12 tipi e usi di attrezzature per presse piegatrici
Vi siete mai chiesti come una semplice lastra di metallo si trasformi in forme complesse? Questo blog post si immerge nell'affascinante mondo delle presse piegatrici e degli stampi di piegatura. Scoprite i tipi di punzoni superiori e le loro applicazioni uniche, e imparate come rendono possibili piegature precise. Preparatevi a scoprire i segreti della piegatura dei metalli!
La piegatura è un processo critico di formatura della lamiera che utilizza una pressa piegatrice e utensili specializzati per creare precise deformazioni angolari nelle lamiere. Questo processo comporta l'applicazione di una forza controllata per deformare plasticamente il materiale lungo un asse lineare.
Le attrezzature per presse piegatrici sono costituite da due componenti principali: l'utensile superiore (punzone) e l'utensile inferiore (matrice). Il punzone, detto anche matrice superiore o lama di piegatura, è il componente attivo che applica la forza di piegatura. Lo stampo inferiore, che sostiene il pezzo, presenta una cavità a forma di V o di canale che consente al materiale di fluire durante l'operazione di piegatura.
La scelta di un'attrezzatura adeguata è fondamentale per ottenere l'angolo di piegatura, il raggio e la qualità complessiva del pezzo desiderati. Fattori come le proprietà del materiale, lo spessore e la complessità della piegatura influenzano la scelta delle configurazioni di punzoni e stampi. Le moderne presse piegatrici utilizzano spesso sistemi di utensili intercambiabili, che consentono rapidi cambi di configurazione e una maggiore flessibilità di produzione.
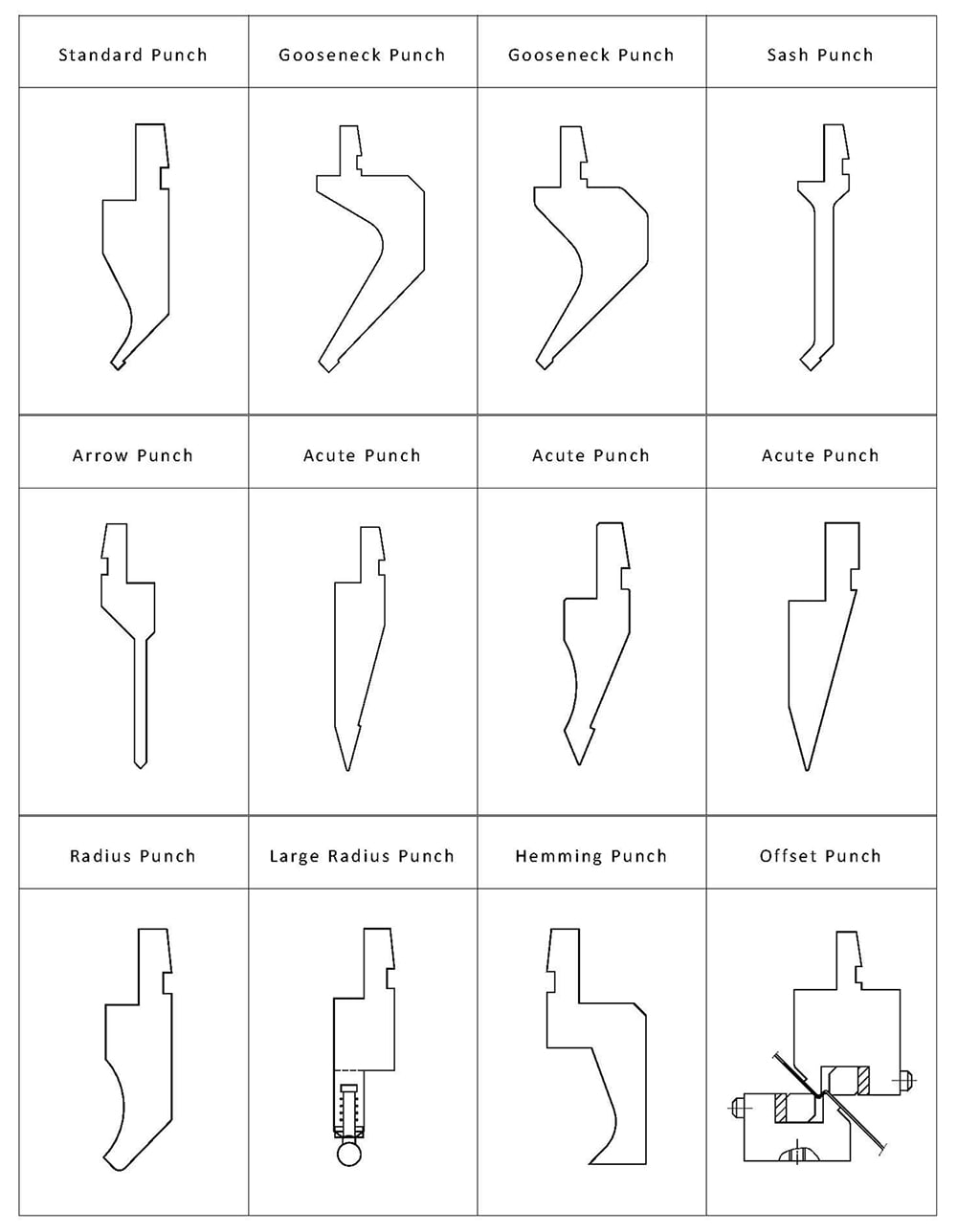
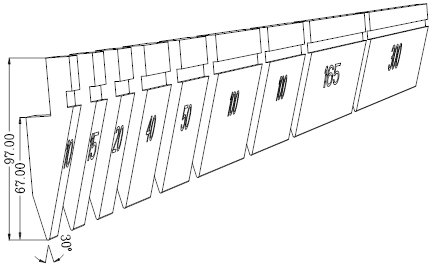
La classificazione specifica degli stampi superiori e inferiori è illustrata nella Figura 1.
1. Classificazione e tipi di punzoni per presse piegatrici: (Fig.1)
Fig.1
2. Il punzone superiore della pressa piegatrice si divide in due tipi: tipo integrale e tipo segmentato.
Punzone superiore integrato: 835 mm e 415 mm
Punzone superiore segmentato: segmentazione a e segmentazione b
Una lunghezza divisa: 10,15,20,40,50,100 (corno destro),100(corno sinistro),200,300;
Lunghezza della divisione B: 10,15,20,40,50,100 (corno destro),100 (corno sinistro),165,300;
3. Classificazione e applicazione dei vari punzoni superiori
3.1. Punzone a collo d'oca
01) Punzone a collo d'oca standard
Valore tollerante alla pressione (lunghezza totale)
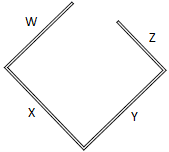
1. L'applicazione del punzone standard nella piegatura consiste principalmente nell'evitare la direzione W e la direzione W. diagramma di piegatura è la seguente:
2. Direzione X: quando Xmin>4 mm, può essere piegato (quando la dimensione è richiesta nella direzione W).
3. Direzione Y: quando 0<Y<30 mm, la direzione Z non può essere evitata. Quando Y≧30 mm, Z=Y-300
Grafico diviso: B split
Corno
02) Punzone a collo d'oca
Valore tollerante alla pressione (lunghezza totale)
50TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
45TON/M
Raggio della punta
0.2R
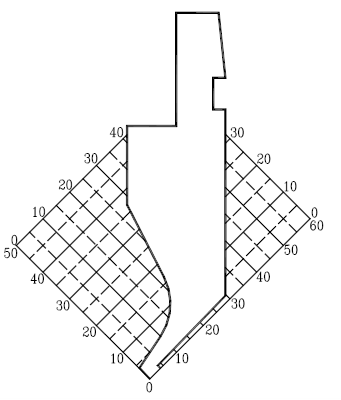
Coordinato grafico(1:2)
Caratteristiche di lavorazione:
1. L'applicazione del punzone a collo d'oca nella piegatura consiste principalmente nell'evitare la direzione W, e il diagramma di piegatura è la seguente:
2. Direzione X: quando Xmin>9mm, può essere piegato (quando la dimensione è richiesta nella direzione W).
3. Direzione Y: quando 0<Y<85mm, la direzione Z non può essere evitata. Quando Y≧85mm, Z=Y-85
Grafico diviso: A spaccatura
Corno
03) Punzone a collo d'oca
Valore tollerante alla pressione (lunghezza totale)
50TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
30TON/M
Raggio della punta
0.2R
Coordinato grafico (0.8:1)
Caratteristiche di lavorazione:
1. L'applicazione del punzone a collo d'oca nella piegatura consiste principalmente nell'evitare la direzione W e il diagramma di piegatura è il seguente:
2. Direzione X: quando Xmin>6mm, può essere piegato (quando la dimensione è richiesta nella direzione W).
3. Direzione Y: Quando 0<Y<75mm, la direzione Z non può essere evitata. Quando Y≧75mm, Z=Y-75
Grafico diviso: A spaccatura
Corno
3.2. Pugno dritto
01) Punzone per anta
Valore tollerante alla pressione (lunghezza totale)
30TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
15TON/M
Raggio della punta
0.2R
Grafico a coordinate (0,8:1)
Caratteristiche di lavorazione:
Adatto per la piegatura di prodotti simmetrici. È possibile evitare sia la direzione anteriore che quella posteriore.
Quando Xmin>10 mm, le direzioni W e X possono aumentare in proporzione.
Quando 0<Y<20 mm, Z=0.
Quando Y>20 mm, le direzioni Y e Z possono aumentare in proporzione.
La lunghezza di curvatura in direzione W è maggiore della lunghezza di curvatura in direzione Z.
Grafico diviso: B spaccatura
Corno
02) Punzone a freccia
Valore tollerante alla pressione (lunghezza totale)
50TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
12TON/M
Raggio della punta
0.2R
Grafico a coordinate (0,8:1)
Caratteristiche di lavorazione:
1. Adatto per la piegatura di prodotti simmetrici, è possibile evitare sia la direzione anteriore che quella posteriore e l'apertura di piegatura può essere di soli 6 mm.
2. Quando X<50 mm, Y<50 mm, le direzioni W e X possono aumentare in proporzione.
Grafico diviso: Una spaccatura
Corno
03) Pugno acuto
Valore tollerante alla pressione (lunghezza totale)
100TON/M
Materiale
AM87
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
20TON/M
Raggio della punta
0.65R
Grafico a coordinate (0,8:1)
Caratteristiche di lavorazione:
1. Il campo di applicazione è compreso tra 30° e 180°.
2. Utilizzare una piccola angolazione della punta dell'utensile per evitare il foro filettato e altri pezzi che devono essere evitati.
3. Viene utilizzato per la piegatura in profondità e la profondità di inserimento è adatta a angolo di curvatura come mostrato nella figura seguente:
Grafico diviso: B spaccatura
Corno
04) Pugno acuto
Valore tollerante alla pressione (lunghezza totale)
60TON/M
Materiale
AM87
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
30TON/M
Raggio della punta
0.37R
Grafico a coordinate(1:1)
Caratteristiche di lavorazione:
1. Adatto per angoli compresi tra 45° e 180°.
2. Utilizzare una piccola angolazione della punta dell'utensile per evitare il foro filettato e altri pezzi che devono essere evitati.
Grafico diviso:Una spaccatura
Corno
05) Pugno acuto
Valore tollerante alla pressione (lunghezza totale)
100TON/M
Materiale
AM87
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
30TON/M
Raggio della punta
0.52R
Grafico a coordinate(1:1)
Caratteristiche di lavorazione:
1. Il campo di applicazione è compreso tra 30° e 180°.
2. Utilizzare una piccola angolazione della punta dell'utensile per evitare il foro filettato.
3. Per la curvatura profonda, la profondità di inserimento è applicabile all'angolo di curvatura come mostrato di seguito
Grafico diviso:B spaccatura
Corno
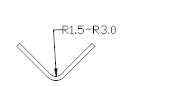
3.3. Punzone a raggio
01) Punzone a raggio
Valore tollerante alla pressione (lunghezza totale)
45TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
45TON/M
Raggio della punta
1.5R,3.0R
Grafico a coordinate(1:1)
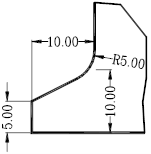
Caratteristiche di lavorazione:
1. Il raggio R è 1.5,3.0
2. Il punzone a raggio viene spesso utilizzato come curva per la copertura superiore.
3. Talvolta utilizzato per sagomare il pezzo in lavorazione con un angolo ridotto.
Valore tollerante alla pressione (lunghezza totale)
45TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
45TON/M
Raggio della punta
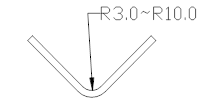
3.0R,4.0R5.0R,6.0R,8.0R,10.0R
Grafico (1:1)
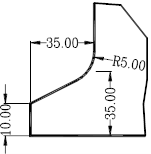
Caratteristiche di lavorazione:
1. Questo punzone a grande raggio viene utilizzato principalmente per piegare l'angolo interno dell'arco di R, mentre il raggio dell'angolo dell'arco è R3~R10.
2. Il raggio del punzone viene abbinato al corrispondente Scanalatura a V
Combinazione grafico:
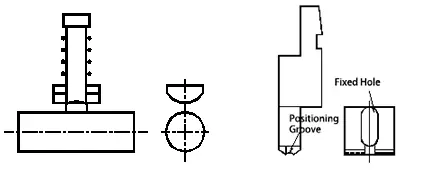
3.4. Punch speciale
01) Punzone per orli
Valore tollerante alla pressione (lunghezza totale)
100TON/M
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
Raggio della punta
Grafico (1:1)
Caratteristiche di lavorazione:
1. Il diagramma di figura mostra la forma del prodotto dopo la piegatura e l'appiattimento. Tutte le forme simili possono essere piegate. Deve essere utilizzato con stampi superiori e inferiori a 30°.
2. Può essere utilizzato anche per pressare, rivettare, modellare, ecc.
Grafico diviso:
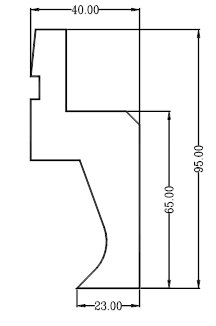
02) Punzone offset
Valore tollerante alla pressione (lunghezza totale)
/
Materiale
42CrMo
Trattamento termico
HRC47±2
Tollerante alla pressione Valore(separato)
/
Raggio della punta
/
Grafico (1:1)
Caratteristiche di lavorazione:
1. Utilizzato per la piegatura a Z che non può essere piegata con i comuni sistemi di piegatura. pressa piegatrice muore.
H=1~10 mm
2. La forma del prodotto di curvatura è quella mostrata nella figura in alto a destra, solitamente denominata Curva Z o offset.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si progettano e si producono con precisione le parti in lamiera? In questo post ci immergeremo nell'affascinante mondo della tolleranza di piegatura, un elemento cruciale...
Come si può piegare con precisione un pezzo di lamiera senza fare tentativi ed errori? Il fattore Y è la chiave. Questo articolo spiega il fattore Y, una costante fondamentale utilizzata per calcolare...
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni che stanno alla base di difetti comuni come...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Vi siete mai chiesti come i diversi materiali influenzino la piegatura della lamiera? In questo articolo, un ingegnere meccanico esperto condivide la propria esperienza sull'impatto dei tipi di materiale, dello spessore e...
In questo post esploreremo l'affascinante mondo della curvatura dell'aria e i diagrammi di forza che la rendono possibile. Scoprite con noi la scienza che sta alla base di questo...
Avete mai avuto difficoltà a calcolare il giusto margine di piegatura per i vostri progetti di lamiera? In questo post del blog ci immergeremo nel mondo delle tolleranze di piegatura ed esploreremo come...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...



 Corno
Corno


 Corno
Corno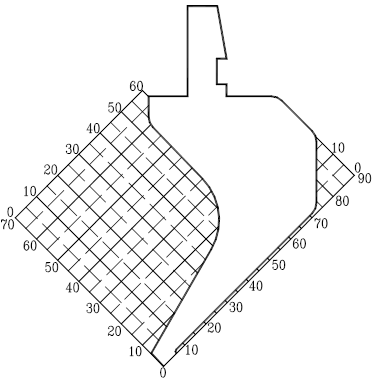


 Corno
Corno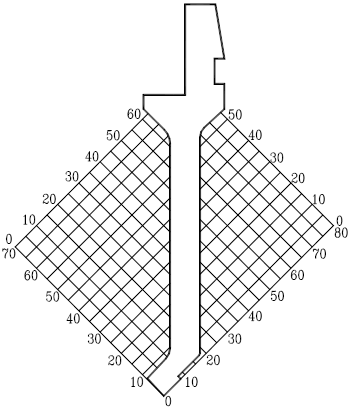

 Corno
Corno



 Corno
Corno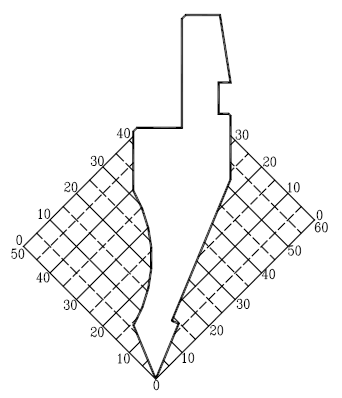



 Corno
Corno


 Corno
Corno