Linee guida sulla sicurezza delle presse piegatrici per gli operatori (normative)
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo, esamineremo i consigli di sicurezza essenziali forniti dagli esperti del settore per aiutare questi professionisti qualificati a non correre rischi mentre realizzano i componenti che rendono migliore la nostra vita.
Importanza della sicurezza dell'operatore della pressa piegatrice
La sicurezza degli operatori delle presse piegatrici è fondamentale a causa della loro vicinanza alla macchina e della manipolazione diretta della lamiera. Ridurre al minimo l'esposizione a potenziali lesioni è fondamentale per mantenere un ambiente di lavoro sicuro.
Le moderne presse piegatrici incorporano sistemi di sicurezza avanzati, tra cui protezioni fotoelettriche fisse e sistemi di protezione laser. Queste tecnologie sono progettate per prevenire gli incidenti di schiacciamento delle dita tra la lamiera e la punta del punzone. È indispensabile che questi dispositivi di sicurezza rimangano sempre attivi durante il funzionamento.
Tuttavia, gli operatori devono esercitare una maggiore vigilanza durante determinate fasi di lavoro, quando i dispositivi di sicurezza potrebbero non arrestare automaticamente la pressa piegatrice in situazioni pericolose. Ad esempio:
Durante l'impostazione della macchina, la pressa piegatrice deve essere bloccata per evitare l'attivazione accidentale della trave superiore tramite il pedale. La trave superiore deve essere mantenuta in posizione centrale per tutto il processo.
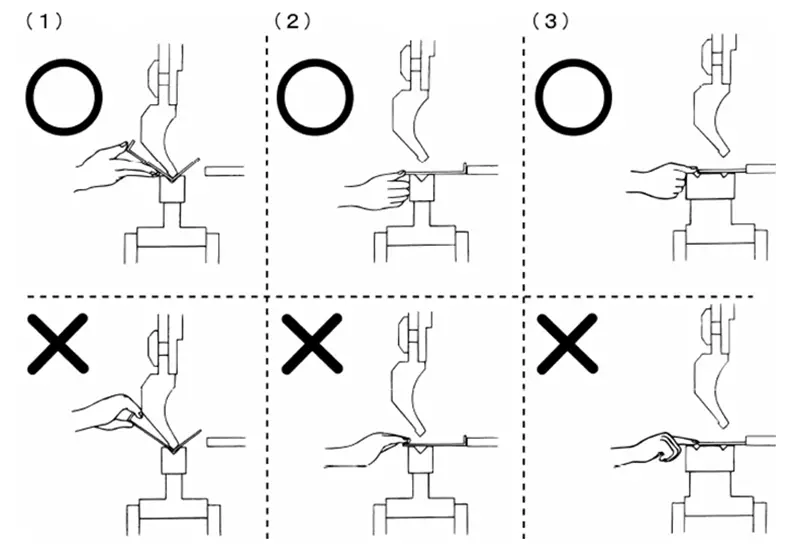
Durante il funzionamento della pressa piegatrice, gli operatori devono attenersi alle corrette tecniche di manipolazione della lamiera. Ciò include:
Sostenere correttamente il pezzo in lavorazione
Evitare azioni che potrebbero ostacolare il normale movimento della lamiera.
Mantenere il corretto posizionamento della mano per evitare che le dita rimangano intrappolate tra la lamiera e la punta del punzone.
Inoltre, gli operatori devono essere addestrati alle pratiche ergonomiche per ridurre l'affaticamento e mantenere la consapevolezza della situazione durante il loro turno. Controlli regolari sulla sicurezza e sessioni di aggiornamento possono contribuire a rafforzare le migliori pratiche e ad affrontare qualsiasi problema di sicurezza emergente.
Combinando tecnologie di sicurezza avanzate con un'adeguata formazione e vigilanza dell'operatore, è possibile ridurre in modo significativo i rischi associati al funzionamento delle presse piegatrici, garantendo un ambiente di produzione più sicuro e produttivo.
Il modo corretto di tenere i pezzi in lavorazione:
Aprire l'interruttore di alimentazione → Tenere premuto l'interruttore a pedale per avviare la pompa → Accendere la chiave di avvio → Azzeramento dell'asse L → Azzeramento dell'asse D → Messa in funzione
Installare prima il punzone e poi la matrice. Per allinearli, allentare le due viti sotto la guida.
Sollevare prima l'altezza del punzone e poi premere lentamente il pedale per verificare se lo stampo è concentrico. Controllare sempre il manometro per verificare che la pressione non superi l'intervallo.
Prelievo e posizionamento del pezzo
Non mettere le mani tra il pezzo piegato e lo stampo per evitare di pizzicarsi le dita. Durante l'allineamento dello stampo, tenere le mani e qualsiasi parte del corpo lontano dallo spazio tra lo stampo superiore e quello inferiore.
Quando si piegano pezzi di grandi dimensioni, prestare attenzione al rimbalzo del pezzo da lavorare, che potrebbe causare lesioni al viso.
Se la pressa piegatrice viene utilizzata da due o più persone, uno degli operatori deve controllare l'interruttore del pedale e azionarlo con attenzione.
Regole di sicurezza per le presse piegatrici CNC
Rispettare scrupolosamente le norme di sicurezza delle macchine utensili e indossare i dispositivi di protezione individuale (DPI) appropriati.
Prima del funzionamento, eseguire un'ispezione completa dei componenti elettrici della pressa piegatrice, compresi motore, interruttori, cablaggio e messa a terra. Verificare che tutti gli elementi di comando e i pulsanti siano nella posizione corretta.
Assicurare l'allineamento corretto e il montaggio sicuro degli stampi superiori e inferiori. Verificare che i dispositivi di posizionamento siano conformi alle specifiche di fabbricazione.
Resettare il programma se la piastra di scorrimento superiore e gli assi di posizione non sono allo stato di origine.
Se si verificano suoni anomali o malfunzionamenti nei primi 1-2 minuti di funzionamento o dopo 2-3 movimenti della piastra di scorrimento superiore, arrestare immediatamente la macchina. Riprendere il funzionamento solo dopo un'accurata ispezione e la conferma del normale funzionamento.
Designare un unico operatore per controllare la pressa piegatrice durante il funzionamento. Stabilire protocolli di comunicazione chiari tra l'operatore e gli addetti alla movimentazione dei materiali per garantire che tutto il personale sia in posizione sicura prima di iniziare le operazioni di piegatura.
Selezionare la corsa del cursore, gli stampi superiore e inferiore e la forza di piegatura appropriati in base allo spessore e alla geometria del pezzo. Consultare la tabella della forza di piegatura sulla macchina per determinare la larghezza ottimale della matrice a V e verificare che la forza di piegatura richiesta non superi la capacità nominale della pressa piegatrice.
Quando si regola il gioco della matrice, assicurarsi che il cursore sia al punto morto superiore. Regolare il gioco in modo incrementale, passando da spazi più ampi a spazi più ridotti.
Impostare il gioco iniziale della matrice circa 1 mm più grande dello spessore della piastra per evitare che la matrice si danneggi a causa dello spazio insufficiente.
In caso di operazioni con due persone, designare una persona responsabile degli arresti di emergenza e dello scollegamento dell'alimentazione quando si lascia la macchina.
Evitare un carico non uniforme e l'applicazione di una pressione in un solo punto.
Fissare saldamente i pezzi da lavorare per evitare deformazioni e potenziali lesioni durante la piegatura.
Mantenere l'area tra gli stampi superiore e inferiore libera da calibri o oggetti estranei.
Scollegare l'alimentazione e arrestare la pressa piegatrice prima di regolare gli stampi.
Assicurarsi che la scelta della matrice sia corretta e che il fissaggio sia sicuro per evitare incidenti durante l'installazione e il funzionamento.
Quando si regolano le aperture variabili dello stampo, evitare il contatto del materiale con lo stampo inferiore.
Calcolare la pressione di flessione corretta, riducendo la pressione massima di 50% per i carichi eccentrici.
Mantenere una lunghezza minima del pezzo di 1/3 della lunghezza del piano di lavoro quando si opera alla massima pressione di piegatura.
Vietare al personale di stare dietro la pressa piegatrice durante il funzionamento.
Evitare di applicare la pressione su una sola estremità del pezzo.
Se durante il funzionamento si rileva un disallineamento del pezzo o degli stampi, arrestare immediatamente la macchina ed effettuare le regolazioni necessarie. Non tentare mai di effettuare correzioni manuali mentre la pressa piegatrice è in movimento.
Non tentare di piegare materiali che non rientrano nelle specifiche della macchina, come lamiere ultra spesse, acciaio bonificato, leghe avanzate o acciaio strutturale, per evitare di danneggiare l'apparecchiatura.
Eseguire ispezioni regolari dell'allineamento degli stampi e dell'accuratezza dei manometri.
In caso di anomalie, interrompere immediatamente le operazioni, indagare sulla causa e informare il personale competente per una rapida risoluzione dei problemi.
Prima di spegnere, posizionare dei blocchi di legno protettivi sotto i cilindri alle due estremità dello stampo inferiore e abbassare la slitta superiore su questi blocchi.
Al termine del lavoro, uscire dal sistema di controllo, scollegare l'alimentazione e pulire accuratamente l'area di lavoro.
Implementare un programma completo di formazione degli operatori e mantenere registri di manutenzione dettagliati per garantire un funzionamento sicuro ed efficiente della pressa piegatrice.
Procedure operative di sicurezza per le presse piegatrici
Rispettare rigorosamente i protocolli di sicurezza delle macchine utensili e indossare i dispositivi di protezione individuale (DPI) appropriati, come previsto.
Prima del funzionamento, ispezionare meticolosamente il motore, gli interruttori, il cablaggio e la messa a terra per verificarne il corretto funzionamento e i collegamenti sicuri. Verificare che tutti i componenti di controllo e i pulsanti siano nella posizione corretta.
Esaminare l'allineamento e il montaggio sicuro del punzone superiore e della matrice inferiore. Assicurarsi che i dispositivi di posizionamento soddisfino le specifiche del pezzo.
Se gli assi ram e di posizionamento non sono all'origine, eseguire il programma di ritorno all'origine.
All'avvio, lasciare l'apparecchiatura al minimo per 1-2 minuti, con il martinetto che compie 2-3 corse complete. Se si verificano suoni anomali o guasti, interrompere immediatamente il funzionamento. Riprendere il lavoro solo dopo aver affrontato e risolto tutti i problemi.
Durante il funzionamento, designare una persona che coordini le attività, assicurando una stretta collaborazione tra l'operatore e il personale addetto alla movimentazione dei materiali. Verificare che tutto il personale sia in posizione di sicurezza prima di segnalare le operazioni di piegatura.
Regolare la corsa dello slittone, selezionare le combinazioni di punzone e matrice appropriate e impostare la pressione di piegatura in base allo spessore della lamiera e alla geometria. Scegliere la dimensione dell'apertura dello stampo inferiore e verificare la forza di piegatura del pezzo, facendo riferimento alla tabella della forza di piegatura situata sul lato destro della macchina. Non superare mai la capacità di forza nominale della macchina.
Quando si regola la distanza tra il punzone e la matrice, assicurarsi che lo slittone si trovi nel punto morto superiore. Regolare lo spazio progressivamente da grande a piccolo. Inizialmente, impostare lo spazio di circa 1 mm in più rispetto allo spessore della lamiera per evitare lo schiacciamento della matrice.
Per le operazioni di piegatura con più operatori, designare una persona che controlli il freno a pedale. Scollegare sempre l'alimentazione quando si lascia la macchina.
Evitare operazioni di carico unilaterali o in un solo punto.
Bloccare saldamente il foglio durante la piegatura per evitare il sollevamento e potenziali lesioni.
Mantenere l'area tra il punzone e la matrice libera da utensili e detriti.
Spegnere e arrestare le operazioni quando si regolano gli stampi di pressatura dei fogli.
Selezionare correttamente gli strumenti di piegatura, assicurando il corretto fissaggio di punzone e matrice. Prestare attenzione durante l'installazione degli utensili per evitare lesioni.
Quando si regola l'apertura degli stampi inferiori variabili, assicurarsi che nessun materiale entri in contatto con la superficie dello stampo.
Scegliere la pressione di piegatura con giudizio. Per carichi decentrati, mantenere la pressione al di sotto di 50% della capacità massima.
Quando si applica la massima pressione di piegatura, assicurarsi che la lunghezza del pezzo sia almeno 1/3 della lunghezza del piano di lavoro.
Vietare al personale di sostare dietro la macchina durante il funzionamento.
Non tentare mai di piegare con un solo operatore un'estremità del pezzo.
Se durante il funzionamento si rilevano problemi con il pezzo o con l'utensile, arrestare la macchina ed effettuare le correzioni. Non tentare mai di effettuare regolazioni manuali durante il funzionamento per evitare lesioni alle mani.
Non piegare materiali che superano le specifiche della macchina, come lamiere di spessore eccessivo, acciai bonificati, acciai ad alta lega o pezzi squadrati, per evitare di danneggiare l'apparecchiatura.
Controllare regolarmente l'allineamento di punzoni e stampi e la precisione del manometro.
In caso di anomalie, arrestare immediatamente la macchina, indagare la causa e informare il personale competente per una rapida risoluzione del guasto.
Prima di spegnere, posizionare dei blocchi di legno sulla matrice inferiore sotto entrambi i cilindri laterali e abbassare il martinetto su questi blocchi.
Al termine del lavoro, uscire dal programma del sistema di controllo, scollegare l'alimentazione e pulire accuratamente l'area di lavoro.
Avvolgere il tutto
Le procedure di sicurezza devono essere rigorosamente rispettate in ogni momento della lavorazione della lamiera. Ciò include l'uso obbligatorio di adeguati dispositivi di protezione individuale (DPI), con particolare attenzione ai guanti antitaglio e agli indumenti protettivi specificamente progettati per la lavorazione della lamiera. Queste protezioni sono fondamentali per prevenire lacerazioni, perforazioni e altre potenziali lesioni associate alla manipolazione di bordi e bave metalliche taglienti.
Altrettanto importante è il posizionamento corretto delle mani e del corpo durante la manipolazione e la lavorazione del pezzo. Gli operatori devono mantenere posture e posizioni delle mani ergonomicamente corrette per sostenere e guidare efficacemente la lamiera. Questo non solo assicura una lavorazione precisa, ma previene anche lesioni da sforzo e incidenti. È essenziale evitare movimenti scomodi o innaturali che potrebbero compromettere il controllo del materiale o interferire con il flusso previsto del processo di fabbricazione.
Inoltre, gli operatori devono essere addestrati alle corrette tecniche di movimentazione dei materiali, compreso l'uso di ausili meccanici, se necessario, per ridurre al minimo il rischio di lesioni muscolo-scheletriche e mantenere un controllo ottimale sul pezzo in lavorazione durante tutte le fasi di lavorazione. Combinando l'uso corretto dei DPI con pratiche di lavoro ergonomiche, i produttori di lamiere possono migliorare significativamente sia la sicurezza che la produttività delle loro attività.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo blog post, ci immergeremo nel mondo delle presse piegatrici...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Avete mai avuto difficoltà a impostare la corretta lunghezza della corsa della pressa piegatrice? Molti operatori lo fanno, spesso ricorrendo a tentativi ed errori. Questo articolo demistifica il processo, fornendo una formula chiara per calcolare...