Risoluzione dei problemi della pressa piegatrice (74 codici di errore): Problemi di piegatura e soluzioni
Avete mai riscontrato problemi di piegatura con la vostra pressa piegatrice? Come ingegnere meccanico esperto, ho visto la mia parte di problemi che possono sorgere durante il processo di piegatura. In questo post del blog, esamineremo i problemi più comuni di piegatura con la pressa piegatrice ed esploreremo soluzioni pratiche per aiutarvi a risolvere i problemi e ottimizzare le operazioni di piegatura. Che siate operatori esperti o nuovi del settore, questo articolo vi fornirà indicazioni preziose per migliorare le prestazioni della vostra pressa piegatrice.
Tutto il personale addetto alla manutenzione di qualsiasi parte della pressa piegatrice deve attenersi a pratiche di lavoro sicure:
Assicurarsi che tutto il personale sia lontano dall'area degli stampi (punto di lavoro) durante la manutenzione della pressa piegatrice.
Seguire le procedure di blocco della macchina all'interno dell'impianto per impedire il funzionamento della pressa piegatrice durante la manutenzione o la risoluzione dei problemi.
Affiggere cartelli di avvertimento per la manutenzione delle apparecchiature.
Utilizzare i dispositivi di protezione individuale appropriati, come richiesto dai requisiti normativi.
Il personale di assistenza può avere bisogno di strumenti diagnostici di base, come un multimetro elettrico per valutare i problemi di controllo elettrico e un manometro per valutare i problemi idraulici.
Il personale addetto alla manutenzione che utilizza il comando manuale delle valvole direzionali idrauliche deve procedere con estrema cautela per evitare lesioni personali o danni agli stampi, ai finecorsa o ai cilindri idraulici, dovuti alla corsa eccessiva.
1. Il motore di azionamento della pompa idraulica non si avvia
Causa
Soluzione
Il sezionatore dell'alimentazione elettrica del negozio è spento.
Attivare il sezionatore.
Disattivare i sezionatori dell'alimentazione elettrica del negozio.
Attivare il sezionatore.
Collegamenti allentati nel cablaggio del circuito di controllo.
Verificare la continuità del cablaggio elettrico di controllo utilizzando un multimetro e lo schema di controllo. Riparare se necessario.
Il fusibile del circuito di controllo FU1 è bruciato.
Verificare la possibile causa. Eliminare la causa e sostituire il fusibile.
Verificare la continuità del cablaggio elettrico di controllo utilizzando un multimetro e lo schema di controllo. Riparare se necessario.
Il sezionatore principale del freno a pressione è spento.
2. Il motore di azionamento della pompa idraulica funziona, ma la pressa non funziona.ciclo
Causa
Soluzione
Il controllo della ram è disabilitato.(La spia RAM ACTIVE lampeggia.)
L'impostazione del controllo non è la modalità in uso. (La luce della mano o del piede lampeggia.)
Cambiare la modalità di controllo con l'impostazione desiderata.
L'interfaccia dei sistemi CNC operativi è incompatibile con il controllo elettrico esistente.
Selezionare la modalità di calibrazione, di funzionamento o di controllo da parte di terzi.
L'asse Y di Ram non è calibrato.
Non sono selezionate né la modalità di calibrazione, né quella di marcia, né quella di controllo da parte di terzi.
Il calibro posteriore (asse X) non è calibrato.
Calibrare il calibro posteriore.
La configurazione dei parametri del sistema ETS non è corretta.
Contattare il rivenditore/produttore del sistema CNC.
Consultare il servizio di assistenza in fabbrica per le procedure di reimpostazione della configurazione del sistema.
La valvola di sicurezza idraulica è bloccata in posizione aperta.
La rotazione del motore non è corretta.
Collegamento allentato/filo rotto nel cavo del piedistallo di comando dell'operatore o blocchi di contatti elettrici difettosi.
Verificare la continuità elettrica dall'interruttore a pedale ai solenoidi DOWN. Riparare in modo appropriato.
Controllare la sequenza delle fasi sul collegamento della tensione di alimentazione principale al sezionatore. Assicurarsi che la sequenza sia: 1-2-3(rosso-nero-bianco)。
Interruttore di fine corsa dello slittone difettoso o collegamento elettrico allentato/rotto.
Provare a far scorrere il pressa ariete utilizzando i comandi manuali della valvola idraulica. Se non si verifica alcun movimento del martinetto, rimuovere la cartuccia della valvola di scarico e ispezionare gli O-ring e i cursori di scorrimento per verificare che non vi siano difetti o ostruzioni.
La valvola di sicurezza idraulica è bloccata in posizione OPEN.
Collegamento allentato/filo rotto nel cavo del piedistallo di comando dell'operatore o blocchi di contatti elettrici difettosi.
3. La ram a pressione si abbassa solo a bassa velocità
Causa
Soluzione
La posizione di cambio velocità non è impostata correttamente.
L'impostazione ottimale per il cambio di velocità è al contatto del punzone con il pezzo da formare.
Il solenoide della valvola ad alto volume DOWN è difettoso.
Controllare la continuità elettrica verso e sul solenoide. Riparare come opportuno.
4. L'ariete esita/si arresta al punto di cambio di velocità o al contatto con le partipunto
Causa
Soluzione
La valvola di sicurezza ad alta pressione non mantiene l'impostazione della pressione di sicurezza preimpostata.
Lo slittone della pressa cade in caduta libera più velocemente di quanto il sistema riesca ad erogare l'olio alla cilindri idraulici.
La valvola di sicurezza ad alta pressione non mantiene l'impostazione della pressione di sicurezza preimpostata.
Rimuovere il gruppo della cartuccia di scarico dell'alta pressione dal blocco del collettore e controllare che gli O-ring non siano danneggiati. Controllare il cursore scorrevole centrale per verificare la funzionalità della valvola. Pulire con solvente e aria compressa per rimuovere eventuali particelle estranee. Reinstallare e testare la valvola.
5. Premendo ram non si torna al limite superiore del programma.
Causa
Soluzione
La modalità di controllo è impostata su JOG.
Verificare la continuità elettrica dal piedistallo di comando dell'operatore fino ai solenoidi di salita. Riparare se necessario.
Collegamento allentato/filo rotto nel cavo del piedistallo di comando dell'operatore o blocco di contatti elettrici difettoso.
Verificare la continuità elettrica dal piedistallo di comando dell'operatore fino ai solenoidi di salita. Riparare se necessario.
L'interruttore di limitazione della ram è bloccato o danneggiato in posizione attivata.
Controllare la funzionalità meccanica e la continuità elettrica dell'interruttore di fine corsa. Riparare se necessario.
6. Lo slittino della pressa non si ferma nel punto di piegatura
Causa
Soluzione
Malfunzionamento della valvola direzionale idraulica.
Attivare manualmente gli override per verificare la funzionalità meccanica della valvola pilota. Assicurarsi che non vi siano ostruzioni nel cursore pilota o nelle molle di centraggio della valvola.
7. L'ariete si arresta e/o inverte prima di sviluppare l'intero tonnellaggio oppurecompletamento della curva
Causa
Soluzione
L'impostazione del punto di curvatura del programma non è corretta.
Controllare il display del tonnellaggio e regolare per un tonnellaggio superiore.
Un carico eccessivo fuori centro sta causando l'attivazione del finecorsa di sicurezza della torsione.
Avvicinare la parte da formare al centro della tavola della pressa.
Controllare il punto di piegatura del programma per verificare se la pressa raggiunge la posizione registrata.
Avvicinare la parte da formare al centro del piano di stampa.
Il controllo del tonnellaggio è impostato su un valore troppo basso per completare la curva.
L'impostazione della posizione di cambio di velocità lenta non è corretta.
8. Il display del tonnellaggio della pressa mostra il tonnellaggio pieno, ma la pressa non funziona.per completare la curva
Causa
Soluzione
Parte proprietà del materiale sono incompatibili con la configurazione della pressa piegatrice e dello stampo.
Le proprietà del materiale del pezzo sono incompatibili con la configurazione della pressa piegatrice e dello stampo.
9. Il calibro posteriore non passa al passo successivo di lunghezza della flangia.
Causa
Soluzione
Confermare che le fasi del programma di misurazione del dorso rispecchiano i requisiti del lavoro.
Verificare o modificare la dimensione del programma del passo indietro.
La dimensione della posizione del registro posteriore per passo non è programmata.
La dimensione della posizione del registro posteriore per passo non è programmata.
Il pulsante STOP è bloccato su OFF.
Ripristinare il pulsante STOP del calibro posteriore su ON (1/4 di giro in senso orario).
10. Il sistema idraulico si surriscalda
Causa
Soluzione
Verificare la portata e la pressione della pompa presso un centro di assistenza idraulica. Se tali strutture non sono convenienti, la cartuccia ad alta pressione "P2" può essere rimossa ed esaminata per verificare la presenza di danni meccanici e usura. Se necessario, sostituire la cartuccia o l'intera pompa.
Verificare la portata e la pressione della pompa presso un centro di assistenza idraulica. Se tali strutture non sono convenienti, la cartuccia ad alta pressione "P2" può essere rimossa ed esaminata per verificare la presenza di danni meccanici e usura. Se necessario, sostituire la cartuccia o l'intera pompa.
Assicurarsi che il punto di cambio della velocità della pressa piegatrice sia al di sopra del materiale da formare e che l'indicatore di tonnellaggio registri il tonnellaggio nominale.
L'operatore cerca continuamente di formare i pezzi oltre la capacità della pressa piegatrice.
La valvola di scarico dell'impianto idraulico ad alta pressione si sta scaricando prematuramente.
L'elemento di accoppiamento tra il motore elettrico e la pompa idraulica è usurato o disintegrato.
Rimuovere il gruppo della cartuccia di scarico dell'alta pressione dal blocco del collettore ed esaminare gli O-ring per verificare che non siano danneggiati. Spingere il cursore scorrevole centrale per confermare la funzionalità della valvola. Pulire con solvente e aria compressa per rimuovere eventuali particelle estranee. Reinstallare e testare la valvola.
La cartuccia della pompa ad alta pressione è difettosa o usurata, con conseguente perdita di flusso e di pressione.
Rimuovere il gruppo della cartuccia di scarico dell'alta pressione dal blocco del collettore ed esaminare gli O-ring per verificare che non siano danneggiati. Spingere il cursore scorrevole centrale per confermare la funzionalità della valvola. Pulire con solvente e aria compressa per rimuovere eventuali particelle estranee. Reinstallare e testare la valvola.
Ispezionare e sostituire se necessario.
11. La pompa idraulica è rumorosa
Causa
Soluzione
Il livello del fluido idraulico è basso.
Controllare il livello del fluido quando lo slittone della pressa è in posizione sollevata. Se necessario, aggiungere fluido fino a quando l'indicatore è visibile.
Il filtro di aspirazione della pompa è otturato o ostruito.
Controllare le condizioni del fluido. Sostituire il filtro idraulico, il fluido e il filtro idraulico come richiesto.
Le tubazioni o i collegamenti dell'ingresso idraulico sono allentati e la pompa ingerisce aria.
Controllare che la guarnizione dell'albero non sia usurata o danneggiata. Se necessario, sostituirla.
Controllare i collegamenti delle tubazioni, l'O-ring della pompa alla flangia di ingresso e serrare i bulloni della flangia di ingresso.
Controllare che la guarnizione dell'albero non sia usurata o danneggiata. Se necessario, sostituirla.
12. Le modalità operative non passano all'impostazione successiva.
Causa
Soluzione
Il selettore EDIT è impostato su LOCK.
Verificare la procedura operativa scritta del lavoro e modificare la modalità operativa per verificarne la conformità.
13. Il calibro CNC è inutilizzabile/malfunzionante
Causa
Soluzione
Interfaccia di misura CNC non corretta
Verificare la documentazione e l'installazione dell'interfaccia. Contattare il servizio di assistenza in fabbrica per confermare i requisiti dell'interfaccia della pressa piegatrice.
14. Il motore principale della pressa piegatrice non può essere avviato
Cause:
Il circuito di avviamento del motore principale può funzionare male a causa di vari fattori, tra cui il mancato rilascio del pulsante di arresto di emergenza, l'allentamento dei collegamenti dei cavi o l'assenza di alimentazione a 24 V.
Inoltre, i componenti relativi al sistema di avviamento del motore principale, come i relè termici, gli interruttori automatici e i contattori CA, possono funzionare male o danneggiarsi, causando un guasto al circuito di avviamento.
Problemi di alimentazione;
Soluzioni:
Controllare se l'arresto di emergenza del motore principale non è stato sbloccato, se il cablaggio è allentato e se l'alimentazione di controllo è a 24 V;
Per determinare la causa del guasto al circuito di avviamento del motore principale, è necessario ispezionare i componenti del circuito di avviamento per verificare la presenza di un sovraccarico. Se presente, è importante analizzare le cause del sovraccarico e verificare se i componenti sono stati danneggiati.
Controllare se l'alimentazione trifase è normale;
15. Lo slittone della pressa piegatrice non può essere abbassato rapidamente
Cause:
La messa a punto della guida del montante è troppo stretta;
L'asse del calibro posteriore non è in posizione;
L'ariete non si trova nella posizione di punto morto superiore;
I segnali del footswitch non sono entrati nel modulo;
Il malfunzionamento della servovalvola proporzionale;
Soluzioni:
Verificare se la guida del montante è adeguata;
Per risolvere il problema, è necessario verificare se sul controllore è presente un cursore per la posizione effettiva dell'asse X, oppure verificare se il valore di programmazione del registro posteriore e il valore effettivo corrispondono nell'interfaccia manuale.
Sul controller, lo stato dell'asse Y deve essere impostato su "1". Se è impostato su "6", è necessario controllare le coordinate effettive dell'asse Y. Il valore deve essere inferiore alla differenza tra l'asse Y e la sua posizione di ritorno. Il valore deve essere inferiore alla differenza tra l'asse Y e la sua posizione di ritorno.
In base agli schemi elettrici, verificare se i segnali di ingresso dell'interruttore a pedale sono normali;
Verificare se la retroazione della servovalvola proporzionale è normale;
16. Lo slittone della pressa piegatrice non riesce a piegarsi o la velocità di piegatura è molto bassa
Cause:
La ram non è al punto di conversione della velocità;
L'insieme dei parametri di flessione dell'asse Y non è buono;
La pressione non è sufficiente, come ad esempio la programmazione, le impostazioni dei parametri della macchina utensile, l'idraulica;
Soluzioni:
Controllare se lo stato dell'asse Y da "2" a "3", il valore effettivo dell'asse Y deve essere maggiore del valore del punto di conversione della velocità, altrimenti è necessario regolare i parametri della parte di avanzamento rapido;
Regolare nuovamente parte dei parametri della curvatura dell'asse Y;
Per diagnosticare ulteriormente il problema, è importante verificare se la programmazione non è corretta, se le impostazioni dei parametri sono errate o se ci sono problemi idraulici. A tal fine, è possibile utilizzare un manometro e un multimetro per rilevare la pressione principale e il segnale della valvola di pressione proporzionale. Quindi, verificare se la valvola di pressione proporzionale e la valvola principale sono bloccate, ispezionare il filtro e l'olio e, infine, controllare la pompa e il suo accoppiamento.
Il ritorno senza carico non è possibile, forse per un problema del parametro o per un guasto idraulico;
Non è possibile tornare indietro durante la piegatura, l'angolo del pezzo non soddisfa il valore impostato;
Non è possibile tornare indietro durante la piegatura, l'angolo del pezzo ha superato il valore impostato;
Soluzioni:
Per risolvere i problemi dell'asse Y, è importante eseguire il debug dei parametri dell'asse Y e dei parametri di flessione in base alle condizioni reali. Se il guadagno è troppo piccolo, il martinetto potrebbe non piegarsi correttamente o del tutto, mentre se è troppo grande, il martinetto potrebbe oscillare. I parametri devono essere regolati in modo che il martinetto non si muova o abbia un guadagno leggermente superiore.
Inoltre, durante la procedura diagnostica potrebbe essere necessario regolare le impostazioni del bias per la valvola destra e sinistra. Se l'asse Y è troppo piccolo, potrebbe non essere in grado di raggiungere la sua posizione, mentre se è troppo grande potrebbe non essere in grado di scaricare. In caso di guasto idraulico, è necessario controllare la pressione principale e verificare se la valvola PV S5 è stata messa in posizione di potenza.
È possibile che l'impostazione del guadagno del parametro dell'asse Y sia troppo bassa e che possa essere aumentata correttamente. In alternativa, la pressione potrebbe non essere sufficiente ed è necessario analizzare il motivo della mancanza di pressione. Ciò potrebbe essere dovuto a fattori di programmazione o idraulici.
I fattori di programmazione includono la selezione dello stampo, lo spessore della piastra, il materiale, la lunghezza del pezzo, il metodo di piegatura, ecc. I fattori idraulici, invece, comprendono la perdita della pompa idraulica, la contaminazione o il danneggiamento della valvola di pressione proporzionale, un filtro ostruito o l'olio contaminato.
Principalmente per motivi di programmazione e funzionamento, controllare il programma e il pezzo in lavorazione;
18. Il movimento della ram non è buono
Cause:
La tenuta della guida del montante non è adeguata;
Dado di bloccaggio del montante allentato;
È necessario regolare i parametri della macchina;
È necessario regolare i punti di guadagno e di zero dell'amplificatore della servovalvola proporzionale;
La pressione della valvola di contropressione potrebbe essere errata o sbilanciata tra i due lati. Se l'impostazione della contropressione è troppo bassa, il martinetto può diminuire lentamente e oscillare durante il funzionamento. Uno sbilanciamento della contropressione tra i due lati può causare la torsione del martinetto durante il funzionamento.
Soluzioni:
Regolare nuovamente il gioco della guida;
Se il dado di bloccaggio e la vite sono troppo allentati, è necessario sostituirli;
Se esiste una curva di riferimento, deve essere regolata in base alla curva di riferimento;
Solo le valvole BOSCH e REXROTH sono regolabili, ma bisogna essere prudenti;
Utilizzare i manometri per regolare la pressione della valvola di contropressione e rendere coerenti i due lati;
19. Il motore principale si arresta automaticamente, relè termico, protezione dell'interruttore automatico
Cause:
La valvola di pressione proporzionale, la valvola principale era bloccata, la macchina è stata in stato di aumento di pressione;
Il tappo del filtro è bloccato, il movimento dell'olio non è regolare, la pressione della pompa è elevata;
L'uso del petrolio per troppo tempo è stato contaminato;
Scarsa qualità dell'olio;
Interruttori automatici, problemi di successione termica, mancato raggiungimento della corrente nominale;
Il guasto dell'uscita di pressione controllata dal sistema e l'invio di un segnale errato hanno fatto sì che la valvola di pressione proporzionale funzionasse sempre;
Soluzioni:
Pulizia della valvola di pressione proporzionale e della valvola principale;
Sostituire il filtro e controllare il grado di inquinamento dell'olio;
I3, sostituire immediatamente il filtro dell'olio;
Sostituito con l'olio consigliato;
Sostituire l'interruttore automatico, l'interruttore di surriscaldamento;
Controllare l'uscita del sistema;
20. La valvola idraulica è bloccata
Cause:
L'uso del petrolio per troppo tempo è stato contaminato;
Scarsa qualità dell'olio;
La pelle di gomma all'imboccatura del serbatoio dell'olio invecchia;
Soluzioni:
Sostituire l'olio in tempo;
Sostituire l'olio consigliato;
Sostituire il foglio di gomma resistente all'olio;
21. Declino del cilindro della pressa piegatrice
Cause:
Valvola di contropressione, la valvola di sollevamento è sporca o danneggiata;
La contropressione è minima;
Sforzo del giro di Glyd, usura;
Parete interna del cilindro danneggiata;
Se l'ariete si ferma in qualsiasi posizione e diminuisce lentamente, se dopo 5 minuti scende di meno di 0,50 mm, allora è normale, questo fenomeno è causato principalmente dalle caratteristiche dell'olio idraulico;
Soluzioni:
Pulizia della valvola di contropressione, sollevamento della valvola, se danneggiata sostituzione;
Regolare nuovamente la pressione sulla valvola di contropressione in base alla norma;
Sostituire l'anello Glyd e controllare le cause di sollecitazione e usura dell'anello Gglyd;
In genere, a causa dell'inquinamento da olio, è necessario sostituire il cilindro e l'anello di tenuta;
La contropressione su entrambi i lati è incoerente, l'impostazione della contropressione potrebbe essere alta;
Soluzioni:
Regolare la contropressione al valore specificato, per mantenere la coerenza;
23. La ram attende troppo a lungo nel punto di transizione di velocità
Cause:
La porta di aspirazione del serbatoio perde;
Guasto della valvola di riempimento, ad esempio la cattiva installazione porta al blocco del nucleo della valvola o la tensione della molla non è sufficiente;
L'insieme dei parametri dell'asse Y non è buono;
Soluzioni:
Controllare la tenuta del foglio di gomma e reinstallare il coperchio;
Controllare l'installazione della valvola di riempimento, verificare il funzionamento del nucleo della valvola, controllare la tensione della molla;
Regolare i parametri dell'asse Y;
24. La lunghezza e gli angoli di piegatura del pezzo cambiano eccessivamente
Cause:
L'impostazione del parametro inerzia della macchina non è appropriata;
materiale della lastra;
Soluzioni:
Regolare nuovamente i parametri di inerzia della macchina;
Controllare il materiale della lastra;
25. Quando il pezzo in lavorazione ha una piegatura a più vie, la dimensione dell'errore cumulativo ha errori troppo grandi
Cause:
Il pezzo ha troppe fasi di piegatura, con conseguente errore di accumulo elevato;
Ordine di piegatura irragionevole;
Soluzioni:
Regolare con precisione l'accuratezza di ciascuna curva in modo che l'angolo sia il più possibile nella differenza negativa, la dimensione sia la più accurata possibile;
La selezione di stampo inferiore durante la modalità di programmazione è irragionevole;
Il set di impedenza dello stampo non è corretto;
Il metodo di piegatura della programmazione è stato scelto in modo errato;
Vengono modificati i parametri costanti della macchina, come i parametri del materiale e la selezione delle unità;
Soluzioni:
Dovrebbe selezionare il utensili per presse piegatrici in base alla relazione tra lo spessore della piastra e la larghezza della fessura V della matrice inferiore;
Il set corretto di impedenza dello stampo;
Controllare il programma;
Controllare i parametri costanti della macchina utensile;
27. Quando si programmano grandi archi di curvatura, si calcola che il sistema sia lento o morto.
Cause:
Il valore programmato del valore X supera il valore massimo dell'asse X nel parametro;
Soluzioni:
Controllare il programma;
28. La temperatura dell'olio idraulico della pressa piegatrice è troppo alta
Cause:
Guasto idraulico, come ad esempio l'intasamento del filtro, l'inquinamento dell'olio, il deterioramento, ecc;
Lavoro di lunga durata e ad alta pressione;
Soluzioni:
Controllare il filtro, l'olio e, se necessario, sostituirlo;
Verificate le ragioni delle lunghe ore di lavoro ad alta pressione, se si tratta di esigenze reali o di altri motivi;
29. Gli angoli del pezzo fabbricato non sono precisi
Cause:
Se l'errore è molto elevato, potrebbe trattarsi di un errore di programmazione, dell'allentamento del collegamento del martinetto o di un guasto al righello della griglia;
se l'errore è piccolo, è possibile correggere i parametri nel controller, dopo che l'emendamento può funzionare in modo stabile, allora è normale;
L'angolo instabile, che cambia spesso, può essere causato dal montante allentato, dal guasto del righello della griglia, dai materiali metallici;
Soluzioni:
Per risolvere il problema, è importante rivedere le procedure di funzionamento e verificare se lo stampo, il materiale, lo spessore, la lunghezza del pezzo e la modalità di piegatura indicati nelle procedure corrispondono al funzionamento effettivo. Inoltre, è importante verificare se la connessione del pistone è sicura e se la connessione della griglia è solida.
Piccoli errori durante l'operazione possono essere causati da una serie di fattori, come le differenze tra lo spessore del materiale programmato e quello effettivamente utilizzato, l'uniformità del materiale, l'usura dello stampo e motivi legati all'operatore.
Per determinare la causa del problema, è necessario verificare l'accuratezza del riposizionamento dell'asse Y. Inoltre, è necessario verificare se il collegamento del martinetto e della griglia sono normali. Se sono normali, il problema potrebbe essere causato dal materiale della piastra.
30. Le dimensioni del pezzo fabbricato non sono precise
Cause:
Le frequenti variazioni delle dimensioni dell'instabilità possono essere causate da fattori quali l'alimentazione della pressa piegatrice, il servoazionamento, l'encoder del servomotore e i relativi cavi, i sistemi, il collegamento meccanico della vite e la cinghia dentata (ruota).
Le deviazioni stabili in termini di dimensioni sono spesso causate dal parallelismo e dalla rettilineità della trave del registro posteriore e il parallelismo e il grado verticale del tappo posteriore.
Quando si posiziona utilizzando il bordo di piegatura, se l'angolo di piegatura è superiore a 90 gradi, la distanza di posizionamento può essere ridotta.
Soluzioni:
È importante verificare l'accuratezza della ripetizione dell'asse del calibro posteriore, che in genere dovrebbe essere inferiore a 0,02 mm. Se si verifica una deviazione significativa, è necessario identificare i possibili fattori e risolverli. Se il problema è causato dal servoazionamento, dall'encoder del servomotore o dal controllore, è meglio rivolgersi all'assistenza di produttore di presse piegatrici.
Per risolvere il problema, è importante verificare innanzitutto il parallelismo e la rettilineità della trave, quindi controllare il parallelismo e il grado verticale del tappo posteriore.
Se si posiziona utilizzando il bordo di piegatura, si raccomanda di assicurarsi che l'angolo di piegatura non superi i 90 gradi.
31. Il pezzo in lavorazione si deforma nella posizione di piegatura dopo la piegatura
Cause:
La causa della deformazione è dovuta principalmente alla velocità di piegatura, che impedisce alla mano di seguire la deformazione del pezzo.
Soluzioni:
Per risolvere il problema, è necessario ridurre la velocità di piegatura e fare in modo che le mani si muovano in tandem con il pezzo.
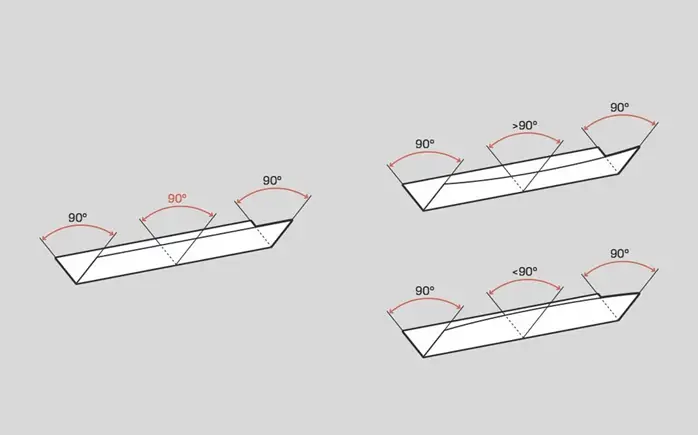
32. L'angolo di piegatura del pezzo lungo non è costante
Cause:
Il problema può essere causato da incongruenze nello spessore del materiale, con un'estremità spessa e l'altra sottile.
Il problema può essere causato da un'altezza incoerente del punzone, con un'estremità più alta dell'altra.
Il problema potrebbe essere causato da un blocco centrale non uniforme.
Soluzioni:
Si prega di fornire un feedback al Taglio laser e assicurarsi che venga prestata la giusta attenzione alla selezione dei materiali. Inoltre, sostituisce il punzone della pressa piegatrice e regola il blocco centrale, se necessario.
33. Talvolta il pezzo in lavorazione si deforma durante la Piegatura a Z
Cause:
Durante il processo di piegatura, l'estremità posteriore del pezzo si solleva lungo la curva ed entra in contatto con il dito posteriore, causandone l'incastro. Di conseguenza, il pezzo si deforma dopo il processo di piegatura.
Soluzioni:
Adotta la funzione di trazione posteriore del tappo posteriore.
34. Il bordo del foro quadrato al centro dell'immagine lamiera è molto vicino alla linea di piegatura, per cui il pezzo non può essere piegato completamente.
Cause:
La distanza tra il bordo del pezzo da lavorare e il linea di piegatura è meno della metà della dimensione dell'apertura a V della matrice, rendendo impossibile la piegatura.
Soluzioni:
Macinare il materiale fino alla linea di piegatura.
Premere prima la linea di piegatura e poi piegarla.
35. Sul pezzo è presente un foro, molto vicino alla linea di piegatura. Il foro si deforma se viene piegato direttamente.
Soluzioni:
Premere prima la linea e poi piegare.
Ritagliare una riga al posizione di piegatura con una taglierina laser per evitare di tirare il materiale.
Se la produzione prevede piccoli lotti e richiede una buona finitura, si consiglia di utilizzare una macchina per il taglio laser per la creazione di fori e la piegatura. Infine, completare l'intero processo di espansione.
36. Le dimensioni ridotte della piegatura rendono difficile il posizionamento e il punzone preme facilmente sul dito posteriore.
Cause:
La dimensione della curva è compresa nell'intervallo della distanza tra la linea centrale dell'apertura a V dello stampo e il bordo del pezzo, rendendo difficile il posizionamento se lo stampo è installato con l'orientamento normale. Se viene installato al contrario, il punzone premerà contro il dito posteriore.
Soluzioni:
Per evitare il punzone, installare la matrice al contrario e posizionare una guarnizione davanti al tappo posteriore, facendolo arretrare.
Se le dimensioni dell'altra estremità sono precise, è possibile eseguire il posizionamento in quella posizione. È importante ricordare di installare la matrice in posizione inversa.
37. La flangia di piegatura non è diritta e la dimensione è instabile.
Cause:
Le linee di pressatura e la pre-curvatura non sono state prese in considerazione durante il processo di progettazione.
La forza di pressione è insufficiente.
L'usura angolare sugli stampi convessi e concavi è asimmetrica o la forza di flessione non è uniforme.
L'altezza è troppo bassa.
Soluzioni:
Progettare il linea stampa o il processo di pre-curvatura.
Aumentare la forza di pressione
Assicurare un gioco uniforme tra gli stampi convessi e concavi ed eseguire la lucidatura ad angolo retto.
L'altezza non deve essere inferiore al limite minimo di dimensioni.
38. Abrasione della superficie esterna del pezzo dopo la piegatura
Durante la piegatura con pressione elastica e il posizionamento con fori, l'esterno del gomito può essere tirato a causa dell'attrito tra la superficie concava dello stampo e la superficie esterna dei pezzi, causando la deformazione dei fori di posizionamento.
Soluzioni:
Adotta la piegatura della forma
Aumentare la pressione della piastra di espulsione
Per evitare lo scivolamento dei pezzi durante la piegatura, aggiungere alcuni punti duri o grani alla piastra di espulsione per aumentare la forza di attrito.
41. La superficie curva è stata assottigliata.
Cause:
L'angolo di arrotondamento dello stampo concavo è troppo piccolo
Lo spazio tra gli stampi convessi e concavi è troppo piccolo
Soluzioni:
Aumentare il raggio dello stampo concavo
Correggere lo spazio tra gli stampi convessi e concavi
42. La faccia terminale del pezzo è rigonfia o irregolare
Cause:
Durante la piegatura, la superficie esterna del materiale viene tirata in direzione circolare, provocando una deformazione da contrazione, mentre la superficie interna viene premuta in direzione circolare, provocando una deformazione da allungamento. Ciò provoca un rigonfiamento della superficie terminale di flessione lungo la direzione di piegatura.
Soluzioni:
Il punzone deve essere sottoposto a una pressione sufficiente nella fase finale di stampaggio.
Realizzare il raggio dello stampo concavo corrispondente all'angolo esterno dei pezzi
Ulteriore miglioramento dei processi
43. La parte inferiore del pezzo concavo è irregolare
Cause:
Il materiale stesso è irregolare
L'area di contatto tra la piastra superiore e il materiale è ridotta o la forza di espulsione del materiale è insufficiente.
Non è necessario il dispositivo di espulsione nello stampo concavo
Soluzioni:
Materiali di livellamento
Regolare il dispositivo di espulsione per aumentare la forza di espulsione.
Aggiungere un dispositivo di espulsione o calibrazione
Aggiungere la procedura di rimodellamento
44. Dislocazione dell'asse di due fori contrapposti dopo la piegatura
Cause:
Il materiale rimbalza e cambia la angolo di curvatura in modo che la linea centrale sia disallineata.
Soluzioni:
Aggiungere la procedura di calibrazione
Migliorare stampo di piegatura struttura per ridurre la resilienza dei materiali
45. La precisione della posizione del foro non può essere garantita dopo la piegatura.
Cause:
La dimensione di espansione delle parti è sbagliata
Calcolare con precisione le dimensioni del fustellato
Aggiungere la procedura di calibrazione o migliorare la piegatura formatura di stampi struttura
Modificare i metodi della tecnica o aggiungere il processo di posizionamento della tecnica
46. La linea curva non è parallela al centro dei due fori.
Cause:
Quando l'altezza di piegatura è inferiore all'altezza minima del limite di piegatura, la parte piegata si espande.
Soluzioni:
Aumentare l'altezza delle parti di piegatura
Migliorare la tecnica di piegatura
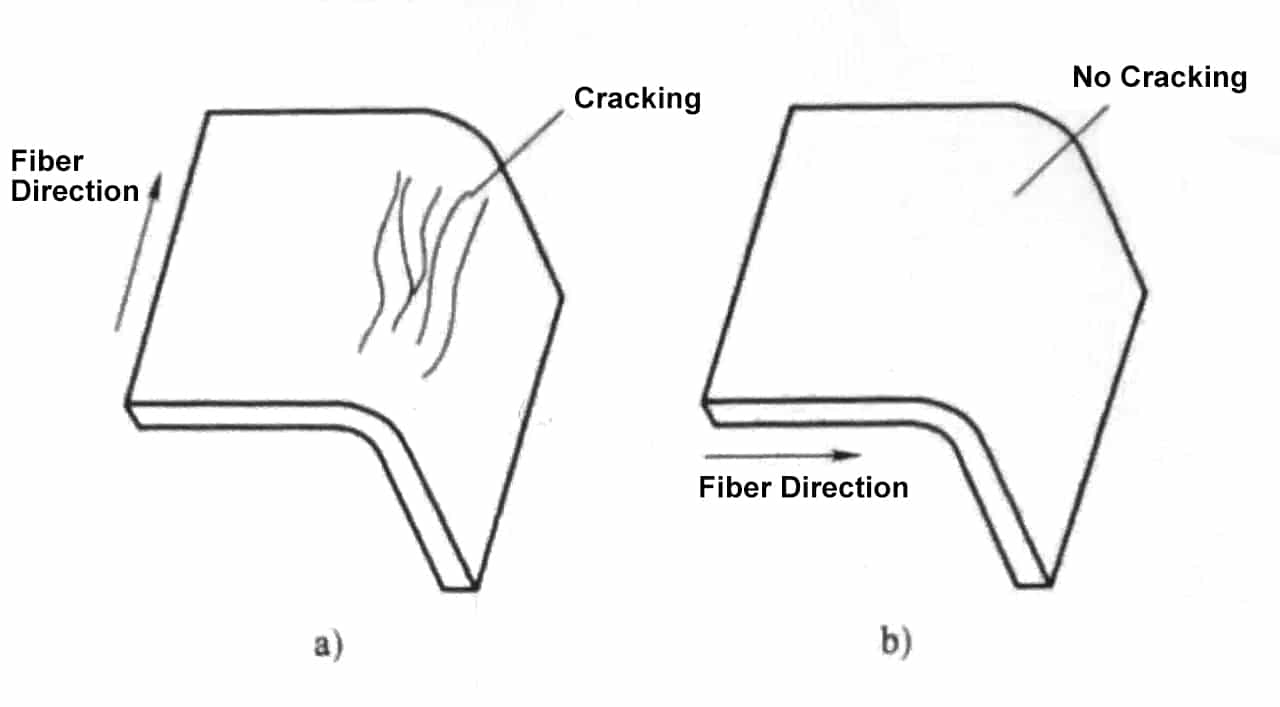
47. La parte piegata presenta una deflessione dell'arco in direzione della larghezza
Cause:
La torsione e la deflessione si producono a causa dell'incoerenza della profondità di imbutitura e del ritiro in direzione della larghezza del componente.
Soluzioni:
Aumentare la pressione di flessione
Aggiungere la procedura di calibrazione
Assicurarsi che la direzione della grana del materiale e la direzione di piegatura abbiano un determinato angolo
48. Le parti con intaglio si piegano verso il basso
Cause:
L'intaglio apre i due bordi dritti a sinistra e a destra, provocando una deviazione nella parte inferiore del pezzo.
Soluzioni:
Migliorare la struttura dei componenti
La quantità di tecnologia indennità di curvatura viene aumentata in corrispondenza dell'incisione per renderla connessa e poi tagliata dopo la piegatura
49. Il pezzo deformato dopo la piegatura
Cause:
La deformazione è dovuta principalmente alla velocità della piegatrice e la mano non ha tenuto il passo con la velocità della macchina.
Soluzioni:
Ridurre la velocità della piegatrice, il pezzo da lavorare a mano ha la stessa velocità del funzionamento della macchina.
50. Per il pezzo più lungo, ci saranno un angolo grande e uno piccolo alle due estremità.
Cause:
Lo spessore del materiale è incoerente, un'estremità spessa e un'altra sottile.
Usura dello stampo non uniforme, altezza diversa alle due estremità.
Il blocco centrale non è equilibrato, non è allo stesso livello.
51. Quando si piega la forma Z con la piegatrice CNC, alcune parti si deformano.
Cause:
Ciò è dovuto principalmente al movimento di flessione verso l'alto del pezzo, che ha colpito il tappo posteriore ed è stato schiacciato, provocando la deformazione.
Soluzioni:
Estrarre il calibro posteriore.
52. La dimensione della piegatura è piccola, il posizionamento è sbagliato, lo stampo è facile da premere il calibro posteriore.
Cause:
La matrice inferiore non può essere posizionata durante la distanza tra l'asse centrale della V e il bordo della matrice.
Soluzioni:
Installare lo stampo in un altro modo. Aggiungere una guarnizione (non più di 3t) prima del calibro posteriore, in modo che il calibro posteriore possa evitare lo stampo superiore.
Se la dimensione dell'altra estremità ≧ 3 può anche fare l'altra estremità rimanere e installare lo stampo inferiore in un altro modo intorno.
53. Uno spazio troppo grande tra lo slittone e la guida produce un suono anomalo.
Cause:
Questo tipo di malfunzionamento è dovuto all'uso prolungato delle rotaie, all'aumento del divario causato dall'usura.
Soluzioni:
È necessario controllare il grado di usura della piastra di guida, determinare se sostituire la piastra di guida in base al grado di usura, regolare nuovamente la distanza per soddisfare i requisiti.
54. Guasto alla trasmissione dell'indicatore posteriore.
Cause:
La trasmissione a scartamento ridotto si guasta perché l'albero di trasmissione è disinnestato dalla cinghia di distribuzione della puleggia dentata o la cinghia slitta.
Soluzioni:
Questo malfunzionamento richiede il rimontaggio della catena e della cinghia di distribuzione, quindi il controllo della sezione elettrica.
55. Disallineamento parallelo eccessivo tra la guida trasversale della sagoma posteriore e l'asse dello stampo.
Soluzioni:
Tale fallimento deve liberare l'asse "X". cinghia sincronaRegolare nuovamente il campo di tolleranza del parallelismo, reinstallare la cinghia sincrona.
56. L'allentamento del collegamento del cilindro e dello slittone causa un angolo di piegatura non preciso o l'impossibilità per la macchina di trovare il punto di riferimento.
Soluzioni:
Questo tipo di guasto richiede una nuova verifica del serraggio dello stelo e del dado di collegamento del cilindro.
Controllare se la bobina della valvola di sicurezza proporzionale è accesa. Se la tensione della bobina elettromagnetica soddisfa i requisiti. Per questi motivi, controllare le parti elettriche interessate.
Controllare se la valvola a cartuccia è bloccata o se il cursore principale è bloccato e se il foro umido è intasato. Se questo è il motivo, rimuovere la valvola di scarico e pulirla.
modulazione di fase dell'alimentazione trifase, con conseguente inversione del motore.
58. La velocità della ram passa da lenta a veloce, la pausa è troppo lunga.
Soluzioni:
Controllare se la superficie dell'olio del serbatoio è troppo bassa e se la bocca di riempimento non è allagata. In caso di avanzamento rapido, la camera del cilindro si riempie di liquido e aria, causando un riempimento insufficiente. Per i motivi di cui sopra, è possibile aggiungere olio al serbatoio di riempimento 5 mm sopra la bocca di riempimento fino a riempirlo completamente.
Verificare se la velocità di avanzamento rapido è eccessiva e causa un riempimento insufficiente. Per i motivi sopra descritti, è possibile ridurre la velocità di avanzamento rapido modificando i parametri del sistema.
Controllare se la valvola di riempimento è completamente aperta, se è a causa dell'inquinamento da olio, l'attività del cursore della valvola non è flessibile e il problema del blocco porta a un riempimento insufficiente dell'olio. È necessario pulire la valvola di riempimento e reinstallarla, rendendo flessibile il cursore.
59. La ram ritorna normale, l'avanzamento rapido normale, il manuale non può rallentare, la flessione è debole.
Soluzioni:
Controllare se la valvola di inversione, che controlla il circuito dell'olio, funziona correttamente. In caso contrario, la valvola di riempimento non è chiusa, per cui la camera superiore e la porta di riempimento del serbatoio sono collegate e non possono creare pressione. Il motivo per cui la valvola non funziona correttamente è che non è alimentata o è bloccata.
Controllare se la valvola di riempimento è bloccata; in tal caso, pulire la valvola di riempimento e reinstallarla, in modo che la bobina sia flessibile.
60. La velocità di ritorno della ram è troppo bassa.
Cause:
Il malfunzionamento come l'alta pressione di ritorno è dovuto principalmente al fatto che la valvola di riempimento non è aperta. Questo fenomeno è in contrasto con la logica del malfunzionamento di cui sopra.
Soluzioni:
Questo può essere gestito facendo riferimento alla soluzione del malfunzionamento 3.
61. Dopo l'avvio della pompa della piegatrice a controllo numerico, i sezionatori di bassa tensione.
Soluzioni:
Per tali guasti sono necessari i seguenti controlli:
Controllare il fenomeno della mancanza di alimentazione.
Controllare se il filtro ad alta pressione è ostruito e se la corrente del motore della pompa è troppo elevata.
Controllare se l'interruttore di bassa tensione è impostato su un valore troppo basso.
62. Dopo l'avvio del CNC freni a pressa, il punto di riferimento non può essere trovato durante il ritorno.
Soluzioni:
Le parti di collegamento della testina di lettura del righello possono allentarsi, causando il mancato allineamento della testina di lettura con il punto di riferimento sul righello durante la corsa di ritorno. In questo caso, il cilindro ha superato la sua corsa e la pompa funziona in sovraccarico. Per risolvere questo problema, premere il pulsante rosso di arresto sul Sistema CNC per fermare il punto di riferimento. Ricollegare il connettore per fissare il righello a griglia, passare alla modalità manuale e abbassare manualmente la ram fino ad allinearla con la matrice inferiore. Tornare quindi al punto di riferimento e risolvere il problema.
Se l'operatore non ha spento correttamente la pressa piegatrice dopo l'ultima operazione e non ha fermato il pestone nella posizione di punto morto superiore prima di spegnere la pressa piegatrice, il sistema di controllo della pressione è stato disattivato. Pressa piegatrice CNCIl ram potrebbe trovarsi nella posizione di sovrapposizione dello stampo superiore e di quello inferiore all'avvio successivo. In questo modo il sistema non sarà in grado di trovare il punto di riferimento durante l'operazione del punto di riferimento.
Per risolvere questo problema, passare il sistema in modalità manuale e regolare manualmente lo slittone sulla posizione di sovrapposizione dello stampo superiore e inferiore. Quindi passare alla modalità semiautomatica o automatica e riposizionare il punto di riferimento.
63. Per la piegatrice CNC DNC60 o DNC600, il sistema CNC non viene visualizzato, la spia grigio-bianca del tasto di programmazione lampeggia.
Cause:
Questo malfunzionamento è in genere causato dal fatto che l'operatore del controllore non cancella tempestivamente e accuratamente i programmi di prodotto non utilizzati durante il processo di programmazione del prodotto, modificando invece direttamente il programma del prodotto precedente.
Se questo comportamento si ripete, la memoria buffer del sistema si riempie di programmi e il programma di sistema non funziona correttamente.
Soluzioni:
Per risolvere il problema, scollegare innanzitutto l'alimentazione principale del motore. Quindi, premere contemporaneamente i tasti "+ +" e "- -" sulla tastiera. Infine, riaccendere il sistema per riportarlo allo stato iniziale.
Quindi, cancellare il progetto digitando "1" per indicare la voce da cancellare. Dopo aver inserito la password "817", premere il tasto di conferma. Sullo schermo viene visualizzato un messaggio che indica che l'operazione è stata eseguita. A questo punto, le operazioni necessarie per cancellare il progetto sono state completate.
64. Il "conteggio non è accurato" del righello per griglie della piegatrice CNC causa un errore nell'angolo di piegatura.
Cause:
Questo malfunzionamento deriva principalmente dall'aumento cumulativo degli errori di precisione di riposizionamento sugli assi "Y1" e "Y2", con conseguente aumento dell'errore angolare del pezzo dopo la piegatura. Questo aumento dell'errore angolare si aggiunge agli errori precedenti ed è causato principalmente dalla perdita di impulsi del segnale di feedback del righello a griglia.
Soluzioni:
Per risolvere questo problema, rimuovere il righello della griglia e pulirlo accuratamente. Attuare misure per ridurre la polvere e le vibrazioni. Riprogettare e reinstallare il righello per garantire un livello di installazione ragionevole. Se il righello è danneggiato, deve essere restituito al produttore per la riparazione o la sostituzione.
65. Dopo la programmazione del prodotto, la distanza di sicurezza viene allarmata per l'asse "X" e "R" del calibro posteriore.
Cause:
Questo tipo di malfunzionamento si verifica principalmente perché le impostazioni della distanza di sicurezza tra lo stampo superiore e quello inferiore e le posizioni limite per gli assi X e R sono in conflitto con le posizioni programmate. Per garantire la sicurezza, il sistema attiva un allarme e impedisce il funzionamento se queste impostazioni non sono corrette.
Soluzioni:
Per risolvere il problema, riprogrammare il prodotto o modificare i parametri del prodotto o le impostazioni dello stampo in modo che siano conformi ai requisiti. Questo eliminerà l'allarme e consentirà il funzionamento.
66. Asse X e asse R, si verifica un errore nel motore di azionamento.
Soluzioni:
Per risolvere questo tipo di guasto, aprire innanzitutto la scatola elettrica del Curvatura CNC macchina. Controllare il codice di allarme sul display del driver e determinare la causa dell'allarme facendo riferimento al manuale dell'utente e al codice di allarme richiesto.
Due allarmi comuni sono:
Allarme 16, che indica un sovraccarico del motore dell'azionamento. Controllare la flessibilità, la resistenza e il limite meccanico degli azionamenti dell'asse X e dell'asse Y. Se necessario, risolvere eventuali problemi meccanici. Se necessario, risolvere eventuali problemi meccanici.
Allarme 22, che indica un allarme del segnale di retroazione dell'encoder. Il problema può essere causato da un cattivo contatto sul "giunto", da una saldatura o disconnessione o da un'interferenza del segnale. Controllare ogni problema uno per uno.
67. La posizione del display del computer Y1, Y2 non corrisponde alla posizione reale.
Cause:
Questo tipo di guasto è dovuto principalmente alle modifiche del punto di riferimento originale della piegatrice a controllo numerico, che non sono precise.
Soluzioni:
Per reinizializzare il punto di riferimento.
68. Il posizionamento del controller degli assi X e R non corrisponde al posizionamento effettivo.
Cause:
Questo tipo di malfunzionamento è causato da una modifica della posizione dell'asse X e dell'asse R mentre la macchina è spenta. Il computer conserva la memoria della posizione precedente allo spegnimento, con conseguente discrepanza tra le posizioni effettive e quelle registrate dell'asse X e dell'asse R.
Soluzioni:
La posizione dell'asse X e dell'asse R deve essere reimpostata.
69. La deviazione della posizione dell'asse Y1 e dell'asse Y2 supera la distanza di deviazione di sincronizzazione consentita, il martinetto non può muoversi verso l'alto e verso il basso.
Cause:
Questo tipo di guasto si verifica quando lo slittone non è posizionato tra lo stampo superiore e quello inferiore al momento dell'arresto, causando la caduta del punzone. Di conseguenza, le posizioni effettive degli assi Y1 e Y2 superano i loro limiti.
Per risolvere il problema, regolare le posizioni effettive degli assi Y1 e Y2. Il controllore dovrebbe visualizzare il valore della posizione attuale. Una volta effettuata la regolazione, la pressa piegatrice può funzionare normalmente.
Soluzioni:
Per risolvere il problema, aumentare i dati nel controllore del file Pressa CNC di 5 mm rispetto al valore originale. Passare quindi alla modalità manuale e abbassare manualmente il martinetto. Il sistema correggerà automaticamente la posizione e tornerà al funzionamento normale.
70. Angolo disuguale ad ogni estremità del pezzo formato
Causa
Soluzione
Variazione dello spessore del metallo.
Spostare il parallelo della ram per compensare eventuali variazioni.
Controllare lo spessore del materiale su entrambe le estremità del pezzo. Spostare la slitta parallelamente per compensare le variazioni di spessore del materiale.
Spostare il parallelo dello slittone per compensare eventuali variazioni dell'utensile.
71. Incoerenza dei pezzi formati
Causa
Soluzione
Lo slittone della pressa, il basamento e gli utensili sono rivestiti di materiale antiruggine.
Rimuovere il set di matrici, pulire tutte le parti con un solvente, rimontare e regolare.
L'utensileria non è in piano sulla calotta della pressa
Controllare il gioco con gli spessimetri. Spessorare tra il piano della pressa e l'utensile o raddrizzare meccanicamente come richiesto.
L'utensile è usurato.
Controllare il gioco con gli spessimetri. Spessorare tra il piano della pressa e l'utensile o raddrizzare meccanicamente come richiesto.
72. Ogni pezzo formato presenta un angolo costante da un'estremità all'altra,ma c'è incoerenza da parte a parte
Causa
Soluzione
L'ariete della stampa è in caduta libera
Controllare la regolazione del gruppo delle vie dello slittone della pressa.
Smontare e ispezionare per verificare che non siano danneggiati o usurati gli alloggiamenti, i cursori, le molle o che non vi siano contaminanti.
Smontare e ispezionare gli alloggiamenti, i cursori, le molle o i contaminanti delle bobine danneggiati o usurati.
73. Ogni pezzo formato presenta un angolo incoerente da un'estremità all'altra.
Le viti di serraggio del montante destro sono allentate.
Individuare e serrare nuovamente.
Le viti di serraggio del montante sinistro sono allentate.
Individuare e, se allentato, consultare il servizio di assistenza prima di serrare nuovamente.
Le viti di fissaggio della biella sono allentate.
Individuare e, se allentato, consultare il servizio di assistenza prima di serrare nuovamente.
Il cuscinetto sferico inferiore della biella è usurato o danneggiato.
Il cuscinetto sferico inferiore della biella è usurato o danneggiato.
74. Sottocurvatura al centro della parte formata
Causa
Soluzione
Rimacinare le superfici di formatura degli utensili. Utilizzare pratiche di spessoramento localizzato per compensare le aree usurate.
Rimacinare le superfici di formatura del piano pressa e dello slittone. Utilizzare pratiche di spessoramento localizzate per compensare le aree usurate.
Il basamento della pressa e lo slittone sono usurati al centro a causa della formatura continua di piccoli pezzi in un unico punto.
Il piano della pressa e lo slittone sono usurati al centro a causa della formatura continua di piccoli pezzi in un unico punto.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo esploreremo i consigli essenziali per la sicurezza...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...