Ottimizzazione della sequenza di processo per la piegatura della lamiera: Fattori chiave da considerare
Avete mai lottato per ottenere piegature perfette della lamiera? Questo articolo approfondisce i consigli e i trucchi essenziali per padroneggiare la piegatura delle lamiere, dalla sequenza del processo all'analisi della piegabilità. Scoprirete strategie pratiche per migliorare la precisione, ridurre gli sprechi di materiale e snellire le operazioni. Imparerete i fattori chiave che influenzano il successo della piegatura e come applicare queste conoscenze ai vostri progetti.
La pianificazione del processo per la piegatura delle lamiere si riferisce all'ordine sequenziale dei processi di piegatura durante la fabbricazione. La sequenza di piegatura deve essere organizzata in base alla forma del pezzo, ai requisiti di precisione, alla natura delle operazioni e al modello di deformazione del materiale.
Per parti piegate specifiche, iniziare a considerare il volume di produzione, il design strutturale, l'accuratezza dimensionale e il materiale, e condurre una revisione della fattibilità del processo di piegatura. Quindi, in base alle specifiche condizioni di produzione e a un'analisi completa dei fattori che le influenzano, sviluppare un piano di processo di piegatura tecnicamente fattibile ed economicamente vantaggioso.
Il processo di piegatura Il piano comprende principalmente l'analisi del processo dei pezzi piegati e la formulazione dello schema del processo di piegatura. Le fasi generali sono le seguenti:
1. Analizzare i dati di progettazione originali relativi alle parti piegate.
I dati originali comprendono i disegni dei prodotti e le condizioni tecniche delle parti piegate, le specifiche dimensionali, le prestazioni e lo stato di fornitura delle materie prime, il volume di produzione del prodotto, le condizioni delle attrezzature di stampaggio esistenti nella fabbrica e altri dati tecnici.
Tra questi, il disegno del prodotto è la base più diretta per la progettazione del processo, mentre altri dati tecnici servono da riferimento per lo stampaggio. design dello stampoI dati originali rimanenti vengono utilizzati per determinare il metodo di lavorazione dei pezzi stampati, formulare il piano del processo di stampaggio e scegliere il tipo di struttura dello stampo.
2. Analisi della piegabilità del prodotto
La piegabilità si riferisce all'adattabilità di un componente ai processi di piegatura. Ciò significa valutare se la struttura, le dimensioni, i requisiti di precisione e i materiali del componente piegato soddisfano i requisiti tecnici della lavorazione di piegatura.
In generale, i componenti con una buona curvabilità garantiscono un minor consumo di materiale, un minor numero di operazioni, una struttura degli utensili più semplice, una qualità del prodotto stabile e un costo contenuto. Inoltre, consentono una preparazione tecnica e un'organizzazione della produzione economiche e sensate.
Lo scopo dell'analisi della piegabilità è capire la facilità o la difficoltà di lavorazione del componente piegato, ponendo le basi per lo sviluppo di un piano di processo di piegatura.
Prima di analizzare la piegabilità del prodotto, è necessario condurre un'analisi economica della produzione. La quantità di produzione di componenti piegati è un fattore critico per determinare la ragionevolezza del processo di piegatura.
L'analisi della piegabilità dei prodotti deve basarsi sui disegni dei componenti. È essenziale un'analisi approfondita della forma, delle dimensioni, dei requisiti di precisione e della capacità di piegatura del materiale utilizzato. Inoltre, è necessario valutare il potenziale di vari problemi di qualità.
Si deve prestare particolare attenzione alle dimensioni limite del componente (come la dimensione minima del bordo piegato, la distanza minima del bordo del foro, la distanza minima del bordo del foro, la distanza minima del bordo del foro). raggio di curvatura), tolleranze dimensionali, riferimenti progettuali e altri requisiti speciali.
Questi fattori influenzano in modo significativo la natura, il numero e la sequenza delle operazioni richieste, nonché il metodo di posizionamento, la piegatura e l'uso del materiale. struttura dello stampoe precisione di produzione.
Dopo l'analisi di cui sopra, se la piegabilità del componente risulta irragionevole, è necessario consultare il progettista del prodotto.
Senza compromettere i requisiti d'uso del prodotto, è possibile apportare modifiche appropriate alla forma, alle dimensioni, ai requisiti di precisione e alle caratteristiche del prodotto. selezione del materiale del componente piegato.
3. Formulazione del piano del processo di piegatura
Sulla base dell'analisi del processo di piegatura, vengono proposti diversi piani di processo di piegatura. Quindi, analizzando e confrontando in modo esaustivo i vari piani in base al volume di produzione e alle condizioni di produzione esistenti nell'azienda, si determina il piano di processo tecnologicamente ed economicamente più ottimale.
In generale, la formulazione di un piano del processo di piegatura comprende principalmente i seguenti contenuti:
Determinare la natura, il numero, la sequenza e la combinazione delle operazioni di piegatura e il metodo di posizionamento attraverso l'analisi e il calcolo;
Determinazione della forma e delle dimensioni della lavorazione di piegatura in ogni operazione;
predisporre altre operazioni ausiliarie non di piegatura, ecc.
In breve, pur soddisfacendo i requisiti del disegno del pezzo, ci sforziamo di ridurre il numero di operazioni, di semplificare la struttura dello stampo di piegatura, di prolungare la durata e di rendere più agevole il funzionamento.
4. Operazione di piegatura
4.1 Principi di organizzazione delle operazioni di piegatura
In generale, la disposizione delle operazioni di piegatura deve seguire i seguenti principi:
1) Per la piegatura di pezzi di forma semplice, si adotta uno stampo di piegatura in una sola volta; per la piegatura di pezzi con forme complesseSi adottano due o più modanature di curvatura.
2) Per la piegatura di pezzi in grandi quantità e di dimensioni ridotte, è preferibile utilizzare stampi progressivi o stampi composti.
3) Per i pezzi piegati a più angoli, piegare prima l'angolo esterno e poi quello interno. La piegatura successiva non deve distruggere la forma di quella precedente. parte di piegatura. La piegatura precedente deve tenere conto del fatto che la piegatura successiva ha una base di posizionamento adeguata e può essere eseguita senza problemi.
4) La piegatura deve procedere da piccola a grande.
5) Le forme speciali devono essere piegate per prime, seguite da quelle generali.
6) Per i pezzi da piegare con fori, i fori possono essere generalmente punzonati prima della piegatura per semplificare la struttura dello stampo. Quando il foro si trova nella zona di deformazione di piegatura o vicino alla zona di deformazione e il foro ha requisiti elevati con la superficie di riferimento, la piegatura dovrebbe essere eseguita prima della punzonatura del foro.
4.2 Esempi di organizzazione del processo di produzione per parti tipiche di piegatura
1) Pezzi semplici a piegatura unica, come mostrato nella Figura 1-1.
Figura 1-1 Parti di piegatura una tantum
2) Parti a doppia curvatura, come mostrato nella Figura 2-2.
Figura 2-2 Parti di piegatura a due tempi
a) Modello piatto
b) Prima curva
c) Seconda curva
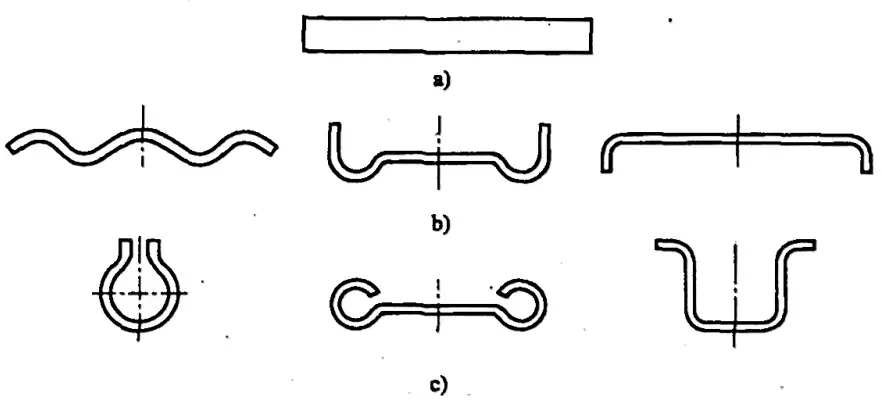
3) Parti di piegatura a tre tempi, come mostrato nella Figura 3-3.
Figura 3-3 Parti di piegatura a tre tempi
a) Modello piatto
b) Prima curva
c) Seconda curva
d) Terza curva
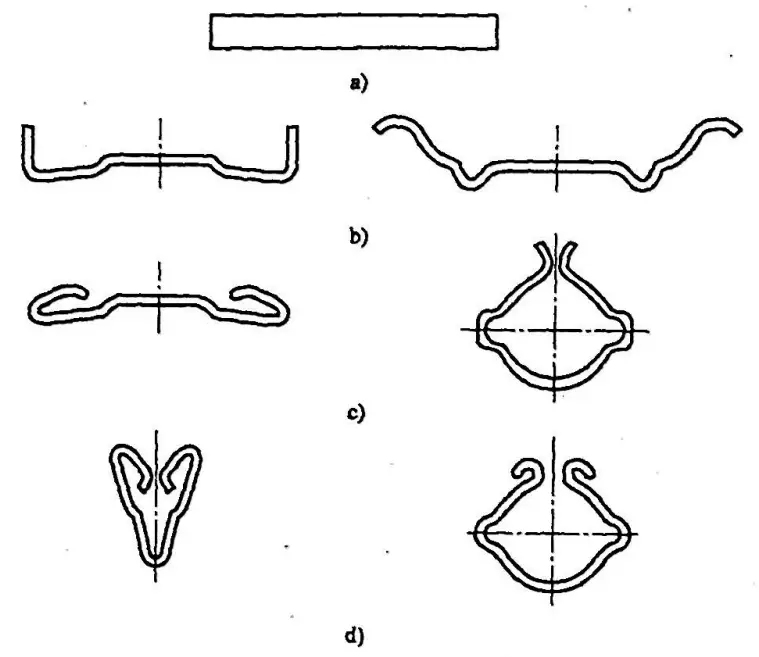
4) Parti a quattro tempi di piegatura, come mostrato nella Figura 4-4.
Non dimenticatevi che condividere è un'opera di carità! : )
Condividi
Facebook
Twitter
LinkedIn
Reddit
VK
Email
Stampa
Autore
Shane
Fondatore di MachineMFG
In qualità di fondatore di MachineMFG, ho dedicato oltre un decennio della mia carriera al settore della lavorazione dei metalli. La mia vasta esperienza mi ha permesso di diventare un esperto nei campi della fabbricazione di lamiere, della lavorazione, dell'ingegneria meccanica e delle macchine utensili per metalli. Penso, leggo e scrivo costantemente su questi argomenti, cercando di essere sempre all'avanguardia nel mio campo. Lasciate che le mie conoscenze e la mia esperienza siano una risorsa per la vostra azienda.
Vi siete mai chiesti come si piega sapientemente la lamiera in forme complesse? Questo articolo esplora sei tipi di processi di piegatura delle presse piegatrici: piegatura, pulitura, piegatura ad aria, imbutitura, coniatura e piegatura a tre punti. Potrete...
Un pezzo stretto e lungo è caratterizzato da un ampio rapporto lunghezza/larghezza e viene posizionato utilizzando il suo bordo corto durante la piegatura. Il problema comune dei pezzi fuori tolleranza...
Vi siete mai chiesti quale sia l'arte e la scienza che si cela dietro la modellazione delle lamiere in forme complesse? In questo accattivante post del blog, ci immergiamo nell'affascinante mondo delle lamiere...
Gli utensili della vostra pressa piegatrice si consumano troppo rapidamente? Questo articolo approfondisce le tecniche di riparazione essenziali per prolungare la durata di vita dei vostri utensili, garantendo prestazioni ottimali nella vostra...
Immaginate di ottenere piegature di lamiera perfette, senza segni o imperfezioni. Questo articolo approfondisce le tecniche avanzate che assicurano una qualità superficiale perfetta nei processi di piegatura dei metalli. Imparerete a conoscere le innovative...
Nel vasto mondo dell'industria manifatturiera, una macchina spicca: la pressa piegatrice. Grazie alla sua capacità di piegare e modellare il metallo con precisione e potenza, è diventata una macchina indispensabile...
Avete mai avuto problemi di ritorno elastico nello stampaggio e nella piegatura dei metalli? Questo articolo approfondisce le tecniche pratiche per ridurre al minimo questi problemi comuni, migliorando la precisione dei vostri progetti di lavorazione dei metalli. Imparate a conoscere i...
Vi siete mai chiesti come fa una pressa piegatrice a ottenere curve così precise? Questo articolo esplora l'affascinante mondo degli assi delle presse piegatrici, svelando i segreti del loro ruolo e delle loro funzioni. Scoprite come...
Come può una piegatrice rivoluzionare la lavorazione della lamiera? Questo articolo esplora tre tecniche innovative per le piegatrici di pannelli in lamiera: la spianatura, l'arrotondamento e la piegatura sagomata. Grazie alla comprensione di questi metodi, i lettori...