Lo stabilimento dispone di un operatore con una vasta esperienza e con una buona conoscenza del computer per gestire l'unità di piegatura automatica?
Alcuni esperti ritengono che l'uso di unità di piegatura automatizzate non dovrebbe portare a tagli di posti di lavoro, ma piuttosto essere visto come un'opportunità per i lavoratori esperti di piegatura di adottare i robot invece dei processi manuali.
La transizione dalle operazioni di piegatura manuali a quelle automatizzate può essere simile all'esperienza degli addetti alla saldatura nella fabbrica di lamiere, che sono passati dalla resistenza all'accettazione della saldatura automatizzata.
Ci sono anche esperti che sostengono che gli addetti alla piegatura dovrebbero abbandonare i metodi manuali tradizionali e incorporare invece la loro esperienza nei programmi di piegatura che guidano i robot o i lavoratori non specializzati. Solo lavoratori qualificati, aperti e disposti ad abbracciare le nuove tecnologie possono garantire il successo di un'unità di piegatura automatizzata.
Tuttavia, il software attuale è molto avanzato e anche i lavoratori di prima linea con un'esperienza limitata possono facilmente utilizzare unità di piegatura all'avanguardia. Sono ormai lontani i tempi in cui occorrevano diversi giorni per insegnare a un robot a eseguire semplici operazioni di piegatura su soli 5.000 pezzi.
Quali sono le attività produttive più adatte all'uso dei robot?
L'opportunità di utilizzare i robot per le operazioni di piegatura dipende dalle specificità dello scenario produttivo, ma il loro campo di applicazione è piuttosto ampio. Tre attività produttive specifiche sono ideali per l'automazione:
In primo luogo, i compiti che comportano grandi volumi e operazioni ripetitive possono richiedere molto tempo e portare alla noia e allo stress fisico degli operatori.
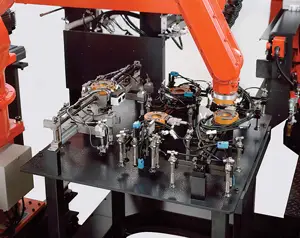
Fig.1
In secondo luogo, i piccoli lotti che si ripetono frequentemente, come illustrato nella figura. Non sono solo i grandi lotti a essere adatti alla piegatura robotizzata, ma anche i piccoli lotti ricorrenti.
Terzo, compiti che richiedono due persone per sollevare parti di materiale molto grandi o che possono comportare il rischio di lesioni per l'operatore.
A mio avviso, i compiti che non superano il raggio di lavoro del robot e che rientrano nella gamma di carico del pressa piegatrice sono adatti all'automazione. La chiave dell'unità di automazione è che un operatore può supervisionare sia la piegatrice manuale che l'unità automatizzata.
È molto vantaggioso per un lavoratore essere in grado di eseguire operazioni di piegatura sia su unità manuali che automatiche. Le piegature robotizzate possono richiedere più tempo per l'impostazione rispetto a quelle manuali, ma l'aumento della produttività ne vale la pena.
Quanto tempo occorre per programmare?
Negli ultimi anni sono stati compiuti notevoli progressi nel campo della tecnologia di programmazione della piegatura automatica. Non è più necessario che la programmazione dell'unità di automazione richieda una conoscenza approfondita della robotica come gli esperti di ingegneria.
Con un modulo CAD, un programmatore può inviare i dati e il software genererà l'ordine di piegatura e le istruzioni operative. Sebbene alcuni possano ancora richiedere un vero e proprio test di piegatura sulla base delle raccomandazioni, gli sviluppatori di software sostengono che questi test potrebbero non essere necessari.
Il programma software è ora integrato con un modulo di simulazione 3D, che consente di simulare i movimenti del robot e della pressa piegatrice prima che le istruzioni di produzione arrivino alla macchina. Questa simulazione consente anche il rilevamento e la conferma visiva dell'ordine di piegatura.
Inoltre, il software può generare istruzioni (come illustrato nella Figura 3) per selezionare serraggio (come illustrato nella Figura 2), il movimento del robot e il prelievo finale del materiale.
Fig.2
Grazie a progressi come i dispositivi di sostituzione automatica degli utensili di serraggio, le piegatrici robotizzate possono essere adattate rapidamente a diversi compiti di produzione.
Fig.3
Su un banco di lavoro sostitutivo, il robot è in grado di sostituire il raccoglitore di materiale in soli 25 secondi. In molti casi, la programmazione può essere eseguita offline per garantire che l'unità di piegatura automatica rimanga ininterrotta.
Qual è l'investimento aggiuntivo richiesto oltre a quello per le attrezzature?
Non si può parlare di automazione robotica senza considerare la sicurezza. Il problema è se un lamiera La fabbrica è disposta a investire in una recinzione fisica o in una griglia più aperta e sicura per garantire la sicurezza dei suoi lavoratori. Vale la pena considerare due opzioni di investimento.
Una copertura di sicurezza è l'opzione più economica, ma occupa una quantità significativa di spazio, il che può essere problematico per il layout dell'officina. Ad esempio, l'unità di piegatura di un'azienda leader nel settore della produttore di macchine utensili occupa un'area di 12 metri di lunghezza e 5 di larghezza, compreso un robot alimentatore, ma non c'è spazio per una recinzione di sicurezza. In un'officina di produzione angusta, è difficile realizzare una produzione automatizzata garantendo al contempo la sicurezza.
I lavoratori interessati alle grate di sicurezza devono essere consapevoli che l'unità di automazione può interrompere il funzionamento in situazioni impreviste. Il problema delle grate di sicurezza non è che non debbano essere utilizzate, ma che molte persone non ne conoscono i limiti e alcune possono accidentalmente attivare la luce della grata di sicurezza agitando le mani attraverso l'officina, spegnendo così l'unità di piegatura.
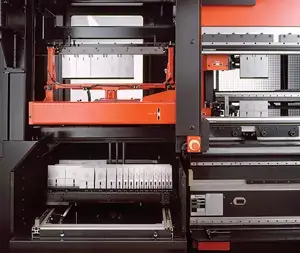
Tuttavia, le griglie di sicurezza sono ideali per l'uso in officine relativamente aperte e sono più appropriate per le aziende che limitano rigorosamente l'accesso all'officina e delimitano chiaramente i confini dell'area di produzione. L'investimento in strumenti di serraggio a cambio rapido è già stato menzionato in precedenza, e il passo successivo in questo investimento dovrebbe essere quello di aggiungere un investimento nella nuova libreria di stampi automatizzata, come illustrato nella Figura 4.
Fig.4
L'ultima generazione di unità di piegatura automatica è dotata di un sistema di installazione e scarico stampi programmabile, che elimina la necessità di installazione manuale.
Una volta programmato il programma, la libreria stampi viene installata e scaricata automaticamente dalla parte superiore e dalla parte inferiore. stampo inferiore dispositivo di sostituzione, dotato di un disco rotante che trattiene lo stampo e lo posiziona per l'installazione in uno dei dispositivi di bloccaggio superiore e inferiore.
Come determinare il costo ragionevole di un robot?
Il fattore principale che influenza la decisione di acquistare una pressa piegatrice è il suo tempo di lavoro effettivo. Quando un operatore può gestire due piegatrici contemporaneamente, il miglioramento della produttività è evidente.
Tuttavia, gli investitori dovrebbero concentrarsi sull'utilizzo delle attrezzature. Se la pressa piegatrice automatica si spegne spesso, non genererà un ritorno sull'investimento, nonostante la produzione continua di pezzi.
Per migliorare l'utilizzo dei dispositivi, un'azienda deve ottimizzare tutti gli aspetti dell'unità di automazione. In molti casi, il tempo di preparazione è pari al tempo di produzione e fabbricazione. Un'unità di automazione priva di un dispositivo di cambio rapido è inefficace.
Quanto più velocemente si possono produrre componenti sull'unità di automazione con un calibro posteriore a sei assi rispetto al calibro posteriore tradizionale a due assi? Migliorare l'efficienza di un singolo processo non ha senso se tutti i processi non sono fluidi.
Anche se considerare la lunghezza del ciclo di produzione è importante, in molti casi accorciare il ciclo non è efficace quanto aumentare il numero di componenti prodotti in un turno o in un giorno.
La soluzione al problema è ridurre il tempo di standby della pressa piegatrice, in modo che possa funzionare per un periodo più lungo, aumentando significativamente la produzione.