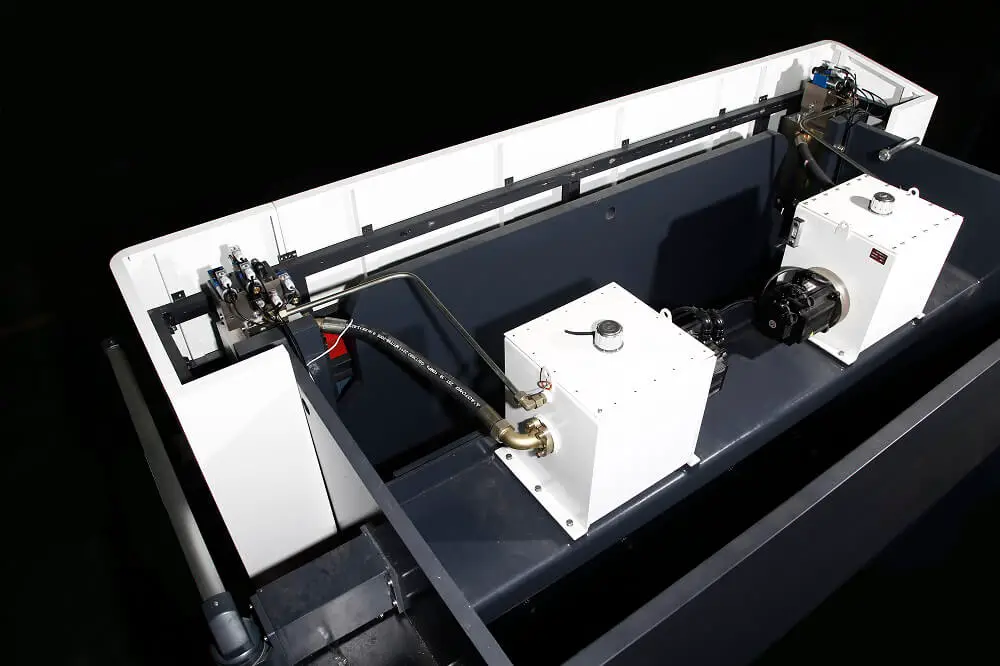
Spiegazione del sistema idraulico della pressa piegatrice (diagramma)
Vi siete mai chiesti come funziona il sistema idraulico di una pressa piegatrice? In questo articolo ci addentreremo nelle complessità di questo componente essenziale. Il nostro esperto ingegnere meccanico vi guiderà attraverso gli elementi chiave del sistema, spiegandone le funzioni e le interazioni. Alla fine, avrete una comprensione completa di come l'impianto idraulico alimenta queste macchine impressionanti.
Composizione del sistema idraulico della pressa piegatrice
Impianto elettrico
Pompa idraulica: Converte l'energia meccanica del motore primo in energia di pressione del fluido, fungendo da fonte di alimentazione primaria del sistema. Le presse piegatrici moderne utilizzano spesso pompe a cilindrata variabile per migliorare l'efficienza energetica e il controllo preciso.
Attuatore
Cilindri idraulici: Trasformano l'energia della pressione del fluido in movimento meccanico lineare, applicando una forza al pressa piegatrice ram. I cilindri ad alta precisione con sensori di posizione integrati garantiscono angoli e profondità di piegatura precisi.
Dispositivi di controllo
Valvole di controllo idraulico: Regolano la direzione, la pressione e il flusso del fluido per ottenere un controllo preciso del movimento dell'attuatore. I componenti chiave includono:
Valvole di controllo direzionale: Gestiscono la direzione del flusso per l'estensione e la retrazione del martinetto
Valvole di controllo della pressione: Mantengono la pressione del sistema e forniscono una protezione da sovraccarico
Valvole di controllo del flusso: Regolano la velocità e la sincronizzazione dei cilindri
I sistemi avanzati possono incorporare valvole servoidrauliche per una maggiore reattività e precisione.
Attrezzature ausiliarie
Serbatoio idraulico: Immagazzina e condiziona il fluido idraulico
Sistema di filtrazione: Rimuove i contaminanti per proteggere i componenti del sistema
Scambiatore di calore: Mantiene la temperatura ottimale del fluido per prestazioni costanti
Accumulatori: Immagazzinano energia per gestire i picchi di richiesta e smorzare le fluttuazioni di pressione.
Sensori e manometri di pressione: Monitoraggio delle prestazioni e della sicurezza del sistema
Tubi, tubi e raccordi: Distribuiscono il fluido idraulico in tutto il sistema
Guarnizioni e tergicristalli: Impediscono perdite e contaminazioni
Mezzo di lavoro
Olio idraulico: Serve come mezzo di trasmissione della potenza, in genere un olio minerale o sintetico di alta qualità con specifiche proprietà di viscosità, antiusura e antischiuma. Le formulazioni moderne spesso includono additivi per migliorare le prestazioni e la durata.
Controllo e integrazione
Controllore logico programmabile (PLC) o controllo numerico computerizzato (CNC): Coordina i componenti del sistema idraulico con il funzionamento complessivo della pressa piegatrice, consentendo un controllo preciso, sequenze automatizzate e l'integrazione con i sistemi di gestione della produzione.
Serbatoio dell'olio
Il serbatoio del carburante, più precisamente chiamato serbatoio dell'olio idraulico nei sistemi idraulici, svolge molteplici funzioni critiche:
Stoccaggio dell'olio: Mantenere una scorta adeguata di fluido idraulico per il funzionamento del sistema.
Dissipazione del calore: Funge da scambiatore di calore, facilitando il raffreddamento del fluido idraulico.
Separazione dell'aria: Consente di separare l'aria intrappolata dall'olio, evitando la cavitazione e le inefficienze del sistema.
Decantazione dei contaminanti: Fornisce una zona di quiescenza in cui il particolato si deposita dall'olio.
Separazione della condensa: Consente di separare la condensa dall'olio, preservando la qualità del fluido.
Le considerazioni chiave per la progettazione dei serbatoi idraulici includono:
Dimensioni:
Per le apparecchiature fisse: V = 3-5q
Per le apparecchiature mobili: V ≈ 1q Dove V è il volume del serbatoio in litri e q è la portata della pompa in litri al minuto.
Il volume effettivo deve essere pari a 6-12 volte la portata totale della pompa o delle pompe idrauliche del sistema.
Caratteristiche del design:
Includere un'intercapedine (spazio d'aria) nella parte superiore del serbatoio, per consentire le variazioni di livello del fluido e la potenziale formazione di schiuma.
Mantenere la temperatura dell'olio tra 30-50°C per ottenere una viscosità ottimale e l'efficienza del sistema. La temperatura massima non deve superare i 65°C e la temperatura minima non deve scendere sotto i 15°C per evitare un'eccessiva viscosità.
Incorporare i deflettori per separare le aree di aspirazione e di ritorno, massimizzando il tempo di permanenza del fluido e migliorando la separazione dell'aria e dei contaminanti.
Posizionare le porte di ingresso e di uscita per favorire la circolazione ed evitare il cortocircuito del fluido.
Ulteriori considerazioni:
Selezione del materiale (ad esempio, acciaio, acciaio inossidabile o alluminio) in base alla compatibilità con i fluidi e ai fattori ambientali.
Inclusione di accessori come spie, indicatori di temperatura e sistemi di filtraggio.
Sigillatura adeguata per evitare l'ingresso di contaminazione e la fuoriuscita di fluidi.
L'ottimizzazione del design del serbatoio idraulico garantisce un funzionamento efficiente del sistema, prolunga la durata del fluido e migliora l'affidabilità e le prestazioni complessive del sistema idraulico.
Olio idraulico
L'olio idraulico svolge un ruolo fondamentale nel garantire prestazioni ottimali, affidabilità operativa, longevità ed economicità dei sistemi idraulici. Le sue molteplici funzioni comprendono:
Trasmissione di potenza: Trasferisce in modo efficiente l'energia dalla pompa idraulica agli attuatori, come i motori o i cilindri idraulici, consentendo un controllo preciso e una forza elevata.
Lubrificazione: Fornisce una pellicola protettiva tra le parti in movimento, riducendo l'attrito e l'usura e prolungando la durata dei componenti.
Prevenzione della corrosione: Forma una barriera sulle superfici metalliche immerse nell'olio, proteggendo dall'ossidazione e dalla degradazione chimica.
Controllo della contaminazione: Agisce come un mezzo per trasportare e filtrare contaminanti come polvere, particelle, acqua e aria, mantenendo la pulizia del sistema.
Dissipazione del calore: Funge da refrigerante, regolando la temperatura del sistema e prevenendo il surriscaldamento dei componenti.
Concetti chiave per una gestione ottimale dell'olio idraulico:
Un'elevata pulizia è direttamente correlata a un'elevata affidabilità. L'implementazione di misure adeguate di filtrazione e controllo della contaminazione è essenziale per la longevità del sistema.
L'olio nuovo non è necessariamente un olio pulito. Il fluido idraulico fresco spesso richiede una filtrazione prima dell'uso per soddisfare i rigorosi standard di pulizia.
La durata tipica dell'olio varia da 2000 a 4000 ore di funzionamento, a seconda delle esigenze del sistema, delle condizioni ambientali e delle pratiche di manutenzione.
Per massimizzare l'efficienza e la durata del sistema idraulico, è fondamentale un'analisi regolare dell'olio, un filtraggio adeguato e un cambio dell'olio tempestivo. Queste pratiche aiutano a mantenere la qualità dell'olio, a prevenire i guasti al sistema e a ottimizzare le prestazioni complessive.
Pulizia
Standard di viscosità: La viscosità è un parametro critico nei sistemi idraulici, sempre riferito a una temperatura specifica. Con l'aumento della temperatura, la viscosità diminuisce, mentre l'aumento della pressione comporta un aumento della viscosità. Lo standard ISO per la viscosità degli oli idraulici è misurato a 40°C e classifica gli oli in gradi #10, #22, #32, #46, #68 e #100. Questa classificazione consente agli ingegneri di scegliere l'olio più adatto alle specifiche condizioni operative e ai requisiti del sistema.
Standard di contaminazione dell'olio: Per quantificare la pulizia dell'olio idraulico vengono utilizzati a livello mondiale due standard principali: l'internazionale ISO 4406 e l'americano NAS 1638. Questi standard forniscono un approccio sistematico alla valutazione e al mantenimento della qualità dell'olio:
Livello NAS 9: A questo livello di pulizia, i sistemi idraulici funzionano generalmente senza guasti.
Livello NAS 10-11: Possono verificarsi guasti occasionali del sistema, che indicano la necessità di un maggiore monitoraggio e di un potenziale filtraggio.
Livello NAS 12 e inferiore: È probabile che si verifichino frequenti guasti al sistema, che richiedono un intervento immediato. A questo punto, l'olio idraulico deve essere sottoposto a circolazione e filtrazione per ripristinare i livelli di pulizia ottimali.
Il mantenimento di una corretta pulizia dell'olio è fondamentale per l'affidabilità, l'efficienza e la longevità del sistema. Un'analisi regolare dell'olio, unita a tecniche di filtraggio adeguate, aiuta a prevenire i problemi legati alla contaminazione e garantisce prestazioni ottimali del sistema idraulico.
Valvole idrauliche comunemente utilizzate
Le valvole idrauliche sono componenti fondamentali nei sistemi di potenza fluida e controllano la direzione, la pressione e la portata del fluido idraulico. Possono essere classificate in base a vari criteri:
Classificazione funzionale: a) Valvole di controllo direzionale: Controllano il percorso del flusso del fluido, determinando la direzione del movimento dell'attuatore. b) Valvole di controllo del flusso: Regolano la portata del fluido, influenzando la velocità degli attuatori. c) Valvole di controllo della pressione: Gestiscono la pressione del sistema, fornendo sicurezza e controllo operativo.
Metodo di installazione: a) Valvole a piastra (sottopiastra): Montate su un collettore, consentono una progettazione compatta del sistema. b) Valvole a pila: Design modulare per una facile configurazione ed espansione del sistema. c) Valvole a cartuccia a due vie: Valvole compatte ad alta portata per installazione in linea. d) Valvole a cartuccia filettate: Offrono flessibilità nella progettazione di manifold personalizzati.
Metodo di azionamento: a) Valvole ad azionamento pneumatico: Controllate da aria compressa, adatte ad ambienti esplosivi. b) Valvole ad azionamento idraulico: Azionate dalla pressione idraulica di pilotaggio, sono ideali per applicazioni ad alta forza. c) Valvole a motore: Alimentate elettricamente per un controllo preciso e un funzionamento a distanza. d) Valvole a solenoide: Azionate elettromagneticamente, garantiscono una risposta rapida e affidabile. e) Valvole proporzionali: Offrono un controllo variabile, consentendo transizioni graduali della portata o della pressione. f) Servovalvole proporzionali: Combinano il controllo proporzionale con la retroazione per una maggiore precisione. g) Servovalvole: Forniscono il massimo livello di precisione e reattività nel controllo idraulico.
Ogni tipo di valvola ha applicazioni e caratteristiche specifiche, che influenzano la progettazione del sistema, le prestazioni e l'efficienza dei circuiti idraulici.
Valvola direzionale
La funzione principale di una valvola direzionale è quella di gestire i percorsi di flusso del fluido all'interno dei sistemi idraulici. Facilita il collegamento e l'isolamento tra diversi circuiti idraulici e controlla la direzione del flusso del fluido agli attuatori (come cilindri o motori) per un preciso controllo di avvio, arresto e movimento.
Classificazione delle valvole di controllo direzionale
Diviso per metodo di attuazione:
Valvola a solenoide: Controllata elettricamente per un funzionamento rapido e a distanza.
Valvola direzionale manuale: Azionata manualmente, adatta al controllo locale e alle situazioni di emergenza.
Valvola direzionale ad azionamento idraulico: Utilizza la pressione idraulica per il funzionamento, spesso in sistemi ad alta pressione.
Valvola direzionale azionata dal motore: Utilizza un motore elettrico per l'azionamento, offrendo un controllo a velocità variabile.
Valvola ad azionamento pneumatico: Utilizza aria compressa per il funzionamento, comune nei sistemi ibridi pneumatico-idraulici.
Divisi per costruzione e stile di montaggio:
Valvola a cursore: Presenta un cursore scorrevole all'interno di un alloggiamento, che consente più percorsi di flusso.
Valvola a otturatore: Utilizza otturatori a molla per una tenuta precisa e una resistenza alla contaminazione.
Valvola rotante: Impiega un elemento rotante per controllare la direzione del flusso.
Valvola in linea: Progettata per l'integrazione diretta nelle linee idrauliche.
Valvola Sandwich/Stack: Design modulare per l'integrazione di circuiti compatti.
Valvola a cartuccia a vite: Filettata per facilitare l'installazione nei blocchi manifold.
Le valvole sono ulteriormente classificate in base al numero di porte (ad esempio, a 2 vie, a 3 vie, a 4 vie) e di posizioni (ad esempio, a 2 posizioni, a 3 posizioni), che ne definiscono le capacità di controllo del flusso e la complessità.
Valvola di sicurezza
Caratteristiche
La funzione principale di una valvola di sicurezza è quella di regolare la pressione del sistema, salvaguardando i vari componenti e le tubazioni dal sovraccarico e dalla potenziale rottura. Questo ruolo critico le è valso nomi alternativi come valvola di pressione o valvola di sicurezza.
Quando la pressione del sistema raggiunge il punto di regolazione predeterminato, la valvola di sicurezza si attiva come limitatore di pressione. La valvola normalmente chiusa si apre, consentendo al flusso in eccesso di tornare al serbatoio attraverso la porta della valvola. In questa configurazione, la valvola di sicurezza è generalmente installata in una disposizione di bypass.
È fondamentale notare che la potenza dissipata quando il flusso Q passa attraverso la valvola di sicurezza alla pressione P è calcolata come P×Q/612 (assumendo unità di misura coerenti). Questa perdita di energia si manifesta come calore nel sistema idraulico, con conseguente aumento della temperatura del fluido idraulico. Una corretta gestione termica è essenziale per mantenere l'efficienza del sistema e le proprietà del fluido.
Principio fondamentale
La valvola di sicurezza funziona secondo il principio del bilanciamento delle forze. La pressione di ingresso P agisce sull'area effettiva A dell'elemento della valvola, generando una forza idraulica. Questa forza viene continuamente confrontata con la forza opposta della molla, che è regolabile per impostare la pressione di apertura della valvola.
Quando la forza idraulica supera la forza della molla preimpostata, l'elemento della valvola comprime la molla, aprendo la porta della valvola. Questa azione crea un percorso di flusso tra l'ingresso e l'uscita della valvola, consentendo al fluido in eccesso di bypassare il circuito principale e tornare al serbatoio. La valvola modula la sua apertura per mantenere la pressione del sistema al punto di regolazione o vicino ad esso, fornendo una protezione continua contro i picchi di pressione e i sovraccarichi.
Valvola di flusso
La valvola di flusso è un componente critico dei sistemi idraulici, in quanto regola con precisione la velocità degli attuatori idraulici. Questo controllo si ottiene regolando dinamicamente l'area della sezione trasversale della sua valvola interna, che influenza direttamente la portata (Q) del fluido idraulico all'attuatore.
Questo meccanismo consente una regolazione fine della velocità dell'attuatore, essenziale nelle applicazioni che richiedono un controllo preciso del movimento. Le valvole di flusso possono essere classificate in due tipi principali:
Valvole a farfalla: Queste valvole creano una restrizione fissa o regolabile manualmente nel percorso del fluido, causando una caduta di pressione e controllando di conseguenza la portata.
Valvole di controllo della velocità: Più sofisticate delle valvole a farfalla, incorporano meccanismi di compensazione della pressione per mantenere una portata costante indipendentemente dalle variazioni di carico, garantendo una velocità costante dell'attuatore in condizioni variabili.
Entrambi i tipi svolgono un ruolo cruciale nei moderni sistemi idraulici, offrendo diversi livelli di precisione di controllo e di adattabilità per soddisfare varie applicazioni industriali, dalle apparecchiature di produzione alle macchine idrauliche mobili.
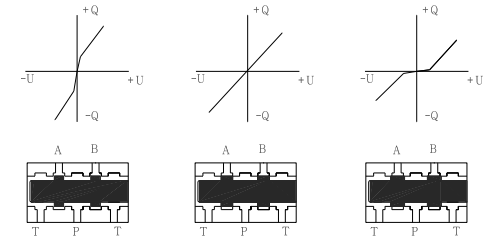
Valvola di ritegno
La funzione principale di una valvola di ritegno è quella di consentire il flusso del fluido in una direzione e di impedire il riflusso nella direzione opposta. Questo controllo unidirezionale del flusso è fondamentale in molti sistemi idraulici e pneumatici e in vari processi industriali.
Le valvole di ritegno utilizzano diversi tipi di elementi di tenuta, tra cui:
Sferico (a sfera)
Conico (tipo a otturatore)
A piastra o a disco
Ogni design offre vantaggi specifici in termini di caratteristiche di flusso, efficienza di tenuta e idoneità per applicazioni e mezzi diversi.
Per consentire il flusso nella direzione prevista, l'elemento di tenuta deve superare una forza elastica relativamente bassa. La tensione della molla è accuratamente calibrata per garantire che la valvola si apra alla pressione minima desiderata, pur garantendo una chiusura affidabile quando il flusso cessa o si inverte.
I principi operativi fondamentali delle valvole di ritegno sono rappresentati in modo sintetico dai simboli grafici standardizzati, che raffigurano visivamente la capacità di flusso unidirezionale e la struttura interna di base della valvola.
Nella produzione moderna, la progettazione e la selezione delle valvole di ritegno sono state ulteriormente perfezionate grazie all'analisi fluidodinamica computazionale (CFD) e ai materiali avanzati, ottimizzando le prestazioni per condizioni operative specifiche e migliorando l'efficienza complessiva del sistema.
Valvola a cartuccia a due vie
La valvola a cartuccia a due vie è progettata con un design plug-in compatto, ottimizzato per l'integrazione in circuiti di controllo idraulico ad alta densità. Questa struttura modulare consente un'installazione e una manutenzione efficienti, riducendo al minimo l'ingombro del sistema.
In genere, la piastra di copertura ha una duplice funzione: funge da elemento di tenuta e da sofisticata interfaccia tra il corpo della valvola principale e la valvola pilota. Questo design integrato aumenta l'affidabilità del sistema e riduce i potenziali punti di perdita.
Accoppiando la valvola principale con una valvola pilota appropriata, il gruppo cartuccia può svolgere un'ampia gamma di funzioni idrauliche. Tra queste, il controllo preciso della pressione, l'inversione rapida del flusso e la regolazione fine del flusso. Inoltre, queste funzioni possono essere combinate per creare strategie di controllo complesse e personalizzate in base ai requisiti specifici dell'applicazione.
La versatilità delle valvole a cartuccia a due vie consente di eseguire operazioni idrauliche critiche quali:
Controllo direzionale: Gestione dei percorsi di flusso per l'azionamento di cilindri o motori.
Controllo di sovrapressione (overflow): Protezione del sistema da una sovrapressurizzazione.
Controllo della decompressione: Facilita la riduzione graduale della pressione per prevenire gli shock.
Controllo della sequenza: Coordinamento della tempistica di più azioni idrauliche
Questa adattabilità rende le valvole a cartuccia a due vie componenti essenziali dei moderni sistemi idraulici in diversi settori, dalle attrezzature mobili ai macchinari industriali.
Valvola proporzionale
Le valvole proporzionali sono dispositivi avanzati di controllo dei fluidi che offrono un controllo preciso e continuo del flusso, della pressione o della direzione nei sistemi idraulici e pneumatici. Sono classificate in due categorie principali:
Valvole proporzionali ad anello aperto
Queste valvole forniscono una relazione proporzionale tra il segnale di ingresso e la portata o la pressione in uscita senza feedback. I tipi includono:
Valvola di regolazione proporzionale: Controlla la pressione del sistema in proporzione a un segnale elettrico di ingresso.
Valvola riduttrice di pressione proporzionale: Regola la pressione a valle in modo proporzionale al segnale di ingresso.
Valvola a farfalla proporzionale: Modula la portata in risposta al segnale di ingresso.
Valvola di flusso proporzionale: Mantiene una portata costante indipendentemente dalle variazioni di pressione.
Valvola direzionale proporzionale: Controlla la direzione e la portata del flusso in modo proporzionale al segnale di ingresso.
Valvole proporzionali ad anello chiuso (servovalvole proporzionali)
Queste valvole incorporano meccanismi di retroazione per un controllo più preciso. Sono ulteriormente classificate in base alla configurazione dell'amplificatore:
Servovalvole con amplificatore integrato: Disponibili nelle taglie NG6, NG10, NG16, NG25 e NG32.
Servovalvole con amplificatore esterno: Offerta in una gamma più ampia di dimensioni, da NG6 a NG50.
Le principali caratteristiche prestazionali delle servovalvole proporzionali di fascia alta includono:
Risposta in frequenza: Fino a 120 Hz, per una rapida risposta del sistema.
Isteresi: Fino a 0,1%, per garantire un'elevata ripetibilità e precisione.
Zona morta zero: elimina l'insensibilità intorno alla posizione neutra, migliorando la precisione del controllo.
Compensazione automatica: Elimina la necessità di una valvola di bilanciamento, semplificando la progettazione del sistema.
Queste caratteristiche avanzate rendono le valvole proporzionali ideali per le applicazioni che richiedono un controllo preciso della portata o della pressione, come nell'automazione industriale, nell'idraulica mobile e nei macchinari ad alte prestazioni.
Sistema di controllo ad anello aperto:
Un sistema di controllo ad anello aperto funziona senza feedback tra l'uscita e l'ingresso. In questa configurazione, l'uscita del sistema non influenza i suoi parametri di controllo. Questo tipo di sistema è caratterizzato da un flusso unidirezionale di segnali di controllo, dall'ingresso all'uscita, senza alcun meccanismo di autocorrezione.
Sistema di controllo ad anello chiuso:
Un sistema di controllo ad anello chiuso è un sistema di controllo automatico che opera secondo il principio della retroazione. Questo sistema monitora continuamente la propria uscita e la confronta con il setpoint desiderato, utilizzando la differenza (errore) per regolare le proprie azioni di controllo. L'anello di retroazione consente al sistema di autoregolarsi, mantenendo l'uscita vicina al valore desiderato nonostante i disturbi o le variazioni dei parametri del sistema.
I componenti chiave di un sistema a circuito chiuso includono:
Percorso in avanti: Trasporta il segnale di controllo dall'ingresso all'uscita
Percorso di feedback: Restituisce le informazioni in uscita all'ingresso per il confronto
Comparatore: Determina l'errore tra l'uscita desiderata e quella effettiva
Controllore: Genera segnali di controllo in base all'errore
L'integrazione di questi componenti forma un anello chiuso, da cui il nome "sistema di controllo ad anello chiuso".
Confronto tra sistemi ad anello aperto e chiuso:
I sistemi ad anello aperto offrono semplicità di progettazione e sono generalmente più economici. Tuttavia, non hanno la capacità di compensare gli errori causati da disturbi esterni o da modifiche interne al sistema.
I sistemi ad anello chiuso, pur essendo più complessi, offrono diversi vantaggi:
Rifiuto dei disturbi: Contrasta automaticamente le influenze esterne
Ridotta sensibilità alle variazioni dei parametri: Mantiene le prestazioni nonostante le variazioni dei componenti
Risposta dinamica migliorata: Regolazione dell'uscita più rapida e accurata
Autocorrezione: Riduce continuamente al minimo l'errore tra l'uscita effettiva e quella desiderata
Tuttavia, i sistemi ad anello chiuso richiedono una progettazione accurata per garantire la stabilità. Un'errata selezione del guadagno nell'anello di retroazione può causare oscillazioni o instabilità.
Strategie di controllo avanzate:
Per migliorare ulteriormente l'accuratezza del controllo, soprattutto quando i disturbi sono misurabili, il controllo feedforward è spesso combinato con il controllo di retroazione. Questo sistema di controllo composito anticipa e compensa i disturbi noti prima che influenzino l'uscita, mentre l'anello di retroazione gestisce gli errori rimanenti. Questo approccio combina la natura proattiva del controllo feedforward con la robustezza del controllo di retroazione, ottenendo prestazioni complessive del sistema superiori.
Valvola proporzionale ad anello aperto
Servovalvola ad anello chiuso
Risposta in frequenza: 15Hz
Risposta in frequenza: 120Hz
Isteresi: 5%
Isteresi: 0,1%
Errore di inversione: 1%
Errore di inversione: 0,05%
Precisione di ripetizione: 0,1
Precisione di ripetizione: 0,01
Zona morta mediana
Copertura zero
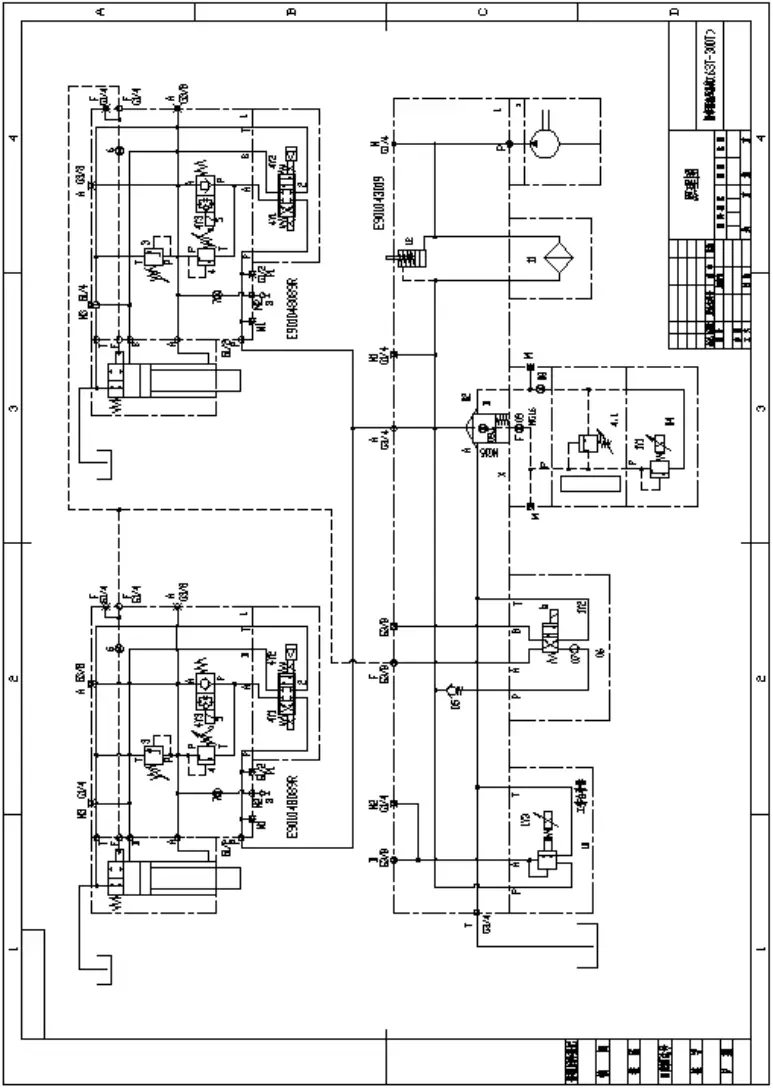
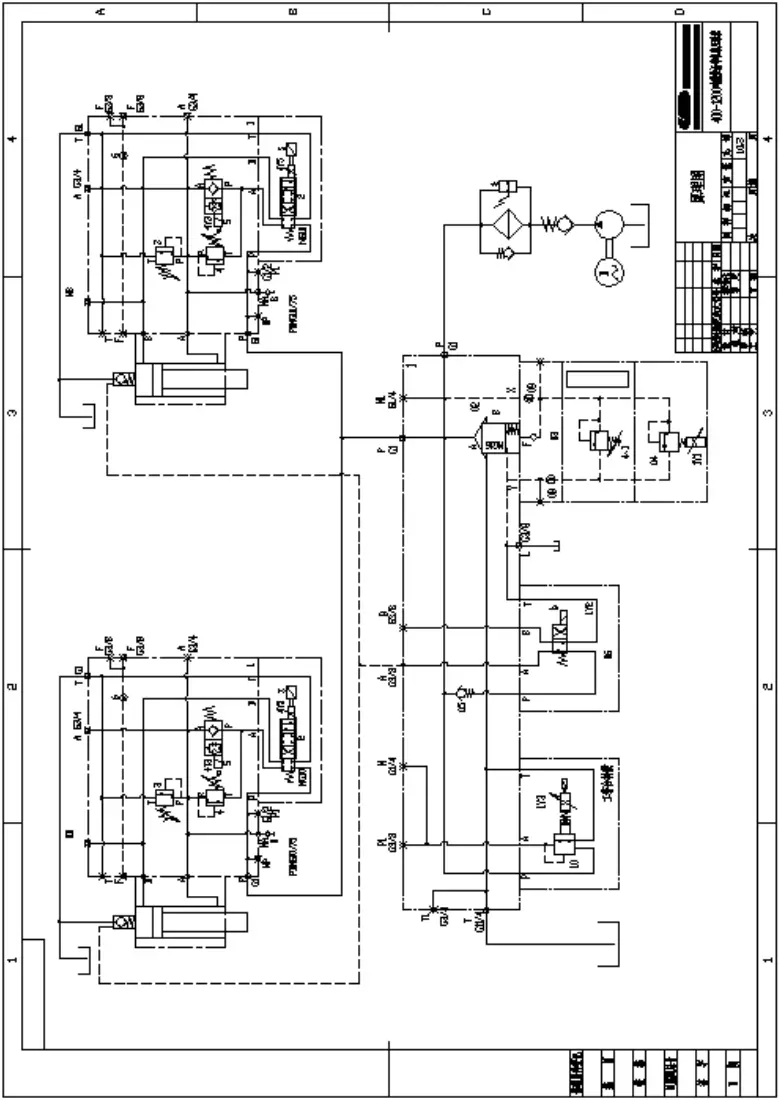
Principio del sistema idraulico della servo pressa piegatrice elettroidraulica
Principio della pressa piegatrice elettroidraulica sincrona (sistema inferiore a 300 tonnellate)
Controllo della pressione
Il sistema si attiva con l'avvio del motore della pompa dell'olio. La valvola di pressione proporzionale (4) regola la valvola a cartuccia a due vie (2) per regolare la pressione del sistema idraulico, soddisfacendo la forza di piegatura richiesta. Una valvola di sicurezza (4.1) limita la pressione massima del sistema.
Ciclo di lavoro
Discesa rapida
La valvola di pressione proporzionale (4) riceve la tensione 20-30% (1Y1), mentre l'elettrovalvola (6) 1Y2 è diseccitata. L'attivazione dell'elettrovalvola (5) 4Y3 applica una tensione positiva alla servovalvola proporzionale.
Quando il cursore scende rapidamente, l'olio viene aspirato nella cavità superiore del cilindro attraverso la valvola di flusso. Contemporaneamente, l'olio scaricato dalla pompa entra in questa cavità attraverso la servovalvola proporzionale (2).
L'olio dalla camera inferiore del cilindro ritorna al serbatoio attraverso l'elettrovalvola 5 (A-P) e la servovalvola proporzionale (2) (B → T).
La velocità di discesa rapida del cursore viene controllata regolando la tensione di controllo della servovalvola proporzionale (4Y5), modificandone il grado di apertura.
Stato di avanzamento dei lavori
La valvola di pressione proporzionale (4) 1Y1 e la valvola di inversione elettromagnetica (6) 1Y2 vengono eccitate, chiudendo la valvola di riempimento. L'elettrovalvola (5) 4Y3 è diseccitata. L'olio in pressione proveniente dalla pompa entra nella cavità superiore del cilindro (lato senza stelo) attraverso la servovalvola proporzionale (2).
Durante la pressatura verso il basso, l'olio dalla camera inferiore del cilindro ritorna al serbatoio attraverso la valvola di contropressione (4) e la servovalvola proporzionale (2).
La velocità di lavoro viene regolata regolando la tensione di controllo della servovalvola proporzionale (4Y5), che ne modifica il grado di apertura.
Una valvola di sicurezza (3) impedisce una pressione eccessiva nella cavità inferiore della bombola, impostata 10% più alta della pressione del sistema. La valvola di contropressione (4) è in genere impostata sulla pressione di equilibrio più 30-50 bar.
Mantenimento della pressione
Quando il martinetto raggiunge il punto morto inferiore, la servovalvola proporzionale 2 (4Y5) riceve 0V, isolando le camere superiore e inferiore del cilindro e mantenendo la posizione del cursore.
Scarico
Dopo il mantenimento della pressione, la valvola di pressione proporzionale mantiene la pressione mentre il sistema applica una leggera tensione negativa alla servovalvola proporzionale 2 (4Y5), causando un'apertura minima (direzione di ritorno).
Il martinetto sale leggermente, con una distanza determinata dal parametro Distanza di scarico. La durata del processo è impostata dal parametro Velocità di decompressione.
La pressione nella cavità superiore del cilindro si scarica attraverso la servovalvola proporzionale (2).
Ritorno
L'elettrovalvola (6) 1Y2 si diseccita, la valvola di pressione proporzionale (4) riceve una tensione specifica, l'elettrovalvola (5) 4Y3 si diseccita e la servovalvola proporzionale (4Y5) riceve una tensione negativa.
L'olio pressurizzato fluisce dal blocco pompa attraverso due blocchi di sincronizzazione.
L'olio idraulico passa dalla servovalvola proporzionale superiore (2) e dalla valvola di inversione elettromagnetica (5) (P-A) alla camera inferiore del cilindro (lato stelo). La camera superiore (lato senza stelo) viene scaricata nel serbatoio tramite la valvola di riempimento.
L'ariete ritorna rapidamente.
La velocità di ritorno viene controllata regolando la tensione di controllo della servovalvola proporzionale 4Y5, modificandone il grado di apertura.
Compensazione del piano di lavoro
La compensazione del piano di lavoro si ottiene controllando il riduttore di pressione proporzionale (10) 1Y3.
L'olio pressurizzato entra nel cilindro di compensazione attraverso questa valvola. Regolando la tensione della valvola si modifica la pressione, creando una forma convessa della tavola per compensare la deformazione indotta dalla piegatura.
Risoluzione dei problemi del sistema idraulico della servo-pressa elettroidraulica
Sistema senza pressione
1. Ispezionare la valvola di pressione proporzionale (04):
Controllare che non vi siano collegamenti a spina allentati
Verificare la presenza del segnale elettrico corrispondente in 1YI
Assicurarsi che la valvola di sicurezza (4.1) sia ben serrata.
2. Esaminare la valvola a cartuccia a due vie (02):
Controllare se il cursore si è incastrato
Controllare che la resistenza del fluido (09) sul cursore non sia ostruita.
3. Verificare che la valvola di pressione proporzionale (04) non sia bloccata.
4. Valutare le condizioni della pompa dell'olio:
Aprire il coperchio del serbatoio del carburante
Osservare il ritorno dell'olio sull'attacco di ritorno
Se non c'è ritorno o il flusso è insufficiente, sostituire la pompa dell'olio danneggiata.
Problemi con la ram
1. Controllare la diminuzione della pressione nelle valvole di contropressione e di sicurezza.
2. Diagnosticare le perdite:
Arresto della ram al punto di partenza superiore
Rimuovere la servovalvola proporzionale dal blocco di sincronizzazione
Osservare l'attacco A per il trabocco dell'olio - Se è presente un overflow: perdita del blocco di sincronizzazione - Se non c'è trabocco: perdita del cilindro
In alternativa, invertire i blocchi di sincronizzazione destro e sinistro - Se lo scorrimento non segue i blocchi: perdita del cilindro
3. Fasi di manutenzione:
Pulire il cursore della valvola di contropressione
Se il problema persiste, pulire la valvola a otturatore e la valvola di sicurezza.
Nota: lo scorrimento in sezione indica una scarsa tenuta del cilindro in aree specifiche.
Movimento di discesa veloce lento o non sincronizzato
1. Controllare la valvola a otturatore sul blocco di sincronizzazione:
Verificare la tenuta del tappo
Confermare il segnale elettrico corrispondente
2. Valutare la servovalvola proporzionale:
Verificare la coerenza del segnale di accensione e del feedback
Pulire il rocchetto bloccato se non è coerente
3. Ispezionare i componenti del blocco di sincronizzazione:
Controllare la resistenza del fluido 6 nell'attacco X per verificare l'assenza di ostruzioni
Verificare che la valvola di riempimento non sia bloccata
4. Esaminare la guida dello slittone e il cilindro per verificare che non vi sia un serraggio eccessivo.
Abbassamento rapido senza avanzamento dei lavori
1. In stato di diagnostica, fornisce segnali elettrici a:
Servovalvola proporzionale (2)
Valvola di pressione proporzionale (04)
Valvola direzionale elettromagnetica (06)
2. Chiudere la valvola di riempimento e regolare l'apertura della servovalvola proporzionale.
3. Se entrambi i cilindri non si azionano:
Controllare la valvola di inversione elettromagnetica (06) sul blocco pompa - Verificare il serraggio del tappo 1Y2 - Confermare il segnale elettrico - Controllare se il nucleo della valvola si è incastrato
4. In caso di guasto di un singolo cilindro:
Ispezionare la resistenza del fluido (6) nel blocco di sincronizzazione per verificare l'assenza di ostruzioni.
Controllare che la valvola di riempimento non sia bloccata
Ram veloce con pausa centrale
Controllare il livello del liquido del serbatoio del carburante (un livello basso può causare l'ingresso di aria)
Ispezionare la valvola di riempimento:
Verificare l'integrità della guarnizione di ingresso dell'olio
Verificare la presenza di una molla rotta
Problemi di ritorno della ram
1. Verificare la pressione del sistema nello stato diagnostico
2. Fornire segnali elettrici alle valvole e regolarle come nella risoluzione dei problemi di fast down.
3. Per i problemi complessivi di restituzione:
Controllare il segnale e il nucleo della valvola direzionale elettromagnetica
4. Per problemi di ritorno del singolo cilindro:
Ispezione della resistenza del fluido e della valvola di riempimento nel blocco di sincronizzazione
5. Verificare la coerenza del segnale della servovalvola proporzionale e del feedback.
Surriscaldamento e alta pressione durante il funzionamento a secco
1. Controllare che la resistenza del fluido (8) sull'attacco Y del coperchio di controllo della pressione non sia ostruita.
2. Ispezionare e sostituire l'elemento filtrante dell'olio se si verifica un rapido aumento della temperatura senza pressione.
3. Valutare il ciclo di lavoro:
Controllare se la distanza di lavoro o il tempo di mantenimento sono eccessivi
4. Esaminare la configurazione delle tubazioni dell'impianto idraulico per ottimizzarla
Implementando queste fasi strutturate di ricerca guasti, i tecnici possono diagnosticare e risolvere in modo efficiente i problemi del sistema elettroidraulico di servofreno, garantendo prestazioni ottimali e riducendo al minimo i tempi di fermo.
Debug del sistema idraulico controllato dalla pompa della servo pressa piegatrice elettroidraulica
Avvio iniziale
Spurgo del sistema
Aprire completamente la valvola di sicurezza (014) sul gruppo valvola superiore del cilindro. Accedere all'interfaccia diagnostica del sistema DELEM e spostare la valvola di circa 40%. La velocità del motore corrispondente dovrebbe essere di circa 700 giri/minuto, con un'impostazione di coppia di circa 80DA. Far funzionare il sistema per 5-10 minuti, quindi chiudere la valvola di sicurezza.
Misure precauzionali
Quando si chiude la valvola di sicurezza, utilizzare un manometro per regolare la pressione della camera inferiore a 20 MPa. Se non è disponibile un manometro, serrare completamente la valvola di sicurezza e poi allentarla di un giro. Dopo lo spurgo, le operazioni iniziali possono produrre rumore e la corsa di ritorno potrebbe non avvenire. I problemi di sincronizzazione e il ritorno lento sono in genere causati da aria residua nelle linee idrauliche e nei cilindri.
In genere, il funzionamento normale si ottiene dopo 5-8 cicli. Se il movimento di ritorno non è ancora possibile dopo lo spurgo, rilasciare la valvola di sicurezza della camera inferiore e ripetere il processo di spurgo come descritto sopra. Evitare ripetute ricerche automatiche dei parametri o corse di ritorno forzate per evitare danni alla pompa.
Durante la prima messa in funzione, limitare la velocità della corsa di ritorno veloce a 100 mm/s per proteggere la pompa da danni dovuti a una rimozione incompleta dell'aria e al funzionamento ad alta velocità.
Regolazione della pressione
Valvola di sicurezza della cavità inferiore: Impostata in fabbrica a 20 MPa, la regolazione è in genere superflua se non necessaria.
Regolazione della valvola di contropressione: Innanzitutto, osservare la contropressione statica del sistema, di solito circa 4-5 MPa. Aggiungere 3-4 MPa a questo valore per determinare l'impostazione della contropressione dinamica.
Regolare con precisione la valvola di contropressione in base alle condizioni operative effettive della macchina.
Abbassamento del martinetto in posizione inferiore
Entrare nell'interfaccia diagnostica DELEM, sfalsare entrambe le valvole di 20%, impostare il valore DA della valvola di pressione (coppia) a circa 80DA, quindi aprire la valvola di rilascio rapido. Il pistone scenderà lentamente fino a toccare lo stampo inferiore.
Precauzioni:
Assicurarsi che le regolazioni della valvola di contropressione su entrambi i lati siano strettamente corrispondenti. Eventuali discrepanze significative possono causare un funzionamento asincrono.
Quando si abbassa lo slittone, applicare sempre la coppia per evitare una discesa rapida che potrebbe danneggiare lo stampo o il fondo del cilindro, causando potenzialmente gravi rischi per la sicurezza.
I vantaggi delle servo-presse elettroidrauliche
Efficienza energetica: Riduzione del consumo energetico fino a 70% grazie al controllo ottimizzato del servomotore e all'eliminazione delle perdite di strozzamento.
Controllo di precisione: Il controllo della pompa sostituisce il controllo convenzionale della valvola, consentendo la regolazione dinamica della velocità del servomotore per una distribuzione precisa dell'olio.
Riduzione del consumo di energia al minimo: Il motore si spegne quando il flusso o la pressione non sono necessari.
Impatto ambientale: Riduzione del consumo di energia e delle emissioni di CO2.
Design compatto: I servomotori possono essere sovraccaricati in modo significativo per brevi periodi, consentendo una riduzione della potenza installata di 50%.
Ottimizzazione del sistema idraulico: 50% riduce il volume del serbatoio dell'olio e il consumo complessivo di olio idraulico.
Gestione termica: Una temperatura di equilibrio più bassa elimina la necessità di dispositivi di raffreddamento, prolungando la durata dei componenti idraulici.
Riduzione del rumore: Funzionamento significativamente più silenzioso durante le fasi di minimo, discesa rapida, mantenimento della pressione e ritorno, per migliorare l'ambiente di lavoro.
Maggiore sicurezza: Frenatura più rapida dei servomotori rispetto ai motori convenzionali, che consente di interrompere rapidamente la pressione e il flusso in situazioni di emergenza.
Migliore tolleranza alla contaminazione: Riduzione della sensibilità alle particelle d'olio da NS7 (servovalvola proporzionale) a NS9 (pompa a pistoni). Intervallo di temperatura di funzionamento più ampio: servomotore 10°C - 80°C, pompa a pistoni 20°C - 90°C, rispetto alla servovalvola proporzionale 20°C - 50°C.
Controllo superiore della velocità:
Velocità di discesa e ritorno fino a 200 mm/s in condizioni ottimali.
Impostazioni di velocità a variazione continua nell'intervallo 0-20 mm/s.
Eccezionale controllo della posizione:
Precisione di posizionamento ripetuta di ±0,005 mm, che consente una piegatura di alta precisione.
Prestazioni eccezionali nel seguire la traiettoria: precisione di sincronizzazione entro ±0,020 mm durante l'avanzamento industriale.
Scalabilità: Lo stesso gruppo di valvole può essere equipaggiato con pompe da 6, 8 e 10 cc/rev, coprendo presse piegatrici con capacità da 30 a 300 tonnellate.
Protezione da sovraccarico: Il controllo della coppia massima specifico del sistema impedisce il sovraccarico dovuto a un errore umano o a un funzionamento improprio.
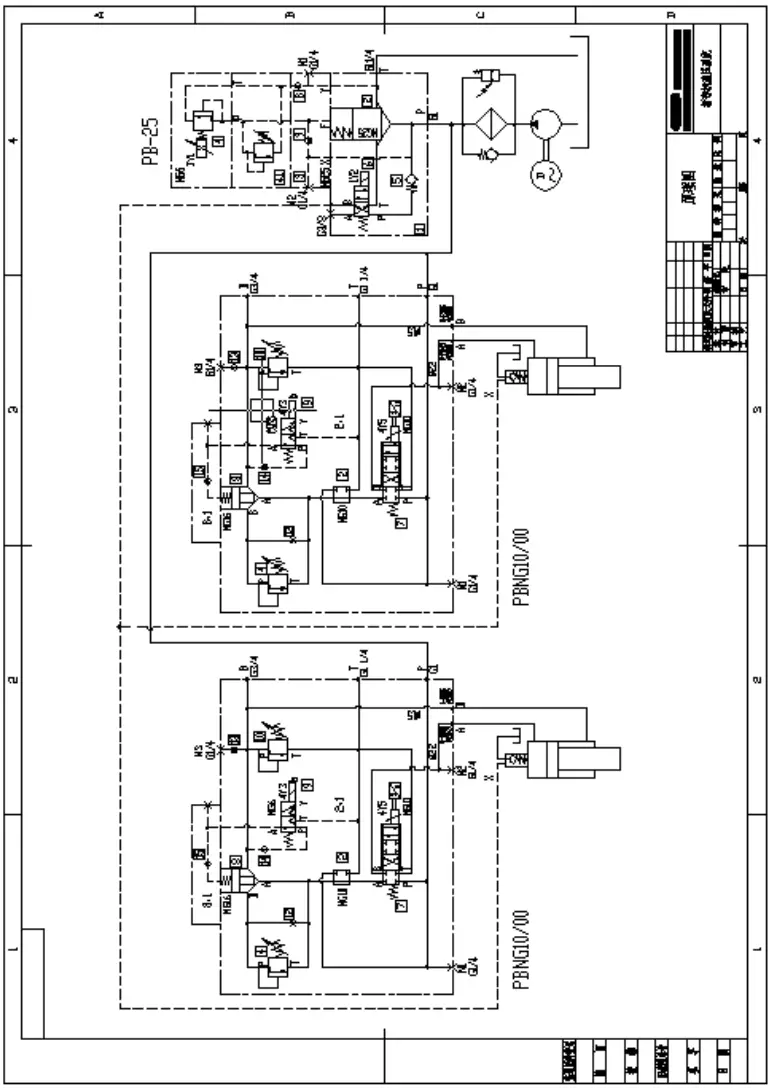
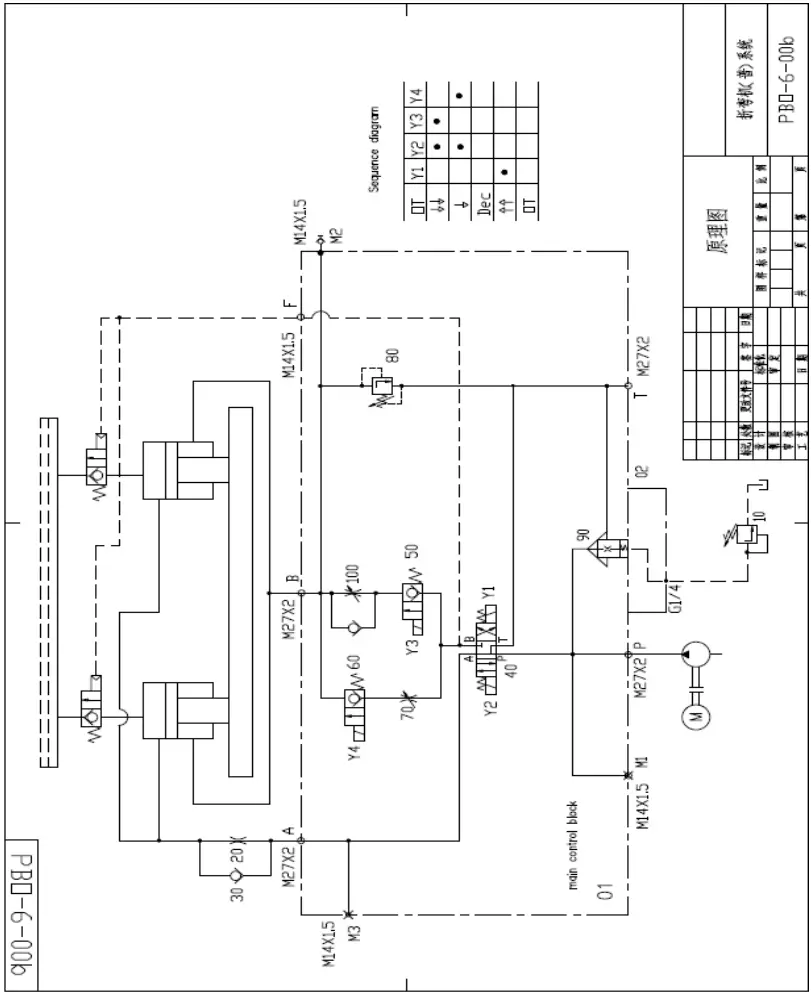
Sistema idraulico della pressa piegatrice con barra di torsione
Analisi dei principi
Controllo della pressione
Avviare il sistema idraulico avviando il motore della pompa dell'olio.
Regolare la pressione del sistema per soddisfare la forza di flessione richiesta utilizzando uno dei due metodi: a) Valvola di controllo remoto (10) b) Valvola di pressione proporzionale
Queste valvole controllano la valvola a cartuccia a due vie (90) per regolare la pressione complessiva del sistema idraulico.
Discesa rapida
Attivare i solenoidi Y2 e Y3; disattivare Y1.
L'ariete scende rapidamente per effetto della gravità, mentre: a) La valvola di riempimento aspira l'olio nella camera superiore del cilindro. b) La valvola direzionale elettromagnetica (40) in posizione P-A e la valvola di ritegno (30) convogliano l'olio nella camera superiore.
L'olio proveniente dalla camera inferiore passa attraverso di essa: a) Valvola a farfalla unidirezionale (100) b) Valvola a otturatore (50) c) Valvola direzionale elettromagnetica (40) in posizione B-T, ritorno al serbatoio
Regolare la valvola a farfalla unidirezionale (100) per controllare la velocità di discesa rapida del martinetto.
Corsa di lavoro
Attivare i solenoidi Y2 e Y4; disattivare Y1 e Y3.
La valvola di riempimento normalmente chiusa (valvola di non ritorno idraulica) sigilla la porta dell'olio.
L'olio pressurizzato proveniente dalla pompa fluisce nella camera superiore del cilindro attraverso: a) Valvola elettromagnetica (40) in posizione P-A b) Valvola di non ritorno (30)
L'olio dalla camera inferiore ritorna al serbatoio attraverso: a) Valvola a otturatore (60) b) Valvola a farfalla (70) c) Valvola elettromagnetica (40) in posizione B-T
Regolare la velocità di lavoro utilizzando la valvola a farfalla (70).
Monitorare la pressione della camera inferiore attraverso la porta M2.
Rimozione del carico
Dopo la pressurizzazione, diseccitare tutti i solenoidi (Y1, Y2, Y3, Y4).
L'olio pressurizzato della camera superiore fuoriesce attraverso la camera stessa: a) Orifizio (20) b) Valvola direzionale elettromagnetica (40) in posizione A-T
Controllo della durata della rimozione del carico mediante un relè a tempo.
Corsa di ritorno
Dare tensione a Y1; togliere tensione a Y2 e Y3.
L'olio pressurizzato proveniente dalla pompa fluisce nella camera inferiore del cilindro attraverso: a) Valvola elettromagnetica (40) in posizione P-B b) Valvola a otturatore (50) c) Valvola a farfalla unidirezionale (100)
Questa pressione apre contemporaneamente la valvola di riempimento (valvola di non ritorno idraulica).
L'olio della camera superiore ritorna rapidamente al serbatoio attraverso la valvola di riempimento.
Risoluzione dei problemi comuni
Problemi con la ram
Innanzitutto, verificare se la pressione della valvola di sicurezza della cavità inferiore (n. 80) è diminuita.
Pulire le valvole a otturatore n. 60 e n. 50, nonché la valvola di sicurezza della cavità inferiore n. 80.
Arrestare l'ariete al punto morto superiore. Chiudere completamente sia la valvola a farfalla n. 70 che la valvola a farfalla unidirezionale n. 100. Questo aiuterà a determinare se le valvole a otturatore n. 50 e n. 60 sono danneggiate. In questo modo è possibile determinare se le valvole a otturatore n. 50 e n. 60 sono danneggiate.
Nessun rallentamento o accelerazione
Controllare che il tappo della valvola a otturatore n. 50 non sia allentato.
Verificare che il segnale elettrico della valvola direzionale n. 40 funzioni normalmente e controllare che la valvola non sia bloccata. Se è bloccata, pulire accuratamente la valvola.
Assicurarsi che la valvola a farfalla unidirezionale n. 100 sia completamente rilasciata.
Allentare la valvola di sicurezza della cavità inferiore n. 80 per determinare se la tenuta tra il cilindro dell'olio e la guida è eccessiva.
Esaminare la valvola di riempimento per verificare l'eventuale presenza di problemi di tenuta.
Nessun avanzamento lavori al punto di cambio velocità
Verificare la corretta regolazione dell'interruttore di marcia.
Controllare che le valvole a otturatore n. 50 e n. 60 non siano bloccate.
Controllare che la valvola di riempimento non sia bloccata. Durante la fase di co-alimentazione, toccare il tubo di ritorno dell'olio di riempimento per rilevare l'eventuale traboccamento dell'olio.
Osservare se c'è una presenza significativa di aria quando il serbatoio del carburante ritorna.
Verificare che la pressione del sistema e la pressione nella camera inferiore M2 rientrino nei valori normali.
Impossibilità di rientro o rientro lento
Verificare che l'impianto idraulico sia pressurizzato e abbia raggiunto il livello di pressione richiesto.
Controllare che il segnale elettrico della valvola direzionale n. 40 funzioni normalmente e verificare che non vi siano inceppamenti della valvola.
Esaminare l'attacco F della porta di controllo della valvola di riempimento per verificare che non vi siano ostruzioni. Inoltre, verificare se la valvola di riempimento è bloccata.
Tenere presente che una valvola n. 50 bloccata può causare corse di ritorno lente.
Tabella e diagramma allegati
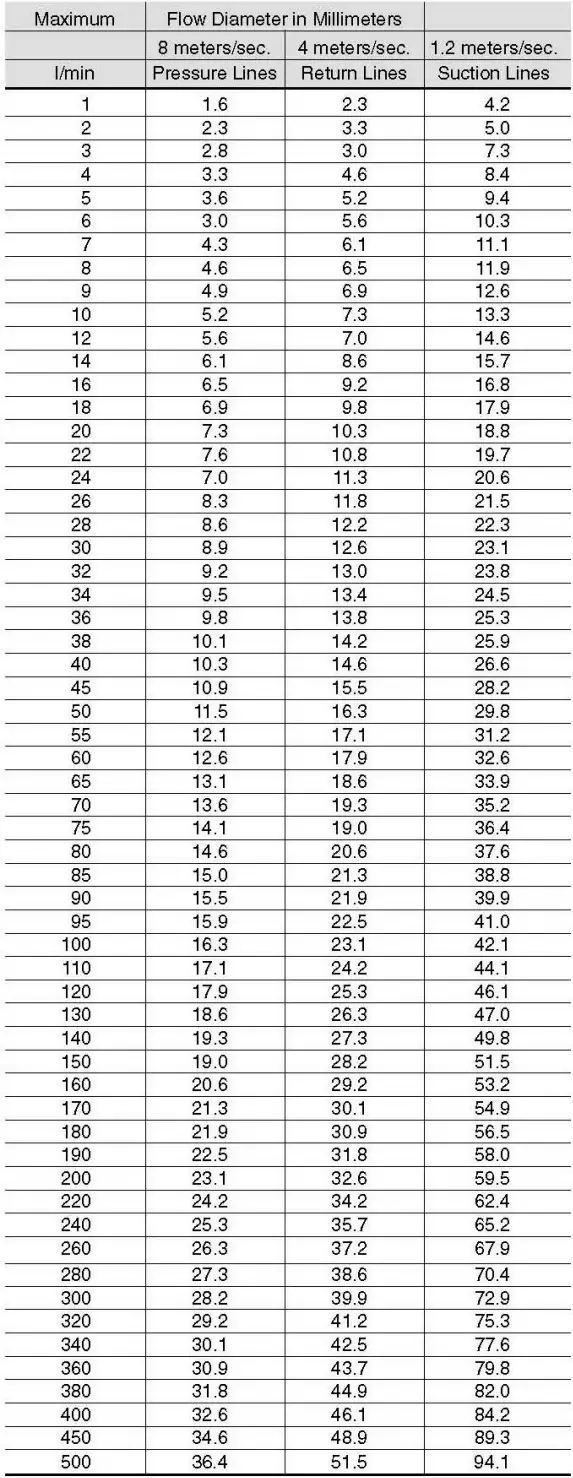
Allegato Tabella 1: Selezione del diametro del tubo idraulico
La scelta del materiale, del tipo e delle dimensioni del tubo più adatto a una determinata applicazione e a un determinato tipo di raccordo è fondamentale per garantire un funzionamento efficiente e senza problemi del sistema di fluidi.
La scelta del materiale del tubo giusto e la determinazione delle dimensioni ottimali del tubo (diametro esterno e spessore della parete) sono essenziali per la scelta del tubo corretto.
Il corretto dimensionamento del tubo per le varie parti di un sistema idraulico consente di ottenere una combinazione ottimale di prestazioni efficienti ed economiche.
Un tubo troppo piccolo provoca un'elevata velocità del fluido, che può avere molti effetti negativi. Nelle linee di pressione, provoca perdite di attrito e turbolenze elevate, che si traducono in cadute di pressione e generazione di calore.
Il calore elevato accelera l'usura delle parti in movimento e porta a un rapido invecchiamento di guarnizioni e tubi, con conseguente riduzione della durata dei componenti.
Un'eccessiva generazione di calore significa anche spreco di energia e riduzione dell'efficienza.
La scelta di un tubo sovradimensionato aumenta il costo del sistema. Pertanto, il dimensionamento ottimale dei tubi è fondamentale. Di seguito viene descritta una semplice procedura per il dimensionamento dei tubi:
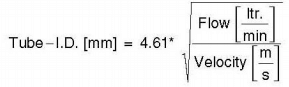
Determinare il diametro di flusso richiesto
Utilizzare una tabella per determinare il diametro consigliato per la portata richiesta e il tipo di linea.
La tabella si basa sulle seguenti velocità di flusso raccomandate:
Se si desidera utilizzare velocità diverse da quelle indicate, utilizzare una delle seguenti formule per determinare il diametro di flusso richiesto.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo esploreremo i consigli essenziali per la sicurezza...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...