento o il diagramma ladder dell'apparecchiatura possono iniziare la risoluzione dei problemi.
Per coloro che non hanno familiarità con il processo di funzionamento o che non sono in grado di leggere i diagrammi ladder, è necessario un ulteriore grafico: la tabella delle funzioni logiche di ingresso e uscita del PLC. Questa tabella mostra la corrispondenza logica della maggior parte dei circuiti di ingresso (elementi di attivazione, elementi associati) e dei circuiti di uscita (elementi di esecuzione) durante il processo di funzionamento.
L'esperienza dimostra che se si è esperti nell'uso della tabella di corrispondenza ingresso-uscita e della tabella delle funzioni logiche di ingresso-uscita, è possibile risolvere facilmente i guasti elettrici senza uno schema.
Istruzioni logiche di base del PLC
Descrivere
Mitsubishi
Siemens
OMROM
Carico, contatto normalmente aperto all'inizio del circuito
LD
LD
LD
Carico inverso, contatto normalmente chiuso all'inizio del circuito
LDI
LDN
LD NON
E, contatto normalmente aperto
E
A
E
Contatto inverso e normalmente chiuso
ANI
AN
E NON
Oppure, contatto normalmente aperto
O
0
O
Contatto inverso o normalmente chiuso
ORI
ON
O NON
Blocco e
ANB
ALD
E LD
Blocco o
ORB
VECCHIO
OR LD
Uscita
FUORI
=
FUORI
Negare
INV
NON
NON
II. Risoluzione dei problemi del circuito di ingresso
Per determinare la condizione di un pulsante, di un finecorsa, di una linea o di un altro circuito di ingresso, è possibile premere il pulsante (o un altro contatto di ingresso) mentre il PLC è alimentato (preferibilmente in stato non operativo per evitare il funzionamento involontario dell'apparecchiatura).
La spia di ingresso del PLC corrispondente al pulsante dovrebbe accendersi, indicando che il pulsante e la linea funzionano normalmente. Se la spia non si accende, il pulsante potrebbe essere difettoso, la linea potrebbe avere un contatto insufficiente o potrebbe esserci un filo rotto.
III. Risoluzione dei problemi del circuito di uscita
Per i punti di uscita del PLC (considerando i tipi di uscita a relè), se la spia corrispondente all'attuatore non si accende nonostante il PLC sia in funzione, indica che la funzione logica di ingresso-uscita del PLC per questo attuatore non è stata soddisfatta, suggerendo un guasto nel circuito di ingresso.
Se la spia corrispondente è accesa, ma l'attuatore corrispondente, come un'elettrovalvola o un contattore, non funziona, verificare innanzitutto l'alimentazione e il fusibile del controllo dell'elettrovalvola.
Se il tester luminoso non si illumina quando si misura il terminale comune del punto di uscita del PLC corrispondente, potrebbe esserci un'interruzione dell'alimentazione, ad esempio un fusibile bruciato.
Se il tester luminoso si accende, l'alimentazione è buona, il che suggerisce un guasto nell'elettrovalvola, nel contattore o nella linea corrispondente.
Dopo aver escluso i guasti all'elettrovalvola, al contattore o alla linea e se il sistema non funziona ancora normalmente, utilizzare un multimetro per collegare una sonda al terminale comune di uscita corrispondente e l'altra al punto di uscita del PLC corrispondente.
Se l'elettrovalvola continua a non funzionare, significa che c'è un guasto nella linea di uscita. Se l'elettrovalvola funziona, il problema risiede nel punto di uscita del PLC.
Dato che una penna di prova può talvolta fornire letture errate, un metodo alternativo per l'analisi potrebbe essere quello di misurare la tensione tra il punto di uscita del PLC e l'estremità comune utilizzando un multimetro. Se la tensione è pari a zero o vicina a zero, si può pensare che il punto di uscita del PLC funzioni normalmente e che il guasto sia esterno.
Se la tensione è relativamente alta, significa che la resistenza di contatto di questo punto è troppo alta e si è danneggiata. Inoltre, se la spia non si accende, ma l'elettrovalvola o il contattore corrispondente si attiva, è possibile che questo punto di uscita si sia saldato a causa di un sovraccarico o di un cortocircuito.
A questo punto, i fili collegati a questo punto di uscita devono essere rimossi e la resistenza tra il punto di uscita e l'estremità comune deve essere misurata utilizzando l'impostazione della resistenza sul multimetro. Se la resistenza è bassa, significa che il punto di contatto è danneggiato. Se la resistenza è infinitamente alta, significa che il punto di contatto è buono ed è probabile che la spia di uscita corrispondente sia guasta.
IV. Inferenza logica del programma
Esistono molti tipi di PLC comunemente utilizzati nell'industria. Per i PLC di fascia bassa, le istruzioni dei diagrammi ladder sono in gran parte le stesse. Per le macchine di fascia medio-alta, come l'S7-300, molti programmi sono scritti in elenchi di istruzioni.
I diagrammi ladder pratici devono avere annotazioni simboliche, altrimenti la lettura diventa difficile. La comprensione del processo o del funzionamento dell'apparecchiatura prima di guardare il diagramma ladder lo rende più facile.
Se si analizza un guasto elettrico, in genere si utilizza il metodo del backtracking o deduzione inversa, ovvero, partendo dal punto di guasto, si individua il relè di uscita del PLC corrispondente e si inizia a risalire alle relazioni logiche che ne soddisfano il funzionamento.
L'esperienza suggerisce che una volta individuato il problema, questo viene solitamente risolto, poiché è raro che si verifichino più guasti contemporaneamente.
V. Determinazione dei difetti intrinseci del PLC
In genere, i PLC sono dispositivi estremamente affidabili, con un basso tasso di guasti. Tuttavia, fattori esterni possono causare il malfunzionamento di un PLC. Si è verificato un incidente con un interruttore di prossimità alimentato a 220V. I due cavi di ingresso del segnale del PLC e la linea di alimentazione a 220 V dell'interruttore di prossimità condividevano un cavo quadripolare. Quando l'interruttore si è guastato, l'elettricista lo ha sostituito, ma ha erroneamente scambiato la linea di alimentazione neutra con la linea comune dell'ingresso del PLC, causando la bruciatura di tre punti di ingresso del PLC al momento dell'alimentazione.
In un altro caso, la linea neutra del trasformatore di alimentazione del sistema si è interrotta a causa della corrosione, facendo salire l'alimentazione a 220 V del PLC a 380 V. Ciò ha danneggiato il modulo di alimentazione alla base del PLC. Questo ha danneggiato il modulo di alimentazione alla base del PLC. Il problema è stato successivamente risolto con l'aggiunta di un trasformatore di controllo di isolamento 380/220V. I terminali comuni di uscita del PLC Siemens S7-200 sono etichettati come 1L, 2L e così via, con il computer di lavoro rappresentato come AC1N e l'alimentazione a +24V come L+M. Questa categorizzazione può facilmente confondere i principianti o i meno esperti. Se si interpreta erroneamente L+M come un terminale di alimentazione a 220 V, si rischia di bruciare immediatamente l'alimentazione a 24 V del PLC.
Le probabilità di malfunzionamento di componenti hardware come PLC e CPU o di errori del software sono praticamente trascurabili. Allo stesso modo, a meno che non siano soggetti a forti intrusioni elettriche, è improbabile che i punti di ingresso del PLC si guastino. I punti normalmente aperti dei relè di uscita del PLC, a meno che non si verifichino cortocircuiti del carico periferico o una progettazione inadeguata che permetta alla corrente di carico di superare il suo intervallo nominale, hanno una lunga durata.
Pertanto, nella ricerca dei guasti elettrici, l'attenzione deve essere rivolta principalmente ai componenti elettrici periferici del PLC. Invece di sospettare costantemente problemi con l'hardware o il software del PLC, questo approccio è fondamentale per una rapida riparazione dell'apparecchiatura difettosa e una rapida ripresa della produzione. Pertanto, l'enfasi nella risoluzione dei guasti elettrici in Controllo PLC non è sul PLC stesso, ma sui componenti elettrici periferici all'interno dei circuiti controllati dal PLC.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Immaginate di sbloccare la precisione delle macchine utensili con una semplice superficie di vetro. Le righe a reticolo lineare fanno proprio questo, trasformando le linee sottili in misure estremamente precise. Questo articolo analizza come queste...
Vi siete mai chiesti come si smussano gli spigoli delle parti metalliche? Questo processo, noto come smussatura, trasforma gli angoli pericolosi e frastagliati in superfici angolate più sicure. In questo articolo...
Vi siete mai chiesti quali siano i migliori marchi di cuscinetti al mondo? In questo post esploreremo i principali produttori di cuscinetti noti per la loro eccezionale qualità, innovazione e...
Vi siete mai chiesti chi alimenta il mondo dietro le quinte? In questo post del blog, faremo un'immersione profonda nei principali produttori di generatori che tengono accese le luci...
Siete aspiranti ingegneri meccanici e volete eccellere nel vostro campo? In questo post esploreremo i 10 software di progettazione meccanica più importanti che possono elevare la vostra...
Vi siete mai chiesti come viene garantita l'integrità dei dadi e delle viti saldati nella vostra auto? Questo articolo svela il meticoloso processo di controlli e ispezioni di qualità che mantengono il vostro veicolo...
Vi siete mai chiesti cosa fa sì che un motore elettrico funzioni regolarmente senza surriscaldarsi? Conoscere le temperature di funzionamento sicure dei motori è fondamentale per la loro longevità e le loro prestazioni. In questo articolo,...
Vi siete mai interrogati sull'affascinante mondo della fusione? Questo processo produttivo, antico ma in continua evoluzione, dà forma alla nostra vita quotidiana in innumerevoli modi. In questo post esploreremo il...
Vi siete mai chiesti come fanno gli ingranaggi della vostra auto o del vostro aereo a funzionare così bene? Questo articolo svela i principali produttori di ingranaggi che stanno dando forma al futuro dell'ingegneria meccanica. Imparerete...