Domande frequenti sulle presse piegatrici: Ottenere le risposte definitive
Vi siete mai chiesti come si ottiene una piegatura di precisione nella lavorazione dei metalli? Questo articolo svela i segreti delle regolazioni delle presse piegatrici, dalla messa a punto degli angoli alla compensazione della deflessione. Immergetevi per imparare le tecniche essenziali che garantiscono precisione ed efficienza in ogni piegatura.
Come regolare le dimensioni della pressa piegatrice?
La regolazione della dimensione di piegatura comporta la regolazione della distanza tra le dita di arresto della pressa piegatrice.
Le regolazioni grossolane e fini si effettuano con il pulsante situato in basso a destra della pressa piegatrice.
Per regolare l'angolo di piegatura o la profondità della curva (ad esempio l'apertura a V), utilizzare la guida di scorrimento situata sul lato destro dell'angolo, con una profondità di taglio S≤100.
Determinare la forza di flessione e la dimensione dell'apertura della scanalatura a V del stampo inferiore, che può essere calcolato in base allo spessore della piastra e alla lunghezza della piastra piegata.
Allineare i centri degli stampi superiore e inferiore e regolare la distanza.
Impostare le posizioni di arresto anteriore e posteriore e il flusso di lavorazione, commutando se necessario in base all'interruttore di regolazione.
Posizionare il pezzo da lavorare al centro della pressa idraulica. macchina per freni tabella per la misurazione della pressione.
Regolare il spazio tra gli stampi e regolare il blocco di regolazione della matrice superiore, se necessario.
Assicurarsi che tutte le guarnizioni siano correttamente sigillate e sostituirle tempestivamente in caso di perdite.
Il calibro posteriore La regolazione prevede in genere sia la regolazione rapida elettrica che la regolazione fine manuale, con lo stesso metodo utilizzato per le cesoie a piastra.
Premere l'interruttore a pedale per avviare la piegatura. La macchina smette di funzionare quando il piede viene rilasciato.
Come regolare l'angolo della pressa piegatrice?
Regolare la corsa del cilindro dell'olio ed eseguire una prova di pressione dopo aver regolato un lato.
Sostituire gli stampi della pressa piegatrice.
Posizionare un'imbottitura di carta sulla fustella inferiore.
Come compensare la deflessione di una pressa piegatrice?
Per contrastare gli effetti negativi della deformazione dello slittone, è necessario compensare la deformazione dello slittone. In questo modo si garantisce l'accuratezza della superficie del giunto lavorato e si migliora la precisione del pezzo.
Modalità di compensazione per il cilindro idraulico:
Elettro-idraulico servo pressa macchina frenante + compensazione idraulica della deflessione
Il meccanismo idraulico di compensazione automatica della deflessione del piano di lavoro è composto da un gruppo di cilindri ad olio installati nel banco di lavoro inferiore. La posizione e le dimensioni di ciascun cilindro di compensazione sono progettate in base alla curva di compensazione della deflessione ottenuta dall'analisi agli elementi finiti del blocco di scorrimento e del banco di lavoro.
La compensazione idraulica realizza la compensazione del rigonfiamento attraverso lo spostamento relativo tra le piastre verticali anteriore, centrale e posteriore. Il rigonfiamento si ottiene attraverso la deformazione elastica delle piastre lamiera d'acciaio stesso, consentendo di regolare la compensazione all'interno dell'intervallo elastico del piano di lavoro.
Compensazione meccanica Modalità piano di lavoro:
Doppio servofreno ibrido elettrico + compensazione meccanica della deflessione
Il blocco a cuneo convesso è costituito da un gruppo di blocchi a cuneo convesso con piani inclinati. Ciascun cuneo convesso è progettato in base alla curva di deflessione dall'analisi agli elementi finiti del blocco scorrevole e del piano di lavoro.
Il sistema di controllo numerico calcola l'importo di compensazione richiesto in base al valore di forza di flessione durante la piegatura del pezzo (che causa la deformazione del blocco di scorrimento e della piastra verticale del piano di lavoro) e controlla automaticamente il movimento relativo del cuneo convesso per compensare efficacemente la deformazione del blocco di scorrimento e della piastra verticale del piano di lavoro, ottenendo un pezzo piegato ideale.
La compensazione meccanica della deflessione realizza la "pre-piegatura" controllando la posizione. Un gruppo di cunei forma una curva che si allinea alla deflessione effettiva nella direzione della lunghezza del banco di lavoro, garantendo la coerenza dello spazio tra lo stampo superiore e quello inferiore durante la piegatura e la coerenza dell'angolo del pezzo piegato nella direzione della lunghezza.
Vantaggi della compensazione meccanica:
La compensazione meccanica è in grado di fornire una compensazione accurata della deflessione su tutta la lunghezza del banco di lavoro. È duratura e stabile, riduce la frequenza di manutenzione (come le perdite d'olio) della compensazione idraulica e la manutenzione è gratuita durante la vita utile della pressa piegatrice.
Con molti punti di compensazione per la compensazione della deflessione meccanica, la piegatrice può piegare il pezzo in modalità di compensazione lineare e migliorare l'effetto di piegatura del pezzo.
La compensazione meccanica utilizza un potenziometro per misurare la posizione del segnale di ritorno, fornendo un controllo digitale come asse di controllo numerico e rendendo il valore di compensazione più preciso.
La pressa piegatrice non può salire e scendere. Qual è il problema?
L'incapacità del pressa idraulica La macchina del freno che si muove verso l'alto e verso il basso può essere dovuta ai seguenti motivi:
Controllare che l'impianto elettrico funzioni normalmente;
Controllare se la valvola idraulica è intasata;
Controllare che la valvola di contropressione sia regolata correttamente;
Verificare il malfunzionamento del pedale.
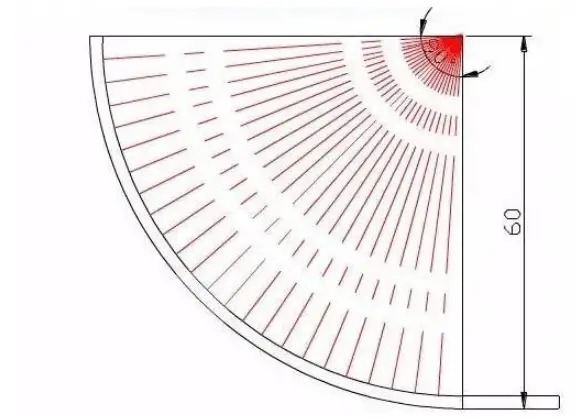
Come piegare un arco con una pressa piegatrice?
Piegare un arco sulla pressa piegatrice. Se non è disponibile una lama ad arco, utilizzare la matrice superiore con una bocca a V piccola.
Per prima cosa, tracciare una linea e piegare lungo la linea tracciata per formare un arco.
Anche senza stampo è possibile, anche se potrebbe essere un po' più complicato.
Calcolare la lunghezza dell'arco, la lunghezza della corda, l'altezza dell'arco e l'angolo centrale del pezzo, quindi incidere e dividere in base a questi dati. Controllare la corsa e la pressione per piegare l'arco da entrambe le estremità all'altezza dell'arco e produrre la forma desiderata.
Ecco i passaggi specifici:
1. Come indicato nel cerchio rosso della figura, posizionare il punto in cui si desidera piegare l'arco sotto la pressa piegatrice.
2. Premere l'interruttore e il freno a pressione inizia a muoversi verso il basso.
3. Come mostrato nel cerchio rosso della figura, dopo che la pressa piegatrice ha pressato la lamiera di ferro, è sufficiente sollevare leggermente la mano per evitare che si formi un angolo eccessivo.
4. A questo punto, sollevare la pressa piegatrice, far avanzare la lastra di ferro, ripetere le tre fasi precedenti e ripetere tre o più volte in base alle dimensioni dell'arco desiderato.
5. In questo caso, ripetiamo tre volte per piegare un arco di semicerchio.
6. Come mostrato nella figura, è possibile piegare un arco circolare in questo modo e l'effetto visivo è buono.
Confronto tra il righello a griglia e il righello a griglia magnetica della pressa piegatrice
Introduzione al righello a griglia
Un righello a griglia è un sensore che utilizza i principi dell'interferenza e della diffrazione della luce.
Viene spesso utilizzato nei sistemi di asservimento ad anello chiuso di Macchine utensili a controllo numerico e può rilevare spostamenti lineari o angolari. Il segnale di uscita è un impulso digitale che offre un ampio intervallo di rilevamento, un'elevata precisione e una rapida velocità di risposta.
Introduzione al righello magnetico
Il righello a griglia magnetica è un sensore che utilizza i poli magnetici come principio.
Il righello di base è una striscia d'acciaio uniformemente magnetizzata, sulla quale sono disposti in modo uniforme i poli S e N. Le variazioni dei poli S e N vengono rilevate dalla testina di lettura.
Analisi dei vantaggi e degli svantaggi del righello a reticolo e del righello a reticolo magnetico
(1) I righelli hanno una precisione relativamente elevata (± 0,005 mm), ma sono molto sensibili agli sbalzi di temperatura (generalmente inferiori a 40 °C) e hanno requisiti severi per l'ambiente circostante, con una durata relativamente breve.
(2) I righelli a reticolo magnetico hanno una precisione relativamente inferiore (± 0,01 mm), ma hanno una migliore resistenza all'acqua, alle macchie d'olio, alla polvere e alle vibrazioni e sono più adattabili all'ambiente con una durata relativamente più lunga.
In conclusione, i righelli a reticolo magnetico sono più adatti alle aree con temperature elevate per la maggior parte dell'anno.
Tipo di pressa piegatrice con movimento verso l'alto e verso il basso: qual è la migliore?
La pressa piegatrice CNC Amada serie RG è caratterizzata da un design di tipo discendente. Utilizza una modalità di pressurizzazione centrale parallela, unica nel settore. Il cilindro dell'olio principale si trova al centro del piano di lavoro inferiore, mentre entrambi i lati sono dotati di cilindri dell'olio ausiliari. In questo modo si risolve il problema della compensazione della deflessione, comunemente associato alla movimentazione verso l'alto. freni a pressa.
La serie RG è nota per la praticità di funzionamento, l'elevata efficienza e la precisione. È diventata sinonimo di presse piegatrici.
Qual è il problema che la velocità di discesa della pressa piegatrice idraulica rallenta improvvisamente durante il funzionamento?
Questo è considerato parte del normale "avanzamento dei lavori". Non c'è alcun problema.
Dopo aver avviato il motore della pompa dell'olio per alcuni minuti, se non ci sono anomalie, la macchina può essere avviata.
A tal fine, portare il commutatore in posizione "jog", impostare il tempo di ritardo al minimo e premere l'interruttore a pedale in direzione "down". Il martinetto scenderà rapidamente.
Quando il martinetto entra in contatto con l'interruttore di marcia, il relè a tempo fa sì che il martinetto si fermi dopo una certa distanza.
Se il martinetto deve continuare a scendere, regolare il relè a tempo su un'impostazione più lunga, rilasciare l'interruttore a pedale e quindi premere nuovamente l'interruttore a pedale in direzione "giù".
Per spostare lo slittone verso l'alto, premere l'interruttore a pedale in direzione "up". Il martinetto torna alla posizione di partenza, si ferma e vi rimane fino a raggiungere il punto morto superiore.
L'angolo di piegatura della pressa piegatrice è diverso
Se si riesce a regolare normalmente la profondità e gli angoli su entrambi i lati sono disuguali, seguire questi passaggi:
Scollegare la biella tra i due cilindri.
Regolare la profondità di ciascun lato individualmente.
Assicurarsi che i due cilindri su entrambi i lati siano coerenti.
Ricollegare la biella.
ELENCO DELLE FONTI DI PERICOLO E SCHEDA DI VALUTAZIONE DEI RISCHI DELLA PRESSA PIEGATRICE
L: Possibilità di incidente
E: Frequenza di esposizione all'ambiente pericoloso
C: Conseguenze degli incidenti
Valore frazionario
Possibilità di incidenti
Valore frazionario
Frequenza
Valore frazionario
Conseguenza
10
È perfettamente prevedibile
10
Esposizione continua
100
Catastrofe e morti multiple (10 o più)
6
Molto possibile
6
Esposizione durante l'orario di lavoro giornaliero
40
Disastro, diversi morti (3-9 persone)
3
Possibile, ma non spesso
3
Una volta alla settimana, o in caso di esposizione accidentale
15
Molto grave, 1-2 persone sono morte
1
Improbabile, del tutto inaspettato
2
Esposizione mensile
7
Lesioni gravi e disabilità (livello di disabilità 1-4)
0.5
È impossibile. È concepibile
1
Diverse esposizioni all'anno
3
Lesioni gravi e disabilità (livello di disabilità 5-6)
0.2
Altamente improbabile
0.5
Esposizione molto rara
2
Lesione minore (livello di disabilità 7-10)
0.1
Praticamente impossibile
1
Lesione minore
Nota: D ≥ 0 è una fonte di pericolo maggiore. Fare riferimento a venti tipi di lesioni:
1. Sciopero dell'oggetto
2. Lesioni al veicolo
3. Lesioni meccaniche
4. Lesioni da sollevamento
5. Scossa elettrica
6. Annegamento
7. Bruciatura
8. Incendio
9. Esplosione in caduta
15. Esplosione di polvere da sparo
16. Esplosione della caldaia
17. Esplosione del contenitore
18. Altre esplosioni
19. Asfissia da avvelenamento
20. Altri infortuni.
No.
Attività
Descrizione del nome dell'apparecchiatura, del luogo di funzionamento, ecc.
Fonte di pericolo
Caratteristiche (possibili conseguenze)
Valutazione del rischio
Livello di rischio
Punteggio L
Punteggio E
Punteggio C
Punteggio D
1
Operazione
Durante il funzionamento, la manutenzione o l'arresto dell'apparecchiatura
Caduta del circuito elettrico e danni all'isolamento
Scossa elettrica
1
10
7
70
4
2
Operazione
Durante il funzionamento, la manutenzione o l'arresto dell'apparecchiatura
Riscaldamento a corto circuito e incendio del circuito elettrico
Fuoco
1
10
7
70
4
3
Sostituire gli abrasivi
Funzionamento e manutenzione delle apparecchiature
Dito schiacciato
Lesioni meccaniche
1
6
3
18
5
4
Aggiungere olio idraulico
Attrezzature per la manutenzione
Sostituzione dell'olio idraulico e caduta dall'alto
Caduta dall'alto
1
1
3
3
5
5
Controllare la pompa dell'olio
Funzionamento e manutenzione delle apparecchiature
Scottatura ad alta temperatura del serbatoio dell'olio idraulico
Scottatura
1
3
2
6
5
6
Attrezzature per la pulizia
Attrezzature per la manutenzione
Goccia di pulizia superiore dell'apparecchiatura
Caduta dall'alto
1
3
3
9
5
7
Alimentazione
Attrezzature operative
Mettere la mano nel macinino e farsi male al dito
Lesioni meccaniche
1
6
7
42
4
8
Alimentazione
Attrezzature operative
La tavola di materiale si è graffiata le mani ed è caduta per colpire i piedi.
Lesioni meccaniche
3
6
2
36
4
Elenco dei raggi minimi di curvatura dei materiali metallici più comuni
Esistono molti tipi diversi di controller per presse piegatrici CNC, tra cui DA66t, DA58t, E530, E52s e così via, ognuno con le proprie funzioni. Questi controllori possono essere paragonati a computer, come Win7, Win8, MAC e così via, dove le funzioni variano.
Quando si sceglie un controllore, è importante considerare le condizioni del pezzo da lavorare, come il tipo di piegatura, la simulazione 3D, la precisione del controllo e la complessità. Attualmente, il E21 è comunemente utilizzato per le presse piegatrici, mentre il sistema E21s è utilizzato per le cesoie.
Il Sistema CNC per le cesoie idrauliche comprende i modelli DAC310 e DAC360, mentre il sistema CNC per la pressa piegatrice comprende modelli popolari come DA41, DA52, DA53T, DA56, DA66t e DA69t. Questi sistemi sono ampiamente utilizzati e sono prodotti dal marchio DELEM dai Paesi Bassi.
Con i recenti progressi nel campo delle presse piegatrici, sono diventati disponibili diversi altri sistemi, tra cui la serie Cybelec dalla Germania, la Delem La serie ESA dai Paesi Bassi, la serie MD da Hong Kong e la serie SNC da Nanchino.
Scelta dei controllori per presse piegatrici e cesoie CNC
La scelta del controllore giusto tra le varie opzioni può essere impegnativa per molti clienti. Per facilitare il processo, considerate i seguenti standard:
Il sistema deve essere facile da usare. Lo scopo dell'utilizzo di una pressa piegatrice CNC è quello di rendere il processo più conveniente ed efficiente. Se il design del sistema è complesso e il funzionamento è macchinoso, potrebbe non essere la scelta giusta, anche se è eccellente. Infatti, se i dipendenti faticano a far funzionare il sistema, questo non potrà esprimere tutto il suo potenziale in termini di efficienza e precisione. Un buon sistema CNC deve essere semplice da utilizzare, facile da imparare e semplice da scegliere.
Il sistema deve essere stabile. È importante che il sistema sia stabile e affidabile. Non è il caso di riscontrare problemi con la macchina pochi giorni dopo l'acquisto, perché ciò influirebbe sull'umore e ritarderebbe la produzione. Per determinare la stabilità, considerare i seguenti fattori:
Osservate la reputazione e la maturità del prodotto sul mercato.
Valutare l'esperienza e la competenza del produttore del sistema.
Verificare i tempi di risposta dell'assistenza post-vendita del produttore.
Un sistema stabile prodotto da un produttore di automazione senior sarà più affidabile di un sistema sviluppato da un team meno esperto.
Come scegliere tra pressa piegatrice a ciclo aperto e chiuso?
Controllo ad anello chiuso
Il controllo ad anello chiuso viene anche definito sistema di controllo a retroazione. Funziona confrontando il valore misurato dell'uscita del sistema con il valore desiderato, generando un segnale di deviazione e utilizzando tale segnale per controllare e regolare l'uscita in modo che si avvicini al valore desiderato.
Ad esempio, quando si guida, si ha una percezione preliminare della direzione in cui si vuole andare. Durante la guida, si osserva con gli occhi la direzione effettiva dell'auto, la si confronta con la direzione desiderata e si effettuano le regolazioni del caso, avvicinando alla fine la direzione dell'auto a quella desiderata. Si tratta di un sistema di controllo ad anello chiuso.
I sistemi di controllo ad anello chiuso offrono un'elevata precisione e tempi di risposta rapidi, perché tengono conto delle prestazioni di ciascuna parte della macchina utensile. Tuttavia, poiché il sistema di controllo ad anello chiuso coinvolge molti elementi, è più complesso e costoso di un sistema ad anello aperto.
Controllo ad anello aperto
Il controllo ad anello aperto, invece, non fornisce un feedback sui risultati del controllo in corso. Un esempio di controllo ad anello aperto è il lancio di un oggetto: una volta lanciato, non è più possibile controllarlo. Analogamente, nel sistema ad anello aperto di una pressa piegatrice, l'accuratezza della piegatura dipende esclusivamente dall'accuratezza di ciascuna parte della macchina. Il sistema non può compensare le variazioni del processo di piegaturacon conseguente minore precisione di piegatura. Qualsiasi disturbo esterno alla macchina utensile ne modificherà i parametri interni, ma il design ad anello aperto è più semplice e stabile, sia per l'installazione iniziale della macchina utensile che per la successiva manutenzione.
Conclusione
In conclusione, quando si acquista una pressa piegatrice, se l'acquirente ha requisiti di precisione elevati e fondi sufficienti, si consiglia di acquistare una macchina con un sistema ad anello chiuso. Se i requisiti di precisione non sono così elevati, un sistema ad anello aperto può essere una scelta migliore.
Che cos'è una pressa piegatrice a tre cilindri?
Ai due cilindri originali nello slittone è stato aggiunto un ulteriore cilindro ausiliario per ridurre meglio la deformazione nel tempo. Questo miglioramento aumenta la precisione del processo di piegatura, rendendola un'attrezzatura di nuova generazione rispetto alla pressa piegatrice a doppio cilindro.
Questo design è particolarmente utile quando si lavora con macchine piegatrici di grandi dimensioni, in quanto le sue prestazioni superiori sono più evidenti.
Che cos'è una pressa a quattro cilindri?
La pressa piegatrice a quattro cilindri è dotata di un singolo struttura della macchina costituito da telai di saldatura integrali a destra e a sinistra e da due travi di collegamento al centro. I quattro cilindri dell'olio sono installati sul pannello a parete e collegati rigidamente al montante.
Il piano di lavoro è collegato alle quattro lastre di parete tramite quattro cunei regolabili; il martinetto integrale, il piano di lavoro e il telaio assemblato costituiscono una pressa piegatrice sincrona a quattro cilindri che richiede un carico uniforme e un'elevata precisione.
Qual è la differenza tra una pressa piegatrice a tre cilindri e una a due cilindri?
La pressa piegatrice a tre cilindri è dotata di un cilindro ausiliario aggiuntivo al centro dello slittone, che è vantaggioso per la lunghezza di curvatura. La pressa piegatrice a doppio cilindro, invece, ha i cilindri alle due estremità. Se la lunghezza è elevata, gli angoli alle due estremità saranno uguali e la parte centrale potrebbe abbassarsi un po'.
La pressa piegatrice a tre cilindri è una versione aggiornata della pressa piegatrice a due cilindri, con una maggiore precisione grazie all'aggiunta di un cilindro ausiliario al centro dello slittone, che riduce il rischio di deformazione nel tempo. Le sue prestazioni superiori sono particolarmente evidenti quando si lavora con presse piegatrici di grandi dimensioni.
La pressa piegatrice a due cilindri è dotata di acciaio su entrambi i lati per la regolazione, ma il cilindro può comunque deformarsi nel tempo. La pressa piegatrice a tre cilindri ha un cilindro ausiliario al centro per evitare deformazioni e migliorare la precisione.
Si consiglia di utilizzare tre cilindri per le macchine con un'altezza di 4 metri o superiore. I tre cilindri sono sollecitati al centro e consentono di ottenere angoli di pressatura migliori. Tuttavia, lo svantaggio della pressa piegatrice a tre cilindri è la scomodità della manutenzione. D'altra parte, la pressa piegatrice a due cilindri può avere gli stessi angoli alle due estremità dopo molto tempo, con un conseguente angolo centrale più ampio, ma è più facile da mantenere.
Perché la pressa piegatrice non può tornare indietro?
Motivi del mancato ritorno della pressa piegatrice CNC
La macchina non riesce a tornare alla posizione di partenza quando non è sotto carico, il che può essere dovuto a un problema di parametri o a un guasto idraulico.
La macchina non riesce a tornare alla posizione iniziale durante la lavorazione e l'angolo del pezzo non raggiunge il valore impostato.
La macchina non può tornare alla posizione iniziale durante la lavorazione e l'angolo del pezzo ha superato il valore impostato.
Misure
Debug dei parametri di flessione dell'asse Y
I parametri di piegatura devono essere regolati in base alla situazione reale. Se il guadagno è troppo piccolo, il cursore potrebbe non piegarsi o piegarsi in posizione. Se il guadagno è troppo alto, il cursore potrebbe oscillare. I parametri devono essere regolati in modo che il cursore non si muova durante il funzionamento e il guadagno deve essere il più grande possibile.
Oppure, gli offset delle valvole destra e sinistra potrebbero non essere impostati correttamente nel programma di diagnostica, causando un asse Y troppo piccolo per essere in posizione o troppo grande per essere scaricato.
Se si tratta di un guasto idraulico, controllare la pressione principale e verificare che la valvola PV S5 sia sempre in posizione di accensione.
Il guadagno del parametro della parte di piegatura dell'asse Y potrebbe essere impostato troppo piccolo e può essere aumentato in modo appropriato.
Oppure, la pressione potrebbe non essere sufficiente. Analizzare i motivi della pressione insufficiente, se è dovuta alla programmazione o alla parte idraulica e di segnale.
Le ragioni di programmazione includono principalmente la selezione dello stampo, lo spessore della piastra, il materiale, la lunghezza del pezzo, la modalità di piegatura, ecc. Le ragioni idrauliche includono principalmente perdite della pompa dell'olio, valvola di pressione proporzionale inquinata o danneggiata, elemento filtrante intasato o olio contaminato.
Controllare i pezzi programmati e lavorati, soprattutto per motivi di programmazione e di funzionamento.
Quali sono le funzioni dei tre motori di una normale pressa piegatrice?
Il motore della pompa dell'olio principale trasmette la potenza.
Il motore di regolazione fine upword regola la corsa del cilindro.
Il motore del registro posteriore regola il movimento del registro posteriore.
Quali sono le funzioni delle tre valvole di scarico sulla pressa piegatrice?
La valvola di scarico elettromagnetica aumenta la pressione. La valvola elettromagnetica di scarico regola la pressione per evitare danni alla macchina in caso di pressione troppo elevata. La valvola direzionale elettromagnetica cambia la direzione del circuito dell'olio e controlla il movimento del cilindro dell'olio.
Cosa succede se la pressa piegatrice non sale quando scende?
La tubazione di ritorno dell'olio potrebbe essere ostruita oppure potrebbe esserci una perdita o un blocco nel cilindro idraulico. Controllare se l'attacco B della valvola di controllo funziona normalmente o se l'otturatore della valvola non si muove affatto.
La pressa piegatrice è normale, ma non è pressurizzata!
Recentemente, molti utenti di presse piegatrici hanno segnalato che la loro macchina non genera una pressione sufficiente. Questo problema può verificarsi quando la macchina funziona a vuoto ma non riesce a generare una forza sufficiente per piegare la lamiera. Ecco alcune possibili cause e soluzioni per questo problema:
Controllare che il contattore elettrico della pressa piegatrice non abbia connessioni allentate o disconnessioni.
Controllare il movimento del nucleo dell'elettrovalvola e, se necessario, pulirlo. Assicurarsi di reinstallarlo con l'orientamento corretto.
Controllare che la valvola di troppopieno non presenti un'apertura eccessiva, un ritorno d'olio eccessivo o un'ostruzione. Pulire e regolare la valvola di conseguenza.
Verificare la presenza di perdite interne nel cilindro dell'olio e, se necessario, sostituire l'anello di tenuta. Verificare che la corsa dei cilindri destro e sinistro sia coerente.
Controllare la molla della valvola di controllo idraulico grande e sostituirla se necessario.
Se nessuna di queste soluzioni risolve il problema, potrebbe trattarsi di un problema alla pompa dell'olio, che richiederebbe una manutenzione professionale.
Controllare che il motore e la pompa dell'olio funzionino correttamente e che non vi siano perdite d'olio.
Controllare che non vi siano ostruzioni nel comando idraulico grande. Azionare l'interruttore per generare pressione e controllare la linea di ritorno dell'olio.
Controllare le spie delle elettrovalvole e verificare la presenza di magnetismo con un cacciavite.
Verificare il corretto funzionamento di ciascuna valvola, punzecchiandola. Se necessario, pulirla o sostituirla.
Seguendo questi passaggi, è possibile determinare la causa del problema di bassa pressione e risolverlo efficacemente.
A cosa si riferisce il numero di assi del registro posteriore (X, Y, Z, R) della pressa piegatrice?
L'asse X controlla l'arresto posteriore
L'asse Y controlla la corsa del cilindro
L'asse Z controlla la sinistra e la destra dell'arresto posteriore.
L'asse R controlla la salita e la discesa dell'arresto posteriore.
Come fa l'asse X della pressa piegatrice a tornare all'origine?
In circostanze normali, l'origine viene trovata automaticamente dopo lo spegnimento del sistema. Il processo di ricerca è determinato dalle impostazioni del sistema.
Perché l'asse Y della pressa piegatrice non torna?
Si è verificato un problema con il righello a griglia. È sufficiente eseguire un controllo, premere il tasto di ritorno e ripristinare.
Quante volte piegare un arco ampio e come calcolare l'angolo di piegatura?
1° metodo
Come mostrato nella figura precedente: lo spessore della piastra è T = 2 mm e l'angolo centrale è di 90°.
1. Calcolare innanzitutto la lunghezza dell'arco:
lunghezza dell'arco L = 90° × 3,14÷180° × strato centrale R59 = 92,632.
la matrice superiore utilizza un punzone acuto e la matrice inferiore utilizza una matrice da 8V (quando si piega un arco, il limite minimo dell'ampiezza V è 4T, che normalmente è 5-6t)
3. Calcolare la velocità di avanzamento per piega:
velocità di avanzamento per piega = metà dell'ampiezza V dello stampo inferiore selezionato
4. Calcolare il numero di pieghe:
numero di pieghe = lunghezza dell'arco L92,63 ÷ metà dell'ampiezza V 4mm = 23 pieghe
5. Calcolare le dimensioni di posizionamento di ciascuna piega:
una volta calcolata la dimensione di posizionamento della prima piega, le altre pieghe diminuiscono di 4 mm (fila dall'interno verso l'esterno quando si piegano e si dispongono i punzoni)
6. Infine, calcolare l'angolo di flessione di ciascuna curva:
secondo alcune formule di calcolo algebrico del triangolo.
7. Dopo che il calcolo di cui sopra è corretto, iniziare a testare la curva con i rifiuti lamierae lavorare il prodotto dopo aver testato l'angolo.
2° metodo
Osserviamo innanzitutto l'immagine sottostante.
Lo spessore della piastra è di 2 mm, l'angolo di flessione è di 120 gradi, il raggio esterno di flessione è di 30, il raggio dello strato neutro è di 29 e la lunghezza dell'arco dello strato neutro è calcolata per la flessione ad arco.
Pertanto, i tempi di flessione e l'angolo di flessione di ciascuna curva sono calcolati anche in base alla lunghezza dell'arco dello strato neutro.
La distanza tra lo strato neutro e il bordo è pari alla metà dello spessore della piastra.
Nella figura precedente, quante curve sono necessarie per la piegatura ad arco e qual è l'angolo di piegatura di ciascuna curva?
Se alimentiamo 2 mm per curva.
Tempi di curvatura = lunghezza dell'arco / 2 mm = 30,37/2 = 15
Angolo di flessione =180 - {(2 / lunghezza dell'arco) x (angolo di curvatura 180)} = 180 - {(2 / 30,37) ×60} = 176
Se non è possibile misurare la lunghezza dell'arco durante la piegatura, è possibile calcolarla secondo la seguente formula: "La lunghezza dell'arco".
Se si desidera piegare sempre 3 mm, sostituire 2 con 3 nella formula precedente.
Naturalmente, la formula di cui sopra è una formula di calcolo teorica. Nella lavorazione effettiva, deve essere regolata in base ai risultati calcolati con la formula di cui sopra.
Come regolare la corsa della pressa piegatrice?
Dipende dalle dimensioni della macchina. Per una piccola pressa piegatrice macchina, è sufficiente rimuovere l'albero sincrono. Nel caso di una pressa piegatrice di grandi dimensioni, la regolazione dei diversi cilindri deve essere effettuata da professionisti attraverso la rotazione in avanti e indietro di due motori separati. Una regolazione errata può causare la rottura dell'albero sincrono.
La pressione alle due estremità della pressa piegatrice idraulica non è la stessa. Come regolarla?
Accensione e avvio della pompa dell'olio
Accendere l'alimentazione
Accendere l'interruttore a chiave sul pannello di controllo
Premere la pompa dell'olio per avviare e ascoltare il suono di rotazione della pompa dell'olio (la macchina non deve funzionare in questo momento).
Regolazione della corsa
Regolare la corsa prima della piegatura
Assicurarsi che ci sia uno spazio per lo spessore della piastra quando la matrice superiore della pressa piegatrice raggiunge il fondo per evitare danni alla matrice e alla macchina.
Per la regolazione della corsa sono disponibili la regolazione rapida elettrica e la regolazione fine manuale.
Selezione dell'apertura a V dello stampo inferiore
Selezionare un intaglio di larghezza pari a 8 volte lo spessore della lastra.
Per una lamiera di 4 mm, selezionare una tacca di 32 mm.
Regolazione del fermo posteriore
Per la regolazione del fissaggio posteriore sono disponibili la regolazione rapida elettrica e la regolazione fine manuale.
Operazione di piegatura
Premere l'interruttore a pedale per avviare la piegatura
Il freno a pressa può essere rilasciato in qualsiasi momento
Se la pressione su entrambi i lati è diversa, regolare la vite di salita e discesa su un lato.
Per regolare l'altezza e la pressione, rimuovere la parte superiore del albero di trasmissioneregolare la corsa dell'altro cilindro dell'olio in base a un'estremità, quindi collegare l'albero mobile
Se la regolazione continua a cambiare, smontare e controllare che il cilindro dell'olio non sia allentato.
La corsa del cilindro su entrambi i lati della pressa piegatrice è diversa. Come regolarla?
Se si dispone di una normale pressa piegatrice, è possibile regolare l'albero sincrono del cilindro dell'olio stando in piedi sulla macchina. A tal fine, separare l'albero e regolare un'estremità in base all'altra estremità. Quindi, ricollegare l'albero sincrono finché l'estremità regolata non corrisponde a quella di riferimento.
Come programmare la pressa piegatrice CNC?
Dipende dal sistema utilizzato. In genere, un semplice sistema di controllo numerico può essere azionato impostando la corsa del cilindro e la dimensione del calibro posteriore. Se è necessario piegare più fasi, è possibile impostare la dimensione richiesta per ciascuna fase di piegatura in base ai metodi di funzionamento dei diversi sistemi e il sistema funzionerà in loop. Se si tratta di una servo-pressa elettroidraulica completamente CNC, è necessario impostare gli stampi superiore e inferiore selezionati, lo spessore del materiale, il materiale, la lunghezza, la modalità di piegatura, l'angolo e la dimensione del calibro posteriore. A seconda delle esigenze, è possibile impostare anche parametri quali la posizione del punto di cambio velocità, l'altezza di ritorno, il tempo di mantenimento della pressione e la compensazione della deflessione. Ogni sistema funziona in modo diverso, quindi non si può generalizzare. Spero che queste informazioni siano utili.
Come regolare la velocità di discesa della pressa piegatrice?
In prossimità della macchina sono presenti due interruttori di corsa. Uno serve a limitare l'altezza e l'altro a scaricare la pressione. Se si desidera rallentare la macchina, è possibile diminuire leggermente l'impostazione del pressostato.
Come calcolare le dimensioni e l'angolo di piegatura della lamiera?
La dimensione di espansione viene calcolata in base allo strato centrale. La lunghezza del pezzo grezzo è legata all'angolo R della matrice. Dopo l'effettiva piegatura, verificare le dimensioni del pezzo e modificare di conseguenza la dimensione della tranciatura. L'angolo di piegatura è formato da tre punti, i punti su entrambi i lati della spalla inferiore della matrice e il punto esterno del punto morto, più l'angolo di rimbalzo. L'angolo di rimbalzo per l'acciaio inossidabile è di circa 5 gradi.
A 90 gradi piegatura della lamieraL'angolo di piegatura è calcolato come una curva ad angolo retto meno 1,7 volte lo spessore del materiale. Ad esempio, se il materiale è una piastra di ferro da 1 mm e le dimensioni di piegatura sono 100 mm e 50 mm, la lunghezza di espansione calcolata è 100 mm + 50 mm - 1,7 mm = 148,3 mm. Questo fattore di 1,7 viene a volte leggermente modificato a 1,6 o 1,65, a seconda dei requisiti di precisione. Tuttavia, poiché ogni fabbrica di lamiere può utilizzare stampi di piegatura leggermente diversi, si possono verificare alcune discrepanze, ma di solito questi dati possono essere utilizzati senza aggiustamenti.
Come calcolare la pressione nominale richiesta dalla pressa piegatrice in base allo spessore e alla lunghezza della lamiera da piegare?
La formula di calcolo è P=650S^2*L/v.
P: Pressione nominale in kN. S: spessore della piastra in mm. L: Lunghezza di piegatura in m. V: Larghezza dell'intaglio in mm. Dove V è 8-10 volte lo spessore della piastra.
Questa forza è legata alla resistenza del materiale, raggio di curvatura, larghezza della scanalatura a V e lunghezza di curvatura richiesta.
Sull'etichetta delle comuni presse piegatrici sono riportate delle formule di calcolo. Per l'acciaio ordinario a basso tenore di carbonio, la formula è solitamente la seguente:
Forza di flessione = 65 × spessore^2 della piastra (in cm) × larghezza della piastra (in cm) / (da 8 a 10 volte lo spessore della piastra in cm).
Come calcolare la dimensione non piegata della piegatura della lamiera?
Il metodo di calcolo è suddiviso in due casi e l'analisi specifica è la seguente:
Quando lo spessore relativo della parete dell'angolo R è molto piccolo, viene calcolato in base alla deduzione di piegatura. Ad esempio, da una lastra di 1 mm di spessore si detraggono 1,75 mm (generalmente determinati dall'esperienza specifica di ciascuna azienda), da una lastra di 2 mm di spessore si detraggono 3,5 mm, ecc.
Quando l'angolo R è grande, la linea mediana (cioè la linea centrale delle linee interne ed esterne) viene presa come dimensione di espansione.
Come si calcola il coefficiente di flessione della lamiera
La formula di calcolo è:
L = 0,5π × (R + coefficiente K × T) × (θ / 90)
L: Lunghezza della lamiera dopo la piegatura R: Raggio interno della curva T: Spessore del materiale θ: Angolo di piegatura Coefficiente K: Una costante determinata dalla posizione del neutro linea di piegaturache varia da 0 a 1 e rappresenta la resistenza del materiale all'allungamento durante la flessione.
In progettazione di lamiereLa formula di calcolo dell'appiattimento delle lamiere comunemente utilizzata si basa sul coefficiente K. La relazione tra il coefficiente K e il coefficiente Y è la seguente:
Coefficiente Y = (π / 2) × coefficiente K.
Qual è la relazione tra il fattore di flessione e lo spessore della piastra, l'angolo di flessione e il raggio di curvatura?
Il coefficiente di piegatura dipende da vari fattori, quali lo spessore della lamiera, l'angolo di piegatura, il raggio di piegatura, gli stampi superiore e inferiore della macchina piegatrice e la lunghezza delle parti piegate. Di solito si utilizzano valori empirici, poiché l'algoritmo standard convenzionale non tiene conto dell'usura delle attrezzature. Il coefficiente cambia in base allo spessore della lamiera, agli angoli di piegatura e ai materiali.
Ad esempio, il coefficiente di una curva a 90 gradi per una lamiera laminata a freddo da 1 mm è di 1,82 mm, mentre è di 3,5 mm per una lamiera laminata a freddo da 2 mm. Il coefficiente per 90 gradi è di 1 mm, per 60 gradi è di 1/2 mm e per 45 gradi è di 1/3 mm. Se l'angolo di piegatura è inferiore a 30 gradi, può non essere dedotto o può essere dedotto di 0,5 mm, a seconda dello spessore della lamiera.
Anche il raggio di curvatura influisce sul coefficiente ed è legato alla macchina pressa piegatrice. Una V singola o doppia standard è in grado di gestire la maggior parte dei casi, ma se un cliente ha bisogno di un raggio di curvatura più piccolo o più grande, deve essere analizzato in dettaglio. Se il raggio è troppo piccolo, scanalatura prima della piegatura. Se il raggio è troppo grande, si può ricorrere alla piegatura segmentata o all'utilizzo di un punzone a raggio corrispondente sulla matrice superiore.
Si noti che i macchinari e le attrezzature svolgono un ruolo importante. Una pressa piegatrice utilizzata da molto tempo non è in grado di piegare l'acciaio inox da 1,5 mm su 1 m con uno stampo inferiore da 8 mm.
Come calcolare il coefficiente di flessione di una lamiera di acciaio inossidabile?
Il coefficiente di flessione delle lamiere di acciaio laminate a freddo è strettamente correlato al raggio di curvatura ed esistono formule di calcolo specifiche. Il coefficiente di flessione (z) della lamiera di acciaio inossidabile è pari a 0,2-0,3 volte lo spessore (T), generalmente 0,25 volte lo spessore (T).
Spessore
Coefficiente
0.5
0.2
0.8
0.3-0.4
1
0.4
1.2
0.5
1.5
0.6
2
0.8
2.5
1.0
Quando t>3,0, il coefficiente di flessione è 0,3 ~ 0,4t.
Il coefficiente di flessione della barra di rame è 0,4t.
Come calcolare la tolleranza della macchina piegatrice di lamiere?
In genere, la lunghezza della lastra sottile aumenta di due spessori di lastra ogni volta che viene piegata, anche se ciò può variare leggermente a seconda dell'apparecchiatura utilizzata. Quanto più ampia è la matrice inferiore selezionata, tanto maggiore è l'angolo R e l'aumento di lunghezza. Per ottenere risultati più precisi, è preferibile effettuare una prova sull'apparecchiatura utilizzata.
Qual è il motivo per cui il centro del pezzo piegato è piegato?
Sono tre i motivi per cui la piegatrice si discosta dal centro del pezzo:
Questo può essere dovuto a una disomogeneità tra le punzone superiore e la matrice inferiore. Il morsetto rapido viene regolato per ottenere l'angolazione desiderata, ma il rettilineità potrebbe non essere sufficiente.
Come per il primo motivo, questa deviazione può verificarsi senza compensazione della deflessione.
Per determinare se la deviazione è causata da una mancanza di parallelismo tra la slitta superiore e il piano di lavoro inferiore, è possibile contrassegnarli e confrontarli. Una volta identificata la causa, è possibile trovare una soluzione.
Perché la pressa piegatrice idraulica non può salire e scendere?
I motivi per cui la pressa piegatrice idraulica non si muove verso l'alto e verso il basso possono essere i seguenti:
Controllare che il funzionamento elettrico sia normale.
Verificare se la valvola idraulica è intasata.
Controllare che la valvola di contropressione sia regolata correttamente.
Determinare se il pedale è guasto.
Come si può regolare l'angolo della pressa piegatrice se non può essere pressata ad angolo retto?
Se si desidera un angolo R preciso durante la piegatura, si consiglia di utilizzare una pressa piegatrice CNC. Le normali presse piegatrici possono produrre un angolo R a causa della minore precisione di lavorazione. Se una piccola deviazione dell'angolo è accettabile, la regolazione della pressione può essere utile.
Come piegare angoli diversi con una pressa piegatrice?
Se si desidera evitare potenziali problemi, è possibile optare per a CNC pressa piegatrice, che costa di più. Con questa opzione, è possibile inserire direttamente l'angolo desiderato.
Come smontare il cilindro dell'olio della pressa piegatrice?
Per rimuovere il cilindro dell'olio dalla pressa piegatrice:
Abbassare il martinetto fino al fondo e rimuovere la vite che solleva il cilindro dell'olio.
Sollevare il pistone del cilindro dell'olio fino al punto più alto e spegnere la macchina.
Utilizzare un carrello elevatore per sostenere la parte inferiore del cilindro dell'olio, quindi scollegare il tubo dell'olio e la vite. Rimuovere il cilindro dell'olio con il carrello elevatore e posizionarlo a terra.
Per prima cosa, rimuovere la scatola della vite senza fine superiore. Quindi, svitare il dado grande del cilindro dell'olio e utilizzare una mazza per rimuovere il pistone. (Fare attenzione quando si maneggia il cilindro dell'olio ed è meglio rivolgersi a un professionista).
La pressa piegatrice non può essere avviata
Se la pressa piegatrice CNC presenta problemi con l'impianto idraulico o con il circuito di protezione della sequenza di fase, il problema potrebbe essere dovuto a una sequenza di fase elettrica trifase errata. È possibile provare a modificare la sequenza di fase per risolvere il problema.
Quando si prepara la pressa piegatrice, è importante seguire i seguenti passaggi:
Prima di avviare l'apparecchiatura, ispezionare il motore e l'alimentazione per verificare che siano in buone condizioni di funzionamento.
Verificare che il punzone e lo stampo della pressa piegatrice corrispondano e siano saldamente in posizione per la lavorazione della lamiera.
Verificare se il dispositivo di posizionamento sulla macchina utensile soddisfa gli standard per lavorazione della lamiera.
Assicurarsi che le parti di comando e i pulsanti della pressa piegatrice siano nella posizione corretta.
Come eliminare l'impronta di piegatura degli stampi per presse piegatrici in acciaio inox?
Il lato esterno della lamiera durante la piegatura può essere protetto con uno strato, ad esempio una pellicola di plastica. L'angolo di piegatura del lato interno può essere ridotto utilizzando un punzone più piccolo. Le ammaccature che si formano durante il processo devono essere lucidate per eliminare l'impronta.
Come regolare la velocità di discesa della pressa piegatrice?
Per regolare la velocità durante il processo di piegatura, è possibile modificare la valvola a farfalla sul blocco valvole idraulico. Sono disponibili due opzioni:
È possibile fare una breve pausa nella posizione in cui si sta piegando il pezzo.
È possibile regolare la valvola a farfalla per consentire una discesa più rapida, ovvero per accelerare la velocità di discesa.
Cosa c'è di sbagliato nella pressione instabile della pressa piegatrice?
Motivi delle variazioni di pressione durante il funzionamento della pressa piegatrice:
È normale che la pressione fluttui durante il funzionamento. Ciò è solitamente causato da una regolazione errata della pressione.
La regolazione della pressione deve tenere conto di tre fattori:
Regolare e mantenere la pressione solo quando c'è un carico, non quando la macchina è inattiva.
Lasciare un tempo sufficiente per mantenere la pressione. Non rilasciare la pressione prima che la lancetta sia in posizione.
Non superare la pressione nominale. Il superamento della pressione nominale può causare problemi meccanici. Se non è possibile raggiungere la pressione impostata, è normale. Alcuni materiali possono essere piegati senza molta forza, ma per i pezzi più piccoli è comunque necessario applicare la pressione regolata.
Perché la pressa piegatrice non si alza?
Se la pressa piegatrice non riesce a sollevarsi, il primo passo è verificare se il funzionamento elettrico funziona normalmente. In caso affermativo, la causa è probabilmente un'ostruzione della valvola di troppopieno di risalita, che deve essere pulita da eventuali impurità o corpi estranei.
In alternativa, il problema potrebbe riguardare una valvola direzionale bloccata, che richiede anch'essa una pulizia.
Cosa succede alla deformazione del pistone della pressa piegatrice?
Saldare una barra orizzontale e fissarla con delle viti.
Come fa la pressa piegatrice a piegare un cono?
L'angolo di curvatura di un cono è leggermente superiore a quello di un cilindro. L'angolo di curvatura di un cilindro si calcola come 180-360/n. Ad esempio, se vengono piegati 36 bordi, l'angolo di curvatura sarà di 170 gradi.
Come usare la pressa piegatrice per piegare un grande arco circolare?
(vedi figura allegata)
Per piegare un arco circolare di grandi dimensioni utilizzando una pressa piegatrice, è necessario realizzare un set personalizzato di punzoni e stampi per archi circolari.
Questo stampo può ospitare solo un raggio fisso, quindi ci sono determinati requisiti per il disegno.
Non tutte le dimensioni dell'arco possono essere soddisfatte con questo stampo, quindi gli ingegneri della lamiera devono progettare i pezzi in lamiera in base allo stampo disponibile.
Qual è il problema della velocità ridotta della pressa piegatrice?
In genere, la pressa piegatrice ha una corsa di discesa che rallenta man mano che si avvicina al pezzo. Poi, quando viene pressurizzata, inizia a piegare a una velocità inferiore.
Se la forza di piegatura è insufficiente e causa difficoltà di piegatura, la ragione può risiedere nella lunghezza del materiale, nello spessore del pezzo o nella pressione della macchina. Questi fattori devono essere considerati con attenzione.
Cosa succede se la velocità di discesa della pressa piegatrice è elevata?
Quando si utilizza una pressa piegatrice, è importante determinare se la velocità è controllata dal diametro della valvola o dal sistema, in base al tipo di macchina.
Indipendentemente dal tipo di macchina, è possibile rallentare la velocità bloccando leggermente la guida.
La velocità di discesa della pressa piegatrice idraulica diventa lenta e il jitter di salita!
Il controllo delle perdite interne di una pressa piegatrice è relativamente semplice. Applicare la pressione idraulica e dopo 15 minuti, se l'olio fluisce e ritorna attraverso la cavità, il tubo di ritorno sarà molto caldo.
Per eliminare i problemi meccanici, spingere verso il basso la testa della valvola di commutazione con un cacciavite per verificarne il corretto funzionamento.
Inoltre, controllare la pressione della valvola di ingresso dell'alimentazione, che riduce la pressione da alta a bassa.
Se sono state escluse ragioni meccaniche, il problema è probabilmente legato al gruppo valvole.
I due cilindri della pressa piegatrice non sono sincronizzati
Assicurare il corretto funzionamento della pressa piegatrice:
Controllare l'usura della slitta di scorrimento e regolarne il serraggio in modo che entrambi i lati siano uniformemente serrati.
Verificare che i tubi dell'olio dei due cilindri siano collegati in parallelo e serrare la valvola di controllo del flusso. Eliminare l'aria dal cilindro dell'olio pressurizzandolo e scaricandolo.
Una valvola a farfalla unidirezionale è generalmente installata sull'ingresso (o sul ritorno) dell'olio dei due cilindri.
Se la sincronizzazione originale non è più presente, provare a regolare una delle valvole a farfalla per ripristinare una sincronizzazione approssimativa dei due cilindri.
Se non è possibile regolare la sincronizzazione, è possibile che si verifichino guasti in due parti:
La valvola a farfalla potrebbe non essere in grado di regolare il flusso dell'olio come necessario e potrebbe essere necessario sostituire la valvola a farfalla.
La velocità potrebbe essere troppo bassa e richiedere la sostituzione della guarnizione del pistone nel cilindro.
Cosa succede se il pezzo in lavorazione interferisce con la pressa piegatrice?
Quando il punzone standard non è in grado di evitare una determinata posizione, si consiglia di utilizzare un punzone a collo d'ocacome mostrato nella figura (1), per evitare la posizione.
Tuttavia, se il punzone a collo d'oca non è ancora in grado di evitare la posizione, può essere necessario ricorrere a un ulteriore processo. Questo può essere fatto premendo prima una guarnizione lungo la linea di piegatura, come mostrato nella figura (2).
Per ottenere migliori risultati di piegatura, si consiglia di piegare il materiale a un certo angolo per evitare la collisione con la lama, e poi premere il bordo a 90 gradi, come mostrato nella figura (3).
In generale, il processo di goffratura può essere utilizzato per le piegature che non possono essere completate in un'unica operazione. Ciò consente una migliore formazione della linea di piegatura durante la seconda piegatura, riducendo il rischio di deviazione della piegatura o di scarso controllo dell'angolo di piegatura. Tuttavia, questo processo dovrebbe essere evitato se possibile, in quanto non offre gli stessi risultati della piegatura diretta e può causare deviazioni di dimensione e di angolo.
La pressa piegatrice può essere utilizzata anche per pressare il bordo del pezzo, piegandolo prima a 30 gradi e poi pressandolo con un punzone piatto. Tuttavia, in genere si raccomanda di non utilizzare la pressa piegatrice per orlare il bordo, in quanto la punzonatrice produce risultati migliori.
Durante il processo di piegatura, le dimensioni del pezzo e della lama di piegatura possono creare interferenze e, per i pezzi più grandi, la pressa piegatrice stessa può interferire con la piegatura. Pertanto, è importante considerare la facilità di piegatura e la fattibilità nel processo di progettazione.
La piegatura è un processo cruciale che influisce notevolmente sulla qualità del prodotto finale e molti problemi di qualità derivano da uno scarso controllo delle dimensioni della piegatura. È necessario prestare particolare attenzione alla piegatura durante il processo di progettazione per garantire la stabilità della qualità durante la produzione di massa.
La dimensione della piega è limitata dallo spessore della piastra ed è correlata allo stampo inferiore. Si consiglia di selezionare un'apertura a V pari a 6 volte lo spessore della piastra per lo stampo inferiore, per ottenere il coefficiente di piegatura più costante.
Le fessure sono generalmente classificate in base alla larghezza esterna della fessura, come mostrato nella figura (4), e sono denominate rispettivamente fessure #6 e #10.
Tuttavia, quando si sceglie una scanalatura sufficientemente piccola per la piegatura, è facile che si verifichi una rientranza. In genere, la rientranza sotto la scanalatura #6 è evidente. Da un lato, influisce sull'aspetto estetico e, dall'altro, può arrugginire facilmente, per cui è necessario tenerne conto nel processo di progettazione.
Come si vede nella figura, per la scanalatura #10, la distanza dalla linea di piegatura al bordo di posizionamento deve essere superiore a 5,0 mm prima della piegatura. Per la scanalatura #4, che è la scanalatura più piccola, la distanza dalla linea di piegatura al bordo di posizionamento deve essere superiore a 2,0 mm. La scanalatura #4 viene utilizzata soprattutto per le lamiere sottili (meno di 1,2 mm), perché se utilizzata per le lamiere spesse la pressione potrebbe essere troppo elevata e la scanalatura troppo piccola, con conseguente rottura della scanalatura del coltello.
Quando si piega una lastra da 1,0 mm, il bordo di piegatura deve essere superiore a 3,5 mm per evitare la comparsa di impronte. Per le lastre da 1,5 mm, il bordo di piegatura deve essere superiore a 5,0 mm e per le lastre da 3,0 mm, il bordo di piegatura deve essere superiore a 12 mm. Queste considerazioni devono essere prese in considerazione durante il processo di progettazione.
Nel processo di piegatura vero e proprio possono sorgere vari problemi e occorre considerare l'impatto della piegatura su altri processi. I problemi specifici devono essere analizzati e il processo deve essere organizzato di conseguenza. Se necessario, i fornitori possono anche produrre utensili di piegatura speciali. Tuttavia, se la forma degli utensili è strana o la curvatura è maggiore, ciò influisce inevitabilmente sulla rigidità della fresa e ne riduce la durata.
La pressa piegatrice può piegare la scanalatura a U?
Assolutamente sì, come mostrato di seguito:
Requisiti ambientali della pressa piegatrice CNC
L'ambiente operativo di una pressa piegatrice è altamente specifico e influisce continuamente sull'invecchiamento della macchina. La pressa piegatrice CNC ha determinati requisiti di temperatura per la sala di lavoro. Se la temperatura è troppo alta, si verifica il surriscaldamento del motore e l'arresto del funzionamento. Se la temperatura è troppo bassa, si verifica una bassa temperatura dell'olio e una pressione insufficiente. Inoltre, la pressa piegatrice CNC produce una quantità significativa di polvere metallica durante il funzionamento, che influisce sull'efficienza dei componenti idraulici e, indirettamente, sulla stabilità della pressa piegatrice CNC.
Cosa è successo al rumore anomalo del motore della pompa dell'olio del freno a pressione?
Una quantità insufficiente di olio idraulico può causare suoni anomali dalla pompa dell'olio. Controllare il livello dell'olio.
L'olio idraulico sporco che intasa la griglia del filtro sulla porta di aspirazione dell'olio può causare suoni anomali dalla pompa dell'olio e impedire il funzionamento del motore del cilindro dell'olio e di altri componenti. Per risolvere il problema, pulire il filtro, filtrare l'olio idraulico o sostituire l'olio idraulico.
Se la pompa dell'olio è danneggiata, la superficie interna dello statore di una pompa a palette produrrà suoni anomali, mentre se lo stantuffo di una pompa a pistoni è danneggiato, produrrà suoni anomali e vibrerà fortemente. Ciò può causare l'instabilità della pressione nel sistema idraulico, che può essere causata da oggetti duri nell'olio idraulico che rimangono bloccati nella pompa.
Cosa c'è che non va nel punzone della pressa piegatrice?
Regolare la corsa del cilindro regolando i limiti superiore e inferiore sul fianco.
Come selezionare la dimensione della scanalatura inferiore della v per la piegatura della lamiera in base allo spessore del piatto
Materiale del foglio: 1-3 mm, la larghezza della scanalatura deve essere 4-6 volte lo spessore del materiale.
Per le lamiere spesse: 4-10 mm, la larghezza della scanalatura deve essere pari a 8-10 volte lo spessore del materiale.
Una minore larghezza della scanalatura determina un angolo R minore dopo la piegatura e richiede una maggiore pressione di piegatura. Al contrario, una maggiore larghezza della scanalatura determina un angolo R più ampio e richiede una minore pressione di piegatura.
La scelta della larghezza della scanalatura deve basarsi sul tonnellaggio e sui requisiti di lavorazione della pressa piegatrice selezionata, che si basa sull'esperienza del settore piuttosto che sugli standard industriali.
Come rompere il blocco della pressa piegatrice?
Se il PLC è bloccato, è probabile che sia necessario contattare il produttore per sbloccarlo. La fabbrica originale dovrebbe essere in grado di fornire questo servizio. In caso contrario, la sostituzione del sistema può essere problematica perché le impostazioni dei parametri originali potrebbero non essere compatibili con il nuovo sistema.
Come risolvere il problema della pressatura troppo lenta? Come pressurizzare rapidamente?
La pressurizzazione lenta della pressa piegatrice può essere causata da un circuito dell'olio ostruito, che provoca una pressione lenta. Per risolvere questo problema, è possibile smontare e pulire il sistema idraulico per aumentare la pressurizzazione.
La parte del pestone della pressa piegatrice è composta da un pestone, un cilindro dell'olio e una struttura di regolazione fine dell'arresto meccanico. I cilindri dell'olio sono fissati sul telaio, il pistone spinge il pestone verso l'alto e verso il basso attraverso la pressione idraulica e l'arresto meccanico è controllato e regolato dal sistema di controllo numerico.
La parte del piano di lavoro può essere azionata tramite la pulsantiera. Il motore aziona il telaio di supporto per spostarsi avanti e indietro e la distanza è controllata dal sistema NC con una lettura minima di 0,01 mm (ci sono limiti di corsa nelle posizioni anteriore e posteriore).
La macchina è dotata di un meccanismo di sincronizzazione meccanica composto da un albero di torsione, un braccio oscillante e un cuscinetto di articolazione. Questo sistema ha una struttura semplice, prestazioni stabili e affidabili e un'elevata precisione di sincronizzazione. L'arresto meccanico è regolato dal motore e controllato dal sistema di controllo numerico.
Il meccanismo di trattenimento del materiale utilizza l'azionamento del motore per muovere in modo sincrono le due aste della vite attraverso il funzionamento a catena. Il sistema di controllo numerico controlla la dimensione di trattenimento del materiale.
Cosa determina il raggio di curvatura della lamiera?
Il raggio del foglio piegatura del metallo è determinato da vari fattori quali lo spessore della lamiera, il materiale, il raggio degli stampi di piegatura superiore e inferiore, la pressione di piegatura e la temperatura di lavoro. La pressione di piegatura, che è determinata solo dallo spessore della lamiera e dalla larghezza dell'intaglio dello stampo di piegatura inferiore, influisce sulla variazione del raggio di piegatura. L'influenza del raggio di curvatura può essere stabilizzata limitando i fattori rilevanti in base ai requisiti.
È stato osservato che quanto più spesso è il materiale, tanto più grande è il raggio di curvatura. Questo perché le piastre più spesse richiedono una maggiore pressione di piegatura e un intaglio più grande nella matrice di piegatura inferiore. Anche il materiale ha un effetto sul raggio di curvatura, ma ha poca influenza nell'uso pratico. È possibile creare tabelle di fattori di piegatura personalizzate per diversi materiali.
Più la lamiera è spessa, più è resistente alla deformazione da piegatura, il che richiede la regolazione della pressione. Tuttavia, la pressione di piegatura non può essere aumentata all'infinito e deve essere regolata a un livello adeguato. La pressione di piegatura è direttamente proporzionale allo spessore della lamiera e inversamente proporzionale alla larghezza dell'intaglio dello stampo di piegatura inferiore.
In pratica, lo spessore della lamiera viene impostato e la larghezza dell'intaglio dello stampo inferiore viene selezionata in base allo spessore. Pertanto, la pressione di piegatura, che è determinata da altri fattori, è costante e il raggio di piegatura non deve considerare il fattore di pressione.
Rilievo delle sollecitazioni dell'acciaio inox 304 dopo la piegatura
Acciaio inox 304 è un marchio giapponese, equivalente allo 00Cr19Ni10 in Cina. Fa parte della famiglia degli acciai inossidabili austenitici.
Il trattamento di distensione degli acciai inossidabili austenitici è un processo di trattamento termico che elimina le sollecitazione residua che si verifica dopo la lavorazione a freddo o la saldatura. L'acciaio viene in genere riscaldato a 300-350°C per il rinvenimento.
Per gli acciai che non hanno elementi stabilizzanti come Ti e Nb, la temperatura di riscaldamento non dovrebbe superare i 450°C per evitare la precipitazione di carburi di cromo e corrosione intergranulare.
Per gli acciai inossidabili a bassissimo tenore di carbonio e con leghe di Ti e Nb che sono stati sottoposti a lavorazione a freddo o a saldatura, è necessario riscaldare a 500 - 950°C, quindi raffreddare lentamente, per eliminare le tensioni. Questo processo può ridurre la probabilità di corrosione intergranulare e migliorare la resistenza dell'acciaio alla tensocorrosione.
Quindi, se si vuole alleviare le tensioni dal 304, l'intervallo di temperatura ideale è compreso tra 300 e 350°C, con un tempo generale consigliato di 1,5-2,5 ore per 100 mm di sezione effettiva.
Per quanto riguarda la domanda sulla rimozione delle tensioni dopo la piegatura, non credo sia necessario. La piegatura non causa alcun cambiamento strutturale nell'acciaio inossidabile austenitico e non vi sono tensioni residue dopo la deformazione. È possibile raddrizzarlo senza eliminare le tensioni.
Quali sono i dispositivi di protezione corrispondenti della pressa piegatrice?
Esistono diverse misure di protezione per le presse piegatrici, tra cui barriere fotoelettriche di sicurezza, griglie di sicurezza e protezioni laser. Tuttavia, il dispositivo di protezione più utilizzato è la barriera fotoelettrica di sicurezza, grazie alla sua flessibilità e facilità di utilizzo per vari tipi di macchine. tipi di stampa macchine per freni.
Come regolare la pressa piegatrice CNC?
1. Regolazione della macchina:
Per regolare la distanza di corsa dello slittone in base allo spessore della piastra piegata e alle dimensioni dell'apertura a V dello stampo inferiore, premere i pulsanti di salita e discesa sulla scatola elettrica per controllare il piccolo motore in avanti e indietro per raggiungere la lunghezza di estensione del pistone di controllo. La corsa del pistone è controllata e sono presenti degli indicatori accanto al cilindro dell'olio. Nota: perché la regolazione sia efficace, il pistone deve trovarsi al punto morto superiore (cioè premendo l'interruttore di marcia).
2. Limite superiore della regolazione della ram:
Quando il martinetto si alza, tocca l'interruttore di corsa e rimane nella posizione richiesta, riducendo la distanza a vuoto del martinetto e migliorando la produttività. Nella specifica "Continuo", è anche possibile impartire un comando per l'azione continua.
3. Azione lenta della regolazione dell'asta:
Quando il martinetto si abbassa, il blocco di fine corsa inferiore tocca l'interruttore di corsa, facendo muovere lentamente il martinetto.
4. Regolazione dello spazio tra punzone e matrice:
Misurare lo spazio tra il punzone e la matrice quando la parte inferiore del punzone si avvicina alla forma a V della matrice inferiore, quindi correggere la distanza di sollevamento dello slittone.
5. Regolazione dell'angolo di piegatura del pezzo:
Lo slittone e il piano di lavoro della macchina possono deflettere durante il funzionamento, facendo sì che l'angolo centrale del pezzo sia maggiore dell'angolo alle due estremità. Regolare con precisione le viti del pannello di lavoro per garantire che l'angolo del pezzo sia costante. Questa funzione è stata regolata in fabbrica e generalmente non richiede ulteriori regolazioni.
6. Regolazione della pressione di piegatura:
Controllare la tabella o calcolare la pressione del tonnellaggio della piastra piegata utilizzando la formula della pressione, quindi regolare il volantino della valvola di regolazione a distanza per rendere la pressione leggermente superiore al tonnellaggio della piastra piegata, riducendo il carico inutile sulla macchina.
7. Regolazione del parallelismo tra fondo della ram e piano di lavoro:
Se dopo aver utilizzato la macchina per un po' di tempo si nota che gli angoli di piegatura alle due estremità del pezzo non sono uniformi, regolare il blocco di regolazione all'estremità inferiore del cilindro dell'olio per mantenere la parte inferiore del cilindro parallela al piano di lavoro.
Qual è la ragione del rumore della pressa piegatrice?
Assicurarsi che la qualità dell'olio sia conforme ai requisiti
Assicurarsi che il filtro non sia ostruito
Sfiatare il tubo di uscita dell'olio
Verificare che la pompa dell'olio sia installata correttamente
Ispezionare la pompa dell'olio per verificare l'usura interna.
Come risolvere la perdita di olio dal cilindro della pressa piegatrice?
In genere, il cilindro idraulico viene smontato e l'anello di tenuta viene sostituito. I coperchi terminali alle due estremità del cilindro idraulico sono solitamente installati in due modi. Il più grande cilindri idraulici Per lo più si utilizzano piastre flangiate. Per rimuovere il coperchio del cilindro, avvitare alcuni bulloni sul blocco centrale del cilindro, rimuovere i bulloni ed estrarlo lentamente. Per i cilindri idraulici più piccoli, il corpo e la testa del cilindro sono filettati e il coperchio dell'estremità rotante può essere rimosso dal corpo del cilindro. Se non si ha dimestichezza con il cilindro idraulico, si consiglia di farlo maneggiare a qualcun altro, poiché una manipolazione impropria durante lo smontaggio e il montaggio può facilmente danneggiare l'anello di tenuta e la superficie interna.
Come riparare i graffi sull'acciaio inox a specchio?
Se il acciaio inox a specchio graffiata, si possono utilizzare i metodi appropriati per porvi rimedio. In qualità di produttore di piastre lucidate in acciaio inox, i clienti pongono spesso domande simili.
In genere, se il graffio non è profondo, può essere levigato durante la fase di lucidatura a specchio rallentando la velocità del rullo di alimentazione e abbassando la testa di macinazione.
Esistono due tipi di graffi sull'acciaio inossidabile a specchio: quelli che si verificano prima della lavorazione e quelli che si verificano dopo la lavorazione a specchio.
Se il graffio è del primo tipo, occorre valutarne la gravità. Se l'area e la profondità del graffio superano il limite di accettazione del cliente per l'effetto del prodotto finale, è necessario selezionare nuovamente le lastre qualificate. È importante valutare se i prodotti finiti soddisfano i requisiti del cliente prima della lavorazione delle lastre, in quanto ciò consente di risparmiare tempo e denaro.
I graffi a macchia, indipendentemente dalla loro profondità, possono essere riparati con saldatura ad arco di argon e poi lucidati da una macchina lucidatrice. Dopo la lucidatura, possono essere lavorati due (o più) volte da lucidatura a specchio che possono risolvere questo problema.
I graffi lineari, o graffi, sono relativamente difficili da gestire. I graffi superficiali possono essere risolti rallentando la velocità del rullo di alimentazione e abbassando la testa di rettifica. I graffi profondi non sono facili da risolvere. Si consiglia di evitare le aree graffiate durante la lavorazione e il taglio dei materiali dei pannelli a specchio.
I graffi su grandi superfici possono essere suddivisi in due tipi in base alla profondità del graffio e il metodo di trattamento è lo stesso dei graffi a punti.
Se il graffio è del secondo tipo, è più difficile da trattare. Si consiglia di ridurre o evitare la possibilità di graffi sul pannello a specchio utilizzando una pellicola protettiva, confezionando il pannello con una cornice di legno, imbottendo il cartone o le lastre di plastica nella parte superiore e inferiore, avvolgendo l'intero pannello con carta impermeabile e indicando "Proteggere il pannello, non graffiare" sul pannello o sulla superficie di imballaggio.
Le lastre di acciaio inossidabile a specchio finite con graffi possono essere riparate con i metodi sopra descritti. Se i semilavorati con superficie a specchio presentano graffi, per ottenere migliori risultati di riparazione è necessario utilizzare diverse apparecchiature di lucidatura, come ad esempio una lucidatrice manuale con ruote di lucidatura sostituibili.
Quanto si può controllare la tolleranza di piegatura della pressa piegatrice?
La precisione di una pressa piegatrice rinomata può essere mantenuta entro ±0,5 mm, mentre quella di una servo-pressa si aggira intorno a ±0,1 mm, che equivale a 10 fili.
Qual è la dimensione minima di piegatura della pressa piegatrice?
Le dimensioni minime di piegatura dei vari tipi di presse piegatrici sono riportate nella tabella seguente:
Spessore
Morire in basso (V))
Dimensione minima della prima curva
Dimensione minima della seconda curva inversa
0,5 mm
6
4 mm
4 mm+t
0,8 mm
6
4 mm
4 mm+t
1,0 mm
6
5 mm
5 mm+t
1,2 mm
8
5,5 mm
5,5 mm+t
1,5 mm
12
8,5 mm
8,5 mm+t
2,0 mm
16
11 mm
11 mm+t
2,3 mm
16
12 mm
12 mm+t
2,5 mm
20
14 mm
14 mm+t
3,0 mm
25
17,5 mm
17,5 mm+t
Dove viene regolato lo scarico della pressione dopo la pressurizzazione della pressa piegatrice?
In generale, regolare il tempo del relè orario.
Come scegliere la pressa piegatrice elettroidraulica servo-sincrona?
La pressa piegatrice elettroidraulica servo-sincrona CNC è un nuovo tipo di pressa piegatrice. Questa guida introduce le basi per la scelta di una pressa piegatrice appropriata e alcuni fattori da considerare.
Passi:
Distinguere tra una servo-pressa elettroidraulica e una pressa piegatrice tradizionale. La differenza principale è la presenza di un anello chiuso di retroazione e la compensazione della pressa piegatrice elettroidraulica.
Calcolare il tonnellaggio richiesto in base al materiale e allo spessore della lamiera da lavorare. Il tonnellaggio si riferisce alla forza massima di piegatura della pressa piegatrice, non al suo peso.
Determinare la larghezza della lama, la profondità della gola e la distanza tra i montanti in base alla lunghezza delle lastre di acciaio inossidabile e delle altre lastre da lavorare.
Scegliere un produttore o una marca di presse piegatrici sincrone elettroidrauliche, tenendo conto della qualità, del prezzo e del servizio post-vendita.
Personalizzate le funzioni aggiuntive necessarie, come i requisiti del numero di assi, il tipo di compensazione, il test laser e la protezione di sicurezza (protezione laser o barriera fotoelettrica).
Note:
Le opzioni di protezione di sicurezza sono la protezione laser e la protezione a barriera fotoelettrica, con la protezione laser che è un dispositivo di livello superiore utilizzato nelle macchine di fascia alta.
Il numero di assi deve essere determinato in base ai requisiti di accuratezza del pezzo, con un numero maggiore di assi per una maggiore precisione di posizionamento.
Come piegare un semicerchio con il freno a mano?
Se si desidera ottenere una piegatura a semicerchio, è necessario uno stampo a semicerchio dedicato. Se non ne avete uno, potete progettare e creare uno stampo superiore e uno inferiore.
Come si determina il raggio interno della piegatura della lamiera?
Il raggio di curvatura minimo deve essere preso in considerazione nella progettazione della curva. Per i materiali tipici, il raggio è pari allo spessore della lamiera. Per i materiali con scarsa plasticità, il raggio deve essere aumentato di conseguenza.
Come calcolare il raggio di curvatura della lamiera?
È necessario conoscere il valore R sull'asse neutro. L'asse neutro è inclinato verso l'interno. Se è arrotondato, deve essere il valore R interno.
In genere, l'asse neutro della piastra SPCC è 0,445t dall'interno all'esterno. L'angolo R interno non può essere calcolato. Dipende dallo strumento di piegatura. Diversi strumenti di piegatura hanno valori di R interno diversi, che possono essere considerati solo simili.
Gli strumenti di piegatura possono essere suddivisi in punzoni a punta e punzoni a raggio.
Per la precisione piegatura della lamierail calcolo può essere effettuato come segue, dopo l'arrotondamento: Raggio interno A + Raggio interno B + 0,35T = Dimensione non ripiegata C.
Come impostare il raggio di curvatura e la deduzione di curvatura in Solidworks?
Il raggio di curvatura di ogni spessore di materiale varia, ma il raggio predefinito nel sistema è impostato su 1 mm. È importante impostare il raggio deduzione della curva manualmente ogni volta. Per calcolare i dati di ogni lamiera, si può fare riferimento alla tabella indennità di curvatura tabella. Tuttavia, è importante notare che questi calcoli richiedono esperienza e conoscenza di lavorazione della lamiera tecnologia.
L'accuratezza dei calcoli della tabella dei coefficienti di piegatura non è garantita. Solo chi ha una buona conoscenza degli stampi e la capacità di gestire diverse piegature può calcolare con precisione le dimensioni di svolgimento. Il software simula una piegatura ideale a spessore costante, ma in realtà lo spessore diminuisce durante la piegatura. Il raggio predefinito per lo spessore del materiale può essere impostato su 1 o 0,5, in base alle impostazioni precedenti e potrebbe non essere significativo.
Quando si progettano parti in lamiera, il valore deve essere impostato individualmente in base all'esperienza o controllando la tabella dei coefficienti di piegatura. Il sistema si imposta automaticamente sull'ultimo valore impostato.
La più completa tabella di tolleranza per la piegatura della lamiera
La tabella delle tolleranze di flessione è applicabile al materiale, allo spessore e all'angolo corrispondenti.
Se lo spessore del materiale e l'angolo indicati nella tabella non sono soddisfatti, è possibile utilizzare la seguente tabella per il calcolo:
il margine di flessione dell'angolo corrispondente = spessore del materiale * multiplo dell'angolo corrispondente 2,65-2,4
Angolo
Multiplo dello spessore del materiale
60
1
65
1.1
70
1.3
75
1.5
80
1.6
85
1.7
90
1.8
95
1.6
100
1.4
105
1.2
110
1.1
115
1
120
0.8
125
0.7
130
0.6
135
0.55
140
0.5
145
0.3
150
0.33
155
0.3
160
0.2
165
0.15
170
0.1
175
0.1
Ad esempio, lo spessore del materiale è 3, il materiale è acciaio ordinario, l'angolo di flessione è di 95 gradi e il coefficiente di flessione corrispondente = 3 * 1.6 = 4.8
La tabella delle tolleranze di piegatura richiede che le dimensioni non ad angolo retto siano segnate e misurate come segue:
Come impostare il fattore K, la deduzione di flessione, la tolleranza di flessione e il calcolo della flessione in Solidworks? Qual è il loro rapporto?
La tabella dei margini di piegatura è una tabella di riferimento che si crea in anticipo e si inserisce nei disegni durante la progettazione di parti in lamiera. Viene aggiunta automaticamente in base allo spessore della lamiera.
Il fattore K è utilizzato principalmente per la piegatura a non 90 gradi o per la piegatura di grandi archi e può essere impostato in base alla deduzione di piegatura della piastra, determinata dalla macchina piegatrice.
La deduzione di piegatura comporta la sottrazione di una dimensione da ogni piega, che si basa sullo spessore della piastra e sulla larghezza della matrice inferiore. Ad esempio, se si dispone di una lamiera fredda di 2 mm e di una matrice inferiore di 16 mm, la deduzione di piegatura sarà di circa 3,4 mm. Questo valore può essere impostato nelle opzioni della lamiera della parte che si sta disegnando o nelle impostazioni di piegatura.
Il fattore K non viene utilizzato di solito, ma è essenziale per le piegature non a 90 gradi e ad arco ampio, dove la deduzione di piegatura potrebbe non essere accurata. Per determinare il fattore K, è possibile disegnare una parte di lamiera ad angolo retto, impostare la deduzione di piegatura corretta e quindi misurare la dimensione espansa dopo aver fatto clic su "espandi". Quindi, impostare un fattore K, ad esempio 0,25, e confrontare le dimensioni di espansione con la misura precedente. Se sono uguali, il fattore K è corretto. In caso contrario, regolare il fattore K fino a quando la dimensione dispiegata corrisponde alla deduzione della piegatura precedente. Una volta ottenuto il fattore K corretto, annotarlo e utilizzarlo per lastre dello stesso spessore.
Come fa la pressa piegatrice a controllare con precisione l'angolo di piegatura?
È possibile installare il regolatore di corsa.
Qual è il motivo per cui la lama della pressa piegatrice non riesce ad alzarsi?
In genere, una pressa piegatrice è dotata di due o più valvole di troppopieno, di due tipi: di sistema e di contropressione. Se non si è sicuri, è possibile rimuoverle e pulirle entrambe, ma prima assicurarsi che l'elettrovalvola sia eccitata. Non date per scontato che i relè nel quadro elettrico non funzionino se si verificano problemi di accensione e spegnimento. Controllare anche la parte idraulica.
A quali assi si riferiscono rispettivamente l'asse 3 + 1 e l'asse 4 + 1 della pressa piegatrice?
3 + 1″ si riferisce a due movimenti dei cilindri dell'olio (2 assi), al movimento avanti e indietro della battuta posteriore (1 asse) e all'aggiunta di un sistema di coronamento (+1 asse). Il sistema di coronamento consente al registro posteriore di regolare la sua posizione mentre lo stampo viene premuto, migliorando così la precisione del prodotto.
4 + 1″ include un arresto posteriore aggiuntivo che può muoversi verso l'alto e verso il basso per il posizionamento con una guida lineare a doppio asse. Queste caratteristiche avanzate comportano un costo più elevato, in quanto le presse piegatrici sono dotate di componenti di precisione come servomotori, viti a ricircolo di sfere e guide lineari.
Cosa significa il limite del valore Y della pressa piegatrice?
Il limite della corsa è legato all'interruttore della corsa. Se è stato spostato, è possibile regolarlo di conseguenza. Se invece non è stato spostato, non effettuare alcuna regolazione.
Funzione del relè a tempo nel circuito della pressa piegatrice
Il tempo di mantenimento della pressione e il tempo di scarico sono due funzioni separate. Il relè del tempo di mantenimento della pressione si attiva quando il martinetto raggiunge il punto morto inferiore per assicurare l'angolo di piegatura desiderato del pezzo. Dopo il mantenimento della pressione, si attiva il relè del tempo di scarico per ridurre il rumore di ritorno dell'impatto.
Qual è la differenza tra la servo-pressa elettroidraulica e la pressa piegatrice a coppia sincrona?
Servopressa elettroidraulica
I cilindri principali su entrambi i lati sono controllati in modo sincrono attraverso sistemi di controllo idraulico, come le servovalvole elettroidrauliche proporzionali e i righelli grigliati, regolati in modo indipendente dal CNC. I dati accurati vengono trasmessi per garantire la precisione del funzionamento del martinetto.
Pressa piegatrice sincrona a coppia
Un albero di torsione viene utilizzato per collegare le aste di rotazione destra e sinistra, formando un meccanismo di sincronizzazione forzata dell'albero di torsione per mantenere il movimento sincronizzato verso l'alto e verso il basso dei cilindri dell'olio su entrambi i lati.
Quale pompa idraulica viene generalmente utilizzata per la pressa piegatrice?
In genere si utilizzano pompe a stantuffo ordinarie e pompe a ingranaggi di singoli produttori.
Come si fa a sapere di che materiale è lo stampo inferiore della pressa piegatrice?
La matrice inferiore è generalmente realizzata in acciaio per stampi. È possibile determinarne la durezza utilizzando un durometro.
Quando la pressa piegatrice sale, non riesce a fermarsi e scivola automaticamente verso il basso
La piccola valvola di controllo idraulico e la valvola di sicurezza potrebbero avere delle perdite. Se la pressa piegatrice è stata utilizzata per diversi anni, l'invecchiamento dell'anello di tenuta nel cilindro dell'olio può causare perdite interne. Un altro fattore da considerare è se la valvola di troppopieno della macchina è stata spostata. Se è stata allentata fino alla fine, scivolerà automaticamente verso il basso. Inoltre, verificare se la valvola direzionale a tre posizioni e quattro vie è regolabile. Se lo è, verificare se c'è un problema con la corsa di ritorno. In generale, le macchine in uso da molto tempo sono per lo più soggette a perdite interne.
Come capire l'asse N + 1 della pressa piegatrice?
3 + 1 assi: Y1,Y2, R e asse di coronamento
4 + 1 assi: Y1, Y2, X, R, Z1, Z2 e asse di coronamento
5 + 1 assi: Y1, Y2, X, R, Z1, Z2 e asse di coronamento
6 + 1 assi: Y1, Y2, X, R, Z1, Z2 e asse di coronamento
8 + 1 assi: Y1, Y2, X1, X2, R1, R2, Z1, Z2 e asse di coronamento
Come cambiare l'utensile della pressa piegatrice?
Il metodo di sostituzione del punzone superiore:
Posizionare un pezzo di legno tra il punzone superiore e la matrice inferiore e attivare la macchina per avvicinare il punzone al legno (per evitare che il punzone cada).
Allentare i morsetti multipli dell'utensile sulla parte superiore del punzone e rimuovere i punzoni.
Installare il nuovo punzone, stringere delicatamente i morsetti, attivare la macchina per premere il nuovo punzone sul legno e quindi stringere completamente i morsetti (per garantire un collegamento sicuro tra il punzone e i morsetti senza spazi vuoti).
Il metodo di sostituzione della matrice inferiore:
È sufficiente allentare il blocco di pressione e sostituire la matrice.
Quale materiale viene generalmente utilizzato per le matrici delle presse piegatrici? Qual è la durezza?
Esistono diversi tipi di materiali, come il T10 o il 42CrMoe la durezza è generalmente di circa HRC45-50.
Cr12Mo1V1, 42CrMo, 9CrSi, T10, 80#
Tempra e incrudimento: HRC46 ° - 62 °
È necessario rettificare il punzone superiore della pressa piegatrice?
Il punzone superiore della pressa piegatrice è appositamente trattato termicamente entro 3 mm dal bordo di taglio per aumentarne la durezza, ma è destinato a consumarsi nel tempo. L'usura normale provoca l'opacizzazione e l'arrotondamento della punta. Se più punzoni sono usurati simultaneamente, non c'è motivo di preoccuparsi immediatamente, ma se un singolo punzone è parzialmente usurato, si raccomanda di far lavorare insieme più punzoni tramite ricottura, rettifica e tempra. Tuttavia, si tratta di un compito difficile che non deve essere affrontato con leggerezza.
Come livellare gli utensili della pressa piegatrice?
È necessario verificare che i valori Y1 e Y2 siano uguali e che il pezzo piegato differisca solo di pochi filetti. Se sono diversi, regolare i punti di riferimento Y1 e Y2 ed effettuare regolazioni di precisione. Se sono uguali, regolare la barra quadra con il valore al centro della pinza e allentare la vite prima di effettuare le regolazioni.
Qual è il problema che gli utensili della pressa piegatrice non sono in linea retta?
In genere, la rettilineità della superficie di lavorazione dello slittone installato con la matrice non è elevata, oppure il blocco di regolazione della matrice può essere deformato.
Come riparare la crepa dello strumento di piegatura in acciaio inox?
La riparazione specifica delle cricche degli utensili dipende dalle dimensioni delle cricche. Se la cricca è relativamente poco profonda, è possibile utilizzare una rettifica piatta per rimuovere uno strato dell'intero bordo della lama. Tuttavia, se la cricca è profonda, l'uso del metodo di rettifica può sollevare dubbi sulla resistenza della parte rimanente del bordo della lama a sopportare la pressione di flessione. Per riparare la fessura rotta si può utilizzare anche la saldatura ad arco di argon, ma la durezza della riparazione è molto bassa. materiale di saldatura potrebbe non essere uguale al materiale originale, influenzando le prestazioni dell'utensile.
Come selezionare il materiale degli stampi per presse piegatrici?
Per l'acciaio per stampi per la lavorazione a freddo è importante scegliere un materiale ad alta resistenza, tenacità e buona resistenza all'usura. Un buon materiale è il Cr12MoV, che ha buone prestazioni di servizio e di processo, ma è relativamente costoso. Un'altra opzione è il 42CrMo, che è una lega temprato e rinvenuto acciaio ad alta resistenza e tenacità, in grado di lavorare bene a temperature inferiori a 500 gradi.
Qual è il problema della caduta automatica degli utensili di una pressa piegatrice ordinaria?
In genere, una perdita nella valvola idraulica può essere dovuta all'età della macchina. Se la macchina è stata utilizzata per diversi anni, l'anello di tenuta nel cilindro dell'olio potrebbe essere invecchiato, causando perdite e slittamenti. Inoltre, è possibile verificare se l'impianto idraulico è a corto di olio. In caso contrario, il problema potrebbe riguardare il software, che può essere risolto cambiandolo o reinstallandolo.
Perché la pressa piegatrice scende lentamente?
Il nucleo della valvola è bloccato. Ripararlo.
Qual è la differenza tra il punzone acuto e il punzone a collo d'oca della pressa piegatrice?
La differenza tra un punzone acuto e un punzone a collo d'oca è che i punzoni acuti sono generalmente utilizzati per piegare angoli di 45 gradi o meno e per lavorare lamiere di spessore non superiore a 5 mm. I punzoni a collo d'oca, invece, sono generalmente utilizzati per piegare pezzi con un ampio raggio. Se si desidera piegare un pezzo con un raggio inferiore, è necessario utilizzare un punzone acuto.
L'utensile della pressa piegatrice è ammaccato. Come ripararlo?
Il problema può essere risolto inviando lo stampo inferiore alla lavorazione e rettificando i due angoli R della parte inferiore. Scanalatura a V utilizzando una smerigliatrice. Un'altra soluzione è quella di acquistare una pellicola anti-indentazione e di posizionarla sulla matrice inferiore durante la piegatura, in modo da risolvere il problema dell'indentazione.
Qual è la durezza di tempra degli stampi per presse piegatrici generiche?
Il trattamento termico del stampo per pressa piegatrice è solitamente temprato e rinvenuto fino a raggiungere una durezza compresa tra HRC38 e 42. Lo stampo della pressa piegatrice non è una lama e viene lavorato a bassa velocità e ad alta pressione. Una durezza troppo elevata può facilmente provocare la frattura dello stampo, quindi una durezza elevata non significa necessariamente che sia durevole.
Formula di calcolo del prezzo degli stampi per presse piegatrici
Per calcolare il costo degli stampi per presse piegatrici, è necessario innanzitutto determinare il volume dello stampo in base alle sue dimensioni complessive (o calcolarlo per un singolo pezzo se il volume è troppo piccolo). Quindi, calcolare il peso e utilizzare il processo e i materiali per determinare il prezzo. Il prezzo degli utensili per presse piegatrici CNC è di circa 45 yuan al chilogrammo, mentre gli stampi per presse piegatrici nazionali hanno un prezzo di circa 25 yuan al chilogrammo.
Qual è l'angolo generale degli stampi della pressa piegatrice?
Gli angoli comuni per il punzone superiore di una pressa piegatrice sono tipicamente 85, 86 o 88 gradi. Analogamente, gli angoli comuni per la scanalatura della matrice inferiore di una pressa piegatrice sono tipicamente di 85, 86 o 88 gradi. L'angolo appropriato può essere selezionato anche in base all'angolo di rimbalzo del materiale da piegare.
Come selezionare il raggio d'arco di punzoni e stampi di una pressa piegatrice?
Se il punzone superiore viene realizzato in un arco, la matrice inferiore a forma di V può essere utilizzata per piegare un arco. È anche possibile realizzare archi sia sul punzone che sulla matrice, ma in questo caso è possibile piegare solo una dimensione di arco.
Come calcolare l'angolo di piegatura della pressa piegatrice?
L'angolo di piegatura di una pressa piegatrice viene determinato attraverso il livello di controllo numerico e il posizionamento in profondità del servosistema elettroidraulico (asse Y1 e Y2). In generale, è sufficiente selezionare l'utensile appropriato dalla libreria degli utensili del sistema in base al disegno, inserire il tipo di materiale, la lunghezza, lo spessore, la larghezza di piegatura, l'angolo e altri parametri. Il sistema calcolerà automaticamente la dimensione di espansione della piastra, l'angolo R, la pressione necessaria e la profondità di piegatura.
Per il funzionamento è sufficiente inserire il foglio e premere l'interruttore a pedale. I sistemi di fascia più alta consentono la programmazione grafica. Il sistema genera sezioni grafiche 2D o 3D del prodotto in base ai dati immessi, visualizza le posizioni del materiale e dell'utensile e fornisce un disegno solido del pezzo da piegare. Il processo di piegatura può essere simulato e l'operatore può seguire il display durante la lavorazione per un'esperienza chiara e sicura.
Quali sono i fattori che determinano la durata di vita degli stampi per presse piegatrici?
L'ottimizzazione della struttura dello stampo è fondamentale per aumentare la capacità di carico massimo dello stampo e ridurre il livello di stress termico.
L'efficienza delle modifiche alle dimensioni della sezione avrà un impatto diretto sulla vita utile dello stampo.
Cosa determina la durata degli stampi per presse piegatrici?
Considerare i potenziali difetti della tecnologia di lavorazione e l'impatto della capacità di carico durante il funzionamento a causa della qualità del prodotto. materiale dello stampoe adottare le misure necessarie per compensare eventuali carenze nella qualità metallurgica, al fine di migliorare la durata dello stampo.
I difetti nel processo di lavorazione, il pretrattamento, la forgiatura, la tempra, l'incrudimento e l'invecchiamento. trattamento della superficie avrà un impatto significativo sulla resistenza all'usura, sulla capacità antischeggia e sulla capacità antifrattura dello stampo.
Ad esempio, problemi quali superfici ruvide dello stampo, segni residui di lavorazione, microcricche da elettroerosione, carburazione superficiale e decarburazione durante il trattamento termico influisce sulla capacità di carico e sulla durata di vita dello stampo.
La precisione e la rigidità dello stampo, le condizioni di lubrificazione, lo stato di pretrattamento del materiale lavorato, le condizioni di preriscaldamento e raffreddamento, lo stato di qualità della superficie, la durezza del materiale, l'allungamento e altre proprietà meccaniche dei pezzi lavorati, nonché la precisione dimensionale dei pezzi lavorati, influiscono sulla durata dello stampo.
Questi sono i fattori che influenzano la durata degli stampi delle presse piegatrici.
Come selezionare il punzone superiore della pressa piegatrice?
Le opzioni di punzonatura superiore includono, tra le altre, punzonatura a 88°, 86°, 84°, punzonatura acuta a 30° e punzonatura acuta a 25°. Non esistono norme specifiche per il punzone superiore, ma i punzoni acuti sono tipicamente utilizzati per la piegatura di piastre sottili, mentre i punzoni a 88° sono utilizzati per piastre più spesse e i punzoni a 84° sono utilizzati per piastre scanalate. La scelta del punzone superiore dipende anche dalla forma finale desiderata della piegatura.
Per quanto riguarda la scelta tra un punzone diritto e un punzone a collo d'oca, lo standard è quello di evitare la collisione. Se la distanza di apertura del pezzo di tipo C è grande, si può usare un punzone diritto o a collo d'oca, ma se la distanza di apertura è piccola, si può usare solo un punzone a collo d'oca.
Se la pressa piegatrice dispone di una funzione di simulazione della piegatura, la scelta del punzone è più semplice. In generale, un punzone a 88° è sufficiente per lamiere di 1,5 mm di spessore.
Dimensioni della sezione aurea delle matrici per presse piegatrici
I segmenti di matrice standard da 835 mm sono: 300 mm, 200 mm, 100 mm, 100 mm, 40 mm, 50 mm, 20 mm, 15 mm e 10 mm.
Trattamento antiruggine delle matrici per presse piegatrici
La ruggine degli stampi è una delle principali preoccupazioni dei produttori. In questo articolo discuteremo i modi più efficaci per prevenire la ruggine degli stampi, come evitare di collocare gli stampi in ambienti umidi, utilizzare inibitori di ruggine dopo il raffreddamento e utilizzare inibitori di ruggine a lungo termine.
Precauzione 1: evitare lo stoccaggio in ambiente umido
La collocazione dello stampo in un ambiente umido per un periodo prolungato può provocare la formazione di ruggine, indipendentemente dall'efficacia dell'antiruggine. Per evitare che ciò accada, è importante conservare lo stampo in un'area asciutta e ventilata.
Precauzione 2: utilizzare un antiruggine dopo il raffreddamento
L'uso di antiruggine prima che lo stampo si sia raffreddato può causare la formazione di ruggine nel giro di pochi giorni. La muffa assorbe l'acqua dell'antiruggine, causando la formazione di ruggine. È meglio aspettare che lo stampo si raffreddi naturalmente e poi applicare l'antiruggine.
Precauzione 3: utilizzare un antiruggine a lungo termine
Sul mercato sono disponibili numerosi inibitori della ruggine, tra cui antiruggine oli e polveri. Tuttavia, un inibitore di ruggine a lungo termine è un inibitore di ruggine per stampi specializzato, con un ciclo generale di protezione dalla ruggine da uno a tre anni. Può proteggere efficacemente gli stampi della fabbrica e ridurre le perdite inutili.
In conclusione, seguire queste precauzioni può aiutare a prevenire la ruggine degli stampi e a garantire la sicurezza della fabbrica.
La pressione di abbassamento della pressa piegatrice non è sufficiente, ma la pressione di aumento è normale
Per eliminare il problema della valvola di troppopieno e della pompa, iniziare a verificare la presenza di perdite interne al cilindro idraulico. Il metodo è il seguente:
Premere la macchina fino a quando il pezzo non può più essere premuto.
Rimuovere il tubo dell'olio nella camera inferiore del cilindro dell'olio e continuare a premere.
Osservare se dal cilindro dell'olio fuoriesce ancora olio.
Se non c'è flusso d'olio, significa che il cilindro dell'olio è in buone condizioni e che l'iniezione esterna non è un problema.
Tuttavia, se si verificano perdite d'olio a una pressione inferiore, è probabile che la tenuta interna del cilindro dell'olio sia fallita.
Nota: non premere il pulsante di ritorno e assicurarsi che il tubo dell'olio sia completamente scollegato per determinare se la perdita proviene dal cilindro dell'olio o dall'elettrovalvola.
Tabella di confronto della combinazione di stampi per presse piegatrici
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo esploreremo i consigli essenziali per la sicurezza...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...