Selezione dei giusti utensili per presse piegatrici: Guida e standard
Come garantire la precisione nelle operazioni di piegatura dei metalli? La scelta dell'attrezzatura giusta per la pressa piegatrice è fondamentale. Questa guida approfondisce la selezione di stampi e punzoni, offrendo approfondimenti sui vari tipi di utensili, come gli stampi a quattro vie e gli stampi regolabili. Imparate a migliorare l'efficienza produttiva, a ridurre l'usura e a selezionare l'attrezzatura migliore per le vostre specifiche esigenze di piegatura. Scoprite i segreti delle prestazioni ottimali delle presse piegatrici e massimizzate la durata degli utensili.
Per guidare il personale addetto alla piegatura nella scelta più razionale degli stampi, migliorare la durata degli stampi e ridurre l'usura anomala.
2. Funzione
Per ridurre i tempi di selezione degli stampi di piegatura, migliorare l'efficienza produttiva e ridurre i costi.
3. Ambito di applicazione
Operazioni di piegatura della lamiera.
4. Nozioni di base sugli utensili per presse piegatrici
Uso generale
Gli utensili per uso generale sono realizzati in acciaio per utensili precompresso con una durezza Rockwell di 28-30 Rc.
Gli utensili coprono di solito l'intera lunghezza della tavola della pressa piegatrice, con tolleranze nominali sulle dimensioni e sulle dimensioni della macchina. rettilineità a seconda del produttore dell'utensile.
Gli utensili per uso generale che sono sezionati devono essere marcati in modo corrispondente, poiché le singole sezioni potrebbero non essere intercambiabili a causa della variazione delle tolleranze dimensionali di produzione.
Per uso generale temprato a fiamma
Diversi pressa piegatrice I produttori di utensili offrono utensili temprati alla fiamma per una migliore resistenza all'usura sulle spalle dello stampo e sul raggio della punta del punzone.
Questi utensili possono essere meno precisi nella rettilineità, a causa del processo di trattamento termico e della successiva raddrizzatura meccanica.
Quattro vie per uso generale
Molletta a quattro vie
La matrice a quattro vie presenta quattro diverse aperture a "V" femmina, ciascuna delle quali è accessibile ruotando la matrice.
Lo svantaggio di questa configurazione è che la flangia minima di un pezzo da formare non può essere inferiore alla larghezza dello stampo a quattro vie.
Sebbene il cambio dell'apertura della matrice sia semplice, la matrice e il portastampo devono essere centrati con il punzone per ogni rotazione, per garantire un funzionamento ottimale. formatura con pressa piegatrice prestazioni.
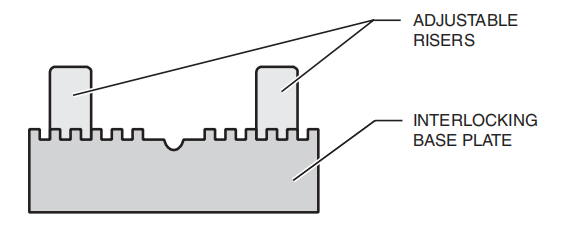
Dies regolabili
Gli stampi regolabili offrono una gamma di aperture con incrementi di 1/2", da un minimo di 1" a un massimo di 8", 10" o 12". L'apertura viene impostata spostando le alzate regolabili con chiave in una posizione della chiavetta della piastra di base ad incastro.
Stampo regolabile
Questo tipo di matrice è utile per formare una gamma più ampia di spessori di materiale. È particolarmente vantaggioso perché le aperture più ampie consentono la formatura di lastre più spesse.
Punzoni
È disponibile una varietà di punzoni per diverse tecniche di formatura. Per informazioni sulle applicazioni specifiche, consultare la documentazione sugli utensili.
Punch
Mortai rettificati e temprati di precisione
Gli utensili temprati e rettificati di precisione sono prodotti in sezioni con tolleranze dimensionali ristrette per consentire l'intercambiabilità e la sostituzione diretta.
L'utensileria di precisione è definita geometricamente con l'altezza dello stampo, l'apertura dello stampo e il raggio della spalla, il raggio del punzone e il coefficiente di carico, che possono essere catalogati in una libreria di utensili del sistema di misura CNC per presse piegatrici.
Definizione dei parametri geometrici dell'utensile in a CNC L'ambiente aumenta la produttività della pressa piegatrice perché riduce il numero di piegature di prova e di pezzi campione necessari per l'impostazione del lavoro.
Porta stampi per presse piegatrici
1. Supporto per stampi standard:
Supporto per stampi standard
Il portastampo standard funge da blocco di riempimento tra la tavola della pressa piegatrice e il pressa ariete per garantire la chiusura dello stampo entro la corsa completa della pressa piegatrice. Nella maggior parte dei casi, l'attrezzatura da sola non è in grado di coprire l'altezza di chiusura.
Il portastampo funge anche da superficie di lavoro per ridurre al minimo l'usura del piano della pressa piegatrice durante il cambio degli stampi.
Il portastampo consente di sollevare il set di stampi per effettuare uno spessoramento localizzato per adattarsi alle variazioni dell'angolo del pezzo formato. Queste variazioni sono dovute alle irregolarità degli stampi per uso generale e all'usura, di solito associata a un'usura continua. frenata a pressione nella stessa area.
I portastampi possono essere bloccati dal movimento o regolati meccanicamente sulla tavola della pressa piegatrice mediante un codolo e viti di fermo, bulloni a T o blocchi di regolazione degli stampi.
2. Supporto per stampi a quattro vie:
Supporto per fustelle a quattro vie
Il portastampo a quattro vie è un canale che trattiene e centra uno stampo a quattro vie con il punzone durante la formatura.
Il portastampi a quattro vie è simile al portastampi standard in termini di funzione e di fissaggio alla pressa piegatrice.
3. Supporto per stampi incoronabili:
Diversi produttori di utensili offrono portastampi coronabili con:
regolazione singola per il coronamento proporzionale del portastampo su tutta la lunghezza, oppure
punti di regolazione individuali lungo la lunghezza del portastampo.
Un vantaggio del portastampo coronabile è che l'operatore può effettuare le regolazioni del set di stampi senza le tradizionali procedure di spessoramento del portastampo.
L'attacco e l'altezza di impilamento dimensionale per l'altezza di chiusura della pressa piegatrice sono simili al portastampi standard.
5. Selezione degli utensili per presse piegatrici
4.1 I punzoni superiori comunemente utilizzati sono: punzone dritto a 88° (R1), punzone acuto a 30°/punzone acuto dritto (R1/R0,5), punzone a 88 punzone a collo d'oca (R1), punzone a collo d'oca diritto a 88° (R1/R0,5), punzone di spianatura e stampi superiori specializzati.
4.2 Uso comune stampo inferiore per la piegatura includono: stampi inferiori a V singola/doppia con angoli di 30° e 88°, V4, V6, V7, V8, V10, V12, V16 e V25 (mm).
4.3 La selezione di stampo di piegatura si basa generalmente sulla disposizione della sequenza di lame di piegatura dopo aver esaminato i disegni.
4.4 Selezione della matrice superiore in base all'angolo:
4.4.1 Quando l'angolo di lavorazione è maggiore o uguale a 88°, utilizzare una matrice superiore con un angolo inferiore a 88° (ad esempio, lama diritta, lama affilata/lama affilata diritta, lama curva, lama curva diritta, ecc.)
4.4.2 Quando l'angolo di lavorazione è inferiore a 88°, utilizzare un dado superiore a 30° (ad esempio, lama affilata/lama affilata diritta).
4.4.3 Quando è necessario pressare un bordo morto, utilizzare una lama affilata o una lama diritta per formare un angolo acuto (generalmente 30°), quindi utilizzare uno stampo per appiattire il bordo pressato.
4.4.4 Quando lo spessore della piastra supera i 3 mm, evitare l'uso di lame affilate/coltelli affilati per evitare di danneggiare l'utensile.
4.5 Quando è necessario elaborare una forma a U in base ai requisiti di forma esterna.
Quando b-a ≥ 5 mm, è possibile scegliere tra punzone acuto (lama affilata dritta), punzone dritto (lama dritta), punzone a collo d'oca dritto (lama curva dritta) o punzone a collo d'oca (lama curva).
Quando 1 mm < b-a < 5 mm, è possibile scegliere tra il punzone a collo d'oca diritto (lama curva diritta) o il punzone a collo d'oca (lama curva). Quando b-a < 1 mm, è possibile scegliere il punzone a collo d'oca (lama curva).
Nota: a e b > 6 mm e 100 mm > a, b sono dimensioni interne. Quando si deve lavorare una forma a Z, si sceglie in genere tra punzonatura diritta (lama diritta), punzonatura acuta (lama affilata/lama affilata diritta), punzonatura a collo d'oca diritta (lama curva diritta) e punzonatura a collo d'oca (lama curva).
4.6 Selezione della matrice inferiore:
4.6.1 La dimensione della scanalatura a V viene generalmente scelta in base a sei volte lo spessore della piastra.
4.6.2 Selezionare la matrice inferiore in base all'angolo: quando l'angolo è maggiore o uguale a 88°, è possibile scegliere tra matrici inferiori a 88° o 30°; quando l'angolo è inferiore a 88°, scegliere una matrice inferiore a 30° (misurare l'altezza effettiva dello stampo della matrice superiore: la distanza dallo stampo della matrice superiore al bordo della lama sulla superficie di ricezione della forza della pinza della matrice superiore).
4.7 Quando si giuntano le matrici superiori e inferiori, si devono considerare i seguenti punti:
4.7.1 Non mescolare stampi con altezze diverse durante la selezione, poiché ciò potrebbe causare angoli sbagliati, danni agli stampi o addirittura incidenti sul lavoro.
4.7.2 Quando si sceglie uno stampo superiore per un pannello porta orlato, si deve considerare la qualità della lavorazione del prodotto e la facilità di manipolazione, lasciando generalmente uno spazio di 3-6 mm a entrambe le estremità (se necessario, si può considerare l'uso di una "lama per bordi").
4.7.3 Evitare di utilizzare stampi danneggiati per la lavorazione del prodotto, per evitare un aspetto scadente, e controllare la linearità e la planarità del bordo di taglio dello stampo superiore dopo l'installazione.
4.7.4 Quando si evitano le posizioni, occorre prestare attenzione ai problemi di qualità dell'aspetto, come le rientranze nel punto di evitamento e gli angoli insufficienti.
4.8 Selezione dello stampo in condizioni anomale:
4.8.1 Per le linee di pressatura, scegliere una lama affilata resistente alla pressione per lo stampo superiore e uno stampo inferiore piatto e allineato, senza gradini tra lo stampo superiore e quello inferiore.
4.8.2 Per la lavorazione di forme a U, se la dimensione interna dell'apertura è inferiore a 6 mm, utilizzare prima una lama curva per piegare l'apertura più grande della seconda dimensione della lama, quindi premere in piano per garantire la dimensione o utilizzare uno stampo specializzato per la sagomatura.
4.8.3 Quando si lavorano prodotti con requisiti specifici per il raggio R interno, considerare uno stampo superiore con raggio R corrispondente prima di scegliere lo stampo superiore (ad esempio, requisiti di raggio R interno di R0,3, R1, R4, R8 o R10).
4.8.4 Per la piegatura di 6 mm con spessore della piastra di 2,0 mm, scegliere uno stampo inferiore 88° V8; per la piegatura di 10 mm con spessore della piastra di 3,0 mm, scegliere uno stampo inferiore 88° V12 per evitare che i pezzi scivolino e diventino non lavorabili a causa delle dimensioni di lavorazione troppo piccole.
4.8.5 Quando si lavora l'acciaio tondo, utilizzare stampi specializzati e avere un operatore dedicato.
4.9 Quando si scelgono gli stampi per punzonatura superiore e inferiore, cercare di evitare la giunzione per evitare segni di giunzione e mantenere un buon aspetto del prodotto.
4.10 Quando si calibrano gli stampi superiori e inferiori, utilizzare per la calibrazione stampi di dimensioni maggiori o uguali a 300 mm. Non utilizzare stampi piccoli giuntati o stampi più piccoli di 300 mm per la calibrazione. Per gli stampi di lunghezza superiore a 1 m, la differenza di lunghezza tra lo stampo superiore e quello inferiore non deve essere superiore a 20%.
4.11 Prima di installare lo stampo, verificare che la corsa limitata della macchina sia superiore all'altezza totale degli stampi superiore e inferiore per evitare danni allo stampo e incidenti sul lavoro.
4.12 Verificare se lo stampo è bloccato prima della calibrazione e controllare nuovamente la tenuta dello stampo dopo la calibrazione.
4.13 Non collocare stampi inutilizzati sull'apparecchiatura per evitare che gli stampi cadano, causando danni o lesioni.
4.14 Dopo aver utilizzato lo stampo, riporlo prontamente nell'apposita rastrelliera e riporlo in modo ordinato.
4.15 Non installare contemporaneamente due stampi di altezza diversa sull'apparecchiatura.
4.16 L'officina deve provvedere regolarmente alla manutenzione e alla riparazione degli stampi e contrassegnarli chiaramente.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Lottate contro le inefficienze e i costi elevati della lavorazione della lamiera? Scoprite come le apparecchiature automatizzate possono rivoluzionare i vostri processi, facendovi risparmiare tempo e denaro. Questo articolo vi guida nella scelta...
Vi siete mai chiesti perché l'acciaio a volte si incrina durante la piegatura? In questo articolo esploriamo l'affascinante mondo della tecnologia di piegatura dell'acciaio, scoprendo le ragioni che stanno alla base di difetti comuni come...
Vi siete mai chiesti come calcolare con precisione la forza di piegatura necessaria per la lavorazione della lamiera? In questo interessante post del blog, esploreremo le complessità del calcolo della forza di flessione, disegnando...
Attenzione a tutti i produttori e progettisti di lamiere! State lottando per determinare il raggio di curvatura ottimale per i vostri progetti? Non cercate oltre! In questo post del blog, ci addentreremo nella...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Vi siete mai chiesti come si piegano i pezzi di metallo in varie forme? In questo affascinante articolo, approfondiremo l'arte e la scienza della piegatura nello stampaggio dei metalli. Il nostro esperto...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Vi siete mai chiesti come fa una pressa piegatrice a modellare il metallo con tanta precisione? Questo articolo svela le affascinanti parti e funzioni di una pressa piegatrice, mostrandovi il suo ruolo essenziale...