Calcolo del tonnellaggio della pressa piegatrice (online e gratuito)
Attenzione a tutti gli appassionati di lavorazione dei metalli! Siete stanchi di indovinare il tonnellaggio corretto per la vostra pressa piegatrice? Non cercate oltre! In questo post ci immergeremo nel mondo del calcolo del tonnellaggio della pressa piegatrice, guidati dall'esperienza di un esperto ingegnere meccanico. Scoprite formule pratiche, grafici pratici e suggerimenti per padroneggiare l'arte di piegare la lamiera con precisione ed efficienza. Preparatevi a migliorare il vostro gioco con le presse piegatrici!
Il tonnellaggio della pressa piegatrice è la forza necessaria per piegare una piastra metallica utilizzando una pressa piegatrice. Misurata in tonnellate, questa forza è fondamentale per ottenere piegature precise nella lavorazione dei metalli. Un calcolo accurato del tonnellaggio garantisce risultati di alta qualità e prolunga la vita dell'apparecchiatura, prevenendo problemi come danni agli utensili e piegature imprecise.
Fattori che influenzano il tonnellaggio
Tipo di materiale e spessore
Materiali diversi richiedono forze diverse a seconda della loro resistenza alla trazione. Ad esempio, l'acciaio inossidabile richiede un tonnellaggio maggiore rispetto all'alluminio. Anche lo spessore del materiale influisce in modo significativo sulla forza richiesta, poiché i materiali più spessi richiedono una forza esponenzialmente maggiore per essere piegati.
Lunghezza di curvatura
La lunghezza della curva influisce sul tonnellaggio necessario. Le curve più lunghe richiedono un tonnellaggio maggiore a causa della maggiore resistenza lungo la lunghezza del materiale.
Apertura dello stampo
Le dimensioni dell'apertura dello stampo influenzano la forza richiesta. Le aperture più piccole richiedono un tonnellaggio maggiore, poiché il materiale deve essere forzato in uno spazio più ristretto, mentre le aperture più grandi richiedono una forza minore.
Tipo di utensile
Il tipo di utensili, come quelli a V o offset, influisce sui requisiti di tonnellaggio. Ad esempio, gli utensili a collo d'oca, progettati per evitare interferenze con il pezzo, devono essere maneggiati con cura per evitare un eccessivo tonnellaggio.
Metodo di piegatura
Il metodo di piegatura - piegatura ad aria, piegatura dal basso o coniatura - influisce sul tonnellaggio. La piegatura ad aria richiede il minor tonnellaggio, la piegatura dal basso ne richiede di più e la coniatura richiede il tonnellaggio più elevato.
Calcolo del tonnellaggio della pressa piegatrice
Per determinare la forza di piegatura necessaria per la vostra pressa piegatrice, potete utilizzare il seguente calcolatore di tonnellaggio per presse piegatrici. piegatura della lamiera. La calcolatrice fornisce unità metriche e imperiali. Personalmente, consiglio di utilizzare il calcolatore del tonnellaggio della pressa piegatrice qui sotto, in quanto è probabilmente il metodo migliore e più conveniente per calcolare la forza di piegatura necessaria.
La larghezza dell'apertura a V consigliata per la matrice inferiore
S
0,5-3 mm
3-8 mm
9-10 mm
>12 mm
V
6*S
8*S
10*S
12*S
Ad esempio, se il lamiera Il materiale da piegare è acciaio dolce, con uno spessore di 4 mm e una lunghezza di piegatura di 3,2 m; la larghezza teorica dell'apertura dello stampo inferiore dovrebbe essere pari a 8 volte lo spessore, ovvero 32 mm. Inserendo questi dati nella calcolatrice di cui sopra (ricordate che le unità di misura sono in mm), otteniamo un valore di 106,12 tonnellate.
Ciò significa che avrete bisogno di una forza di piegatura minima di 106 tonnellate per soddisfare le vostre esigenze di piegatura. Naturalmente, in genere moltiplichiamo il risultato finale per un fattore di sicurezza di 1,1 e il valore risultante è il tonnellaggio della pressa piegatrice che potete scegliere.
Nuovo metodo di calcolo del tonnellaggio
Se il rapporto larghezza/spessore (V/S) non è uguale a 9 e il rapporto raggio/larghezza non è uguale a 0,16, il calcolo di cui sopra non sarà valido.
L'entità della forza di flessione è influenzata da fattori quali le dimensioni del pezzo, le proprietà meccaniche del materiale, la distanza tra i fulcri della matrice, il raggio di curvatura relativo, il gioco tra le matrici, il coefficiente di attrito tra il materiale e la matrice, il valore minimo della forza di flessione. angolo di curvaturae il metodo della flessione.
Di conseguenza, è difficile calcolare con precisione la forza di flessione in teoria.
In pratica, per il calcolo vengono comunemente utilizzate formule empiriche o formule teoriche semplificate.
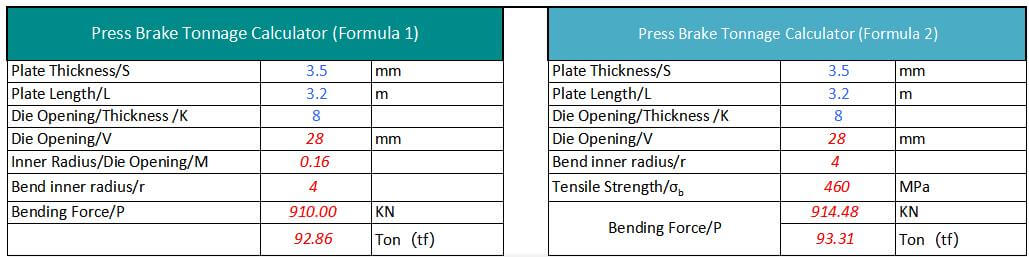
Formula di calcolo del tonnellaggio della pressa piegatrice
Attualmente sono diffuse due formule principali per il calcolo del tonnellaggio della pressa piegatrice.
La prima formula è comunemente utilizzata in Cina e la seconda in altri Paesi.
Tuttavia, indipendentemente dalla formula utilizzata, la pressione calcolata necessaria per la pressa piegatrice è sostanzialmente la stessa. Di seguito presentiamo separatamente queste due formule.
Formula di calcolo del tonnellaggio di piegatura #1
Spessore della piastra S=4mm, larghezza L=3m, σb=450N/mm².
Generalmente la larghezza della fessura V=S*8
Pertanto P=650*4²*3/4*8=975 (KN) = 99,5 (Ton)
Il risultato ottenuto con la formula della forza di flessione è molto simile ai dati del grafico della forza di flessione.
Si noti che il metodo #1 per calcolare il tonnellaggio della pressa piegatrice si basa su un'alimentazione di tipo "mild". materiale in acciaio.
Se il materiale è acciaio inossidabile, alluminio o ottone, è possibile regolare facilmente i risultati del calcolo moltiplicandoli per i coefficienti elencati nella tabella seguente.
Materiale
Coefficienti
Acciaio dolce
1
Acciaio inox
1.6
Alluminio
0.65
Ottone
0.5
#2 Formula di calcolo del tonnellaggio di piegatura
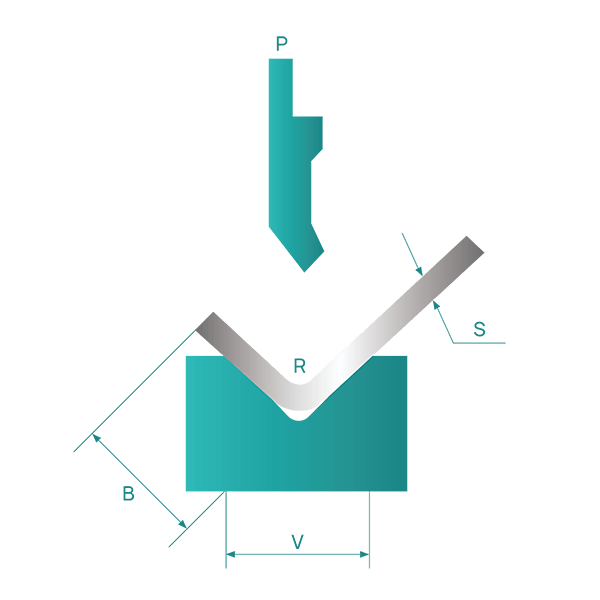
P - Forza di flessione (KN)
S - Spessore della piastra (mm)
L - Larghezza della piastra (m)
V - Larghezza della fessura inferiore (mm)
σb - Resistenza alla trazione (Mpa)
Ad esempio:
Spessore della piastra S=4mm, larghezza L=3m, σb=450N/mm².
Generalmente la larghezza della fessura V=S*8
Pertanto P=1,42*450*4²*3/48=958,5 (KN) = 96 (Ton)
La chiave per foglio di piegatura metallo con materiali diversi è quello di determinare la resistenza alla trazione di quel materiale specifico, quindi calcolare la forza di flessione necessaria utilizzando la formula di cui sopra.
La tabella della resistenza alla trazione riportata di seguito può essere un riferimento:
Materiale
Morbido (N/mm²)
Duro (N/mm²)
Piombo
25 – 40
–
Stagno
40 – 50
–
Alluminio
93
1710
Lega di alluminio tipo 4
230
480
Duralumin
260
480
Zinco
150
250
Rame
220 – 280
300 – 400
Ottone (70:30)
330
530
Ottone (60:40)
380
490
Bronzo fosforoso / Bronzo
400 – 500
500 – 750
Nichel Argento
350 – 450
550 – 700
Ferro laminato a freddo
320 – 380
–
Acciaio .1% Carbonio
320
400
Acciaio .2% Carbonio
400
500
Acciaio .3% Carbonio
450
600
Acciaio .4% Carbonio
560
720
Acciaio .6% Carbonio
720
900
Acciaio .8% Carbonio
900
1100
Acciaio 1.0% Carbonio
1000
1300
Acciaio al silicio
550
650
Acciaio inox
650 – 700
–
Nichel
440 – 500
570 – 630
#3 Nuova formula di calcolo della forza di flessione
Nella curvatura ad aria, la larghezza di apertura V del stampo inferiore è tipicamente scelto per essere da 8 a 10 volte lo spessore della lastra, S.
Produttori di presse piegatrici spesso elencano i valori corrispondenti della larghezza della matrice, V, e del diametro interno, r, del pezzo da piegare nella loro tabella dei parametri della forza di piegatura.
Come regola generale,
r=(0,16~0,17)V
Tuttavia, quando il raggio interno non è pari a (0,16-0,17)V, la formula di calcolo sopra riportata non è più applicabile.
In questi casi, è necessario fare riferimento a un nuovo metodo di calcolo per determinare la forza di piegatura o il tonnellaggio della pressa piegatrice necessari.
La calcolatrice è la seguente:
Tabella del tonnellaggio della pressa piegatrice
La tabella del tonnellaggio delle presse piegatrici riportata di seguito può aiutarvi a determinare con facilità la forza di piegatura necessaria.
Per istruzioni su come leggere un diagramma di tonnellaggio di una pressa piegatrice, fare riferimento a questo post.
(1) Tabella del tonnellaggio della pressa piegatrice regolare
Dati di V, R, B
Come leggere i diagrammi di tonnellaggio delle presse piegatrici?
Il tonnellaggio indicato nella tabella dei tonnellaggi delle presse piegatrici si basa su una lamiera con una resistenza alla trazione di σb=450N/mm² e una lunghezza di L=1m.
Ora che avete la piegatura grafico della forzaIl passo successivo è capire come individuare il tonnellaggio della pressa piegatrice nella tabella.
Supponendo che il vostro lamiera ha uno spessore di 4 mm, la regola generale è che l'apertura a V della matrice inferiore deve essere pari a 8 volte lo spessore della lastra.
Tuttavia, quando si tratta di lastre più spesse, è necessaria un'apertura a V più grande.
Le aperture a V consigliate elencate di seguito possono servire da riferimento:
S
0,5-3 mm
3-8 mm
9-10 mm
>12 mm
V
6*S
8*S
10*S
12*S
Consideriamo una lamiera con uno spessore di 4 mm.
In genere, l'apertura della vena dello stampo inferiore dovrebbe essere pari a 8 volte lo spessore della lastra. Tuttavia, per le lastre più spesse, l'apertura della vena dovrebbe essere maggiore.
Per determinare il tonnellaggio della pressa piegatrice necessario, dobbiamo fare riferimento alla tabella dei tonnellaggi delle presse piegatrici.
Per prima cosa, individuare la riga con un valore di spessore pari a "4" e quindi determinare il valore corrispondente dell'apertura della vena, pari a 32 (4 * 8).
L'intersezione della riga e della colonna in cui si incontrano i valori "4" e "32" indica un tonnellaggio di 330 KN.
Se dobbiamo piegare una lastra di 4 mm lunga 3 metri, il tonnellaggio richiesto sarebbe di 330 * 3 = 990 KN, ovvero circa 101 tonnellate. In questo caso, si consiglia di scegliere una pressa piegatrice con un tonnellaggio di almeno 100 tonnellate.
Tuttavia, è meglio optare per un tonnellaggio maggiore, ad esempio 120 tonnellate, in quanto la vita utile della macchina sarà più lunga se funziona a pieno carico per lunghi periodi di tempo.
(2) Tabella di tonnellaggio delle presse piegatrici Amada
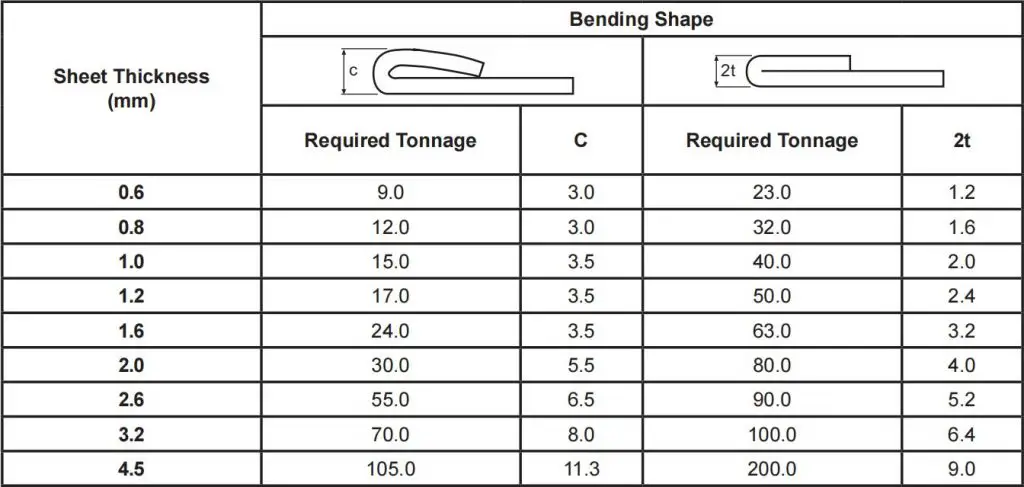
(3) Tabella dei tonnellaggi di orlatura e aggraffatura per acciaio dolce e acciaio inossidabile
L'orlatura è un tipo di piegatura che richiede una quantità di tonnellaggio superiore rispetto alla piegatura ad aria standard.
Le tabelle seguenti illustrano il tonnellaggio necessario per le operazioni di orlatura e aggraffatura.
(1) Tabella del tonnellaggio di orlatura e aggraffatura per acciaio dolce
Nota: il tonnellaggio richiesto è indicato per 1 metro di lunghezza.
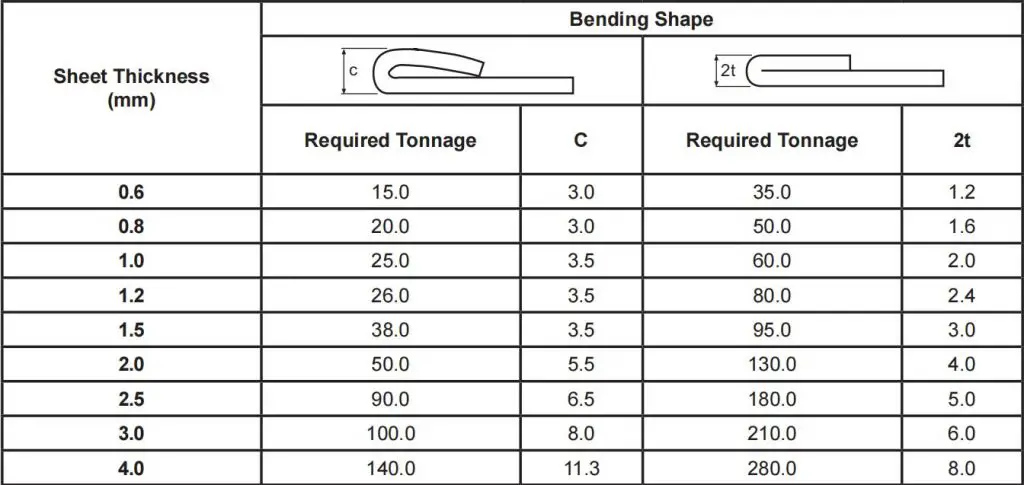
(2) Tabella del tonnellaggio di orlatura e aggraffatura per acciaio inossidabile
Nota: il tonnellaggio richiesto è indicato per 1 metro di lunghezza.
Raggio di curvatura della pressa piegatrice
Durante la piegatura della lamiera, nel punto di piegatura è necessario un raggio di curvatura che non deve essere né troppo grande né troppo piccolo, ma deve essere scelto in modo appropriato. Se il raggio di curvatura è troppo piccolo, è facile che si verifichino cricche nel punto di piegatura, mentre se il raggio di curvatura è troppo grande, la piegatura può rimbalzare.
(1) Tabella dei raggi di curvatura
Il raggio di curvatura ottimale (raggio di curvatura interno) per vari materiali di diverso spessore è riportato nella tabella seguente.
Posizione corrispondente tra la direzione della curva di flessione e la direzione della fibra
verticale
parallelo
verticale
parallelo
08, 10
0.1t
0.4t
0.4t
0.8t
15, 20
0.1t
0.5t
0.5t
1.0t
25, 30
0.2t
0.6t
0.6t
1.2t
4550
0.5t
1.0t
1.0t
1.7t
65Mn
1.0t
2.0t
2.0t
3.0t
Alluminio
0.1t
0.35t
0.5t
1.0t
Rame
0.1t
0.35t
1.0t
2.0t
Ottone morbido
0.1t
0.35t
0.35t
0.8t
Ottone semiduro
0.1t
0.35t
0.5t
1.2t
Bronzo al fosforo
/
/
1.0t
3.0t
I dati riportati nella tabella precedente sono ottimali e di riferimento. In realtà, l'arrotondamento della lama di piegatura del produttore è solitamente di 0,3, con alcune lame di piegatura che presentano un arrotondamento di 0,5.
Per le normali piastre di acciaio a basso tenore di carbonio, antiruggine piastre in alluminioPer le lastre di ottone, di rame e così via, un arrotondamento interno di 0,2 è generalmente sufficiente. Tuttavia, per alcuni acciaio ad alto tenore di carbonioQuesto tipo di arrotondamento per flessione può portare a fratture per flessione o a cricche dell'arrotondamento esterno.
(2) Formula di calcolo del raggio di curvatura
I pezzi di lamiera da piegare richiedono un raggio di curvatura r in corrispondenza della piega. In genere, i progetti dei pezzi in lamiera riportano chiaramente il raggio di curvatura. La dimensione finale dopo la piegatura è determinata dal raggio di punzonatura r0 e la quantità di ritorno a molla △r, cioè,
r = r0 + △r.
Nella produzione reale, il raggio di punzonatura r0 utilizzato è prevalentemente compreso tra 0,3 e 0,5 mm, che può essere considerato una costante e ha un impatto minimo sul raggio di curvatura, quindi spesso può essere trascurato. Ciò significa che il raggio di curvatura r è strettamente correlato al ritorno elastico △r.
Tuttavia, l'entità del ritorno elastico è correlata alla pressione di flessione, che a sua volta è determinata dalla larghezza della fessura della matrice B e dallo spessore della lamiera t. Un aumento della larghezza della fessura della matrice B riduce la pressione di flessione e aumenta il ritorno elastico, mentre una diminuzione di B aumenta la pressione di flessione e riduce il ritorno elastico.
Pertanto, in determinate condizioni della macchina piegatrice, i fattori che influenzano maggiormente il raggio di curvatura sono il raggio r del punzone, la larghezza B della fessura e lo spessore t della lamiera.
Per il calcolo della pressa piegatrice si può utilizzare la seguente formula raggio di curvatura:
Dimensione minima del bordo interno
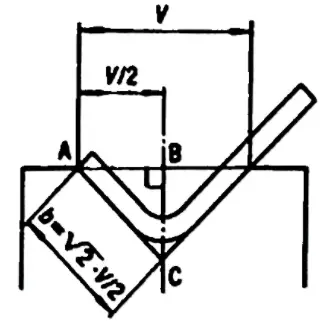
Il bordo interno minimo è il lato più corto che può essere piegato senza che la lamiera scivoli nella vena durante la piegatura.
Infatti, la lamiera deve poggiare su entrambi i lati della nervatura mentre raggiunge l'angolo richiesto, altrimenti scivolerà nella nervatura con risultati insoddisfacenti.
Il bordo interno minimo può essere calcolato con la seguente formula:
Se l'angolo richiesto è di 90°, bordo interno minimo = V x 0,67
Questa formula deriva da un calcolo geometrico, poiché il bordo interno minimo è la diagonale di un quadrato con lato = V/2. Prendendo poi in considerazione il raggio, il risultato si approssima a V x 0,67.
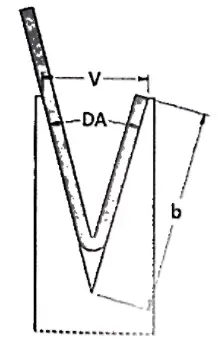
Se l'angolo richiesto è diverso da 90°, anche lo spigolo interno minimo sarà diverso, poiché il lato più corto che può poggiare sulla nervatura dipende dall'angolo.
Infatti, se un profilo ha un angolo acuto, la lamiera viene spinta più in profondità nella vena dello stampo e quindi il lato deve essere più lungo.
D'altra parte, se un profilo ha un angolo ottuso, richiede un lato più corto per essere appoggiato su una matrice. Per questo motivo, è necessario utilizzare dei fattori di correzione per calcolare il bordo interno minimo corretto.
Angolo
Fattori di correzione
30°
B = (V x 0,67) x 1,6
60°
B = (V x 0,67) x 1,1
90°
B = (V x0,67) x 1,0
120°
B = (V x 0,67) x 0,9
150°
B = (Vx 0,67) x 0,7
(1) Formula di calcolo del bordo minimo di flessione
La formula di calcolo per il bordo minimo di flessione è diversa per i diversi angoli di flessione, che si possono trovare nella tabella seguente.
165°
135°
120°
90°
60°
45°
30°
0.51×V
0.55×V
0.58×V
0.71×V
1×V
1.31×V
1.94×V
(2) Tabella di riferimento dell'altezza minima di curvatura
Piegatura a L
Tabella di riferimento per il raggio di curvatura interno R e l'altezza minima di curvatura dei sottili laminati a freddo lamiera d'acciaio materiali:
Numero di serie
Spessore del materiale
Larghezza della scanalatura concava
Punch R
Altezza minima di curvatura
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8 (o 6)
1/0.2
5.5/4.5
6
1.5
10 (o 8)
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16(14)
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Piegatura a Z
La dimensione minima di piegatura L per la piegatura a Z di lamiere di diverso spessore è riportata nella tabella seguente:
Altezza minima della curva z:
Numero di serie
Spessore del materiale
Larghezza della scanalatura concava
Punch R
Altezza della curva a Z L
1
0.5
4
0.2
8.5
2
0.6
4
0.2
8.8
3
0.8
5
0.8/0.2
9.5
4
1.0
6
1/0.2
10.4
5
1.2
8(6)
1/0.2
11.7(10.7)
6
1.5
10(8)
1/0.2
13.3(12.3)
7
2.0
12
1.5/0.5
14.3
8
2.5
16(14)
1.5/0.5
18.2(17.2)
9
3.0
18
2/0.5
20.1
10
3.5
20
2
22
11
4.0
25
3
25.5
Rimbalzo di curvatura
Schema del rimbalzo di flessione
Angolo di flessione:
Δα = b - a
dove: b - Angolo effettivo del pezzo dopo il rimbalzo a - Angolo della matrice
Dimensione dell'angolo di rimbalzo:
Gli angoli di rimbalzo per la piegatura ad aria a 90° ad angolo singolo sono riportati nella tabella seguente.
Materiale
r/t
Spessore t(mm)
<0.8
0.8~2
>2
Acciaio a basso tenore di carbonio
<1
4°
2°
0°
Ottone, σb=350MPa
1~5
5°
3°
1°
Alluminio, zinco
>5
6°
4°
2°
Acciaio al carbonio medio, σb=400-500MPa
<1
5°
2°
0°
Ottone duro, σb=350-400MPa
1~5
6°
3°
1°
Rame duro, σb=350-400MPa
>5
8°
5°
3°
Acciaio ad alto tenore di carbonio, σb>550Mpa
<1
7°
4°
2°
1~5
9°
5°
3°
>5
12°
7°
6°
Fattori che influenzano il rimbalzo e misure per ridurlo:
Resistenza del materiale: L'angolo di rimbalzo è proporzionale al punto di snervamento del materiale e inversamente proporzionale al suo modulo elastico E. Per le parti in lamiera con requisiti di alta precisione, si dovrebbe scegliere un acciaio a basso tenore di carbonio per ridurre il rimbalzo ed evitare l'acciaio ad alto tenore di carbonio, l'acciaio inossidabile, ecc.
Raggio di curvatura relativo r/t: maggiore è il raggio di curvatura relativo r/t, minore è la deformazione e maggiore è l'angolo di rimbalzo Δα. Si tratta di un concetto molto importante. Il raggio di curvatura della lamiera dovrebbe essere il più piccolo possibile, considerando le prestazioni del materiale, il che favorisce il miglioramento della precisione. È bene evitare di progettare archi di grandi dimensioni, come l'esempio riportato di seguito, che possono causare difficoltà nella produzione e nel controllo qualità.
L'arco di lamiera è troppo grande
Fattori chiave che influenzano il calcolo del tonnellaggio
Tipo di materiale e proprietà
Il tipo di materiale da piegare è fondamentale per determinare il tonnellaggio richiesto. I diversi materiali presentano diverse resistenze alla trazione, che influiscono direttamente sulla forza necessaria per la piegatura. Ad esempio, l'acciaio dolce ha una resistenza alla trazione di circa 400 MPa, mentre l'acciaio inossidabile può raggiungere circa 600 MPa o più. Questa differenza significa che è necessaria una forza maggiore per piegare l'acciaio inossidabile rispetto all'acciaio dolce. Inoltre, lo spessore del materiale gioca un ruolo importante: i materiali più spessi richiedono una forza esponenzialmente maggiore per ottenere la piegatura desiderata. Una lastra di acciaio inossidabile di 10 mm di spessore richiederà un tonnellaggio significativamente maggiore rispetto a una lastra di 2 mm di spessore.
Spessore del materiale
Lo spessore del materiale è direttamente proporzionale al tonnellaggio richiesto. I materiali più spessi richiedono una forza maggiore per essere piegati. Questa relazione non è lineare ma esponenziale: raddoppiando lo spessore del materiale si raddoppia il tonnellaggio richiesto. Ad esempio, se una lastra di 5 mm di spessore richiede 50 tonnellate di forza, una lastra di 10 mm di spessore potrebbe richiedere fino a 100 tonnellate. Pertanto, la misurazione e il calcolo accurato dello spessore del materiale sono essenziali per il calcolo del tonnellaggio.
Dimensioni dell'apertura dello stampo
La dimensione dell'apertura dello stampo, o V-die, è un fattore critico per i requisiti di tonnellaggio. Aperture di stampo più piccole richiedono un tonnellaggio maggiore, poiché il materiale deve essere pressato in uno spazio più stretto, aumentando la resistenza. Ad esempio, un'apertura dello stampo di 30 gradi può richiedere meno forza di un'apertura di 10 gradi a parità di materiale e spessore. Al contrario, aperture di stampo più grandi richiedono una forza minore, rendendo più facile il processo di piegatura.
Metodo di piegatura
I diversi metodi di piegatura richiedono diversi livelli di forza. La piegatura ad aria, la piegatura inferiore e la coniatura sono i tre metodi principali utilizzati nelle operazioni di pressa piegatrice. La piegatura ad aria consiste nel pressare il materiale in uno stampo a V, ma non completamente, e richiede la minore quantità di tonnellaggio. Questo metodo consente un certo ritorno elastico, che deve essere tenuto in considerazione nell'angolo finale. La piegatura dal basso, che preme il materiale fino al fondo dello stampo, richiede una forza maggiore a causa della maggiore resistenza del materiale. La coniatura, il metodo che richiede più forza, prevede la pressatura completa del materiale nello stampo, consentendo pieghe precise con un ritorno elastico minimo. L'impatto unico di ciascun metodo sul materiale determina il tonnellaggio necessario.
Tipo e condizioni dell'utensile
Anche il tipo e le condizioni degli utensili utilizzati nelle operazioni di pressatura influiscono sul calcolo del tonnellaggio. I diversi tipi di stampi e punzoni hanno requisiti di forza diversi. Ad esempio, gli utensili a collo d'oca, progettati per evitare l'interferenza con il pezzo da lavorare, devono essere maneggiati con cura per evitare un eccessivo tonnellaggio, che può causare danni all'attrezzatura. Utensili ben mantenuti garantiscono una piegatura più precisa ed efficiente, mentre utensili usurati o danneggiati possono aumentare la forza richiesta e compromettere la qualità della piegatura.
Capacità della pressa piegatrice
È fondamentale considerare la capacità della pressa piegatrice stessa. Il tonnellaggio calcolato non deve superare la capacità nominale della macchina, poiché il sovraccarico può causare danni all'apparecchiatura, come la deformazione del basamento o dello slittone. Assicurarsi che la pressa piegatrice funzioni entro la sua capacità non solo previene i danni, ma prolunga anche la durata della macchina. Ad esempio, se una pressa piegatrice ha una capacità nominale di 100 tonnellate, è essenziale calcolare attentamente il tonnellaggio richiesto per ogni lavoro, per evitare di superare questo limite.
Fattori ambientali
Le condizioni ambientali, come la temperatura e l'umidità, possono influenzare le proprietà dei materiali e, di conseguenza, il tonnellaggio richiesto. Ad esempio, i materiali possono diventare più fragili a temperature più basse, richiedendo una diversa manipolazione e regolazione della forza. Inoltre, l'umidità può influire su alcuni materiali, come l'alluminio, che possono assorbire l'umidità e cambiare le proprie caratteristiche. Tenere conto di questi fattori garantisce operazioni di piegatura più accurate e affidabili.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Gli operatori delle presse piegatrici svolgono un ruolo cruciale nel plasmare il mondo che ci circonda, ma il loro lavoro non è privo di rischi. In questo articolo esploreremo i consigli essenziali per la sicurezza...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Vi siete mai chiesti quali siano le origini del termine "pressa piegatrice"? In questo avvincente post del blog, intraprenderemo un affascinante viaggio nella storia per scoprire le ragioni...
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti cosa fa funzionare senza problemi una pressa piegatrice CNC? La risposta è nell'olio idraulico. Questo fluido essenziale garantisce prestazioni ottimali e longevità della macchina. Il nostro articolo...
La corretta riparazione del cilindro idraulico di una pressa piegatrice è fondamentale per mantenere le prestazioni e la sicurezza della macchina. Il cilindro idraulico è tipicamente composto da pistone, camicia, stelo e vite....
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Avete mai avuto difficoltà a impostare la corretta lunghezza della corsa della pressa piegatrice? Molti operatori lo fanno, spesso ricorrendo a tentativi ed errori. Questo articolo demistifica il processo, fornendo una formula chiara per calcolare...